ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу получения моторного топлива в интервале кипения бензина путем алкилирования бензола.
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта заявка является родственной предварительной заявке на патент US 61/209995, поданной 13 марта 2009. По дате подачи указанной заявки заявлен приоритет.
Эта заявка является родственной предварительным заявкам на патент: US 2006/0194998; US 2006/0194996 и US 2004/0194995, озаглавленным, соответственно: «Способ получения высокооктанового бензина с пониженным содержанием бензола», «Способ алкилирования ароматических соединений в жидкой фазе» и «Получение бензина путем полимеризации олефинов с алкилированием ароматических соединений».
УРОВЕНЬ ТЕХНИКИ
Бензол является естественным компонентом сырой нефти и компонентом многих нефтяных продуктов. Его средняя концентрация в моторном бензине в Соединенных Штатах составляет порядка 1%. Бензолу уделяют много внимания органы государственного регулирования, так как он классифицируется как известный канцероген для человека (классификация Управления по охране окружающей среды (США), Группа А) и вызывает заболевания крови (лейкемия) у рабочих, подвергшихся воздействию его высоких концентраций.
Ввиду фактора токсичности, Управление по охране окружающей среды (УООС) США и органы государственного регулирования в других странах и регионах, особенно в Европейском Союзе, выработали в течение некоторого времени правила регулирования уровней содержания бензола, допустимых в моторных бензинах. Бензол в обычном бензине в настоящее время контролируют косвенно с помощью технических норм, которые ограничивают содержание бензола через содержания отработанных токсичных веществ, связанные, в большинстве случаев, с базовым уровнем Фазы 1 мобильного источника токсичных выбросов в атмосферу (МИТВА) нефтеперерабатывающего завода, однако новые технические нормы, предложенные Управлением по охране окружающей среды США, подвергают весь бензин в США ограничениям по содержанию бензола на уровнях, намного более низких, чем те, которые применяют в настоящее время только для реформулированного бензина (РФБ), который составляет примерно 30-35% от бензинового пула США. В РФБ поддерживали предельное содержание бензола менее 1,0 об.%, однако, согласно Фазе 2 МИТВА, ожидают, что технические нормы понизят содержание бензола во всем бензине США до среднегодового уровня 0,62 об.%, начиная с 2011 года, помимо этого, нефтеперерабатывающие компании также должны соответствовать максимальному среднему стандарту содержания бензола 1,3 об.%, начиная с 2012 года. В настоящее время ограничение на содержание бензола в регионах, подчиняющихся стандартам Euro III и Euro IV, составляет 1 об.%. Помимо этого, весь канадский и японский бензин ограничивают пределом содержания бензола 1,0 об.%. Понижение содержания бензола в бензиновом пуле США до 0,6 об.%, согласно Фазе 2 МИТВА УООС, сделает более трудным для иностранных поставщиков обеспечение поставки бензина на рынок США. В последние несколько лет импортный бензин возмещал более 10% от летнего бензина США и значительно помогал стабилизировать запасы бензина США в течение периодов высокого спроса. Влияние Фазы 2 МИТВА на нефтеперерабатывающие компании США является, конечно, более непосредственным и похоже, что решения по уменьшению содержания бензола, которые работали с РФБ, могут быть недостаточными для того, чтобы удовлетворять новым техническим требованиям.
Для большинства нефтеперерабатывающих компаний уменьшение содержания бензола будет вопросом соблюдения законодательных требований. Нефтеперерабатывающая компания должна выбрать и осуществить решение, которое обеспечивает наилучшее качество на высококонкурентном рынке бензина. Решения определяются спецификой нефтеперерабатывающего завода и текущей конфигурацией нефтеперерабатывающего завода, типом установки реформинга, количеством бензола, вносимого другим сырьем для смешивания, количеством смешиваемых кислородсодержащих соединений и доступом на рынки, которые допускают продажу промежуточной продукции, например, бензола для нефтехимических заводов. Первым шагом нефтеперерабатывающей компании для соответствия новому требованию по содержанию бензола является пересмотр вкладов бензола в пул от каждого источника. Затем нужно учитывать диапазоны рабочих режимов и функции существующих активов в свете новых технических норм с учетом влияний от альтернативных сырых нефтепродуктов, которые можно обработать, будущее наращивание мощностей нефтеперерабатывающего завода и любые изменения в действиях установки ККПС (каталитического крекинга в псевдоожиженном слое катализатора), которые влияют на бензол. После того как эти предварительные стадии выполнены, нефтеперерабатывающей компании необходимо оценить все возможные решения и определить, предлагает ли одно из них лучшие экономические условия и эксплуатационную гибкость по сравнению с другими.
Хотя требуется удаление бензола из ароматических бензиновых базовых смесей, удаление из потоков продуктов реформинга, похоже, становится более важным фактором при новой системе нормативного регулирования, так как предел в 1 об.% в бензиновом пуле, как при существующих технических нормах, допускает уровень содержания бензола в лигроине ККПС, который составляет примерно 0,5-1,3 об.%, в зависимости от функционирования ККПС, катализатора и сырья. Однако при максимальном содержании бензола 0,6 об.% в бензиновом пуле вклад от лигроина ККПС может потребовать от нефтеперерабатывающих компаний рассмотрения более затратных решений уменьшения содержания бензола. Вместе с этим, существует необходимость максимизировать размер бензинового пула, что неизбежно требует более высокого уровня конверсии, большую часть которой обеспечивают установкой ККПС.
Основным источником бензола в большинстве бензинов является продукт реформинга, и большинство современных решений по уменьшению содержания бензола делают упор на предотвращение образования бензола в установке реформинга путем удаления предшественников бензола из сырья, подаваемого в установку реформинга. Это решение, однако, обладает потенциальным недостатком, состоящим в уменьшении количества водорода, получаемого в установке реформинга, и, таким образом, уменьшении количества водорода, получаемого для других процессов нефтепереработки, таких как десульфурирование, гидрокрекинг, гидроочистка сырья ККПС, которые сами по себе могут вносить вклад в качество не только бензинового пула нефтеперерабатывающего завода, но также в качество других продуктов и чистоту окружающей среды.
Экстрагирование бензола из продукта реформинга, либо для нефтехимического производства, либо для химической конверсии, за которой следует возвращение остатка в бензиновый пул, обеспечивает чистый водородный баланс, равный нулю, но в этом случае уменьшается объем бензинового пула нефтеперерабатывающего завода вследствие удаления бензола. Удаление бензола путем экстрагирования также может привести к уменьшению в продукте октанового числа, так как бензол и другие ароматические соединения с одним кольцом вносят положительный вклад в октановое число продукта (ОЧмм (октановое число по моторному методу) составляет 91 для бензола, 112 для толуола, 124 для м-ксилола, 124 для изопропилбензола и 129 для пропилбензола). Поэтому желательно удержание ароматических соединений, хотя и не форме бензола, а в форме менее токсичных алкилароматических соединений, с точки зрения хорошего качества продукта, функционирования двигателя и, помимо этого, улучшенной экономии топлива, являющейся результатом более высокого объемного содержания энергии ароматических соединений.
Были предложены определенные способы конверсии бензола в содержащих ароматические соединения потоках нефтепереработки до менее токсичных алкилароматических соединений, таких как толуол и этилбензол, которые сами по себе являются желательными в качестве компонентов смеси с высоким октановым числом. Один способ этого типа представляет собой способ уменьшения мобильного бензола (УМБ), в котором, подобно близкому способу превращения мобильных олефинов в бензин (МОБ), использовали псевдоожиженный цеолитовый катализатор в реакторе с восходящим потоком для алкилирования бензола в продукте реформинга с образованием алкилароматических соединений, таких как толуол. Способы УМБ и МОБ описаны в патентах US 4827069, 4950387, 4992607 и 4746762. В способе УМБ в псевдоожиженном слое используют конфигурационно-селективный металлосиликатный катализатор, предпочтительно ZSM-5, для конверсии бензола в алкилароматические соединения с использованием олефинов из таких источников, как ККПС или топливный газ установки для коксования, избыточный сжиженный нефтяной газ (СНГ) или лигроин легкого ККПС. Обычно способ УМБ основан на использовании легких олефинов в качестве алкилирующего агента для бензола с получением алкилароматических соединений, особенно в диапазоне С7-С8. Бензол преобразуют и также повышают качество легкого олефина до бензина одновременно с увеличением октанового числа. Конверсия олефинов в лигроине легкого ККПС также приводит к существенному уменьшению содержания и давления паров олефина в бензине, также как и к уменьшению чувствительности ОЧмм.
Однако, подобно способу МОБ, способ УМБ в псевдоожиженном слое требует существенных капитальных расходов, что является фактором, который не способствовал широкому распространению его применения во времена узкой маржи рентабельности нефтепереработки. В способе УМБ также используют более высокие температуры и C5+ выходы, и октановые числа в некоторых случаях могут быть подвергнуты вредному влиянию, что является другим фактором, который не способствует широкому распространению его использования. Также были предложены другие способы нефтепереработки для решения проблем избыточных олефинов нефтепереработки и бензина; в способах этого типа часто действовали путем алкилирования бензола олефинами или другими алкилирующими агентами, такими как метанол. Примеры способов этого типа описаны в патентах US 4950823, 4975179, 5414172, 5545788, 5336820, 5491270 и 5865986.
В одновременно находящихся на рассмотрении заявках US 2006/0194998, US 2006/0194996 и US 2004/0194995 описывают простой, экономичный способ конверсии бензола в неподвижном слое в алкилароматические соединения с помощью легких олефинов нефтепереработки, особенно этилена, пропилена и бутена. Данный способ отличается способностью к повышению качества C2 и С3 олефинов от топливного газа до высокооктановой бензиновой смеси, увеличению технологической гибкости в операциях нефтепереработки для контроля содержания бензола в смесительном бензиновом пуле, избеганию потери октанового числа и потребления водорода, связанного с альтернативными технологиями адаптации сырья установки реформинга и насыщения бензола, удалению бензола из бензинового пула нефтеперерабатывающего завода без перенаправления бензола на другие цели, и предоставлению возможности нефтеперерабатывающим заводам с проблемами, связанными с бензолом, подавать Се компоненты (низкие октановые числа для смеси) в установку реформинга, увеличивая производство водорода из установки реформинга, в то же время сохраняя вклад в октановое число от высокооктановых алкилароматических соединений. Действуя таким образом, можно достичь увеличения октанового индекса (ОЧим+ОЧмм)/2 (ОЧим - октановое число по исследовательскому методу) на величину от 1 до 10, в зависимости от состава сырья, конверсии бензола и конечных технических характеристик.
Так как основной целью способа является уменьшение содержания бензола в потоке сырья, важным является достижение высокого уровня конверсии бензола; полная или близкая к полной конверсия бензола является очевидной целью. Эта цель, однако, оказалась трудной для достижения, ввиду конкурирующих и противоречащих требований к способу и оборудованию.
Конверсия бензола в способе алкилирования продукта реформинга должна достигать высокого уровня для того, чтобы удовлетворять техническим требованиям к составу бензина. Требуется, чтобы степень конверсии составляла по меньшей мере 90%, предпочтительно, по меньшей мере 95% или даже выше, чтобы максимизировать степень удаления бензола. В то же время, продукт должен удовлетворять техническим требованиям к смеси бензинового пула нефтеперерабатывающего завода, прежде всего по техническим требованиям температуры выкипания или Т90, которые в Соединенных Штатах не должны превышать 225°С (437°F) для температуры выкипания и 185°С (примерно 365°F) для Т90 (величина Т90 в этом описании соответствует ASTM D 86). Для того чтобы удовлетворять более жесткому техническому требованию, такому как КСОВР (Калифорнийский Совет по Охране Воздушных Ресурсов), для Т90 требуется более низкий показатель, близкий к 145°С (примерно 293°F). При разработке технологического процесса это означает, что сильно полиалкилированные бензолы являются нежелательными ввиду их влияния на Т90 и, возможно, других их неблагоприятных влияний на бензиновый пул: 1,3,5-триизопропилбензол и 1,2,4,5-тетраизопропилбензол имеют, например, температуру плавления 118°С, и их избыточные количества в продукте могут привести к кристаллизации при холодной погоде. Таким образом, требуется найти баланс между повышением октанового числа, являющимся результатом алкилирования, и получающимся при этом увеличением температуры плавления и температуры кипения. С этим также связаны целесообразность сохранения олефинов нефтепереработки, которые при их наличии можно использовать в других способах, и минимизация расхода водорода.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Заявители разработали способ алкилирования легких содержащих бензол потоков нефтепереработки, таких как продукт реформинга, лигроин ККПС, прямогонный легкий лигроин и лигроин из установки парового крекинга, с помощью легких олефинов нефтепереработки, который способен достичь высоких уровней конверсии бензола, при производстве продукта, который обладает высоким октановым числом и благоприятным интервалом кипения, без излишнего производства тяжелых фракций или нежелательного увеличения УПР (упругости паров по Рейду). Помимо этого, происходит увеличение объема продукта с благоприятным воздействием на бензиновый пул. Также, так как способ обеспечивает технологический маршрут конверсии бензола из установки реформинга, долю предшественников бензола в сырье установки реформинга можно увеличить так, чтобы можно было сохранять производство водорода из процесса реформинга.
Согласно настоящему изобретению, способ алкилирования выполняют, используя поток легких олефинов нефтепереработки для алкилирования содержащего бензол потока ароматических соединений; сочетание условий способа выбирают так, что они приводят к высоким уровням конверсии бензола. Способ осуществляют с минимальной конверсией бензола 60% и, в большинстве случаев, данный минимум выше 70%, или 80% или более. Обычно конверсию бензола поддерживают на уровне 90% или выше, причем такие уровни конверсии легко достижимы, и в то же время параметры интервала кипения продукта все еще являются регулируемыми. Поток ароматического сырья обычно представляет собой обогащенный бензолом продукт реформинга, однако другие потоки легких (температура выкипания по D 86 менее 200°С (примерно 390°F)) ароматических соединений, обычно с более низкими содержаниями бензола, можно эффективно использовать в способе, например, ароматические прямогонные лигроины, лигроины ККПС и лигроины, подвергнутые паровому крекингу. Обычно содержание бензола в потоке ароматических соединений составляет по меньшей мере 5 масс.%, и, в большинстве случаев, 15-40 масс.%, причем остальную часть ароматических соединений представляет собой толуол и изомерные ксилолы, которые также подвергают алкилированию путем совместной подачи олефина. Предпочтительный поток олефинового сырья включает в основном пропилен, но также могут присутствовать этилен и некоторые бутилены, наряду с легкими парафинами, такими как пропан, бутан и пентан; присутствие легких алканов является желательным, поскольку они действуют как поглотители тепла экзотермической реакции алкилирования и, соответственно, способствуют предотвращению возникновения участков местного перегрева в каталитическом слое. Присутствие парафинов может также приводить к увеличению октанового числа продукта, и по этой причине, использование пропиленовых потоков качества нефтеперерабатывающих заводов не только возможно, но и является благоприятным.
Способ осуществляют в неподвижном слое катализатора в режиме однократного пропускания, то есть без подачи рециклом потока ароматических соединений; олефиновый поток в основном расходуется в реакции. Катализатор представляет собой катализатор на основе цеолита семейства MWW, предпочтительно, катализатора на основе цеолита МСМ-22 или МСМ-49. Цеолиты семейства MWW показывают высокую активность и высокую селективность при длительном сроке службы катализатора в типичных рабочих условиях. Работа в жидкой фазе при нисходящем потоке является предпочтительной, и способ можно осуществлять в адиабатическом или изотермическом режиме. Способ является работоспособным при давлениях от низкого до умеренного, без необходимости использования компрессора. Ввиду мягкой природы катализатора и умеренных условий, можно использовать оборудование из углеродистой стали, без очень жестких металлургических требований.
В течение алкилирования поток ароматических соединений поддерживают в жидкой фазе с поддержанием давления при значении, достаточно высоком, чтобы обеспечить работу в докритических условиях, обычно при значении более примерно 4000 кПа изб. (примерно 580 фунтов на кв. дюйм изб.), хотя можно использовать такие низкие давления как 2500 кПа изб. (примерно 360 фунтов на кв. дюйм изб.) в зависимости от состава подаваемого сырья и температуры. Минимальные температуры обычно составляют 175-200°С (347-392°F), обычно по меньшей мере 220°С (428°F); максимальная температура обычно не превышает 300°С (572°F), при этом обычно предпочтительной максимальной температура является 250°С (482°F). Регулированию экзотермического эффекта содействуют путем поэтапного введения олефинов, что также способствует более высокой конверсии бензола со снижением температуры выкипания продукта (на примерно 25°С) и снижением объема продукта с температурой выкипания выше интервала кипения моторного бензина; можно достичь примерно 50% снижения объема продукта, кипящего выше установленной требованиями температуры выкипания моторного бензина. Поэтапное введение олефина также благоприятно влияет на селективность и срок службы катализатора.
СПИСОК ЧЕТРЕЖЕЙ
На сопровождающих чертежах:
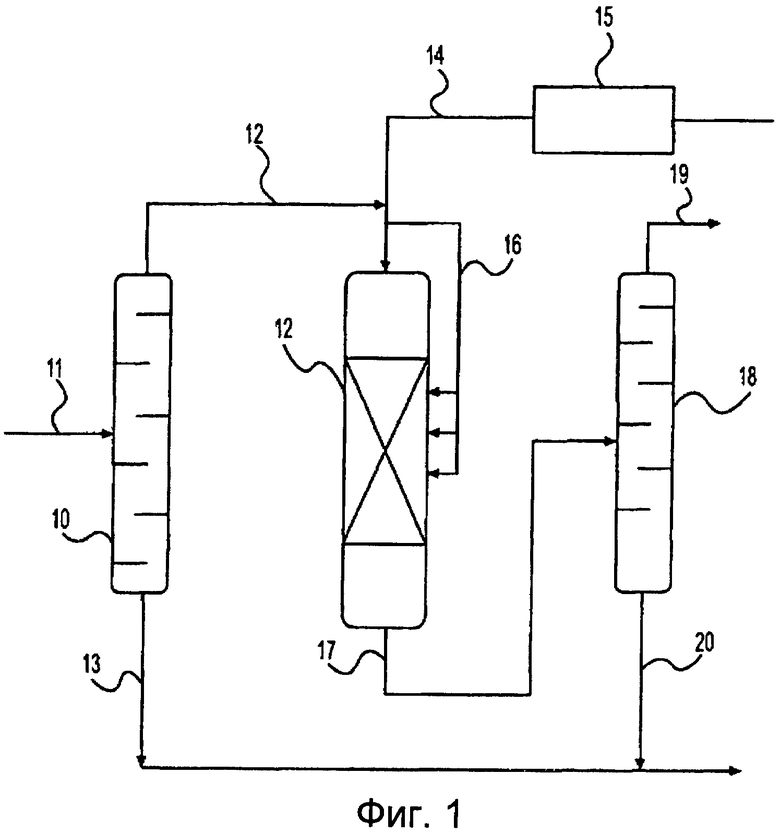
Фиг.1 представляет собой схему технологической установки для выполнения алкилирования продукта реформинга;
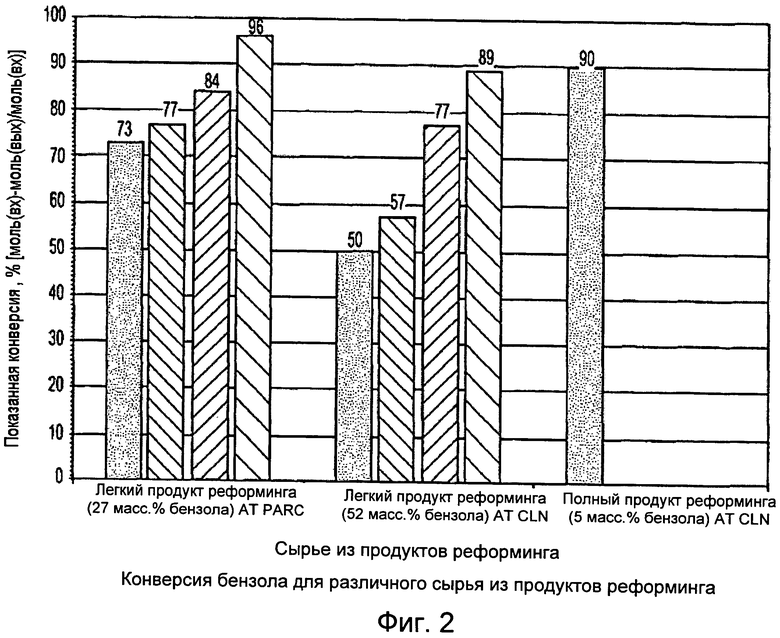
Фиг.2 представляет собой график, показывающий конверсию бензола для различных подаваемых продуктов реформинга;
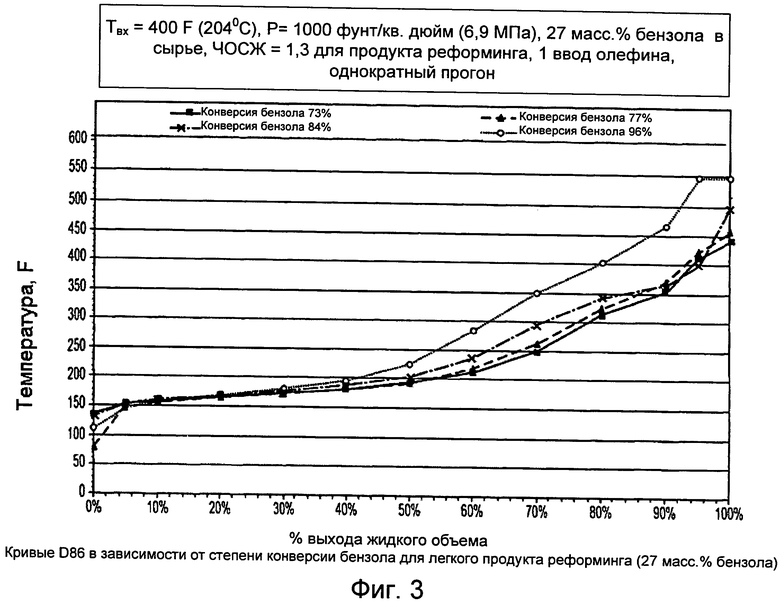
Фиг.3 представляет собой график, показывающий кривые D86 для различных степеней конверсии бензола для подаваемого легкого продукта реформинга (27 масс.% бензола);
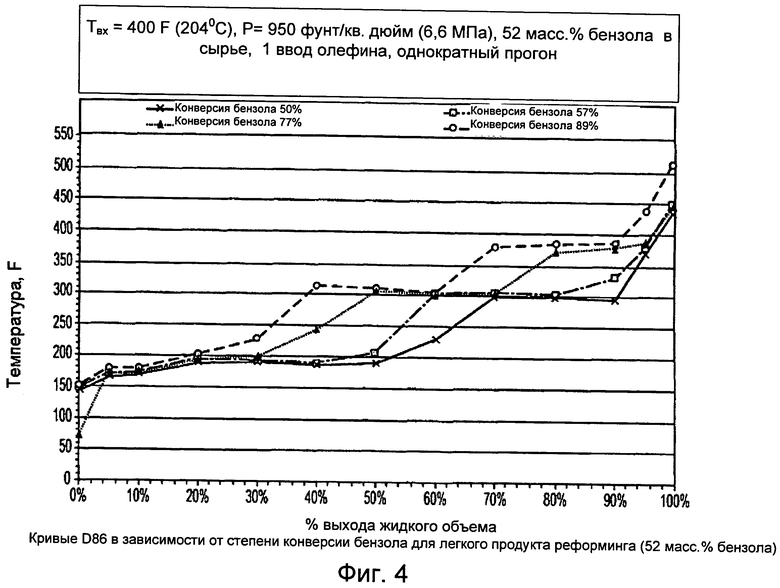
Фиг.4 представляет собой график, показывающий кривые D86 для различных степеней конверсии бензола для подаваемого легкого продукта реформинга (52 масс.% бензола);
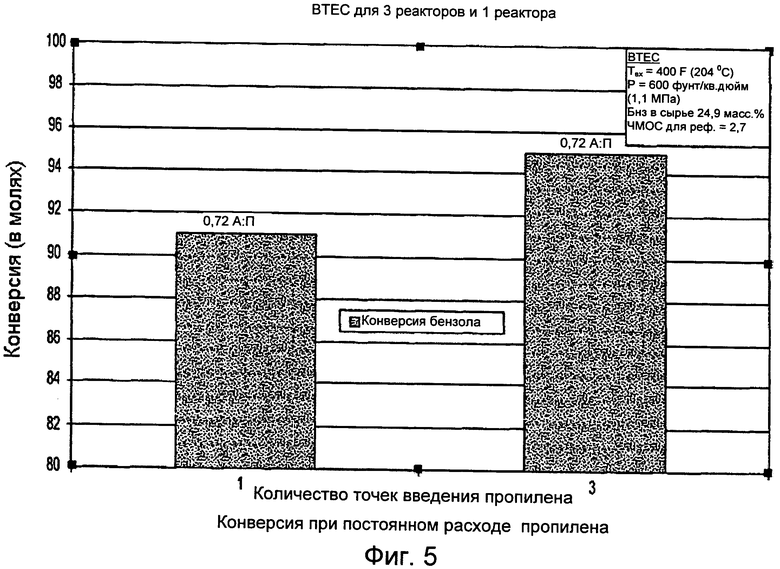
Фиг.5 представляет собой график, показывающий конверсию бензола при постоянном расходе пропилена;
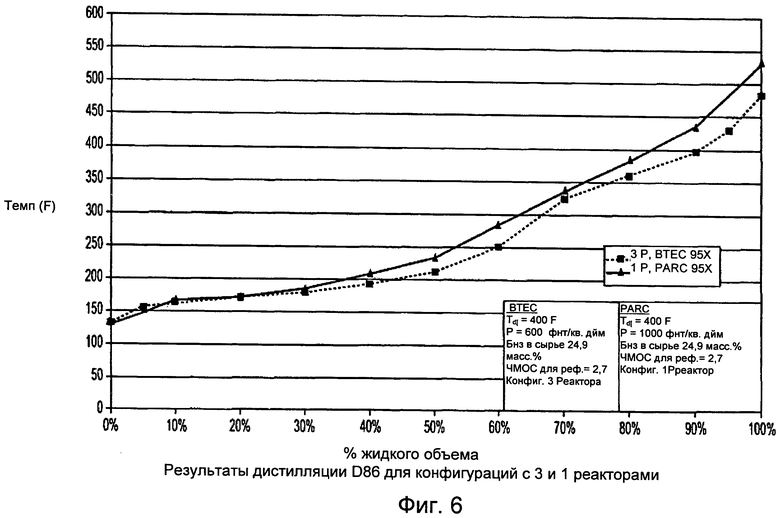
Фиг.6 представляет собой график, показывающий кривые D86 для различных степеней конверсии бензола для подаваемого легкого продукта реформинга (24,9 масс.% бензола) в двух различных конфигурациях реактора;
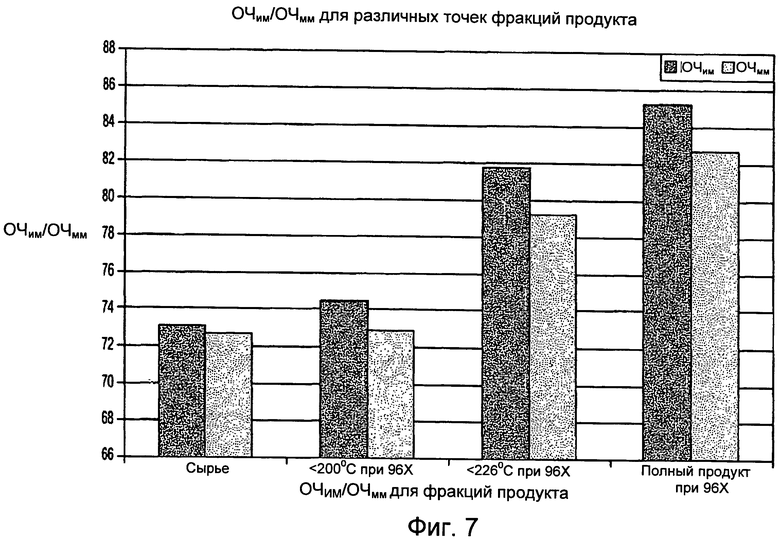
Фиг.7 представляет собой график, показывающий значения ОЧим/ОЧмм для различных фракций продукта;
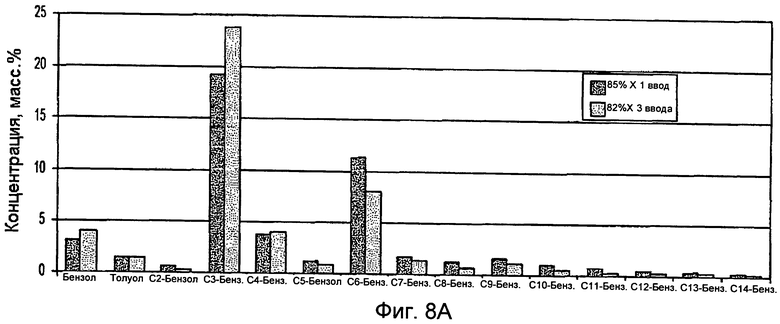
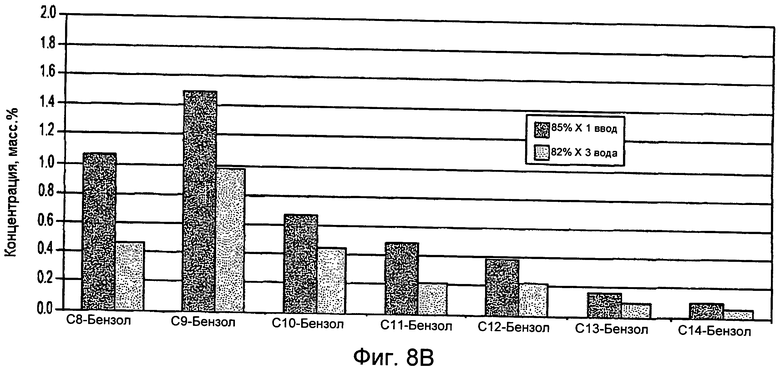
Фиг.8А и 8В представляют собой графики, показывающие относительные количества тяжелых фракций в продуктах алкилирования из способов, в которых используют одну и три точки введения олефина, и
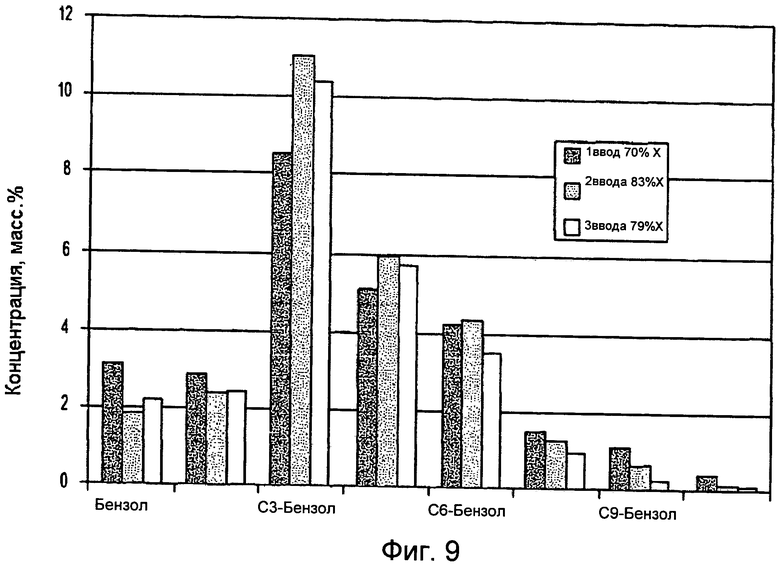
Фиг.9 представляет собой график, показывающий относительные количества тяжелых фракций в продуктах алкилирования из способов, в которых используют одну, две и три точки введения олефина.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем способе алкилирования ароматических соединений используют два основных сырьевых потока, сырьевой поток ароматических соединений, содержащий бензол, и сырьевой поток легких олефинов, который используют для алкилирования сырьевого потока ароматических соединений при тщательно выбранных условиях, чтобы получить алкилароматический продукт, включающий алкилароматические соединения с одним кольцом с замещающими алкильными группами в количестве до шести, предпочтительно изопропиловыми группами от пропилена в качестве олефинового реагента.
Конфигурация способа
Фиг.1 представляет собой во многом упрощенную схему технологической установки, подходящую для выполнения настоящего способа алкилирования продукта реформинга. Сырье из установки реформинга поступает в разделяющее устройство 10 через линию 11, и его разделяют на фракции с получением более легкого, обогащенного бензолом концентрата, выходящего через линию 12, и более тяжелой фракции, выходящей через линию 13. Фракция продукта реформинга из линии 13 поступает в реактор 12 алкилирования вместе с потоком легкого олефина, подаваемым посредством линии 14 из блока 15 предварительной обработки. Подходящим образом применяют традиционные типы предварительной обработки, включающие промывку, сушку, извлечение твердых частиц и т.д., или другие меры, рассчитанные на обеспечение подходящего уровня очистки сырья. Линия 14 имеет ответвленную линию 16, через которую подают олефин на точки введения по длине реактора 12. Выходящий поток реактора проходит из реактора 12 через линию 17 в устройство 18 для разделения на фракции продукта, из которого легкие фракции выходят через верхнюю часть 19; более тяжелые продукты, включающие алкилбензолы, образованные путем алкилирования бензола олефином, выходят в виде нижнего погона через линию 20, и их можно объединять с тяжелыми фракциями из разделяющего устройства 10 в линии 13, чтобы направлять в бензиновый пул.
Ароматическое сырье
Поток легких ароматических соединений почти всегда является выходящим потоком установки реформинга, который может представлять собой весь продукт реформинга или фракцию продукта реформинга, хотя и другие источники ароматических соединений, богатые бензолом сырьевые потоки, включающие прямогонные лигроины, содержащие легкие ароматические соединения, легкие лигроины ККПС, лигроины парового крекинга, лигроины установки для коксования или пиробензины, можно также использовать, хотя они обычно имеют меньше значения для нормальных операций по нефтепереработке. Интервалы кипения этих сырьевых материалов обычно составляют от 50 до 200°С (примерно от 120-390°F). Ароматический поток может содержать другие ароматические соединения с одним кольцом, включающие алкилароматические соединения, такие как толуол, этилбензол, пропилбензол (кумол) и ксилолы. На нефтеперерабатывающих заводах, связанных с нефтехимической мощностью, эти алкилароматические соединения обычно удаляют для более ценного использования в качестве химических реактивов, или, альтернативно, их могут продавать отдельно для таких применений. Поскольку они уже считаются менее токсичными, чем бензол, отсутствует экологическое требование по их включению в поток ароматического сырья, но, равным образом, нет ограничений на их присутствие, за исключением случаев, когда условия приводят к образованию в большей степени замещенных алкилароматических соединений, которые выходят за пределы интервала бензина, или присутствие которых в бензине является нежелательным по иной причине.
Количество бензола в потоке ароматических соединений главным образом определяется его источником и историей обработки, но в большинстве случаев, он обычно содержит по меньшей мере примерно 5 об.% бензола, хотя минимальное количество 12 об.% является более типичным, более конкретно, от примерно 20 или 25 об.% до 60 об.% бензола. Обычно основным источником этого потока является поток из установки реформинга, который является готовым источником легких ароматических соединений; ввиду того, что основной вклад бензола вносят продукты реформинга, способ описан с конкретной ссылкой на его применение с потоками продуктов реформинга, хотя также возможно его применение с другими потоками легких ароматических соединений. Потоки продуктов реформинга могут представлять собой полный диапазон продуктов реформинга, легкую фракцию продуктов реформинга, тяжелые продукты реформинга или среднюю фракцию продуктов реформинга. Эти фракции обычно содержат меньшее количество более легких углеводородов, обычно менее примерно 10% С5 и низших углеводородов и меньшее количество более тяжелых углеводородов, обычно менее примерно 15% С7+ углеводородов. Эти подаваемые продукты реформинга содержат очень небольшое количество серы, поскольку они обычно подвергнуты десульфурированию перед реформингом, так что получаемый бензиновый продукт, образованный в настоящем способе, содержит приемлемо низкое содержание серы для удовлетворения существующих в настоящее время требований по содержанию серы. Ароматические потоки из других источников, например, прямогонные и ККПС лигроины, обычно содержат большее количество примесей, чем продукт реформинга и, следовательно, требуют предварительной обработки сырья для удаления загрязняющих примесей, которые оказывают отрицательное влияние на действие катализатора, в особенности N, S и диеновых фрагментов. Удаление этих фрагментов можно выполнять, при необходимости, путем традиционных видов обработки, таких как разделение на фракции, адсорбция и/или гидроочистка/отпарка.
Потоки продуктов реформинга обычно поступают из установки реформинга с неподвижным слоем, «качающимся» слоем или движущимся слоем. Хотя с точки зрения экономии капитальных и производственных затрат, благоприятно не использовать разделяющее устройство для продукта реформинга, направляя выходящий из установки реформинга поток прямо в реактор алкилирования после прохождения через сепаратор, в предпочтительном воплощении изобретения используют разделяющее устройство для получения фракции, содержащей по меньшей мере 5 масс.% бензола, хотя фракции с по меньшей мере 15 масс.% или более, например, 25, 30, 35 или 40 масс.% бензола, в которых остальные ароматические соединения представляют собой толуол и ксилолы, являются очень употребительным сырьем, в зависимости от доступности пропилена на нефтеперерабатывающем заводе. Когда доступность пропилена ограничена, поток ароматического продукта реформинга с содержанием бензола от 5 до 20 масс.%, например, 7-15 масс.%, является употребительным в конфигурации с разделяющим устройством для продукта реформинга и стабилизатором пропилена. Помимо ароматических соединений, продукт реформинга обычно содержит парафины и нафтены с количеством атомов углерода, подходящим для границ кипения фракций, выбранных для подаваемого продукта реформинга и на установке для разделения на фракции продукта реформинга, если его используют. Обычно количество атомов углерода парафинов и нафтенов в сырье для настоящего способа составляет от С5 до С8, хотя высокие границы кипения фракций для сырья установки реформинга или продукта могут допускать присутствие большего количества атомов углерода.
Наиболее пригодной фракцией продукта реформинга является средняя фракция продукта реформинга. Она предпочтительно представляет собой продукт реформинга, имеющий узкий интервал температур кипения, т.е. фракция С6 или С6/С7. Эта фракция является сложной смесью углеводородов, извлекаемых в качестве верхнего погона гексаноотгонной колонны, установленной после пентаноотгонной колонны. Состав может изменяться в диапазоне, зависящем от ряда факторов, включающих жесткость условий обработки в установке реформинга и состав подаваемого в установку реформинга сырья. Обычно из этих потоков C5, C4 и низшие углеводороды удалены в пентаноотгонной и бутаноотгонной колоннах. Поэтому средняя фракция продукта реформинга обычно содержит по меньшей мере 50 масс.% С6 углеводородов и, предпочтительно, по меньшей мере 60 масс.% С6 углеводородов.
По интервалу температуры кипения эти богатые бензолом фракции можно обычно охарактеризовать конечной температурой кипения примерно 120°С (250°F) и, предпочтительно, не выше примерно 110°С (230°F). Предпочтительно интервал температуры кипения составляет от 40 до 100°С (от 100°F до 212°F), и более предпочтительно, от 65 до 95°С (от 150°F до 200°F), а еще более предпочтительно, от 70 до 95°С (от 160°F до 200°F).
Составы двух типичных потоков средней фракции продукта реформинга представлены в таблицах 1 и 2 ниже. Продукт реформинга, показанный в таблице 2, является относительно более парафинистой фракцией, но, несмотря на это, она содержит больше бензола, чем фракция таблицы 1, что делает ее очень подходящей основой для настоящего способа алкилирования.
Олефиновый поток
Легкие олефины, используемы в качестве сырья для настоящего способа, обычно получают путем каталитического крекинга нефтяного сырья для получения бензина в качестве основного продукта. Процесс каталитического крекинга, обычно в виде каталитического крекинга с псевдоожиженным слоем катализатора (ККПС), хорошо разработан, и, как хорошо известно, приводит к получению большого количества легких олефинов, так же как и олефиновых бензинов и побочных продуктов, таких как рецикловый газойль, которые сами по себе подвергают дополнительным операциям нефтепереработки. Олефины, которые в первую очередь пригодны для настоящего способа, представляют собой легкие олефины от этилена до бутена (С2-С4 олефины), хотя более тяжелые олефины также могут быть включены в обработке; обычно они могут быть введены непосредственно в бензиновый продукт, где они обеспечивают ценный вклад в октановое число. По этой причине, а также потому, что они легко доступны в больших количествах на нефтеперерабатывающих заводах, можно использовать смешанные олефиновые потоки, такие как потоки отходящих газов ККПС (обычно содержащие этилен, пропилен и бутены), хотя смешанные потоки легких олефинов могут быть получены из других технологических установок, включающих установки для коксования, крекинг-печи для легкого крекинга и установки для термического крекинга с промежуточным фракционированием для удаления более тяжелых компонентов.
Настоящий способ имеет большое преимущество в том, что он может легко работать не только с бутеном и пропиленом, но также и с этиленом, и, таким образом, он обеспечивает ценный путь конверсии этого побочного продукта крекинга в требуемый бензиновый продукт. Олефиновые потоки, содержащие главным образом пропилен в качестве олефинового компонента, являются предпочтительными, хотя незначительное количество этилена и бутена не является недостатком. Потоки пропилена нефтехимического качества являются особенно предпочтительными. Конверсия фракции Сз олефина из процесса крекинга обеспечивает прямой путь получения изопропил-замещенных алкилароматических соединений, которые являются столь желательными в бензине, с точки зрения температуры кипения и октанового числа.
Присутствие диолефинов, которые могут находиться в некоторых потоках нефтеперерабатывающих заводов, таких как потоки с термического крекинга, является нежелательным, с точки зрения их тенденции к образованию продуктов полимеризации с высокой молекулярной массой, что определяет их предпочтительное удаление в установке насыщения диолефинов.
Составы двух типичных газовых потоков ККПС представлены ниже в таблицах 3 и 4, причем в таблице 3 показан легкий газовый поток ККПС, а в таблице 4 показан поток, из которого удален этилен на газовой установке для применения в системе нефтезаводского топлива. В таблице 5 представлен состав типичного потока нефтехимического качества предпочтительного типа.
Может быть желательным включать в систему стабилизатор пропилена, такой как испарительный барабан или другое подходящее оборудование, чтобы регулировать УПР продукта алкилирования продукта реформинга путем удаления любого количества С2, которые могут присутствовать в олефиновом сырье.
Как отмечено здесь, поток легких олефинов обычно содержит легкие парафины в том же интервале температур кипения из стадии разгонки, если она имеется. Парафины действуют в качестве разбавителя для реакции, осуществляя отвод теплоты реакции и таким образом способствуя предотвращению каких-либо нежелательных экзотермических эффектов в каталитическом слое.
Образование продукта
В ходе способа протекает ряд различных по механизму реакций. Основными протекающими реакциями являются реакции алкилирования и трансалкилирования между ароматическими соединениями и олефином. Эти реакции значительно преобладают над олигомеризацией олефинов, поскольку ароматические соединения легко сорбируются на катализаторе и, преимущественно, занимают каталитические активные центры, что делает протекание реакций самоконденсации олефинов менее вероятным до тех пор, пока присутствует достаточное количество ароматических соединений. Скорости реакции и термодинамические соображения также благоприятствуют прямым реакциям между олефином и ароматическими соединениями. Однако, какие бы не были вовлечены механизмы, можно ожидать диапазон алкилароматических продуктов с изменяющимся количеством атомов углерода.
Обычно задачей является получение топливных продуктов, содержащих атомы углерода в количестве не более 14, предпочтительно, не более 12, поскольку наиболее ценными углеводородами для бензинового топлива являются С7-С10, с точки зрения летучести, включающей УПР, и работы двигателя при изменяющихся условиях. Следовательно, ди- и триалкилирование является предпочтительным, поскольку с обычными С2, С3 и С4 олефинами и преобладанием бензола в ароматическом сырье, легко достигают получения алкилароматических продуктов с количеством атомов углерода от примерно 10 до 14. В зависимости от состава сырья, рабочих условий и типа установки, ассортимент продукции можно изменять с оптимальными условиями для любого заданного распределения продукта, определяемыми эмпирически. Однако регулирование Т90 и температуры выкипания продукта может приводить к потребности более тщательного регулирования условий, чтобы исключить С10+ продукты, которые имеют тенденцию к увеличению Т90, если присутствуют в избыточных количествах, так что с пропиленовыми потоками лучше ограничивать степень алкилирования до моно- и диалкилирования, чтобы поддерживать количество атомов углерода не более 12, предпочтительно, не более 9. Однако диалкилированные, триалкилированные и полиалкилированные бензолы имеют высокие октановые коэффициенты при смешивании с бензином и, при условии соблюдения требования по Т90 для бензина, включение ограниченного количества этих в более высокой степени алкилированных компонентов может внести положительный вклад в октановое число продукта.
При поэтапном введении олефина начальной реакцией между бензолом и олефином является моноалкилирование, и при введении последовательных количеств олефина между последовательными слоями катализатора, дополнительные алкильные группы стремятся к присоединению к ароматическому ядру, при этом самоиницируется трансалкилирование для достижения равновесия в пределах каждого последовательного слоя. Фактически, трансалкилирование является желательным, поскольку оно стремится к снижению степени полиалкилирования и, действуя таким образом, снижает долю более высококипящих компонентов в продукте, что, в свою очередь, приводит к более низкой температуре выкипания продукта, желательной для моторных бензинов. Относительной частоте возникновения трансалкилирования можно способствовать путем работы при относительно более высокой температуре и при промежуточном введении олефина. Выбор катализатора также может иметь значение, как обсуждается ниже.
Катализатор
Катализаторы, используемые в настоящем способе, содержат в качестве их существенного каталитического компонента молекулярное сито типа MWW. Эти катализаторы и их пригодность для использования в алкилировании продукта реформинга в полной мере описаны в US 2006/0194998, на который сделана ссылка для описания катализаторов, способов их получения и приготовления составов.
В настоящее время известно, что цеолиты семейства MWW включают ряд цеолитовых материалов, таких как PSH 3 (описан в патенте US 4439405), МСМ-22 (описан в патенте US 4954325), МСМ-36 (описан в патенте US 5250277), МСМ-49 (описан в патенте US 5236575), МСМ-56 (описан в патенте US 5362697), SSZ 25 (описан в патенте US 4826667), ERB-1 (описан в патенте US EP 029302), ITQ-1 (описан в патенте US 6077498), ITQ-2 (описан в WO 97/17290), UZM-8 (описан в патенте US 6756030). Среди них наиболее значительными для использования в качестве катализаторов алкилирования и трансалкилирования ароматических соединений являются МСМ-22, МСМ-36, МСМ-49 и МСМ-56, причем предпочтительными являются МСМ-22 и МСМ-49. Было обнаружено, что катализаторы МСМ-22 или МСМ-49 можно использовать либо свежими, т.е. не использованными ранее в качестве катализаторов, или альтернативно, можно использовать регенерированный катализатор.
Регенерированный катализатор можно использовать после того, как его использовали в любом каталитическом процессе, для которого он подходит, включая настоящий способ, в котором катализатор оставался активным даже после многочисленных регенераций. Также возможно использовать катализаторы MWW, которые ранее использовали в других промышленных процессах, и для которых они больше не являются приемлемыми, например, катализаторы, которые ранее использовали для получения ароматических соединений, таких как этилбензол или кумол, обычно с использованием таких реакций, как алкилирование и трансалкилирование, как описано в US 2006/0194998.
Хотя катализаторы с большим размером пор, такие как цеолиты Y, USY, ZSM-12 и бета, можно использовать в качестве катализаторов трансалкилирования, особенно когда они проявляют более высокую активность (более высокий альфа-фактор), селективность цеолитов MWW относительно в меньшей степени алкилированных ароматических соединений делает их особенно пригодными для получения бензина с низкой температурой выкипания. В то время как добавление устройства для разделения на фракции продукта, чтобы удалить тяжелые фракции, могло бы обеспечить удовлетворение требованиям для бензина, очевидно, что желательно избегать увеличения капитальных и эксплуатационных расходов, которые будут результатом такого добавления, и по этой причине использование цеолитов MWW, выполняющих роль катализаторов как алкилирования, так и трансалкилирования, является предпочтительным. К тому же схемы распределения загрузки катализатора упрощаются при использовании в способе только цеолитов MWW.
При низких отношениях ароматические соединения: олефин, обычно ниже 1,5, цеолиты, отличные от предпочтительных цеолитов MWW, имеют тенденцию к более быстрой дезактивации, и они также имеют более низкую селективность по отношению к менее алкилированным продуктам, что в результате может приводить к высоким температурам выкипания продукта.
Катализаторы, используемые в настоящем способе, обычно содержат материал матрицы или связующее, чтобы придать подходящую прочность катализатору, а также, чтобы обеспечить требуемые характеристики пористости в катализаторе. Приготовление катализатора из кристаллического цеолита является типичным, как описано в US 2006/0194998. Отношение цеолит: связующее обычно составляет от 20/80 до 80/20 цеолит/связующее, причем предпочтение отдают катализаторам с высоким содержанием цеолита, выше 50/50 в готовом катализаторе. Катализатор обычно формуют с получением таких форм, как сферы, цилиндры, полые цилиндры, гранулы, трехдольные или четырехдольные частицы; для этой цели можно использовать традиционное оборудование и технологии.
Регенерацию катализатора можно подходящим образом осуществлять с помощью способов окисления воздухом, аналогичных способам, используемым с другими цеолитовыми катализаторами. МСМ-22 и другие катализаторы этого семейства можно регенерировать после каталитического использования, например, в настоящем способе, и они могут быть также восстановлены, как описано в US 2006/0194998.
Если используют защитный слой, катализатор в нем может, как правило, быть таким же катализатором, как используемым в реакторе алкилирования, для удобства эксплуатации, но это не требуется; по желанию, можно использовать другой катализатор или сорбент для удаления загрязняющих примесей из сырья, обычно более дешевый сорбент защитного слоя, например, использованный катализатор из другого процесса, или оксид алюминия. Назначением защитного слоя является удаление загрязняющих примесей из сырья перед поступлением сырья на катализатор реакции и, при условии, что это достигается, существует широкий выбор в отношении катализаторов защитного слоя и условий, пригодных для этой цели. Объем защитного слоя обычно не превышает примерно 20% от общего объема слоя катализатора в установке.
Хотя цеолитовые катализаторы, используемые в настоящем изобретении, являются надежными в эксплуатации, они все же чувствительны к определенным загрязняющим веществам (традиционным деактиваторам цеолитов), особенно к органическим соединениям с основным азотом, так же как к серосодержащим органическим соединениям. Поэтому предпочтительно удалять эти материалы перед их поступлением в установку, если необходимо получить увеличенный срок службы катализатора. Если требуется, например, в случае потока легких олефинов, мокрая очистка с помощью удаляющих загрязняющие примеси промывочных жидкостей, таких как вода, едкая щелочь, МЭА или другие амины или водные промывочные жидкости обычно снижает уровень серы до приемлемого уровня примерно 10-20 массовых частей на миллион и азота до следовых количеств, в которых он может быть допустим. Цеолитовый катализатор не требует присутствия воды, чтобы сохранять активность, и поэтому сырье можно сушить перед поступлением его в установку. Однако рассматриваемые цеолитовые катализаторы могут легко переносить присутствие воды в количестве до примерно 1000 массовых частей на миллион, хотя содержание воды выше 800 массовых частей на миллион может снижать активность, в зависимости от температуры, так что сушилка может быть желательной в качестве устройства для предварительной обработки.
Параметры способа
Настоящий способ выполняют в режиме, который поддерживает ароматический компонент, изначально, содержащий бензол поток, и впоследствии, поток алкилированного бензола, в жидкой фазе:
сверхкритических условий относительно этого реагента следует избегать, чтобы минимизировать расход олефина (условия паровой фазы могут благоприятствовать нежелательным побочным реакциям, таким как образование высокомолекулярных веществ, полиалкилароматических соединений, бифенилов и т.д.). Поэтому в связи с этим выбирают температуру и давление.
Вообще, температура (вход реактора) составляет от примерно 120 до 350°С (от примерно 250 до 660°F), и в большинстве случаев от 150 до 250°С (от примерно 300 до 480°F). Обычно температуры от 160 до 220°С (от примерно 375 до 425°F) оказываются оптимальными для подач пропилена, при этом температуру от примерно 175 до 200°С (примерно от 350 до 390°F), например, приблизительно 200°С (примерно 390°F), можно рассматривать как оптимальную при подходящем давлении для поддержания работы в жидкой фазе с ростом температуры по каждому слою 25°С, что считается оптимальным значением. Использование низких температур для этой величины является благоприятным для предотвращения избыточного крекинга сырья, в частности, парафинов, присутствующих в продукте реформинга, которые, как отмечено ниже, могут претерпевать изомеризацию с образованием продуктов с более высоким октановым числом. Давление обычно зависит от ограничений установки, но обычно оно не превышает примерно 10000 кПа изб. (примерно 1450 фунтов на кв. дюйм изб.), при этом давления от низких до умеренных, обычно не выше 7000 кПа изб. (примерно 1000 фунтов на кв. дюйм изб.) являются благоприятными с точки зрения оборудования и эксплуатации, хотя более высокие давления не являются благоприятными для поддержания работы в жидкой фазе. Давления в интервале от 3500 до 4000 кПа (от примерно 500 до 570 фунтов на кв. дюйм) являются весьма адекватным и подходящими для использования во многих технологических установках с умеренным давлением. Объемные скорости могут быть достаточно высокими, обеспечивая хорошее использование катализатора. Объемные скорости ЧОСЖ обычно составляют от 0,25 до 5 час- 1 для сырья продукта реформинга, в большинстве случаев, ЧОСЖ от 1 до 2 час- 1. Оптимальные условия можно определять эмпирически, в зависимости от состава сырья, старения катализатора и ограничений установки.
Конверсию бензола следует максимизировать, чтобы гарантировано снизить содержание бензола в конечном продукте ниже требуемых уровней, чтобы отвечать нормативным требованиям. Степень конверсии по меньшей мере 90% и выше является нормой, при этом можно достичь таких высоких степеней конверсии, как 92% или выше, например, 95%. Более низкие степени конверсии (70-90%) можно легко получить, но они могут не обеспечивать достаточное снижение содержания бензола для получения кондиционного моторного бензина. Высокой степени конверсии бензола благоприятствует использование более высоких отношений пропилен: бензол, но она относительно независима от температуры и объемной скорости, при давлении, установленном для поддержания условий жидкой фазы. Высокая степень конверсии олефинов является характеристикой реакции с конверсией олефинов по меньшей мере 95% (способ при однократном пропускании), причем в нормальной практике наиболее желательными являются значения 99% или выше.
Реакции осуществляют в режиме одного прохождения (однократного пропускания) ароматического потока. Присутствие тяжелых полиалкилароматических продуктов в рециркулируемом потоке замедляет конверсию бензола, и поэтому рециркулирование не является подходящим для достижения содержания бензола в продукте менее 1%. Гипотетически, полиалкилированные фрагменты сорбируются на катализаторе и, таким образом, исключают доступ бензола к активным центрам цеолита. Подача рециклом непрореагировавшего бензола из разделяющего устройства для продукта, приводящая к реакции с относительно низкой степенью конверсии, также оказалась непривлекательной операцией, поскольку присутствие веществ, кипящих при той же температуре, что и бензол, в рециркулируемом потоке излишне увеличивает объем оборудования. Таким образом, высокая конверсия при работе в режиме однократного пропускания является предпочтительным вариантом.
Реакция алкилирования является заметно экзотермической, с выделением теплоты примерно 2300 кДж/кг (~1000 БТЕ/фунт) пропилена; чтобы избежать нежелательного перегрева, обеспечивают охлаждение, либо в форме подачи охлажденного олефина между слоями или стадиями, путем промежуточного охлаждения, например, путем охлаждаемого водой теплообменника, охлаждаемого воздухом теплообменника или сырьевого теплообменника, или путем использования подходящей конструкции реактора. Например, водоохлаждаемый трубчатый реактор такого типа, который обычно используют для полигазовой реакции (полимеризация легких олефинов на катализаторе SPA), можно использовать для поддержания требуемого температурного профиля реактора. Если используют быстрое охлаждение олефинами, температура олефинового потока должна быть по меньшей мере на 20°С ниже, чем температура реакционного потока в точке введения. Обычно эксплуатируют много слоев, чтобы бороться с тепловыделением и, типично, используют от одного до шести слоев, хотя по меньшей мере два, например три или четыре, или даже больше, нормально соответствуют тому, что приняты адекватные меры для регулирования избыточного тепловыделения в слое. Также было обнаружено, что работа во многих слоях оказывает благоприятное влияние на конверсию бензола при множественных точках подачи, что приводит к большей степени конверсии бензола при фиксированном отношении пропилена к ароматическим соединениям, в то время как степень превращения бензола можно довести до уровня примерно 80%, при отношении пропилен: ароматические соединения, составляющем 1,3:1, при использовании одной точки введения олефина, такой же степени конверсии можно достигнуть при отношении менее 1,0, с использованием множественных, например трех, точек введения.
Если в ароматическом сырье присутствует сера, например, в отходящем газе ККПС, в форме различных серосодержащих соединений, например, меркаптанов, ее действие в качестве яда для катализаторов похоже не является значительным, так как при предпочтительных повышенных температурах, примерно 180°С или выше, например 200°С, 220°С, сернистые соединения десорбируются из цеолита.
Отношение компонентов олефина и ароматического сырья обычно выбирают для достижения требуемой цели способа, заключающейся в снижении содержания бензола при высокой конверсии, при этом сохраняя расход олефинов на низком уровне, соответствующем достижению конверсии бензола, конверсии олефина и других целей. В химии алкилирования продукта реформинга пропилен представляет собой лимитирующий реагент и всегда взаимодействует полностью. Поэтому, когда увеличивают отношение пропилена к ароматическим соединениям, увеличивается конверсия бензола, и не существует возможности подачи рециклом непрореагировавшего пропилена. Обычно предпочтительно молярное отношение олефинов к бензолу составляет более 1:1, хотя работа при соотношениях ниже 1:1 не приводит к повреждению катализатора. В большинстве случаев молярное отношение должно составлять по меньшей мере 1,25:1 олефин: бензол, а для более высоких степеней превращения бензола, могут потребоваться соотношения по меньшей мере 2:1, даже такие высокие, как 3:1, хотя степени конверсии выше 90%, например, 95% или выше, можно достичь с соотношениями примерно от 1,3 до 1,5, особенно когда используют множественные точки подачи олефина.
Множественные точки введения олефина по пути реакции, предпочтительно три или более, являются желательными с точки зрения снижения объема тяжелых полиалкилатов, кипящих в интервале, превосходящем интервал кипения бензина, обычно С8-бензолов и выше. На Фиг.8А и 8В показано влияние количества точек введения на распределение продукта. На Фиг.8А показано сравнение 2-мерного газохроматографического анализа с молекулярной спектроскопией (ГХ/МС) для двух прогонов опытной установки, а на Фиг.8В выделены тяжелые молекулы, которые трудно распознать на Фиг.8А. Данные были получены при использовании одного и того же очищенного от сульфонатов сырья, содержащего 24,9 масс.% бензола и 5 масс.% толуола в каждом случае. Степень конверсии бензола в обоих случаях была аналогичной (85%, 82%). Продукт, полученный при одиночном введении олефина, содержит меньшее количество С3-бензола и большое количество из каждых распознаваемых молекул, тяжелее С5-бензола, чем в случае продукта, полученного при множественном вводе олефина; снижение количества С6-бензола является очень существенным, с учетом его доли в общем количестве продукта.
На Фиг.9 показаны обобщенные результаты, полученные при испытаниях одной и той же опытной установки с использованием одной, двух и трех точек введения олефина с идентичной подачей (синтетический продукт реформинга из гексана химического качества, смешанного с 11,2 масс.% бензола и 7,4% масс.% толуола), где видна аналогичная тенденция. На чертеже представлено три набора данных 2-мерного ГХ/МС, полученных из исследования с аналогичными конверсиями бензола. Результаты на чертеже показывают, что для молекул С6-бензола и более тяжелых молекул, эксперименты с тремя точками введения олефина обеспечивают получение менее тяжелых молекул, чем при экспериментах с единственным введением или двумя местами введения, хотя эксперименты с единственным введением олефина выполняли при наиболее низких конверсиях бензола, при которых можно было бы ожидать наименьшее количество веществ с более высокой молекулярной массой. Однако, как показано на чертеже, при наиболее низкой конверсии бензола фактически образуется наибольшее количество высококипящих компонентов, и это дополнительно иллюстрирует то, что выработка наиболее тяжелых компонентов может быть снижена при многочисленных точках подачи олефина. Анализ результатов сравнительных исследований с использованием единственной и многочисленных точек подачи показал, что молекулы, присутствующие в продукте, являются идентичными, хотя они находятся в различных концентрациях, при значительно меньшем количестве высокомолекулярных молекул в случае использования многочисленных точек введения; не было зарегистрировано присутствие полиароматических соединений при исследовании с использованием синтетического продукта реформинга. Работа с многочисленными точками введения олефина благоприятствует получению более легких продуктов: при многочисленных точках введения олефина увеличивается образование изопропилбензола и уменьшается образование тяжелых ди- и триизопропилбензола. Также требуется меньшее количество пропилена для достижения требуемой конверсии бензола, при режиме низкой степени конверсии (примерно 80%), когда используют многочисленные точки введения олефина, так что значительным преимуществом является работа с многочисленными местами введения при низкой (~80%) конверсии бензола, хотя это преимущество менее заметно при высокой степени конверсии бензола (~95%), когда сходятся кривые одного реактора и многочисленных реакторов. Однако, образование высококипящих продуктов алкилирования можно подавлять путем использования многочисленных точек введения олефина даже при высоких степенях конверсии бензола, и таким образом, выбор многочисленного введения остается предпочтительным режимом эксплуатации, независимо от конверсии.
Многочисленные точки введения, которые упоминают здесь, расположены вдоль пути реакции, т.е. через интервалы между входом в первый каталитический слой или реактор и местом, где реакционный выходящий поток покидает последний каталитический слой или реактор, для олефина. Их удобно располагать между каталитическими слоями или между последовательными реакторами, в зависимости от используемого в способе оборудования.
Путем подходящего регулирования реакционных условий можно изменять распределение продукта: более короткие времена контакта загрузки и катализатора приводят к распределению продукта с олигомерами более низкой молекулярной массы, в то время как относительно более длительные времена контакта приводят к более высокой молекулярной массе (более высококипящим продуктам). Так, путем увеличения времени контакта сырья и катализатора, возможно обеспечить получение продуктов в интервале кипения средних продуктов перегонки, например, топлива для дорожного транспорта с ароматическими соединениями, а также керосиновых смесей для авиадвигателей. Общее время контакта сырья и катализатора можно сохранить путем работы при меньшей объемной скорости или путем обеспечения подачи рециклом в реактор.
Продукт алкилирования
Продукт алкилирования включает алкилбензолы, главным образом, моноалкилбензолы и диалкилбензолы с меньшими количествами триалкилбензолов и тетраалкилибензолов, где алкильные группы определяются по алкилирующим веществам, присутствующим в потоке легких олефинов. При предпочтительных потоках пропилена продукты алкилирования в выходящем потоке реактора, наряду с легкими парафинами и циклопарафинами, содержат кумол (изопропилбензол), диизопропилбензол, триизопропилбензол и некоторое количество тетраизопропилбензола. Пропилен предпочтительно выполняет электрофильное замещение на бензоле и толуоле с меньшей степенью конверсии ксилолов, частично из-за стерических эффектов. В отношении состава, продукты алкилирования бензола пропиленом представляют собой следующие продуты, выраженные в процентном отношении к общему количеству пропилбензолов в выходящем потоке реактора.
Доля этих продуктов в выходящем потоке реактора, конечно, изменяется в зависимости от состава сырья - продукта реформинга, так же как и от используемых реакционных условий: по мере возрастания доли разбавителя, такого как парафин, доля продуктов алкилбензольной реакции уменьшается. Полиалкилированные продукты могут быть желательными из-за их благоприятного влияния на октановое число продукта, как показано в таблице 7, где представлены оценочные данные для чистого вклада в октановое число таких компонентов, как моно-, ди- и триалкилированный бензол (алкил=изопропил).
В ходе проведения реакции алкилирования доля полиалкилатов возрастает постепенно с увеличением конверсии бензола. Доля бензола в реакционной смеси монотонно уменьшается при конверсии, в то время как доля исходных моноалкилированных продуктов возрастает вплоть до максимума при конверсии бензола примерно от 65 до 85 масс.%, после чего она уменьшается довольно резко, поскольку доля диалкилированного продукта наоборот увеличивается от начального количества до примерно от 20 до 30% конверсии при значительном увеличении доли этого продукта, наблюдающемся при степенях конверсии бензола по меньшей мере 80%, так что когда степень конверсии бензола достигает 90% или более, количество диизопропилового продукта сравнимо с количеством монопропилового продукта;
триалкилированный продукт остается на низком уровне, до тех пор, пока не достигают высокие степени конверсии примерно 80 масс.%, при которой количество этого продукта в смеси заметно возрастает, хотя и достигает только низких уровней, обычно не больше чем примерно 0,02 масс.% при степенях конверсии бензола выше 90%. При степенях конверсии бензола 95% или выше доля диизопропилового продукта может быть выше, чем доля моноизопропилового продукта.
Продукт способа в интервале кипения моторного бензина, также как и конечный смешанный бензин, содержащий его в качестве компонента смеси, характеризуется присутствием этих полиалкилированных веществ, которые не являются присущими ни прямогонным лигроинам, ни бензину ККПС и, конечно, не являются присущими другим компонентам бензиновой смеси, таким как алкилат (из изопарафинов и олефинов), продукты гидрокрекинга и полимерный бензин. По этой причине высокооктановые бензины, изготовленные из этих продуктов алкилирования в качестве компонентов смеси, выглядят как новые типы моторного бензина. В продуктах прямого алкилирования количество полиалкилированных веществ является таким, как показано в таблице 6 выше, то есть изопропилбензол составляет 25-75 масс.%, обычно 40-60 масс.%, диизопропилбензол 20-60 масс.%, обычно 30-50 масс.% и триизопропилбензол 5-20 масс.%, обычно 5-10 масс.%. Конечные моторные бензины имеют соответствующие количества, в зависимости от количества этого компонента, используемого в смеси, с более высокими долями, используемыми в марках с более высоким октановым числом (обычно с октановым индексом 80 или 83 в США), для достижения октанового числа согласно техническому заданию. В качестве обычной меры, доля продукта реформинга и присутствующего алкилированного продукта реформинга составляет примерно 10-25 масс.% для обычного сорта (октановый индекс 87) и 15-35 масс.% для высшего сорта (октановый индекс 93) с промежуточными значениями для среднего сорта (октановый индекс 90).
Важный аспект настоящего способа состоит в том, что октановое число продукта алкилирования выше, чем ожидали из рассмотрения присутствующих ароматических веществ: в некоторых случаях можно достичь увеличения на 12 процентов, и показывают увеличения по меньшей мере на 5, 8 или 10 процентов. Предполагают, что парафины с прямой или слегка разветвленной цепью, присутствующие в продукте реформинга, изомеризуются в присутствии катализатора с получением изопарафинов с более высоким октановым числом, и что, даже если они присутствуют только в небольших количествах, они могут вносить положительный вклад в октановое число продукта. Обычно отношение нормальных парафинов к изопарафинам в сырье и продукте, соответственно, уменьшается от примерно 0,5 до немногим меньше, чем 0,4 для Cs парафинов, оставаясь относительно постоянным для Се парафинов, и уменьшается от примерно 0,2 до более низкого значения, составляющего примерно 1,8 или около того для Су парафинов. Октановые дельты обычно составляют от 8 до 14 (ОЧим) и от 7 до 12 (ОЧмм) для обычного сырья нефтеперерабатывающего завода. Для продукта алкилирования можно достичь улучшений октанового индекса ((ОЧим+ОЧмм)/2) от 2 до 5. (Все октановые числа в этом техническом описании являются «чистыми», то есть ОЧим есть ОЧим+0 и ОЧмм есть ОЧмм+0).
Другой заметной особенностью настоящего изобретения является то, что алкилирование вызывает объемное расширение продукта в интервале кипения бензина, обычно порядка 5 процентов, однако оно может изменяться от примерно 2 до примерно 8 процентов (объемных) от ароматического сырья. В обычном случае можно ожидать, что установка с номинальной интенсивностью входящего потока 6000 м3/день (37735 килобаррелей в день) для ароматического сырья будет производить 6345 м3/день (39906 килобаррелей в день) алкилированного продукта в интервале кипения бензина, представляя полезное увеличение объема бензинового продукта.
ПРИМЕРЫ
Примеры 1-3
Три образца продукта реформинга алкилировали потоком пропилена. Потоки продукта реформинга представляли собой легкую фракцию с 27 масс.% бензола, легкую фракцию с 52 масс.% бензола и продукт реформинга полного состава, содержащий только 5 масс.% бензола. Их составы представлены в таблицах ниже. Поток пропилена представлял собой поток нефтехимического качества, состоящий из 99 масс.% пропилена и 1 масс.% пропана.
Алкилирование выполняли в опытной установке при условиях, описанных ниже, с использованием катализатора МСМ-49 (80/20 цеолит/оксид алюминия) четырехлепестковой формы с размером 1,27 мм (0,05 дюйма). Такой же тип катализатора также использовали ниже во всех примерах. Разные степени конверсии бензола достигали с различными видами продуктов реформинга в качестве сырья.
В таблице 8 показаны рабочие условия для исследований на опытной установке с тремя различными видами продуктов реформинга в качестве сырья. Все исследования проводили в одноразовом режиме с температурой на входе 205°С (400°F) и давлением реактора 6550-7000 кПа изб. (950-1000 фунтов на кв. дюйм изб.). Эти опытные установки были настроены с одной точкой ввода пропилена, расположенной на входе в реактор.
Конверсию бензола регулировали с помощью количества пропилена, подаваемого в пропорции к ароматическим соединениям в продукте реформинга. Степень конверсии вычисляли на основе отношения молей прореагировавшего бензола к молям поданного бензола. На Фиг.2 показаны установившиеся степени конверсии, достигнутые для различных видов сырья в течение этих опытных исследований. При исследовании с использованием легкого продукта реформинга с концентрацией бензола 27 масс.% достигали степеней конверсии от 73 до 96%. При исследовании с использованием легкого продукта реформинга с концентрацией бензола 52 масс.% достигали степеней конверсии от 50 до 89%. При исследовании с использованием продукта реформинга полного состава с концентрацией бензола 5 масс.% была установлена степень конверсии 90%.
В таблице 9 перечислены степени конверсии бензола с соответствующим отношением пропилена к ароматическим соединениям (П:А, мол.). Для увеличения конверсии до очень высоких уровней необходимо было более сильно увеличивать отношение П:А.
По мере того, как пропилен подают в большем отношении к ароматическим соединениям, ароматические молекулы становятся более тяжелыми с изопропиловыми группами. Температуры кипения ароматического содержания возрастают. На Фиг.3 и 4 показаны кривые перегонки ASTM D 86 по мере возрастания П:А и степени конверсии для двух видов сырья из легких продуктов реформинга.
Примеры 4-5
Преимущества использования промежуточной стадии введения олефина были продемонстрированы с использованием блоков опытной установки с одним реактором с одним введением олефина или с тремя реакторами с тремя точками введения олефина, по одной перед каждым реактором, с продуктом реформинга, текущим через последовательно расположенные реакторы.
Опытная установка функционировала с жидкой фазой при условиях однократного прохождения, показанных в таблице 10, при использовании постоянного отношения ароматических соединений к олефинам, равного 0,72.
На Фиг.5 показано улучшение степени конверсии при использовании трех точек введения олефина по сравнению с конфигурацией с одним введением. Хотя общую скорость подачи пропилена поддерживают постоянной в данных двух конфигурациях, конфигурация с тремя точками ввода олефина показывает улучшение степени конверсии бензола при том же молярном отношении ароматических соединений к пропилену (А:П). Имитированные дистилляции (ASTM D 2887) показывают, что продукт реакции из конфигурации с тремя точками введения показывает более низкую температуру при отгонке 91-100% с предпочтительной разницей приблизительно 17°С (3°F) при 100% отгонке, указывая на возможность получения бензинового продукта с более низкой температурой выкипания и Т90 даже с более высокой конверсией, являющейся результатом использования конфигурации с тремя точками введения.
Данные из конфигурации с тремя реакторами сравнивали со второй опытной установкой с одним реактором, действующей при таких же условиях, за исключением того, что давление составляет 7000 кПа изб. (1000 фунтов на кв. дюйм изб.), при той же степени конверсии. Результаты показаны на Фиг.6 с подтверждением преимуществ конфигурации с тремя реакторами (тремя точками введения) (данные Фиг.6 для одного реактора представляют собой имитированную дистилляцию, преобразованную в D86 для облегчения сравнения).
Сравнение данных из второй установки с одним реактором (7000 кПа изб.) с результатами из установки с тремя реакторами (4140 кПа изб.) показало, что конечная температура кипения алкилированного продукта была значительно ниже для конфигурации с тремя реакторами (250°С (482°F) против 278°С (533°F)). В то же время эта установка с тремя реакторами потребляла пропилен с ЧМОС 0,6 по сравнению с ЧМОС 1,0 для конфигурации с одним реактором и уменьшался объем продукта алкилирования с температурой кипения выше 225°С (437°F):10% 225°С+ для одного реактора и 4% 225°С+ для трех реакторов, указывая на то, что температуру выкипания продукта можно эффективно регулировать с помощью этой технологии введения олефина во множестве точек. Данные преимущества рассчитывают наблюдать при любом числе точек введения пропилена, большем чем одна.
Примеры 6-11
Эти примеры показывают, что алкилирование продукта реформинга обеспечивает увеличение октанового числа продукта. Исследования на опытной установке продемонстрировали положительную октановую дельту, величина которой зависит от степени конверсии бензола и температуры кипения фракций продукта. Опытная установка, из которой представлены данные, представляет собой конфигурацию однократного прохождения с одним введением олефина. Установка действовала в соответствии со следующей таблицей 11.
Данные в таблице 12 ниже показывают октановые числа, зарегистрированные в опытной установке. Все анализы октановых чисел проводили с помощью моторных испытаний посредством ASTM D 2699 и ASTM D 2700. Результаты показывают, что величина увеличения октановых чисел (как ОЧим, так и ОЧмм) зависит от степени конверсии бензола, однако чувствительность слабо возрастает с увеличением степени конверсии.
На Фиг.7 показаны измеренные ОЧим и ОЧмм для сырья и для выбранных фракций продукта со степенью конверсии бензола 96%. Моторные испытания проводили на всем выходящем из реактора потоке и продукте, который перегоняли в лабораторных условиях для удаления материала с температурой кипения выше 200°С и 225°С. Прирост октанового числа сильно зависит от температуры кипения фракций, для всего выходящего из реактора потока, показывая среднее увеличение (ОЧим+ОЧмм)/2 приблизительно на 11,5 выше неалкилированного сырья с меньшими увеличениями для фракций с более низкой температурой кипения, что указывает на возможность улучшения октанового числа с увеличением степени алкилирования при последовательном протекании алкилирования, производящем сильно замещенные ароматические кольца, которые вносят большой вклад в увеличение октанового числа. Чувствительность продукта возрастает с увеличением степени конверсии бензола, хотя этот эффект может уменьшаться из-за фракционирования продукта с возможностью коррекции при использовании фракций с более высокой температурой кипения, которые все еще находятся в пределах технической нормы для температуры выкипания моторного бензина (225°С).
Примеры 12-13
Поэтапная опытная установка действовала с соответствии с таблицей 13.
Продукты полного состава снова подвергали определению октанового числа согласно ASTM D 2699 и ASTM D 2700. В таблице 14 показано, что поэтапное введение олефина показывает аналогичные увеличения октанового числа для аналогичного сырья и аналогичных рабочих условий.
Пример 14
Данный пример показывает, что можно достичь чрезвычайно низких уровней остаточного бензола, используя множественные точки введения олефина.
В этом исследовании легкий продукт реформинга с добавкой бензола, содержащий 20,1 масс.% бензола и 5,9 масс.% толуола, использовали в качестве сырья для опытной установки. Он содержал 20,1 масс.% бензола. Остаток представлял собой смесь главным образом С5-С7 парафинов продукта реформинга. Пропилен представлял собой пропилен качества нефтеперерабатывающего завода с составом приблизительно 70/30 масс.% пропилен/пропан.
В экспериментальных прогонах использовали три точки введения пропилена, за исключением того, что прогон 2-6-1 имитировали с помощью повторной обработки продукта, собранного в течение прогона 2-3-3. Все прогоны выполняли с температурой на входе 204°С (400°F) и при давлении 4140 кПа изб. (600 фунтов на кв. дюйм изб.). Загрузка катализатора составляла 63 г/178,8 куб. см. Результаты показаны в таблице 15 ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ В ЖИДКОЙ ФАЗЕ | 2006 |
|
RU2409540C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ В ПАРОВОЙ ФАЗЕ | 2006 |
|
RU2404949C2 |
| ПРОИЗВОДСТВО БЕНЗИНА ПОЛИМЕРИЗАЦИЕЙ ОЛЕФИНА С АЛКИЛИРОВАНИЕМ АРОМАТИКИ | 2006 |
|
RU2409541C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СНИЖЕНИЯ СОДЕРЖАНИЯ БЕНЗОЛА В БЕНЗИНЕ ПРИ АЛКИЛИРОВАНИИ РАЗБАВЛЕННЫМ ЭТИЛЕНОМ | 2011 |
|
RU2505515C1 |
| СПОСОБ ГИДРООБЕССЕРИВАНИЯ И СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА УГЛЕВОДОРОДНОГО СЫРЬЯ | 1998 |
|
RU2186831C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА И/ИЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА | 2009 |
|
RU2425091C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ВЫХОДА ЖИДКОГО УГЛЕВОДОРОДНОГО ПРОДУКТА | 2020 |
|
RU2747931C1 |
| КОМПОНЕНТЫ ДЛЯ ПРИГОТОВЛЕНИЯ СМЕШИВАЕМЫХ ТРАНСПОРТИРУЕМЫХ ТОПЛИВ | 2002 |
|
RU2312888C2 |
| КАТАЛИЗАТОР И СПОСОБ СОВМЕСТНОЙ ПЕРЕРАБОТКИ НИЗКООКТАНОВЫХ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ И АЛИФАТИЧЕСКИХ СПИРТОВ И/ИЛИ ДИМЕТИЛОВОГО ЭФИРА | 2010 |
|
RU2429910C1 |
| Способ получения бензинов или смеси ароматических углеводородов | 2023 |
|
RU2825313C1 |
Изобретение относится к способу получения моторного топлива в интервале кипения бензина путем алкилирования бензола. Изобретение касается способа получения углеводородного продукта в интервале кипения бензина, имеющего концентрацию бензола не более 1 об.% и регулируемую температуру выкипания, из сырья, состоящего из продукта реформинга, имеющего концентрацию бензола по меньшей мере 20 мас.%, включающего алкилирование продукта реформинга в реакторе алкилирования в присутствии цеолитового катализатора MWW по меньшей мере в двух неподвижных каталитических слоях в режиме однократного прохождения в жидкой фазе алкилирующим агентом. Технический результат - высокий уровень конверсии бензола и олефина. 9 з.п. ф-лы, 10 ил., 15 табл., 14 пр.
1. Способ получения углеводородного продукта в интервале кипения бензина, имеющего концентрацию бензола не более 1 об.% и регулируемую температуру выкипания, из сырья, состоящего из продукта реформинга, имеющего концентрацию бензола по меньшей мере 20 мас.%, включающий алкилирование продукта реформинга в реакторе алкилирования в присутствии цеолитового катализатора MWW по меньшей мере в двух неподвижных каталитических слоях в режиме однократного прохождения в жидкой фазе алкилирующим агентом, по существу состоящим из потока содержащего пропилен олефинового сырья, содержащего по меньшей мере 60 мас.% пропилена, введенного на входе в каждый слой катализатора при температуре на входе реактора от 200 до 250°C и давлении, достаточном для поддержания условий жидкой фазы и составляющем от 4000 до 10000 кПа изб. (на входе в реактор), при объемной скорости ЧОСЖ от 1 до 5 ч-1 с молярным отношением содержащего пропилен олефинового потока к потоку продукта реформинга по меньшей мере 1,0:1 и при температуре потока содержащего пропилен олефинового сырья в точке введения, следующей за первым каталитическим слоем, ниже температуры потока остающегося реагента, для обеспечения быстрого охлаждения реакции, для преобразования по меньшей мере 90 мас.% бензола в сырье, представляющем собой продукт реформинга, в пропилбензолы и получения выходящего из реактора алкилирования потока, который содержит не более 5 об.% фракций с температурой кипения выше 225°C и имеет Т90 не выше 230°C и октановое число (ОЧим + ОЧмм)/2 не менее 82 и в котором доля алкилбензола в выходящем из реактора алкилирования потоке содержит от 40 до 60 мас.% монопропилбензола, от 30 до 50 мас.% диизопропилбензола и от 5 до 10 мас.% триизопропилбензола.
2. Способ по п.1, в котором выходящий из реактора алкилирования поток имеет Т90 не выше 225°C.
3. Способ по п.1, в котором поток продукта реформинга содержит от 25 до 50 мас.% бензола.
4. Способ по п.1, в котором объем выходящего из реакции потока составляет по меньшей мере на 5 процентов больше, чем объем сырья, состоящего из продукта реформинга.
5. Способ по п.1, в котором пропилен вводят в трех или более точках, каждая из которых расположена между каталитическими слоями.
6. Способ по п.1, в котором поток продукта реформинга включает нормальные парафины от C5 до C8, которые изомеризуются в течение алкилирования с образованием нелинейных парафинов с более высоким октановым числом.
7. Способ по п.1, в котором степень конверсии бензола составляет по меньшей мере 90%, пропилен вводят в трех или более точках, каждая из которых расположена между каталитическими слоями, и продукт алкилирования имеет октановые числа по меньшей мере 84 (ОЧим) и 82 (ОЧмм).
8. Способ по п.7, в котором степень конверсии бензола составляет по меньшей мере 90%, пропилен вводят в трех или более точках, каждая из которых расположена между каталитическими слоями, и продукт алкилирования имеет октановые числа по меньшей мере 85 (ОЧим) и 82 (ОЧмм).
9. Способ по п.1, в котором молярное отношение содержащего пропилен олефинового сырья к сырью, представляющему собой продукты реформинга, составляет по меньшей мере 2,0:1.
10. Способ по п.9, в котором молярное отношение содержащего пропилен олефинового сырья к сырью, представляющему собой продукты реформинга, составляет от 2:1 до 3:1.
| US 20060194995 A1, 31.08.2006 | |||
| US 20020175107 A1, 28.11.2002 | |||
| US 5545788 A, 13.08.1996 | |||
| US 20080194890 A1, 14.08.2008 | |||
| WO 2008088934 A1, 24.07.2008 | |||
| US 6281399 B1, 28.09.2001 | |||
| КОНВЕРСИЯ УГЛЕВОДОРОДОВ С ПРИМЕНЕНИЕМ НАНОКРИСТАЛЛИЧЕСКОГО ЦЕОЛИТА Y | 2005 |
|
RU2327520C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТА АВТОБЕНЗИНОВ | 2004 |
|
RU2268251C1 |

