Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения полиакрилонитрильного волокна и к способу получения углеродного волокна с использованием полиакрилонитрильного волокна, полученного вышеуказанным способом.
Уровень техники
В качестве способа получения волокна из полиакрилонитрила (далее называется PAN), которое является предшественником углеродного волокна, традиционно осуществляли способ, в котором прядильный раствор превращают в волокно, используя мокрое прядение или прядение с высушиванием струи, где полученное волокно подвергают первому вытягиванию, высушиванию и затем второму вытягиванию, используя паровую трубу или аналогичное устройство. Процесс первого вытягивания в настоящем документе представляет собой процесс вытягивания, осуществляемый после процесса прядения в вышеупомянутой последовательности процессов. Поскольку вытягивание обычно осуществляют в ванне, такой как ванна с теплой водой, его также называют термином «процесс вытягивания в ванне». Процесс второго вытягивания представляет собой процесс дополнительного вытягивания, который осуществляют немедленно после того, как нить высыхает после процесса первого вытягивания. Таким образом, в прядении полиакрилонитрильного волокна, которое является предшественником углеродного волокна, вытягивание обычно осуществляют два раза, причем первый процесс называется термином «первое вытягивание» и второй процесс называется термином «второе вытягивание».
Для цели уменьшения себестоимости углеродного волокна используют увеличение скорости прядения полиакрилонитрильного волокна, чтобы увеличивать количество волокна, производимого за единицу времени. Патентный документ 1 описывает значительное увеличение тягучести путем добавления небольшого количества высокомолекулярного PAN к имеющему нормальную молекулярную массу PAN, в результате чего достигается высокая скорость прядения.
Однако в том случае, где паровое вытягивание с использованием паровой трубы осуществляют в качестве процесса второго вытягивания, существуют опасения, что увеличение скорости прядения для цели повышения производительности полиакрилонитрильного волокна приводит к увеличению утечки пара из паровой трубы и требуется увеличение длины паровой трубы, в результате чего возможно повышение себестоимости. Кроме того, использование удлиненной паровой трубы делает затруднительным прохождение нити через трубу. Таким образом, способ с использованием второго вытягивания вместо парового вытягивания является желательным для высокой скорости прядения. Одно из решений этой проблемы представляет собой горячее вытягивание.
Однако невозможно предполагать, что горячее вытягивание обеспечит эффект пластификации, который создает пар в процессе парового вытягивания; таким образом, возникает проблема невозможности увеличения коэффициента вытягивания. Кроме того, исследование авторов настоящего изобретения обнаружило проблему того, что высокоскоростное прядение, описанное в патентном документе 1, делает более затруднительным осуществление вытягивания при высоком коэффициенте вытягивания.
Исследовано горячее вытягивание, которое представляет собой многостадийное вытягивание с использованием горячих валков (далее называются HR), в котором объединено множество горячих валков. Однако каждая стадия обеспечивает низкий коэффициент вытягивания, в результате чего оказывается затруднительным повышение производительности (см. патентный документ 2).
С другой стороны, патентный документ 3 описывает горячее вытягивание, в котором нить подогревают, используя горячий валок (HR), и подогретую нить подвергают вытягиванию между горячими валками и горячей плитой, в котором горячая плита (далее называется HPL) установлена таким образом, чтобы увеличивать максимальный коэффициент вытягивания при разрыве. Однако, поскольку длина контакта (длина горячей плиты) между используемой горячей плитой и нитью составляет 1 м, что представляет собой достаточно большую длину, нить остается на горячей плите в течение продолжительного периода времени (приблизительно 1,2 секунды) и затем деформируется путем вытягивания, то вытягивание может проявлять склонность к тому, чтобы становиться неустойчивым. Кроме того, патентный документ 4 также описывает вытягивание с помощью горячей плиты в сравнительном примере 1, где также описан эффект увеличения коэффициента вытягивания за счет горячей плиты. Горячая плита имеет большую длину, составляющую 1 м, однако это вытягивание проявляет склонность к неустойчивости, и, таким образом U%, который представляет собой показатель неоднородности толщины вытянутой нити, увеличивается по сравнению с показателем, полученным при нормальном вытягивании между двумя горячими валками (см. сравнительный пример 1 в патентном документе 4). Таким образом, патентный документ 4 предусматривает установку горячих стержней между горячими плитами, и коэффициент вытягивания распределяют между собой часть с горячим стержнем, где точка вытягивания легко фиксируется, и часть с горячей плитой, в результате чего уменьшается неоднородность толщины нити. Такое уменьшение неоднородности толщины нити оказывается предпочтительным, потому что непрерывное вытягивание в течение продолжительного периода времени может вызывать взлохмачивание или разрыв нити. Хотя использование горячих стержней может улучшать показатель U%, тем не менее, возникает проблема того, что трение между горячими стержнями нитью способно вызывать взлохмачивание или разрыв нити.
Вытягиваемость и окрашиваемость можно улучшать путем сополимеризации больших количеств второго компонента и третьего компонента в составе PAN, который предназначен, например, в качестве акрилового волокна для тканей. Однако, когда получаемый в результате продукт используют в качестве предшественника углеродного волокна, увеличивается количество компонентов, которые должны исчезать в процессе окислительной и карбонизационной обработки. Таким образом, не только уменьшается выход углеродного волокна, но также увеличивается вероятность образования дефектов в углеродном волокне, что может ухудшать его механические свойства в некоторых случаях.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: японская выложенная патентная публикация № 2008-248219
Патентный документ 2: японская выложенная патентная публикация № 11-200141
Патентный документ 3: японская выложенная патентная публикация № 09-078333
Патентный документ 4: японская выложенная патентная публикация № 04-263613.
Сущность изобретения
Проблемы, решаемые изобретением
Цель настоящего изобретения заключается в том, чтобы предложить способ получения полиакрилонитрильного волокна, которое получается с превосходной скоростью производства при малом взлохмачивании и уменьшении числа разрывов нити в сочетании с достаточным коэффициентом вытягивания, достигаемым даже в процессе высокоскоростного горячего вытягивания.
Решения проблем
Способ получения полиакрилонитрильного волокна согласно настоящему изобретению заключается в следующем.
Способ получения полиакрилонитрильного волокна, включающий следующий порядок процессов: процесс прядения, в котором подвергают прядению прядильный раствор, содержащий полиакрилонитрил, процесс первого вытягивания, процесс высушивания и процесс второго вытягивания, причем данный способ включает, в качестве процесса второго вытягивания, любой из следующих процессов горячего вытягивания (a)-(c):
(a) процесс осуществления, в качестве второго вытягивания, горячего вытягивания множеством валков, по меньшей мере, один из которых представляет собой горячий валок, на воздухе, причем температура нити от точки отделения нити на горячем валке до точки первого контакта нити на последующем валке составляет 130°C или выше;
(b) процесс осуществления, в качестве второго вытягивания, горячего вытягивания множеством валков, по меньшей мере, один из которых представляет собой горячий валок, причем расстояние от точки отделения нити на горячем валке до точки первого контакта нити на последующем валке составляет 20 см или менее; и
(c) процесс осуществления второго вытягивания в зоне вытягивания горячей плиты, где горячая плита расположена между двумя валками, один из которых представляет собой подогревающий валок, установленный перед зоной вытягивания горячей плиты, в то время как горячая плита расположена таким образом, что начальная точка контакта между горячей плитой и нитью находится на расстоянии 30 см или менее от точки отделения нити на подогревающем валке, и окружная скорость подогревающего валка составляет 100 м/мин или более.
Настоящее изобретение также предлагает способ получения углеродного волокна, включающий дополнительный процесс карбонизации полиакрилонитрильного волокна, полученного вышеупомянутым способом.
Эффекты изобретения
Используя способ получения полиакрилонитрильного волокна согласно настоящему изобретению можно не только решить традиционную проблему того, что коэффициент вытягивания уменьшается в процессе высокоскоростного горячего вытягивания, но также уменьшить образование взлохмачивания и разрыва нити, в результате чего повышается скорость производства полиакрилонитрильного волокна. Кроме того, используя способ получения углеродного волокна согласно настоящему изобретению, можно повысить скорость производства углеродного волокна и снизить себестоимость углеродного волокна.
Краткое описание чертежей
Фиг. 1 представляет график, иллюстрирующий профиль деформации в процессе вытягивания.
Фиг. 2 представляет чертеж, иллюстрирующий пример устройства для вытягивания, используемого в настоящем изобретении.
Фиг. 3 представляет чертеж, иллюстрирующий пример устройства для вытягивания, используемого в настоящем изобретении.
Фиг. 4 представляет график, иллюстрирующий взаимосвязь расстояния между горячим валком и горячей плитой и критического коэффициента вытягивания.
Фиг. 5 представляет чертеж, иллюстрирующий пример устройства для вытягивания, используемого в настоящем изобретении.
Фиг. 6 представляет чертеж, иллюстрирующий пример устройства для вытягивания, используемого в настоящем изобретении.
Фиг. 7 представляет чертеж, иллюстрирующий пример устройства для вытягивания, используемого в настоящем изобретении.
Фиг. 8 представляет чертеж, иллюстрирующий пример устройства для вытягивания, используемого в настоящем изобретении.
Варианты осуществления изобретения
Далее настоящее изобретение будет подробно описано в отношении желательных вариантов его осуществления. Полиакрилонитрил (PAN), используемый в настоящем изобретении, представляет собой полимер, полученный путем полимеризации мономера акрилонитрила (далее называется AN). Он может также содержать другой сополимеризованный компонент, отличный от акрилонитрила. В качестве сополимеризованного компонента, отличного от AN, могут быть использованы, например, акриловая кислота, метакриловая кислота, итаконовая кислота, а также соли щелочных металлов, соли аммония и сложные эфиры низших спиртов и указанных кислот; акриламид и его производные; аллилсульфоновая кислота, металлилсульфоновая кислота, а также их соли или сложные алкилэфиры. В том случае, где полиакрилонитрильное волокно используют в качестве предшественника углеродного волокна, оказывается особенно предпочтительным использование итаконовой кислоты в качестве сополимеризованного компонента, отличного от AN, с точки зрения ускорения окисления при небольшой степени сополимеризации. Следует отметить, что меньшее содержание сополимеризованного компонента, отличного от AN, является предпочтительным по следующим причинам, и доля полученного из AN компонента в PAN составляет предпочтительно 95 мас.% или более. Таким образом, повышенное содержание полученного из AN компонента может обеспечивать меньшую потерю массы вследствие термического разложения, когда полиакрилонитрильное волокно подвергают окислительной и карбонизационной обработке для получения углеродного волокна, в результате чего можно увеличивать выход углеродного волокна. В то же время можно ингибировать образование дефектов в углеродном волокне вследствие термического разложения, в результате чего подавляется ухудшение механических свойств углеродного волокна. С этой точки зрения, доля полученного из AN компонента в PAN составляет предпочтительнее 99 мас.% или более. Полиакрилонитрил, имеющий большое содержание сополимеризованного компонента, отличного от AN, который используют в так называемом акриловом волокне для ткани, который описан в патентном документе 2, или подобный материал проявляет эффект улучшения вытягиваемости и окрашиваемости. Однако в процессе окислительной и карбонизационной обработки для получения углеродного волокна такой сополимеризованный компонент не способствует образованию графенового листа, что может вызывать дефекты. Эти дефекты способны ухудшать механические свойства углеродного волокна. Таким образом, считается, что такое полиакрилонитрильное волокно не является подходящим в качестве предшественника углеродного волокна.
Способ получения полиакрилонитрильного волокна включает процесс прядения, в котором подвергают прядению содержащий PAN прядильный раствор, процесс первого вытягивания, процесс высушивания и процесс второго вытягивания. В настоящем изобретении описанное далее горячее вытягивание осуществляют в качестве процесса второго вытягивания вместо вытягивания с использованием традиционной паровой трубы.
Отличительная особенность настоящего изобретения основана на следующем своеобразии горячего вытягивания полиакрилонитрильного волокна. Чтобы разъяснить это, на фиг. 1 представлено сравнение поведения при уменьшении толщины во время вытягивания на горячих валках сложноэфирного волокна (полиэтилентерефталат, PET) и полиакрилонитрильного волокна, которые представляют собой типичные примеры для осуществления вытягивания на горячих валках. Фиг. 1 представляет график, который получили в процессе вытягивания нити на горячих валках при измерении изменения скорости нити во время этого процесса в режиме реального времени, используя лазерный измеритель скорости на основе эффекта Доплера (Doppler), нормируя скорость нити по отношению к окружной скорости приемного валка, чтобы получить коэффициент полноты деформации, и строя график зависимости коэффициента полноты деформации от расстояния до точки отделения нити на подогревающем горячем валке. В случае PAN подогревающий горячий валок имел окружную скорость 100 м/мин и температуру 180°C и второй горячий валок имел окружную скорость 200 м/мин и температуру 180°C. С другой стороны, в случае PET подогревающий горячий валок имел окружную скорость 140 м/мин и температуру 90°C, и второй горячий валок имел окружную скорость 196 м/мин и температуру 130°C. Следует отметить, что температуры для PAN и PET установлены на различных уровнях, потому что эти полимеры имеют различные температуры размягчения.
Подогревающий горячий валок представляет собой первый горячий валок в зоне вытягивания, в то время как второй горячий валок представляет собой следующий горячий валок после подогревающего горячего валка. Поскольку коэффициент вытягивания для PET уменьшался, когда температура поверхности подогревающего горячего валка составляла приблизительно 130°C, температура подогревания составляла 90°C, что представляет собой нормальные температурные условия в случае полиэтилентерефталатного волокна для ткани. Поскольку температура подогревания PAN составляет предпочтительно 180°C или выше, как описано далее, такие температурные условия устанавливали для случая PAN. Было обнаружено, что график в случае PET показывает резкую шееобразную деформацию вблизи подогревающего горячего валка, в то время как график в случае PAN показывает медленную деформацию от точки отделения нити на подогревающем горячем валке на протяжении приблизительно 30 см во время охлаждения.
Таким образом, между PAN и PET существует огромное различие, заключающееся в том, что деформация PAN происходит во время охлаждения, тогда как деформация PET происходит в приблизительно изотермических условиях до охлаждения. Было предположено, что деформация PAN происходит даже при низкой температуре, таким образом, что напряжение вытягивания легко увеличивается, что может препятствовать деформации при высоком коэффициенте вытягивания. Таким образом, для цели высокого коэффициента вытягивания в процессе вытягивания PAN считается важным содержание нити при высокой температуре для полного вытягивания. Задача настоящего изобретения заключается в том, чтобы устранить область низкотемпературного вытягивания, наблюдаемую при нормальном вытягивании PAN на горячих валках следующим способом. Считается, что такое устранение позволит уменьшать напряжение вытягивания, в результате чего вытягивание даже при высоком коэффициенте может позволить осуществление плавной деформации.
Способ получения полиакрилонитрильного волокна согласно настоящему изобретению отличается тем, что он включает, в качестве процесса второго вытягивания, любой из следующих процессов горячего вытягивания (a)-(c):
(a) процесс осуществления, в качестве второго вытягивания, горячего вытягивания множеством валков, по меньшей мере, один из которых представляет собой горячий валок, на воздухе при установлении температуры нити от точки отделения нити на горячем валке до точки первого контакта нити на последующем валке на уровне 130°C или выше;
(b) процесс осуществления, в качестве второго вытягивания, горячего вытягивания множеством валков, по меньшей мере, один из которых представляет собой горячий валок, при установлении расстояния от точки отделения нити на горячем валке до точки первого контакта нити на последующем валке на уровне 20 см или менее; и
(c) процесс осуществления второго вытягивания в зоне вытягивания горячей плиты, где горячая плита расположена между двумя валками, один из которых представляет собой подогревающий валок, установленный перед зоной вытягивания горячей плиты, в то время как горячая плита расположена таким образом, что начальная точка контакта между горячей плитой и нитью находится на расстоянии 30 см или менее от точки отделения нити на подогревающем валке, и окружная скорость подогревающего валка составляет 100 м/мин или более.
Далее вышеупомянутый процесс (a) будет описан подробно.
В данном процессе горячего вытягивания используют множество валков, по меньшей мере, один из которых представляет собой горячий валок (HR). Данный горячий валок используют для подогревания нити перед вытягиванием. Таким образом, в том случае, где используют пару валков, этот горячий валок представляет собой передний валок. Далее он называется термином «подогревающий горячий валок». Поскольку ни один горячий валок или валки не истирают волокно, волокно не подвергается чрезмерному истиранию, то замасливатель для полиакрилонитрильного волокна с трудом прилипает или осаждается. В результате становится маловероятным образование взлохмачивания или разрыва нити.
Наиболее отличительная особенность процесса (a) заключается в поддержании температуры нити на высоком уровне, составляющем 130°C или выше, от точки отделения нити на подогревающем горячем валке до точки первого контакта нити на последующем валке. Здесь область, в которой осуществляют горячее вытягивание в процессе (a), т.е. область, включающая нить, поддерживаемую при температуре 130°C или выше между одной парой валков, называется термином «определенная зона вытягивания». Как описано выше, оказывается предпочтительным, чтобы устройство для вытягивания, которое находится в контакте с нитью в определенной зоне вытягивания, представляло собой только валок, с точки зрения подавления осаждения или прилипания замасливателя для волокон.
Здесь поддержание высокой температуры нити в определенной зоне вытягивания означает, что нить, подогретую подогревающим горячим валком, вытягивают на воздухе перед охлаждением, и подогретую нить принимает последующий валок, чтобы тем самым завершить деформацию вытягивания при поддержании высокой температуры нити. В случае традиционного вытягивания, в котором используют подогревающий горячий валок и последующий валок (далее называется термином «вытягивание на горячих валках»), процесс вытягивания спроектирован таким образом, что нить подогревают на подогревающем горячем валке, затем охлаждают на воздухе, и ее принимает последующий валок, что полностью отличается от настоящего изобретения по технической идее. Отличительная особенность настоящего изобретения основана на вышеупомянутой специфичности горячего вытягивания PAN. Задача заключается в том, чтобы устранить область низкотемпературного вытягивания, наблюдаемую в случае нормального вытягивания PAN на горячих валках, путем вытягивания при поддержании высокой температуры нити до тех пор, пока нить не поступит на следующий приемный валок.
Далее будет подробно описана температура нити. Температуру нити можно измерять, используя термометр бесконтактного типа, такой как термограф. Температуру нити измеряли во время вытягивания при температуре подогревающего горячего валка, составляющей 180°C, и окружной скорости подогревающего горячего валка, составляющей 100 м/мин. Когда точка отделения нити на подогревающем горячем валке находилась на уровне 0 см, измеренная температура нити в точках 5 см, 10 см, 20 см и 30 см составляла 161°C, 150°C, 136°C и 127°C, соответственно. В точке 30 см, где коэффициент полноты деформации полиакрилонитрильного волокна составлял приблизительно 100%, температура нити составляла 127°C. Таким образом, вытягивание осуществляли при температуре нити, составляющей 130°C или выше. Когда деформация при вытягивании на воздухе завершается при температуре нити, составляющей 130°C или выше, деформация завершается при более высокой температуре нити, чем в случае нормального вытягивания на горячих валках, и оказалось, что это улучшает вытягиваемость. Таким образом, в настоящем изобретении важно, что температура нити между подогревающим горячим валком и последующим валком в определенной зоне вытягивания поддерживается на уровне 130°C или выше. Поддержание такой температуры нити может полностью размягчать нить, в результате чего может повышаться коэффициент вытягивания. Температура нити между валками составляет предпочтительно 150°C или выше. Кроме того, установление температуры нити между подогревающим горячим валком и последующим валком в определенной зоне вытягивания на уровне 240°C или ниже не приводит к чрезмерному размягчению нити; таким образом, можно подавлять взлохмачивание и разрыв нити.
Для установления температуры нити между горячими валками так, как описано выше, оказывается предпочтительным установление температуры валков, например, следующим образом. Повышенная температура подогревающего горячего валка в определенной зоне вытягивания является предпочтительной, потому что тогда он может в достаточной степени увеличивать температуру нити. В частности, температура подогревающего горячего валка, т.е. горячего валка, установленного перед определенной зоной вытягивания, составляет предпочтительно 160°C или выше, предпочтительнее 180°C или выше. Следует отметить, что установление чрезмерно высокой температуры может вызывать разрыв нити; таким образом, температура составляет предпочтительно 240°C или ниже.
Валок (приемный валок), установленный после определенной зоны вытягивания, может иметь комнатную температуру, но он предпочтительно представляет собой горячий валок (HR), потому что температуру нити в определенной зоне вытягивания легко поддерживать на высоком уровне. В частности, оказывается предпочтительным, чтобы температура приемного валка составляла 150°C или выше. Следует отметить, что установление чрезмерно высокой температуры может вызывать разрыв нити; таким образом, температура составляет предпочтительно 200°C или ниже, предпочтительнее 180°C или ниже.
Оказывается предпочтительным установление окружной скорости подогревающего горячего валка в определенной зоне вытягивания на уровне 100 м/мин или более, в результате чего можно увеличивать конечную скорость вытягивания, т.е. скорость приема. Кроме того, предпочтительно устанавливать скорость приема после второго вытягивания полиакрилонитрильного волокна на уровне 350 м/мин или более, в результате чего повышается производительность. Скорость приема составляет предпочтительнее 600 м/мин или более, еще предпочтительнее 800 м/мин или более.
Чтобы обеспечивать температуру нити между горячими валками, как описано выше, можно также предпочтительно принимать вытягивание на ближайшем горячем валке, при котором подогревающий горячий валок, представленный в следующем параграфе (b), и приемный валок находятся предельно близко друг к другу. Более конкретно, оказывается предпочтительным предельное сокращение расстояния от точки отделения нити на подогревающем горячем валке до точки первого контакта нити на приемном валке по сравнению с традиционным вытягиванием на горячих валках, то есть до 20 см или менее. Здесь предельное сокращение длины вытягивания представляет собой полное вытягивание при высокой температуре нити, составляющей 130°C или выше, путем подогревания нити до высокой температуры подогревающим горячим валком и принятие подогретой нити последующим валком к тому моменту, когда она охладится.
Далее вышеупомянутый процесс (b) будет описан подробно.
В данном процессе горячего вытягивания используют множество валков, по меньшей мере, один из которых представляет собой горячий валок (HR). Этот горячий валок используют для подогревания нити перед вытягиванием. В том случае, где используют пару валков, тот горячий валок представляет собой передний валок. Далее он называется термином «подогревающий горячий валок. Поскольку ни один горячий валок или валки не истирают волокно, волокно не подвергается чрезмерному истиранию, то замасливатель для полиакрилонитрильного волокна с трудом прилипает или осаждается. В результате становится маловероятным образование взлохмачивания или разрыва нити.
Наиболее отличительная особенность процесса (b) заключается в том, что в нем предельно сокращается расстояние от точки отделения нити на горячем валке, используемом для подогревания, до точки первого контакта нити на последующем валке по сравнению с традиционным вытягиванием на горячих валках, то есть до 20 см или менее. Следует отметить, что расстояние от точки отделения нити на горячем валке до точки первого контакта нити на последующем валке в настоящем документе называется простым термином «длина вытягивания». Состояние предельно сокращенной длины вытягивания можно обеспечить устанавливая горячий валок и последующий валок предельно близко друг к другу, как представлено, например, на фиг. 2. Кроме того, область, в которой процесс горячего вытягивания осуществляют в процессе (b), т.е. область, которая включает подогревающий горячий валок, предельно короткую зону вытягивания и последующий валок в одной паре валков, называется термином «определенная зона вытягивания». Как описано выше, оказывается предпочтительным, чтобы устройство для вытягивания, которое находится в контакте с нитью в определенной зоне вытягивания, представляло собой только валок с точки зрения подавления осаждения или прилипания замасливателя для волокон.
Здесь предельное сокращение длины вытягивания означает полное вытягивание при высокой температуре нити путем подогревания нити до высокой температуры подогревающим горячим валком и принятие подогретой нити последующим валком к тому времени, когда она охлаждается. В случае вытягивания с использованием валка и подогревающего горячего валка (далее называется термином «вытягивание на горячих валках») обычный процесс спроектирован таким образом, что нить подогревают на подогревающем горячем валке, затем охлаждают на воздухе и ее принимает последующий валок, что полностью отличается от настоящего изобретения своей технической идеей и конфигурацией валков. Отличительная особенность настоящего изобретения основана на специфичности вышеупомянутого горячего вытягивания PAN. Его задача заключается в том, чтобы устранить низкотемпературную область вытягивания, наблюдаемую при нормальном вытягивании на горячих валках, путем предельного сокращения длины вытягивания, чтобы обеспечивать процесс вытягивания, прежде чем нить охладится.
Установление длины вытягивания в определенной зоне вытягивания на уровне 20 см или менее может производить выраженный эффект улучшения вытягиваемости. Оказывается предпочтительным установление длины вытягивания на уровне 10 см или менее, поскольку это может производить более выраженный эффект улучшения вытягиваемости. Кроме того, установление длины вытягивания на уровне 10 см или менее является предпочтительным, потому что сокращается область, деформированная вытягиванием, таким образом, что производится эффект фиксирования точки вытягивания, в результате чего уменьшается неоднородность толщины нити. Во многих случаях традиционного вытягивания на горячей плите вытягивание осуществляют при длине вытягивания, составляющей приблизительно 100 см, как описано в патентном документе 3 или 4. Поскольку нить продолжает деформироваться более 100 см при высокой температуре, возникает проблема того, что точка вытягивания не может быть фиксирована, в результате этого увеличивается неоднородность толщины нити. Однако настоящее изобретение способно решить эту проблему. С другой стороны, практический нижний предел длины вытягивания составляет 1 см с точки зрения уровня проектирования устройства.
Хотя температура нити между валками в определенной зоне вытягивания уменьшается, когда отделяется от подогревающего горячего валка, поддержание температуры нити между подогревающим горячим валком и последующим валком в определенной зоне вытягивания на уровне 130° или выше может полностью размягчить нить, что позволяет устанавливать высокий коэффициент вытягивания. Таким образом, температура нити составляет предпочтительно 150°C или выше. Кроме того, установление температуры нити между подогревающим горячим валком и последующим валком в определенной зоне вытягивания на уровне 240°C или ниже не приводит к чрезмерному размягчению нити; таким образом, можно подавлять взлохмачивание и разрыв нити. Температуру нити можно измерять используя термометр бесконтактного типа, такой как термограф. Температуру нити измеряли во время вытягивания PAN при температуре подогревающего горячего валка, составляющей 180°C, и окружной скорости подогревающего горячего валка, составляющей 100 м/мин. Когда точка отделения нити на подогревающем горячем валке находилась на уровне 0 см, измерения температуры нити в точках 5 см, 10 см, 20 см и 30 см составляли 161°C, 150°C, 136°C и 127°C, соответственно. С другой стороны, измерения температуры нити в точках 10 см, 20 см и 30 см при окружной скорости подогревающего горячего валка 12 м/мин составляли 131°C, 97°C и 71°C, соответственно. В результате этого было обнаружено, что охлаждение по отношению к расстоянию происходит медленно при высокоскоростном вытягивании и что сокращение длины вытягивания обеспечивает процесс деформации при вытягивании, в то время как температуру нити поддерживают на высоком уровне. Кроме того, поскольку температура нити в точке 20 см составляет 136°C в случае высокоскоростного вытягивания при окружной скорости подогревающего горячего валка, составляющей 100 м/мин, было обнаружено, что установление длины вытягивания на уровне 20 см обеспечивает температуру нити, составляющую 136°C или выше, даже если приемный валок имеет комнатную температуру. Кроме того, поскольку температура нити в точке 30 см, в которой коэффициент полноты деформации равен 100%, составляет 127°C, было обнаружено, что температура нити в процессе вытягивания в данном варианте осуществления предпочтительно является выше, чем, в частности, 130°C или выше. С другой стороны, когда окружная скорость подогревающего горячего валка является низкой и составляет лишь 12 м/мин, температура нити в точке 20 см составляет 97°C, и было предположено, что сокращение длины вытягивания вряд ли влияет на деформацию при вытягивании.
Для достижения предпочтительной температуры нити оказывается предпочтительным установление температуры валков, например, следующим образом. Более высокая температура подогревающего горячего валка в определенной зоне вытягивания является предпочтительной, потому что при этом можно в достаточной степени увеличивать температуру нити. В частности, температура подогревающего горячего валка, т.е. первого горячего валка в определенной зоне вытягивания, составляет предпочтительно 160°C или выше, предпочтительнее 180°C или выше. Следует отметить, что установление чрезмерно высокой температуры может вызывать разрыв нити; таким образом, температуру предпочтительно устанавливают на уровне 240°C или ниже.
Приемный валок с задней стороны может иметь комнатную температуру, но он предпочтительно представляет собой горячий валок (HR), потому что температуру нити в определенной зоне вытягивания легко поддерживать на высоком уровне. В частности, оказывается предпочтительным, чтобы температура приемного валка на задней стороне, т.е. валка, следующего за подогревающим горячим валком, составляла 150°C или выше. Следует отметить, что установление чрезмерно высокой температуры может вызывать разрыв нити; таким образом, температура предпочтительно составляет 200°C или ниже, предпочтительнее 180°C или ниже.
Установление окружной скорости подогревающего горячего валка на уровне 100 м/мин или более может улучшать конечную скорость вытягивания, т.е. скорость приема, и, таким образом, является предпочтительным. Техническая идея этого варианта осуществления, то есть эффект улучшения вытягиваемости путем предельного сокращения длины вытягивания и принудительное вытягивание нити при высокой температуре нити легко становится очевидным, когда увеличивается скорость вытягивания. Причины этого объясняются следующим образом. При вытягивании PAN на горячих валках деформация сохраняется на большом расстоянии, как представлено на фиг. 1. Однако чем выше скорость вытягивания, тем больше расстояние, для которого сохраняется деформация. Например, когда подогревающий горячий валок имеет низкую окружную скорость, составляющую приблизительно 12 м/мин, деформация практически завершается в пределах расстояния, составляющего приблизительно 6 см от точки отделения нити на подогревающем горячем валке. Однако, когда подогревающий горячий валок имеет окружную скорость 100 м/мин, деформация происходит на расстоянии 30 см; таким образом, становится значительным эффект настоящего изобретения, что является предпочтительным. По этой причине увеличение скорости вытягивания обеспечивает эффективное использование технической идеи данного варианта осуществления. Кроме того, поскольку окружная скорость подогревающего горячего валка становится выше на поздней стадии многостадийного вытягивания, чем при одностадийном вытягивании, многостадийное вытягивание также обладает преимуществом того, что улучшение вытягиваемости легко и эффективно проявляется путем определения расстояния между валками. Разъясненные выше технические идеи являются специфическими для PAN, который представляет собой полимер, деформируемый путем вытягивания на большое расстояние. В настоящем изобретении установление скорости приема после второго вытягивания полиакрилонитрильного волокна на уровне 350 м/мин или более является предпочтительным, потому что это повышает производительность. Скорость приема составляет предпочтительнее 600 м/мин или более, еще предпочтительнее 800 м/мин или более.
Далее будет описан пример устройства, которое можно использовать в определенной зоне вытягивания согласно параграфу (b). Как указано выше, устройство для вытягивания содержит множество валков, по меньшей мере, один из которых представляет собой горячий валок. Оказывается предпочтительным, чтобы расстояние от точки, соответствующей точке отделения нити на горячем валке, до точки, соответствующей точке первого контакта нити на последующем валке, составляло 20 см или менее. Как описано ранее, традиционное устройство для вытягивания на горячих валках спроектировано таким образом, что нить, в которой практически завершилась деформация при вытягивании, полностью охлаждают и затем принимают на приемный валок или термостабилизирующий валок. Таким образом, расстояние между валками в таком устройстве спроектировано совершенно иным образом, чем в устройстве для вытягивания согласно настоящему изобретению, в котором нить принудительно деформируют путем вытягивания и затем принимают, и при этом у нее сохраняется высокая температура. Например, обычное устройство для вытягивания сложного полиэфира может обеспечивать длину вытягивания, составляющую, по меньшей мере, приблизительно 30 см. Кроме того, вытягивание на горячих валках описано в сравнительном примере 1 патентного документа 4, и длина вытягивания (между FR и BR) в данном примере составляет приблизительно 131 см, согласно оценке по фиг. 2.
В качестве валка или горячего валка является предпочтительным валок типа Нельсона (Nelson), вокруг которого нить обвивается множество раз, потому что такой валок может надежно увеличивать температуру нити, а также удерживать нить на себе, даже если диаметр валка уменьшается, и вытягивание осуществляют при более высокой скорости, в результате чего уменьшается изменчивость деформации в процессе вытягивания, и, таким образом, достигается уменьшение неоднородности толщины нити. С другой стороны, оказывается предпочтительным использование валка типа консоли в качестве валка и горячего валка точки зрения упрощения оборудования и легкости проводки нити.
Поскольку валки расположены близко друг к другу согласно параграфу (b) настоящего документа, расстояние между валками становится малым, что может уменьшать легкость проводки нити. Таким образом, оборудование может предпочтительно осуществлять проводку нити в таком состоянии, в котором валки находятся на некотором расстоянии друг от друга, и затем сдвигать валки, чтобы они могли находиться близко друг к другу. Удобнее сдвигать валки в режиме автоматического управления после проводки нити.
Кроме того, в данном варианте осуществления вытягиваемость улучшается путем сокращения длины вытягивания. Таким образом, когда осуществляют проводку нити в состоянии увеличения расстояния между валками, указано выше, не может быть обеспечен желательный коэффициент вытягивания, в результате чего оказывается невозможной проводка нити. По этой причине оказывается предпочтительной установка регулятора в устройство для вытягивания, причем в данном регуляторе проводку нити сначала осуществляют при низком соотношении окружных скоростей между валками, т.е. в состоянии вытягивания при низком коэффициенте вытягивания, затем окружную скорость каждого валка синхронно увеличивают, и, наконец, можно обеспечивать желательный коэффициент вытягивания и желательную скорость приема.
Кроме того, в устройстве для вытягивания можно одновременно обеспечивать возможность проводки нити и сокращение длины вытягивания за счет надлежащего направления вращения и конфигурации валков. В частности, когда используют валки большого диаметра, длину вытягивания невозможно сделать равной или меньшей, чем диаметр валка, просто устанавливая валки в традиционное устройство для вытягивания. Таким образом, оказывается эффективным расположение валков в обратной конфигурации, в которой направления вращения являются противоположными, как представлено на фиг. 2. Для расположения валков считается эффективной установка валков не только по горизонтали, но также по вертикали или диагонали. Поскольку из полиакрилонитрила, который является предшественником углеродного волокна, часто получают прядением волокна большой тонины, в которых число нитей составляет, например, от 12000 до 36000, во многих случаях используют валки большого диаметра. Таким образом, оказывается особенно эффективным расположение валков в обратной конфигурации, в которой направления вращения являются противоположными.
Кроме того, оказывается предпочтительным использование приводной системы валков, способной обеспечивать коэффициент вытягивания, составляющий 1,5 или более, в определенной зоне вытягивания и окружную скорость подогревающего горячего валка, составляющую 100 м/мин или более.
Далее будет описан вышеупомянутый процесс (c).
В процессе горячего вытягивания используют конфигурацию на основе конструкции (HR-HPL-R), в которой горячая плита (HPL) установлена после горячего валка (подогревающего горячего валка) для подогревания и дополнительный валок (R) установлен после HPL. Область, включающая эту конфигурацию, т.е. область, в которой осуществляют процесс горячего вытягивания (c), называется термином «определенная зона вытягивания». Валок на задней стороне может представлять собой горячий валок. Пример устройства, в котором реализуется такая определенная зона вытягивания, представлен на фиг. 3. Горячая плита установлена между двумя валками, один из которых представляет собой подогревающий горячий валок, причем подогревающий горячий валок установлен перед горячей плитой.
Оказывается предпочтительным осуществление высокоскоростного вытягивания, используя подогревающий горячий валок, у которого окружная скорость составляет 100 м/мин или более, с точки зрения улучшения производительности. Учитывая тягучесть полиакрилонитрильного полимера и устойчивость поверхности текучей среды в коагуляционной ванне, ванне для промывания водой или ванне для вытягивания, оказывается практичным установление окружной скорости подогревающего горячего валка на уровне 500 м/мин или менее. Окружная скорость подогревающего горячего валка составляет предпочтительно 160 м/мин или менее.
Аналогичным образом, с точки зрения улучшения производительности, скорость приема после вытягивания составляет предпочтительно 350 м/мин или более, предпочтительнее 600 м/мин или более, еще предпочтительнее 800 м/мин или более.
В данном варианте осуществления важно сокращать расстояние от подогревающего горячего валка до горячей плиты в определенной зоне вытягивания, то есть устанавливать горячую плиту в таком положении, чтобы начальная точка контакта между горячей плитой и нитью находилась на расстоянии 30 см или менее от точки отделения нити на подогревающем горячем валке. Это основано на обнаружении того, что чем короче расстояние (расстояние между горячим валком и горячей плитой) между точкой начального контакта нити на горячей плите и точкой отделения нити на подогревающем горячем валке, тем больше эффект улучшения критического коэффициента вытягивания с помощью горячей плиты. Взаимосвязь расстояния между горячим валком и горячей плитой и критического коэффициента вытягивания проиллюстрирована на фиг. 4. Данный график показывает, что чем больше расстояние между горячим валком и горячей плитой, тем меньше становится эффект улучшения критического коэффициента вытягивания, в то время как чем короче расстояние между горячим валком и горячей плитой, тем больше становится эффект улучшения критического коэффициента вытягивания. Отличительная особенность данного варианта осуществления основана на вышеупомянутой специфичности горячего вытягивания PAN. Для цели высокого коэффициента вытягивания считается важным выдерживание нити при высокой температуре до полного вытягивания. Здесь критический коэффициент вытягивания означает коэффициент вытягивания, полученный при постепенном увеличении коэффициента вытягивания, которое вызывает разрыв нити.
Таким образом, считается, что нить выдерживается при высокой температуре за счет горячей плиты, чтобы увеличивать деформацию перед тем как происходит охлаждение нити или перед тем как происходит деформация при вытягивании, в результате чего уменьшается область низкотемпературной деформации PAN, что может улучшать критический коэффициент вытягивания. С другой стороны, даже если горячая плита установлена после того как нить уже охладилась или после завершения деформации при вытягивании в случае нормального вытягивания между двумя валками, невозможно повышать уровень деформации нити путем вытягивания на горячей плите, в результате чего остается низкотемпературная область вытягивания, которая, в свою очередь, снижает эффект улучшения критического коэффициента вытягивания. Таким образом, расстояние между горячим валком и горячей плитой составляет предпочтительно 20 см или менее, предпочтительнее 10 см или менее. Это может дополнительно улучшать критический коэффициент вытягивания. Сокращенное расстояние между горячим валком и горячей плитой представляет собой преимущество для улучшения критического коэффициента вытягивания. Однако с учетом текущего уровня простоты проводки нити оказывается практичным установление нижнего предела расстояния между горячим валком и горячей плитой на уровне 1 см.
Увеличение длины горячей плиты является предпочтительным с точки зрения деформации нити при одновременном поддержании высокой температуры нити. В частности, длина горячей плиты, составляющая 20 см или более, обеспечивает удовлетворительный эффект улучшения критического коэффициента вытягивания. С точки зрения дополнительного улучшения критического коэффициента вытягивания, более предпочтительной является длина горячей плиты, составляющая 45 см или более. Однако с точки зрения фиксирования точки вытягивания для подавления неоднородности толщины нити уменьшенная длина горячей плиты является предпочтительной. Замасливатели для волокна или подобные вещества могут прикрепляться, осаждаться или приклеиваться на поверхность горячей плиты, которая вступает в контакт с нитью, что может вызывать взлохмачивание или разрыв нити. С этой точки зрения, уменьшенная длина горячей плиты является предпочтительной. В частности, предпочтительной является длина горячей плиты, составляющая 70 см или менее.
В том случае, где замасливатель для волокон преимущественно содержит кремнийорганическое соединение, загрязнение поверхности горячей плиты, которое вызывает замасливатель для волокон или подобное вещество, может затвердевать с течением времени и дополнительно способствовать образованию взлохмачивания или разрыва нити. Таким образом, оказывается предпочтительным постоянное сохранение на низком уровне количества загрязнителя на поверхности горячей плиты путем замены горячей плиты или вступающей в контакт с нитью плиты в зависимости от количества полиакрилонитрильного волокна, проходящего по горячей плите. Например, предпочтительно изготавливать множество горячих плит таким образом, чтобы горячую плиту или вступающую в контакт с нитью плиту можно было заменять автоматически или вручную согласно срокам замены. Для этой цели можно уменьшать потери вследствие замены горячей плиты.
Время пребывания нити на горячей плите предпочтительно сокращается до уровня от 0,05 до 0,5 секунды с точки зрения фиксирования точки вытягивания. Время пребывания составляет предпочтительнее 0,25 секунды или менее, еще предпочтительнее 0,15 секунды или менее.
Температуру горячей плиты предпочтительно повышать с точки зрения поддержания высокой температуры нити. В частности, температура горячей плиты составляет предпочтительно 160°C или выше, предпочтительнее 180°C или выше. С другой стороны, установление температуры горячей плиты на уровне 240°C или ниже может препятствовать чрезмерному размягчению нити, что способно подавлять возникновение взлохмачивания и разрыва нити.
Повышенная температура подогревающего горячего валка может в достаточной степени увеличивать температуру нити и является предпочтительной. В частности, температура подогревающего горячего валка составляет предпочтительно 160°C или выше, предпочтительнее 180°C или выше. С другой стороны, установление температуры подогревающего горячего валка на уровне 240°C или ниже может препятствовать чрезмерному размягчению нити, что способно подавлять возникновение взлохмачивания и разрыва нити.
Приемный валок после горячей плиты может иметь комнатную температуру, но предпочтительно он представляет собой горячий валок (HR), потому что он может легко стабилизировать структуру полиакрилонитрильного волокна. В частности, температура валка составляет предпочтительно 150°C или выше. Следует отметить, что чрезмерно высокая температура может приводить к возникновению разрыва нити. Таким образом, температура валка составляет предпочтительно 200°C или ниже, предпочтительнее 180°C или ниже.
В любом из описанных выше процессов (a)-(c) коэффициент вытягивания в определенной зоне вытягивания составляет предпочтительно 1,5 или более, потому что повышается производительность. Коэффициент вытягивания составляет предпочтительнее 2 или более, еще предпочтительнее 2,5 или более. В том случае, где используется множество определенных зон вытягивания в процессе горячего вытягивания, коэффициент вытягивания в любой определенной зоне вытягивания должен составлять 1,5 или более, но коэффициент вытягивания в первой определенной зоне вытягивания составляет предпочтительно 1,5 или более. Можно использовать две или более определенные зоны вытягивания, в которых коэффициент вытягивания составляет 1,5 или более.
Процесс второго вытягивания может включать любой из вышеупомянутых процессов (a)-(c), но предпочтительно осуществлять многостадийное вытягивание, включающее несколько из данных процессов, потому что увеличивается суммарный коэффициент вытягивания, приводя к улучшению производительности. Число стадий вытягивания составляет предпочтительно 2 или более. Многостадийное вытягивание является предпочтительным, потому что чем больше стадий вытягивания, тем больше увеличивается суммарный коэффициент вытягивания, в результате чего также повышается производительность. Число стадий вытягивания составляет предпочтительнее 6 или более. Следует отметить, что практично устанавливать число стадий вытягивания, составляющее 8 или менее, поскольку чрезмерное увеличение числа стадий вытягивания может повышать стоимость оборудования.
Многостадийное вытягивание должно включать какой-либо из вышеупомянутых процессов (a)-(c), но оказывается предпочтительным сочетание двух или более процессов, потому что это может дополнительно улучшать вытягиваемость. В частности, можно осуществлять многостадийное вытягивание, используя горячую плиту, как в последовательности HR-HPL-HR-HPL-HR, или можно частично объединять вытягивание на горячей плите и вытягивание на горячих валках, как в последовательностях HR-HPL-HR-HR или HR-HR-HPL-HR. Или для многостадийного вытягивания можно использовать только горячие валки.
Например, устанавливая пять горячих валков, можно осуществлять четырехстадийное вытягивание. В этом случае температуры горячих валков на стадиях, начиная со второй и включая последующие, устанавливают ниже температуры первого горячего валка, таким образом, что первый горячий валок, который представляет собой первый подогревающий горячий валок, имеет температуру 200°C, а второй горячий валок и последующие валки имеют температуру 180°C, с точки зрения подавления взлохмачивания или разрыва нити.
Нить принимают используя намоточное устройство после вытягивания, но не нагретый холодный валок предпочтительно помещают перед намоточным устройством, потому что так можно подавлять изменчивость натяжения принимаемой нити, чтобы уменьшать неоднородность толщины нити.
В вышеупомянутых процессах (a)-(c) оказывается предпочтительным поддержание температуры нити путем осуществления нагревания или сохранения постоянной температуры в состоянии отсутствия контакта с нитью.
В качестве средства для осуществления нагревания или поддержания постоянной температуры предпочтительно заключать определенную зону вытягивания в теплоизолирующее устройство, которое может обеспечивать нагревание или поддерживать постоянную температуру. Например, оказывается предпочтительным покрытие определенной зоны вытягивания устройством, выполняющим теплоизоляционную функцию, чтобы поддерживать на высоком уровне температуру окружающей среды. Кроме того, когда нагревательная функция придается устройству, выполняющему теплоизоляционную функцию, таким образом, что становится возможным установление любой температуры окружающей среды, можно подавлять охлаждение нити во время деформации путем вытягивания, и деформацию при вытягивании можно увеличивать в состоянии, в котором нить содержится при высокой температуре. Пример устройства, которое осуществляет такую функцию, представлен на фиг. 5. В устройстве, представленном на фиг. 5, объединены 4 набора горячих валков типа Нельсона, причем каждый набор содержит по два горячих валка в паре, и они вращаются с одинаковой окружной скоростью. Невытянутую нить 5-1 подают через не нагретый подающий валок 5-2 и трехстадийное вытягивание осуществляют используя горячие валки от 5-3 до 5-6. После этого вытянутую нить пропускают через ненагретый холодный валок 5-7. Эти 4 набора горячих валков покрывают изоляционный корпус 5-8, оборудованный нагревателем, таким образом, что температуру окружающей среды в корпусе можно поддерживать на желательном уровне. В том случае, в котором используют такое устройство, отсутствует необходимость использования близости горячего валка или горячей плиты при том условии, что удовлетворяются требования вышеупомянутого процесса (a). Однако существует преимущество в том, что сочетание близости вытягивания на горячих валках или на горячей плите обеспечивает компактную конструкцию устройства, имеющего вышеупомянутую теплоизоляционную функцию.
Можно использовать известное устройство в качестве устройства для нагревания определенной зоны вытягивания или поддержания на постоянном уровне соответствующей температуры, но устройство свободно открывающегося типа, имеющее теплоизоляционную функцию для определенной зоны вытягивания, является предпочтительным с точки зрения легкости проводки нити и компактности устройства.
В качестве способа нагревания определенной зоны вытягивания или поддержания на постоянном уровне соответствующей температуры предпочтительным является также способ непосредственного нагревания нити бесконтактным нагревателем, таким как инфракрасный нагреватель, нагреватель в виде галогенной лампы или горячий воздух, из одного направления или множества направлений, а также способ заключения определенной зоны вытягивания в вышеупомянутое изолирующее устройство.
В качестве точки, в которой нить нагревают или выдерживают при постоянной температуре в определенной зоне вытягивания, предпочтительно использовать точку на расстоянии, по меньшей мере, 30 см от точки отделения нити на горячем валке, потому что нить сильно деформируется и увеличивается эффект улучшения вытягиваемости.
Вышеупомянутую определенную зону вытягивания можно располагать отдельно после процесса высушивания, который будет описан далее, или ее можно включать в процесс высушивания, чтобы упрощать оборудование и не использовать отдельный процесс. В этом случае оказывается предпочтительным, чтобы полиакрилонитрильное волокно было полностью высушенным для уплотнения структуры полиакрилонитрильного волокна, и затем осуществляют многостадийное вытягивание, включающее определенный процесс вытягивания, упомянутый выше, используя сушильный валок, таким образом, этот процесс можно пропускать и можно обеспечивать вытягивание. С другой стороны, можно также осуществлять многостадийное вытягивание, включающее определенный процесс вытягивания согласно настоящему изобретению, во время высушивания полиакрилонитрильного волокна, что, в свою очередь, обеспечивает дополнительное упрощение оборудования. Кроме того, определенный процесс вытягивания предпочтительно осуществлять, используя устройство, заранее оборудованное множеством сушильных валков, таким образом, что можно сводить до минимума капиталовложения в новое оборудование.
В настоящем изобретении оказывается предпочтительным, чтобы полиакрилонитрильное волокно, которое подвергают процессу второго вытягивания, имело степень ориентации от 60 до 85%, определенную методом широкоугольной дифракции рентгеновских лучей. Степень ориентации, составляющая 85% или менее, может приводить к уменьшению частоты взлохмачивания или разрыва нити даже при высоком коэффициенте вытягивания, в результате чего улучшается производительность, и, таким образом, это оказывается предпочтительным. Кроме того, степень ориентации, составляющая 60% или более, является практичной для полиакрилонитрильного волокна перед вторым вытягиванием. Предпочтительнее полиакрилонитрильное волокно имеет степень ориентации от 65 до 83%.
Способ регулирования степени ориентации не является ограниченным, но оказывается предпочтительным подавление повышенной степени ориентации полиакрилонитрильного волокна путем вытягивания в ванне в процессе прядения или в процессе первого вытягивания. В частности, когда методы, такие как регулирование скорости прядения, регулирование выпускаемого количества и выбор размера отверстия фильеры, используют индивидуально или в сочетании, можно уменьшать натяжение во время коагуляции, в результате чего можно подавлять повышение степени ориентации полиакрилонитрильного волокна.
Чтобы вытягивать полиакрилонитрильное волокно при высокой скорости, оказывается предпочтительным повышение скорости прядения. Для этой цели является эффективным улучшение тягучести PAN. Чтобы осуществлять это, как описано в патентном документе 1, оказывается предпочтительным возникновение большого деформационное упрочнение PAN и быстрое увеличение продольной вязкости прядильного раствора по мере разжижения прядильного раствора после выпуска из отверстия фильеры и до тех пор, пока не произойдет коагуляция, таким образом, что стабилизируется прядильная линия. Кроме того, для достижения деформационного упрочнения эффективно использовать смешанный полимер, в котором небольшое количество ультравысокомолекулярного PAN добавлено к имеющему нормальную молекулярную массу PAN. Причиной этого считается сплетение молекулярных цепей имеющего нормальную молекулярную массу PAN и молекулярных цепей высокомолекулярного PAN, когда молекулярные цепи между сплетенным высокомолекулярным PAN деформируются при вытягивании. Желательную тягучесть можно получить, используя PAN, у которого z-средняя молекулярная масса (Mz), измеренная методом гельпроникающей хроматографии (GPC), составляет от 800000 до 6000000 и степень полидисперсности составляет от 2,5 до 10.
Здесь Mz представляет собой результат деления суммы произведений квадрата молекулярной массы каждой молекулярной цепи и ее массовой доли на сумму произведений молекулярной массы каждой молекулярной цепи и ее массовой доли. Этот параметр отражает значительный вклад высокомолекулярного компонента. Степень полидисперсности означает собой соотношение Mz/Mw, где Mw представляет собой среднемассовую молекулярную массу. Когда степень полидисперсности становится большей, чем 1, молекулярно-массовое распределение становится шире с высокомолекулярной стороны. Таким образом, если вышеупомянутая степень полидисперсности составляет от 2,5 до 10, это означает, что присутствует высокомолекулярный компонент. Чтобы увеличить содержание высокомолекулярного компонента и тем самым способствовать возникновению деформационного упрочнения, предпочтительным является увеличение Mz и степени полидисперсности. С другой стороны, установление его верхнего предела может предотвратить чрезмерно большое деформационное упрочнение, в результате чего можно обеспечить устойчивый выпуск раствора PAN из отверстия фильеры. С вышеуказанных точек зрения, Mz составляет предпочтительно от 2000000 до 6000000, предпочтительнее от 2500000 до 4000000, еще предпочтительнее от 2500000 до 3200000. Кроме того, степень полидисперсности составляет предпочтительно от 3 до 7, предпочтительнее от 5 до 7. Следует отметить, что молекулярную массу, измеряемую вышеупомянутым методом GPC, определяют используя относительно полистирола. С аналогичной точки зрения, Mw PAN составляет предпочтительно от 100000 до 600000.
При измерении методом GPC, чтобы точно исследовать ультравысокомолекулярные соединения, оказывается предпочтительным разбавление раствора в такой степени, чтобы не обнаруживалась зависимость времени растворения от концентрации при разбавлении (т.е. чтобы было малым изменение вязкости). Кроме того, предпочтительно введение максимально возможного количества раствора для получения высокой чувствительности определения. Более того, оказывается предпочтительным соответствующий выбор скорости потока растворителя и колонки для измерения широкого молекулярно-массового распределения. Предел исключения молекулярной массы для колонки составляет, по меньшей мере, 10000000, и предпочтительно такое установление молекулярной массы, чтобы не обнаруживалось удлинение нисходящих частей. Как правило, измерение осуществляют при разбавлении до концентрации 0,1 мас./об.% вводя образец объемом 200 мкл.
Способ синтеза PAN для ускорения деформационного упрочнения, как указано выше, и способ приготовления раствора разъясняются следующим образом.
PAN, который ускоряет деформационное упрочнение, можно получать смешивая два вида PAN (называются «компонент A» и «компонент B»), имеющих различные молекулярные массы. Здесь смешивание означает конечное получение смеси компонента A и компонента B. Конкретный способ смешивания описан ниже и не ограничен смешиванием соответствующего одного компонента.
Сначала будут описаны два вида PAN, которые подлежат смешиванию. Высокомолекулярный PAN называется термином «компонент A» и низкомолекулярный PAN называется термином «компонент B»; среднемассовая молекулярная масса (Mw) компонента A составляет предпочтительно от 1000000 до 15000000, предпочтительнее от 1000000 до 5000000. Оказывается предпочтительным, чтобы Mw компонента B составляла от 150000 до 1000000. Когда увеличивается разность Mw между компонентом A и компонентом B, степень полидисперсности Mz/Mw смешанного PAN склонна к увеличению, что является предпочтительным. Когда Mw компонента A превышает 15000000, может снижаться производительность полимеризации компонента A. Когда Mw компонента B составляет менее чем 150000, прочность полиакрилонитрильного волокна, которое является предшественником углеродного волокна, может становиться недостаточной.
Оказывается предпочтительным, чтобы соотношение Mw компонента A и компонент B составляло от 2 до 45, предпочтительнее от 4 до 45, еще предпочтительнее от 20 до 45.
Кроме того, оказывается предпочтительным, чтобы массовое соотношение компонента A и компонента B составляло от 0,001 до 0,3, предпочтительнее от 0,005 до 0,2, еще предпочтительнее от 0,01 до 0,1. Когда массовое соотношение компонента A и компонента B составляет менее чем 0,001, деформационное упрочнение является недостаточным в некоторых случаях. Когда это соотношение составляет более чем 0,3, вязкость раствора PAN становится чрезмерно высокой, таким образом, что в некоторых случаях затрудняется выпуск раствора.
Mw и массовое соотношение компонента A и компонента B определяют расщепляя пики молекулярно-массового распределения, измеренного методом GPC, и вычисляя Mw и соотношение площадей соответствующих пиков.
Для приготовления раствора PAN, содержащего компонент A и компонент B, можно использовать способ смешивания обоих компонентов растворяя смесь их в растворитель; способ смешивания компонентов, каждый из которых растворен в растворителе, друг с другом; способ первоначального растворения компонента A, который представляет собой высокомолекулярное вещество, с трудом растворяющееся в растворителе, и последующего смешивания компонента B с полученным в результате раствором; и способ первоначального растворения компонента A, который представляет собой высокомолекулярное вещество, в растворитель, и последующего смешивания мономера, образующего компонент B, с полученным в результате раствором для осуществления полимеризации мономера в растворе. С точки зрения однородности растворения высокомолекулярного вещества предпочтительным является способ первоначального растворения компонента A, который представляет собой высокомолекулярное вещество. С точки зрения упрощения процесса, более предпочтительным является способ первоначального растворения компонента A, который представляет собой высокомолекулярное вещество, и последующее смешивание мономера, составляющего компонент B, для осуществления полимеризации мономера в растворе.
В частности, в том случае, где полиакрилонитрильное волокно используют в качестве предшественника углеродного волокна, состояние растворения компонента A, который представляет собой высокомолекулярное вещество, является чрезвычайно важным, и в том случае, где остается даже очень малое количество нерастворенного вещества, такое инородное вещество может образовывать полости внутри углеродного волокна.
Что касается концентрации полимера вышеупомянутого компонента A, компонент находится в конденсированном состоянии полимера, представляющем собой полуразбавленный раствор, в котором полимеры слегка перекрываются. Когда смешивают компонент B или когда смешивают мономер, составляющий компонент B, смешанное состояние склонно к тому, чтобы становиться однородным. Таким образом, оказывается более предпочтительным нахождение компонента в разбавленном растворе, в котором полимеры переходят в состояние изолированной цепи. В частности, концентрация вышеупомянутого компонента A составляет предпочтительно от 0,1 до 5 мас.%. Концентрация вышеупомянутого компонента A составляет предпочтительнее от 0,3 до 3 мас.%, еще предпочтительнее от 0,5 до 2 мас.%. Поскольку концентрация разбавленного раствора считается определенной внутримолекулярным исключенным объемом, который определяется молекулярной массой полимера и растворимостью полимера в растворителе, ее можно определить не прямо, но путем регулирования концентрации приблизительно в вышеупомянутом интервале, причем в большинстве случаев можно обеспечивать максимальные эксплуатационные характеристики углеродного волокна. Когда концентрация вышеупомянутого компонента A превышает 5 мас.%, может оставаться растворенное вещество компонента A, и когда она составляет менее чем 0,1 мас.%, хотя оно зависит от молекулярной массы, деформационное упрочнение является слабым в большинстве случаев, потому что раствор уже стал разбавленным раствором.
В качестве способа получения концентрации компонента A в растворе от 0,1 до 5 мас.% является приемлемым любой способ, в котором компонент A растворяют в растворителе и затем разбавляют, или способ, в котором мономер, составляющий компонент A, подвергают полимеризации в растворе. Когда компонент A растворяют и затем разбавляют, важно перемешивать раствор до тех пор, пока его можно однородно разбавлять. Температура разбавления от 50 до 120°C является предпочтительной. Время разбавления можно устанавливать соответствующим образом, потому что оно изменяется в зависимости от температуры разбавления или концентрации перед разбавлением. Когда температура разбавления составляет менее чем 50°C, разбавление может занимать продолжительное время, а когда она превышает 120°C, компонент A может разрушаться.
С точек зрения устранения процесса перекрывания полимеров при разбавлении и однородного смешивания компонентов, предпочтительным является способ, в котором при получении компонента A полимеризацией в растворе полимеризацию останавливают при концентрации полимера, составляющей 5 мас.% или менее, и затем в смесь вводят компонент B или мономер, составляющий компонент B, чтобы полимеризовать этот мономер. С точки зрения упрощения процесса оказывается предпочтительной полимеризация компонента B в растворе после полимеризации компонента A в растворе с использованием непрореагировавшего мономера. В частности, инициатор полимеризации вводят в раствор, содержащий мономер, основным компонентом которого является AN, компонент A сначала получают полимеризацией в растворе, и перед завершением полимеризации в растворе получают компонент B дополнительно вводя инициатор полимеризации отдельно в раствор, чтобы полимеризовать остаточный непрореагировавший мономер таким образом, что можно получать раствор PAN, содержащий компонент A и компонент B.
Предпочтительно инициатор полимеризации вводят, по меньшей мере, двумя порциями, и соотношение количества инициатора полимеризации, введенного в первой порции, и количества, введенного во второй порции (введенное в первой порции количество/введенное во второй порции количество), составляет 0,1 или менее, предпочтительнее 0,01 или менее и еще предпочтительнее 0,003 или менее. Чем меньше количество инициатора полимеризации, введенное в первой порции, тем легче увеличивается молекулярная масса. Таким образом, когда соотношение между введенными количествами (взвешенное и введенное в первой порции количество/взвешенное и введенное во второй порции количество) превышает 0,1, в некоторых случаях затруднительно получать требуемое значение Mw. С другой стороны, когда является малым количество введенного в первой порции инициатора полимеризации, скорость полимеризации становится низкой и легко снижается производительность. Таким образом, оказывается предпочтительным, чтобы нижний предел между введенными количествами (взвешенное и введенное в первой порции количество/взвешенное и введенное во второй порции количество) составлял 0,0001.
Для регулирования Mw компонента A оказывается предпочтительным регулирование молярного соотношения AN и инициатора полимеризации. В каждом из количеств, вводимых в первой партии, молярное соотношение (инициатор полимеризации/AN) составляет предпочтительно от 1×10-7 до 1×10-4. В количестве, вводимом во второй и последующих порциях, молярное соотношение суммарного AH (в том числе прореагировавшего или непрореагировавшего) и инициатора полимеризации (инициатор полимеризации/AN), введенного перед этим, составляет предпочтительно от 5×10-4 до 5×10-3. Когда композиция для сополимеризации изменяется от компонента A к компоненту B, можно добавлять сополимеризуемый мономер, когда инициатор полимеризации вводят во второй и последующий раз. В таком случае можно добавлять акрилонитрил, регулятор степени полимеризации или растворитель.
В качестве инициатора полимеризации предпочтительным является маслорастворимое азосоединение, водорастворимое азосоединение, пероксид или подобное соединение. С точек зрения удобства обращения, безопасности и промышленной эффективности полимеризации предпочтительно используют инициаторы полимеризации, у которых температура образования радикалов составляет от 30 до 150°C, предпочтительнее от 40 до 100°C. Из их числа предпочтительно используют азосоединение, при разложении которого отсутствует возможность образования кислорода, который ингибирует полимеризацию, причем в случае полимеризации в растворе предпочтительно используют маслорастворимое азосоединение с точки зрения его растворимости. Конкретные примеры инициатора полимеризации включают 2,2'-азобис(4-метокси-2,4-диметилвалеронитрил) (температура образования радикалов составляет 30°C), 2,2'-азобис(2,4'-диметилвалеронитрил) (температура образования радикалов составляет 51°C) и 2,2'-азобисизобутиронитрил (температура образования радикалов 65°C). В качестве инициатора полимеризации в первой порции и следующих порциях можно использовать одинаковый инициатор полимеризации, или количество радикалов, образуемых инициатором полимеризации, можно регулировать путем сочетания множества инициаторов полимеризации. Кроме того, когда используют пероксид в качестве инициатора полимеризации, вместе с ним можно использовать восстановитель для ускорения образования радикалов.
Предпочтительный интервал температуры полимеризации изменяется в зависимости от вида и количества инициатора полимеризации, но предпочтительно он составляет от 30°C до 90°C. Когда температура полимеризации составляет менее чем 30°C, уменьшается количество радикалов, образуемых инициатором полимеризации. Когда температура полимеризации превышает 90°C, она составляет более чем температура кипения акрилонитрила, поэтому регулирование процесса производства часто может становиться затруднительным. Полимеризацию после введения первой порции инициатора полимеризации и полимеризацию после введения второй или последующей порции инициатора полимеризации можно осуществлять при одинаковой температуре полимеризации или ее можно осуществлять при различных температурах полимеризации.
Когда кислород совместно присутствует во время полимеризации, он нейтрализует радикалы. Таким образом, снижение концентрации кислорода во время полимеризации упрощает получение высокомолекулярного вещества. Концентрацию кислорода во время полимеризации можно регулировать, например, заменяя атмосферу в реакционном резервуаре инертным газом, таким как азот или аргон. С точки зрения получения высокомолекулярного PAN концентрация кислорода во время полимеризации составляет предпочтительно 200 частей на миллион или менее.
Что касается измерения соотношения массового содержания компонента A и суммарного количества PAN, когда компонент A и компонент B смешивают друг с другом, измеряют массу компонента A перед смешиванием и суммарную массу PAN после смешивания и по их соотношению можно вычислить относительное массовое содержание. Кроме того, когда мономер, составляющий компонент B, смешивают с компонентом A, чтобы полимеризовать мономер в растворе, измеряют массу компонента A в растворе перед введением инициатора полимеризации для полимеризации компонента B, вводят после полимеризации компонента A, а также измеряют суммарную массу PAN в растворе после полимеризации компонента, и тогда по соотношению этих масс можно вычислить относительное массовое содержание.
Что касается состава полимера PAN, который представляет собой компонент A, оказывается предпочтительным, чтобы полученный из AN компонент составлял от 98 до 100 мол.%, мономер, сополимеризуемый с AN, можно сополимеризовать в количестве, составляющем 2 мол.% или менее, но когда константа передачи цепи сополимеризованного компонента меньше, чем у акрилонитрила, и трудно получить требуемую Mw, оказывается предпочтительным, чтобы количество сополимеризованного компонента было минимальным, насколько это возможно.
Для компонента A в качестве мономеров, сополимеризуемых с AN, например, могут быть использованы акриловая кислота, метакриловая кислота, итаконовая кислота, а также соли щелочных металлов, соли аммония и сложные эфиры данных кислот и низших спиртов; акриламид и его производные; аллилсульфоновая кислота, металлилсульфоновая кислота, а также их соли или сложные алкилэфиры. Когда мономер используют для получения волокна-предшественника углеродного волокна, оказывается предпочтительным, чтобы была обеспечена почти такая же степень ускорения окисления, как у компонента B, с точки зрения улучшения прочности нити получаемого углеродного волокна, и чтобы ускорять окисление с малой степенью сополимеризации, итаконовая кислота является особенно предпочтительной в качестве сополимеризуемого мономера.
В качестве способа полимеризации для получения компонента A можно выбирать способ полимеризации в растворе, способ полимеризации в суспензии, способ полимеризации в эмульсии и аналогичный способ. Однако для цели однородной полимеризации AN и сополимеризованного компонента оказывается предпочтительным использование способа полимеризации в растворе. Когда способ полимеризации в растворе используют для полимеризации, растворитель, в котором PAN является растворимым, такой как водный раствор хлорида цинка, диметилсульфоксид, диметилформамид или диметилацетамид, предпочтительно используют в качестве растворителя. Когда трудно получить требуемую Mw, предпочтительно используют способ полимеризации в растворе с применением растворителя, который имеет высокую константу передачи цепи, то есть водного раствора хлорида цинка, или способ полимеризации в суспензии с применением воды.
В качестве состава полимера PAN, который представляет собой компонент B, полученный из AN компонент составляет предпочтительно от 98 до 100 мол.%. Хотя можно сополимеризовать 2 мол.% или менее мономера, сополимеризуемого с AN, чем больше количество сополимеризованного компонента, тем более значительным становится расщепление молекул под действием термического разложения в сополимеризованной части, в результате чего уменьшается прочность нити получаемого углеродного волокна. Для компонента B в качестве мономера, сополимеризуемого с AN, с точки зрения ускорения окисления могут быть использованы, например, акриловая кислота, метакриловая кислота, итаконовая кислота, а также соли щелочных металлов, соли аммония и сложные эфиры данных кислот и низших спиртов; акриламид и его производные; аллилсульфоновая кислота, металлилсульфоновая кислота, а также их соли или сложные алкилэфиры.
Кроме того, с точки зрения стабилизации выпуска во время прядения предпочтительный вариант осуществления представляет собой сшивание основной цепи AN сополимеризуемым мономером. В качестве такого мономера предпочтительно используют соединение, в котором содержится (мет)акрилоильная группа-C1-10, линейная или разветвленная алкильная группа-X-линейная или разветвленная C1-10-алкильная группа-(мет)акрилоильная группа (алкильная группа может быть частично замещена гидроксильной группой, X представляет собой любую из следующих групп: циклоалкильная группа, сложноэфирная группа и сложноэфирная группа-C1-6 линейная или разветвленная алкильная группа-сложноэфирная группа, или это может быть одинарная связь). Здесь (мет)акрилоильная группа представляет собой акрилоильную группу или метакрилоильную группу. В частности, предпочтительным является соединение, в котором содержится (мет)акрилоильная группа-C2-20, линейная или разветвленная алкильная группа-(мет)акрилоильная группа. Конкретные примеры такого соединения включают диметакрилат этиленгликоля, диметакрилат 1,3-бутилендиола, диакрилат неопентилгликоля и диакрилат 1,6-гександиола. Хотя соответствующая величина, представляющая собой количество сополимеризуемого мономера, используемого в сополимеризации для сшивания, изменяется в зависимости от молекулярной массы полимера и ее невозможно прямо определить, это количество составляет предпочтительно от 0,001 до 1 моль, предпочтительнее от 0,01 до 0,3 моль, еще предпочтительнее от 0,05 до 0,1 моль на 100 моль AN.
В качестве способа полимеризации для получения компонента B можно выбирать способ полимеризации в растворе, способ полимеризации в суспензии, способ полимеризации в эмульсии и подобные способы. Однако для цели однородной полимеризации AN и сополимеризованного компонента оказывается предпочтительным использование способа полимеризации в растворе. Когда способ полимеризации в растворе используют для полимеризации, в качестве растворителя предпочтительно используют растворитель, в котором растворяется PAN, такой как водный раствор хлорида цинка, диметилсульфоксид, диметилформамид или диметилацетамид. Из их числа диметилсульфоксид предпочтительно используют с точки зрения растворимости PAN.
Способ, описанный в патентном документе 1, можно использовать в качестве способа получения полиакрилонитрильного волокна. Что касается процесса второго вытягивания, однако, процесс горячего вытягивания, описанный в настоящем изобретении, заменяют процессом парового вытягивания. В частности, процесс от прядения для принятия осуществляют, как описано ниже.
Сначала вышеупомянутый PAN растворяют в подходящем для PAN растворителе, таком как диметилсульфоксид (DMSO), диметилформамид (DMF) или диметилацетамид (DMA), чтобы изготовить прядильный раствор. Данный прядильный раствор может содержать слабый растворитель, такой как вода, метанол или этанол, при том условии, что PAN не коагулирует в прядильном растворе. Кроме того, антиоксидант, ингибитор полимеризации или подобное вещество может содержаться в количестве, составляющем 5 мас.% или менее по отношению к PAN.
Концентрация PAN в прядильном растворе составляет предпочтительно от 15 до 30 мас.%. Кроме того, прядильный раствор предпочтительно имеет вязкость при 45°C, составляющую от 15 до 200 Па·с. Вязкость можно измерять используя вискозиметр типа B. Более конкретно, прядильный раствор, находящийся в лабораторном стакане, помещают в ванну с теплой водой, температура которой установлена на уровне 45°C. Используя вискозиметр типа B8L, производимый фирмой Tokyo Keiki Inc., и ротор №4, измеряют вязкость прядильного раствора от 0 до 100 Па·с при скорости вращения ротора, составляющей 6 об/мин, и измеряют вязкость прядильного раствора от 100 до 1000 Па·с при скорости вращения ротора, составляющей 0,6 об/мин.
Путем удаления примесей и геля с помощью фильтра перед прядением можно улучшать прядильные свойства прядильного раствора, а также обеспечивать высокую прочность углеродного волокна. Уровень фильтрации фильтровального материала составляет предпочтительно от 3 до 15 мкм, предпочтительнее от 5 до 15 мкм и еще предпочтительнее от 5 до 10 мкм. Уровень фильтрации фильтровального материала определяется размером (диаметром) сферических частиц, 95% из которых можно собирать во время прохождения через фильтровальный материал. Таким образом, уровень фильтрации фильтровального материала связан с размером пор, и уровень фильтрации, как правило, увеличивается при уменьшении размера пор. Устанавливая уровень фильтрации, составляющий 15 мкм или менее, можно отделять инородные материалы, такие как примеси или гель, содержащиеся в прядильном растворе, и можно также подавлять возникновение взлохмачивания во время вытягивания в процессах обжига и вытягивания. С другой стороны, устанавливая уровень фильтрации, составляющий 3 мкм или более, можно подавлять захват ультравысокомолекулярного компонента, содержащегося в прядильном растворе.
Далее в процессе прядения, прядильный раствор выходит из фильеры и коагулирует, в результате чего получается коагулированная нить. В качестве способа прядения можно использовать известный процесс прядения, такой как мокрое прядение, сухое прядение или сухое струйное прядение. С точки зрения увеличения скорости прядения и получения высокой фильерной вытяжки, сухое струйное прядение является предпочтительным. Фильерная вытяжка, составляющая от 1,5 до 15, является предпочтительной. Фильерная вытяжка представляет собой результат деления окружной скорости (скорости приема коагулированной нити) имеющего приводное устройство валка, который первым вступает в контакт с получаемой при прядении нитью (нитями) после выхода из фильеры, на линейную скорость выхода из отверстия фильеры, что означает коэффициент вытягивания прядильного раствора до момента его затвердевания. При сухом струйном прядении основная деформация прядильного раствора происходит на воздухе, что может в достаточной степени повлиять на характеристики большого деформационного упрочнения, которые проявляет PAN. Большая фильерная вытяжка позволяет увеличивать скорость прядения, в результате чего можно не только повышать эффективность производства, но также легко изготавливать волокно, имеющее малую тонину, что является предпочтительным. Здесь верхний предел фильерной вытяжки составляет 15 с учетом современного промышленного технического уровня. Когда скорость приема коагулированной нити составляет от 20 до 500 м/мин, можно подавлять возмущение поверхности жидкости в коагуляционной ванне и в то же время можно повышать производительность. Кроме того, когда фильера имеет диаметр отверстия, составляющий от 0,04 до 0,4 мм, можно подавлять обратное давление, производимое фильерой, и в то же время можно получать волокно, имеющее малую тонину отдельной нити.
В качестве коагуляционной жидкости в коагуляционной ванне можно использовать вышеупомянутый слабый растворитель индивидуально или в сочетании с сильным растворителем. В качестве альтернативы, вместе с ним можно использовать ускоритель коагуляции. В качестве более конкретной композиции можно использовать смесь DMSO и воды, учитывая совместимость между сильным растворителем и слабым растворителем. Конкретные условия коагуляционной жидкости можно определять соответствующим образом, используя известный способ.
Далее коагулированную нить подвергают первому вытягиванию, используя процесс первого вытягивания. В процессе первого вытягивания вытягивание можно осуществлять в ванне или на воздухе. В качестве первого вытягивания обычно используют ванну для вытягивания. В этом случае, когда используют ванну с теплой водой, можно получать не только хорошую вытягиваемость, но также предпочтительно уменьшать стоимость утилизации жидкости и повышать уровень безопасности по сравнению со случаем, в котором используют органический растворитель. Оказывается предпочтительным, чтобы при вытягивании температура ванны составляла от 60 до 95°C, и коэффициент вытягивания составлял от 1 до 5. Волокно промывают до и после первого вытягивания, но его можно промывать только один раз, до или после первого вытягивания. Для промывания обычно используют воду.
После этого замасливатель для волокон наносят на волокно, подвергаемое процессу первого вытягивания. Замасливатель для волокон наносят, чтобы предотвратить адгезию между отдельными волокнами, и обычно используют масло на основе кремнийорганического соединения. В частности, использование модифицированного амином кремнийорганического соединения, которое обладает высокой термостойкостью, может устранять проблемы в процессе высушивания или в процессе второго вытягивания.
Когда следующий процесс высушивания осуществляют в условиях температуры от 160 до 200°C в течение периода от 10 до 200 секунд, можно обеспечивать достаточное высушивание, и можно уплотнять структуру полиакрилонитрильного волокна, в результате чего подавляется образование полостей, что является предпочтительным.
После этого вышеупомянутый определенный процесс горячего вытягивания осуществляют в качестве процесса второго вытягивания после процесса высушивания. Как описано выше, настоящее изобретение имеет отличительную особенность, которую представляет собой процесс второго вытягивания.
Способ горячего вытягивания согласно настоящему изобретению является, в общем, эффективным для полиакрилонитрильного волокна. В частности, когда способ горячего вытягивания применяют для PAN, пригодного к высокоскоростному прядению и имеющего z-среднюю молекулярную массу (Mz) от 800000 до 6000000 и степень полидисперсности от 2,5 до 10, наблюдается не только значительное повышение производительности, но также соответствие способа отличительной особенности настоящего изобретения, что является предпочтительным. Когда традиционную паровую трубу используют для высокоскоростного прядения в качестве процесса второго вытягивания, увеличивается утечка пара из паровой трубы, вызывая значительную потерю энергии. Кроме того, паровую трубу необходимо удлинять, в результате чего увеличивается количество используемого пара и значительно затрудняется проводка нити через паровую трубу. Таким образом, могут быть вызваны существенные потери во время начала производства или разрыва нити. Кроме того, в паровой трубе становится весьма затруднительным ограничение неоднородности температуры и считается, что в результате этого увеличивается взлохмачивание или разрыв нити. Когда становится значительной изменчивость условий вытягивания или структуры полиакрилонитрильного волокна, возникает риск того, что образуются дефекты, даже когда углеродное волокно изготавливают, используя полиакрилонитрильное волокно в качестве волокна-предшественника, и в результате этого произойдет ухудшение механических свойств углеродного волокна. Однако горячее вытягивание согласно настоящему изобретению способно надлежащим образом решить проблему сочетания высокоскоростного прядения и паровой трубы. Кроме того, по сравнению с вытягиванием, в котором используют горячее абразивное приспособление, такое как традиционная горячая плита или горячий стержень, горячее вытягивание является предпочтительным с точки зрения усиления эффекта фиксирования точки вытягивания и подавления неоднородности толщины нити, поскольку расстояние деформации при вытягивании можно значительно сократить.
Таким образом, способ получения полиакрилонитрильного волокна согласно настоящему изобретению обладает значительным преимуществом по сравнению со способом, включающим традиционное паровое вытягивание или процесс второго вытягивания с использованием горячего абразивного приспособления, такого как традиционная горячая плита или горячий стержень. Согласно настоящему изобретению впервые становится возможным подавление до практически приемлемого уровня взлохмачивания или разрыва нити при горячем вытягивании и можно обеспечивать достаточный коэффициент вытягивания даже при высокоскоростном вытягивании, используя при этом преимущество горячего вытягивания.
Оказывается предпочтительным, чтобы тонина отдельной нити полиакрилонитрильного волокна, полученного согласно настоящему изобретению, составляла от 0,1 до 1,5 дтекс. Когда полиакрилонитрильное волокно используют в качестве волокна-предшественника углеродного волокна, чем тонина отдельной нити, тем больше можно улучшить механические свойства углеродного волокна. С другой стороны, малая тонина отдельной нити приводит к ухудшению технологической устойчивости и производительности; таким образом, тонину отдельной нити следует предпочтительно выбирать, учитывая механические свойства желательного углеродного волокна и его себестоимость. Тонина отдельной нити полиакрилонитрильного волокна составляет предпочтительнее от 0,5 до 1,2 дтекс, еще предпочтительнее от 0,7 до 1,0 дтекс.
Далее полученное полиакрилонитрильное волокно используют в качестве волокна-предшественника углеродного волокна, подвергая его карбонизационной обработке, в результате которой можно получать углеродное волокно. Предпочтительно полиакрилонитрильное волокно обрабатывают путем окисления для получения окисленного волокна, полученное таким способом окисленное волокно предварительно обрабатывают путем карбонизации для получения предварительно карбонизованного волокна, и полученное таким способом предварительно карбонизованное волокно дополнительно обрабатывают путем карбонизации для получения углеродного волокна. В частности, полиакрилонитрильное волокно обрабатывают путем окисления при коэффициенте вытягивания от 0,8 до 2,5 на воздухе при температуре от 200 до 300°C, чтобы получить окисленное волокно. После этого полученное таким способом окисленное волокно обрабатывают путем предварительной карбонизации при коэффициенте вытягивания от 0,9 до 1,5 в атмосфере инертного газа при температуре от 300 до 800°C, чтобы получить предварительно карбонизованное волокно. Кроме того, полученное таким способом предварительно карбонизованное волокно обрабатывают путем карбонизации при коэффициенте вытягивания от 0,9 до 1,1 в атмосфере инертного газа при температуре от 1000 до 3000°C, в результате чего можно получать углеродное волокно. В частности, с точки зрения улучшения модуля упругости нити углеродного волокна оказывается предпочтительным осуществление карбонизации при приложении к волокну механического напряжения, составляющего от 5,9 до 13,0 мН/дтекс. В данном случае механическое напряжение представляет собой величину, вычисляемую делением натяжения, измеряемого перед валком на стороне выхода карбонизационной печи, на тонину абсолютно сухого полиакрилонитрильного волокна. Кроме того, многостадийная карбонизационная обработка является предпочтительной также и с точки зрения улучшения модуля упругости нити.
Углеродное волокно, полученное согласно настоящему изобретению, можно подвергать разнообразным процессам формования, включая, например, автоклавное формование в качестве препрега, формование с переносом полимера в качестве заготовки тканого материала или подобного материала и формование путем намотки нити. Эти формованные изделия являются подходящими для использования в качестве деталей воздушных судов, деталей контейнеров высокого давления, деталей автомобилей, деталей ветряных мельниц или спортивных изделий.
Примеры
Далее настоящее изобретение будет описано подробно со ссылкой на примеры. Для измерений в данных примерах использовали следующие методы.
A. Измерение молекулярной массы и степени полидисперсности PAN методом гельпроникающей хроматографии (GPC)
Исследуемый полимер растворяли в диметилформамиде (добавляли 0,01 н. раствор бромида лития) таким образом, что концентрация составляла 0,1 мас.%, чтобы получить исследуемый раствор. После этого исследуемый раствор подвергали измерению методом GPC. В случае измерения полиакрилонитрильного волокна вышеупомянутый исследуемый раствор следует изготавливать растворением полиакрилонитрильного волокна в растворителе. Однако более плотное полиакрилонитрильное волокно с повышенной степенью ориентации обычно имеет меньшую растворимость, и обычно измеряют полиакрилонитрильное волокно, имеющее меньшую молекулярную массу, потому что в противном случае увеличивается продолжительность и температура растворения. Таким образом, полиакрилонитрильное волокно тонко измельчали и затем растворяли в течение суток в растворителе при температуре 40°C, перемешивая раствор с помощью мешалки. Для приготовленного исследуемого раствора кривую молекулярно-массового распределения получали методом GPC, используя следующие условия измерения, и вычисляли Mz и Mw. Измерения осуществляли по три раза и принимали среднее значение результатов измерений. Степень полидисперсности вычисляли как соотношение Mz/Mw. Следует отметить, что использовали диметилформамид и бромид лития, изготовленные фирмой Wako Pure Chemical Industries, Ltd.
Гельпроникающий хроматограф: CLASS-LC2010, изготовленный фирмой Shimadzu Corporation.
Колонка: колонка для гельпроникающей хроматографии с использованием полярного органического растворителя TSK-GEL-α-M (x2), изготовленная фирмой Tosoh Corporation, и колонка TSK-guard α, изготовленная фирмой Tosoh Corporation).
Скорость потока: 0,5 мл/мин.
Температура: 75°C.
Фильтрация образца: мембранный фильтр FHLP 0,45 мкм, изготовленный фирмой Millipore Corporation.
Впрыскиваемый объем: 200 мкл.
Детектор: дифференциальный рефрактометр RID-10AV, изготовленный фирмой Shimadzu Corporation.
Калибровочную кривую элюирования с течением времени для определения молекулярной массы строили используя, по меньшей мере, 6 типов монодисперсного полистирола с различными молекулярными массами, которые были известны, и молекулярную массу определяли относительно полистирола путем сопоставления времени элюирования на калибровочной кривой, получая в результате молекулярно-массовое распределение. В данном исследовании использовали полистиролы, у которых молекулярная масса составляла 184000, 427000, 791000, 1300000, 1810000 и 4240000, в качестве стандартов для построения калибровочной кривой.
B. Вязкость прядильного раствора
Прядильный раствор, находящийся в лабораторном стакане, помещали в ванну с теплой водой, температуру которой устанавливали на уровне 45°C. Используя вискозиметр типа B8L, изготовленный фирмой Tokyo Keiki Inc., и ротор №4 исследовали прядильный раствор с вязкостью в интервале от 0 до 100 Па·с при скорости вращения ротора, составляющей 5 об/мин, и прядильный раствор с вязкостью в интервале от 100 до 1000 Па·с при скорости вращения ротора, составляющей 0,6 об/мин.
C. Степень ориентации по широкоугольной дифракции рентгеновских лучей
Степень ориентации в направлении оси волокна измеряли следующим образом. Из пучка волокон получали отрезки длиной 40 мм, для образца готовили точную навеску 20 мг волокон и отобранные волокна располагали таким образом, чтобы они были точно параллельными оси волокон. После этого из ориентированных волокон получали исследуемый пучок, имеющий ширину 1 мм и однородную толщину, используя шаблон для выравнивания образца. Исследуемый пучок волокон пропитывали разбавленным раствором коллодия, чтобы фиксировать его форму, и затем устанавливали на держатель для измерения методом широкоугольной дифракции рентгеновских лучей. Используя излучение Cu-Kα, монохроматизированное пропусканием через никелевый фильтр, в качестве рентгеновского излучения, процентную степень кристаллической ориентации вычисляли с помощью следующей формулы, измеряя полуширину (H) профиля, вытянутого в меридиональном направлении, включая максимальную интенсивность дифракции, наблюдаемую вблизи 2θ=17°. Измерения осуществляли по три раза и принимали среднее значение результатов измерений.
Степень кристаллической ориентации (%)=[(180-H)/180]×100.
Следует отметить, что в качестве вышеупомянутого широкоугольного рентгеновского дифрактометра использовали прибор XRD00, изготовленный фирмой Shimadzu Corporation
D. Число взлохмачиваний полиакрилонитрильного волокна
Число взлохмачиваний на 300 м волокна считали во время движения полученного пучка волокон со скоростью 1 м/мин. Волокно в форме пуха также считали как взлохмаченное. Результаты оценивали следующим образом.
30 или менее взлохмачиваний: A (удовлетворительно)
от 31 до 49 взлохмачиваний: B (удовлетворительно)
50 или более взлохмачиваний: C (неудовлетворительно).
E. Разрыв нити при прядении PAN
В каждом эксперименте непрерывное прядение осуществляли в течение 24 часов и считали число разрывов нити. Результаты оценивали следующим образом.
Отсутствие разрывов: A (удовлетворительно)
Один разрыв: B (удовлетворительно)
Два или более разрывов: C (неудовлетворительно).
F. Прочность нити и модуль упругости нити углеродного волокна
Прочность нити и модуль упругости нити углеродного волокна исследовали в соответствии со стандартом JIS R7601 «Метод исследования пропитанной полимером нити» 1986 г. Пропитанную полимером нить углеродного волокна для исследования изготавливали пропитывая углеродное волокно или графитизированное углеродное волокно смесью, содержащей 3,4-эпоксициклогексилметил-3,4-эпоксициклогексилкарбоксилат (100 мас. ч.), комплекс трифторида бора с моноэтиламином (3 мас. ч.) и ацетон (4 мас. ч.), и отверждая пропитанное волокно при температуре 130°C в течение 30 минут. Кроме того, число исследуемых нитей углеродного волокна составляло 6, и средние значения результатов соответствующих измерений принимали как прочность нити и модуль упругости нити. В настоящем изобретении использовали 3,4-эпоксициклогексилметил-3,4-эпокси-циклогексилкарбоксилат под зарегистрированным товарным знаком Bakelite ERL4221, изготовленный фирмой Union Carbide Corporation.
G. Непрерывное измерение скорости нити
Для определения профиля деформации нити в процессе вытягивания измеряли скорость нити вдоль пути движения нити в области вытягивания, используя бесконтактное измеряющее скорость устройство TSI-LDV LS 50S, изготовленное фирмой TSI. В этом случае точку отделения нити на подогревающем горячем валке считали нулевым уровнем. После этого скорость нити в каждой точке измерения стандартизировали относительно окружной скорости приемного валка, в результате чего получали коэффициент полноты деформации.
H. Непрерывное измерение температуры нити
Температуру нити в процессе вытягивания измеряли используя термограф TH9100WR, изготовленный фирмой NEC Avio Infrared Technologies Co., Ltd., оборудованный макросъемочной линзой 95 мкм. Термографическую базовую линию корректировали на основании температуры валка и температуры нити (на расстоянии от 0 до 5 мм от точки отделения нити на подогревающем горячем валке), измеренной термометром контактного типа, вводя поправку на излучение и поправку на расстояние таким образом, чтобы значение, показываемое термографом, соответствовало температуре, измеряемой термометром контактного типа.
Базисный пример 1 (синтез PAN со степенью полидисперсности 5,7)
Смешивали 100 мас. ч. AN, 1 мас. ч. итаконовой кислоты и 130 мас. ч. диметилсульфоксида и смесь помещали в реакционный резервуар, оборудованный дефлегматором и мешалкой. После этого пространство реакционного резервуара заполняли азотом, вытесняя кислород до концентрации 100 частей на миллион, затем добавляли 0,002 мас. ч. 2,2'-азобисизобутиронитрила (далее называется AIBN) в качестве радикального инициатора и термическую обработку осуществляли используя следующие условия (условия полимеризации A) при перемешивании.
(1) Выдерживание при температуре 65°C в течение 2 часов.
(2) Охлаждение от 65°C до 30°C (скорость охлаждения 120°C/час).
Далее 240 мас. ч. диметилсульфоксида, 0,4 мас. ч. AIBN в качестве радикального инициатора и 0,1 мас. ч. октилмеркаптана в качестве регулятора степени полимеризации вводили в реакционный резервуар и после этого термическую обработку осуществляли в следующих условиях при перемешивании. Оставшийся непрореагировавший мономер полимеризовали способом полимеризации в растворе, в результате чего получали раствор полимера PAN.
(1) Нагревание от 30°C до 60°C (скорость нагревания 10°C/час).
(2) Выдерживание при температуре 60°C в течение 4 часов.
(3) Нагревание от 60°C до 80°C (скорость нагревания 10°C/час).
(4) Выдерживание при температуре 80°C в течение 6 часов.
После приготовления раствора полученного полимера PAN, в котором концентрация полимера составляла 20 мас.%, газообразный аммиак продували до тех пор, пока значение pH не становилось равным 8,5, чтобы ввести аммонийную группу в полимер PAN, нейтрализуя при этом итаконовую кислоту, и в результате этого получали прядильный раствор. Полимер PAN в полученном прядильном растворе имел Mw 480000, Mz 2740000, Mz/Mw 5,7 и Mz+1/Mw 14, и вязкость прядильного раствора составляла 45 Па·с. Компонент A, используемый как высокомолекулярное вещество, имел Mw 3400000, компонент B, используемый как низкомолекулярное вещество, имел Mw 350000.
Полученный прядильный раствор пропускали через фильтр с уровнем фильтрации 10 мкм и затем выпускали из фильеры, имеющей 3000 отверстий и диаметр отверстия 0,19 мм, при температуре 40°C. Прядильный раствор выпускали из фильеры сразу на воздух, и затем он проходил через пространство, составлявшее приблизительно 2 мм. После этого осуществляли прядение способом сухого струйного прядения для введения прядильного раствора в коагуляционную ванну, содержащую водный раствор 20 мас.% диметилсульфоксида при регулируемой температуре 3°C, в результате чего получали набухшую нить. Полученную набухшую нить промывали водой и направляли на стадию первого вытягивания в ванну при натяжении 2,2 мН/дтекс. Температура ванны составляла 65°C, и коэффициент вытягивания составлял 2,7. Содержащий силиконовое масло на основе модифицированного амином кремнийорганического соединения раствор наносили на нити, направляемые на стадию первого вытягивания, и использовали валок, нагретый до температуры 165°C, чтобы осуществлять сухую термическую обработку в течение 30 секунд, и в результате этого получали сухую нить, где тонина отдельной нити составляла 4,4 дтекс. Конечная скорость высушивающего валка в этом случае составляла 140 м/мин.
Базисный пример 2 (синтез PAN со степенью полидисперсности 2,7)
Прядильный раствор получали таким же способом, как в базисном примере 1, за исключением того, что в первой порции количество AIBW изменяли до 0,001 мас. ч., пространство в реакционном резервуаре заполняли азотом, вытесняя кислород до концентрации 1000 частей на миллион, и условия полимеризации в базисном примере 1 изменяли используя следующие условия полимеризации B.
(1) Выдерживание при температуре 70°C в течение 4 часов.
(2) Охлаждение от 70°C до 30°C (скорость охлаждения 120°C/час).
Полиакрилонитрильный полимер в полученном прядильном растворе имел Mw 340000, Mz 920000, Mz/Mw 2,7 и Mz+1/Mw 7,2 и вязкость прядильного раствора составляла 40 Па·с. Компонент A, используемый как высокомолекулярное вещество, имел Mw 1500000, и компонент B, используемый как низкомолекулярное вещество, имел Mw 300000. Прядение осуществляли таким же способом, как в базисном примере 1, за исключением того, что прядильный раствор изменяли на вышеупомянутый и в результате этого получали сухую нить. Конечная скорость высушивающего валка в этом случае составляла 100 м/мин.
Базисный пример 3 (синтез PAN со степенью полидисперсности 1,8)
Получали однородный раствор, содержащий 100 мас. ч. AN, 1 мас. ч. итаконовой кислоты, 0,4 мас. ч. AIBN в качестве радикального инициатора и 0,1 мас. ч. октилмеркаптана в качестве регулятора степени полимеризации в 370 мас. ч. диметилсульфоксида и смесь помещали в реакционный резервуар, оборудованный дефлегматором и мешалкой. После этого пространство в реакционном резервуаре заполняли азотом, вытесняя кислород до концентрации, составляющей 1000 частей на миллион, термическую обработку осуществляли в следующих условиях при перемешивании. Полученную в результате смесь полимеризовали способом полимеризации в растворе и в результате этого получали раствор полимера PAN.
(1) Нагревание от 30°C до 60°C (скорость нагревания 10°C/час)
(2) Выдерживание при температуре 60°C в течение 4 часов.
(3) Нагревание от 60°C до 80°C (скорость нагревания 10°C/час)
(4) Выдерживание при температуре 80°C в течение 6 часов.
После приготовления раствора полученного полимера PAN, в котором концентрация полимера составляла 20 мас.%, газообразный аммиак продували до тех пор, пока значение pH не становилось равным 8,5, чтобы ввести аммонийную группу в полимер PAN, нейтрализуя при этом итаконовую кислоту, и в результате этого получали прядильный раствор. Полимер PAN в полученном прядильном растворе имел Mw 400000, Mz 720000, Mz/Mw 1,8 и Mz+1/Mw 3,0, и вязкость прядильного раствора составляла 50 Па·с. В данном PAN не наблюдался компонент A, эквивалентный компоненту A в качестве высокомолекулярного вещества. Прядение осуществляли таким же способом, как в базисном примере 1, за исключением того, что прядильный раствор изменяли на вышеупомянутый и изменяли скорость валков, чтобы в результате этого получить сухую нить. Конечная скорость высушивающего валка в этом случае составляла 50 м/мин. Поскольку PAN, используемый в настоящем изобретении, имел низкую степень полидисперсности, его тягучесть была меньше, чем тягучесть в базисных примерах 1 и 2, поэтому нить не была непрерывно соединена при конечной скорости высушивающего валка, составляющей 140 м/мин. В результате такой PAN оказался неподходящим для высокоскоростного прядения.
Базисный пример 4 (сухие полиакрилонитрильные нити, имеющие различные степени ориентации)
Прядильный раствор получали таким же способом, как в базисном примере 1. Полимер PAN в полученном прядильном растворе имел Mw 480000, Mz 2740000, Mz/Mw 5,7 и Mz+1/Mw 14, и вязкость прядильного раствора составляла 45 Па·с. Компонент A, используемый как высокомолекулярное вещество, имел Mw 3400000, компонент B, используемый как низкомолекулярное вещество, имел Mw 350000.
Полученный прядильный раствор пропускали через фильтр с уровнем фильтрации 10 мкм и затем выпускали из фильеры, имеющей 3000 отверстий и диаметр отверстия 0,19 мм, при температуре 40°C. Прядильный раствор выпускали из фильеры сразу на воздух, и затем он проходил через пространство, составлявшее приблизительно 2 мм. После этого осуществляли прядение способом сухого струйного прядения для введения прядильного раствора в коагуляционную ванну, содержащую водный раствор 20 мас.% диметилсульфоксида при регулируемой температуре 3°C, в результате чего получали набухшую нить. Полученную набухшую нить промывали водой и направляли на стадию первого вытягивания в ванну. Температура ванны составляла 65°C, и коэффициент вытягивания составлял 2,7. Содержащий силиконовое масло на основе модифицированного амином кремнийорганического соединения раствор наносили на нити, направляемые на стадию первого вытягивания, и использовали валок, нагретый до температуры 165°C, чтобы осуществлять сухую термическую обработку в течение 30 секунд, и в результате этого получали сухую нить, где тонина отдельной нити составляла 4,4 дтекс.
Конечную скорость высушивающего валка изменяли до 30 м/мин (базисный пример 4-1), 50 м/мин (базисный пример 4-2) и 140 м/мин (базисный пример 1), чтобы получить имеющие различные степени ориентации сухие полиакрилонитрильные нити. При измерении степени ориентации сухих нитей составляли 82,0%, 82,5% и 84,0%, соответственно.
Конечную скорость высушивающего валка устанавливали на уровне 30 м/мин и коэффициент первого вытягивания в ванне изменяли от 2,7 до 1,9 (базисный пример 4-3) и 4,5 (базисный пример 4-4), чтобы получить имеющие различные степени ориентации сухие полиакрилонитрильные нити. Степени ориентации сухих нитей составляли 79,2% и 84,7%, соответственно.
Конечную скорость высушивающего валка устанавливали на уровне 140 м/мин и коэффициент первого вытягивания в ванне изменяли от 2,7 до 1,9 (4-5) и 4,5 (4-6), чтобы получить имеющие различные степени ориентации сухие полиакрилонитрильные нити. Степени ориентации сухих нитей составляли 81,2% и 86,7%, соответственно.
Базисный пример 5 (измерение скорости нити в процессе вытягивания)
Изготавливали сухое полиакрилонитрильное волокно, изготовленное таким же способом, как в базисном примере 1, за исключением того, что число нитей полиакрилонитрильного волокна составляло 100. После этого изготовленное волокно снова подвергали вытягиванию следующим образом. Гомополиэтилентерефталат, имеющий характеристическую вязкость 0,63, подвергали прядению и затем принимали при скорости 600 м/мин. Полученную нить подвергали вытягиванию на горячих валках с коэффициентом вытягивания 3, когда температура подогревающего горячего валка составляла 90°C и температура второго горячего валка составляла 130°C, и затем принимали, получая в результате полиэтилентерефталатное волокно. После этого полученное таким способом полиэтилентерефталатное волокно снова подвергали вытягиванию следующим образом.
Использовали устройство для вытягивания, содержащее набор горячих валков типа Нельсона с зеркальной поверхностью, включающий по два горячих валка (каждый был оборудован приводным механизмом) в паре. Расстояние между горячими валками составляло 170 см. В случае PAN подогревающий горячий валок имел окружную скорость 100 м/мин при температуре 180°C и второй горячий валок имел окружную скорость 200 м/мин при температуре 180°C. С другой стороны, в случае PET подогревающий горячий валок имел окружную скорость 140 м/мин при температуре 90°C и второй горячий валок имел окружную скорость 196 м/мин при температуре 130°C. Результаты представлены на фиг. 1. Было обнаружено, что график в случае PET показывает резкую шееобразную деформацию вблизи подогревающего горячего валка, в то время как график в случае PAN показывает медленную деформацию от точки отделения нити на подогревающем горячем валке на протяжении приблизительно 30 см во время охлаждения. Скорость нити полиакрилонитрильного волокна измеряли, когда окружная скорость подогревающего горячего валка составляла 12 м/мин, и коэффициент вытягивания составлял 2,0. Однако полиакрилонитрильное волокно достигало коэффициент полноты деформации, равный 100%, в точке, находящейся приблизительно в 6 см от точки отделения нити на подогревающем горячем валке, и тем самым было обнаружено, что деформация при вытягивании завершается при значительно меньшем расстоянии, чем во время высокоскоростного вытягивания.
Базисный пример 6 (измерение температуры нити в процессе вытягивания)
Окружная скорость подогревающего горячего валка составляла 12 м/мин и 100 м/мин, и коэффициент вытягивания составлял 2,0, и полиакрилонитрильное волокно подвергали вытягиванию таким же способом, как в базисном примере 5. В данном случае измеряли изменение температуры нити. Когда точка отделения нити на подогревающем горячем валке находилась на расстоянии 0 см, измерения температуры нити в точках вытягивания на расстояниях 5 см, 10 см, 20 см и 30 см при окружной скорости подогревающего горячего валка 100 м/мин составляли 161°C, 150°C, 136°C и 127°C, соответственно. С другой стороны, измерения температуры нити в точках вытягивания на расстояниях 10 см, 20 см и 30 см при окружной скорости подогревающего горячего валка 12 м/мин составляли 131°C, 97°C и 71°C, соответственно. В результате этого было обнаружено, что охлаждение в зависимости от расстояния происходит медленно при высокоскоростном вытягивании и что уменьшение длины вытягивания обеспечивает осуществление деформации при вытягивании, в то время как поддерживается высокая температура нити. Поскольку температура нити в точке на расстоянии 20 см составляла 136°C при высокоскоростном вытягивании, было также обнаружено, что длина вытягивания 20 см или менее обеспечивает температуру нити 136°C или выше, даже если приемный валок имеет комнатную температуру. Кроме того, поскольку температура нити составляла 127°C в точке на расстоянии 30 см при коэффициенте полноты деформации, равном 100%, понятно, что температура нити согласно настоящему изобретению в процессе вытягивания предпочтительно превышает уровень, составляющий, в частности, 130°C или выше. С другой стороны, поскольку температура нити составляла 97°C в точке на расстоянии 20 см при низкоскоростном вытягивании, предполагается, что сокращенная длина вытягивания вряд ли влияет на деформацию при вытягивании.
Примеры 1-9
Сухую полиакрилонитрильную нить получали согласно базисному примеру 1, и полученную нить как невытянутую нить затем снова подвергали второму вытягиванию. В этом случае использовали устройство для вытягивания, в котором одна пара валков типа Нельсона имела обратное расположение, в котором валки вращались в противоположных направлениях друг относительно друга, как представлено на фиг. 2. После этого температуры подогревающего горячего валка 2-1 и приемного валка 2-2 изменяли, как представлено в таблице 1, а также изменяли расстояние между двумя валками, в результате чего изменялась длина вытягивания. Окружная скорость подогревающего горячего валка составляла 100 м/мин. Максимальную температуру нити определяли как температуру подогревающего горячего валка и минимальную температуру нити определяли путем прямого измерения, когда длина вытягивания составляла 10 см или более. Предполагали, что минимальная температура нити в случае длины вытягивания 3 см была такой же, как температура нити в точке на расстоянии 3 см во время нормального вытягивания на горячих валках.
Сравнения примеров 1-4 показывают, что сокращенная длина вытягивания, т.е. повышенная температура нити, улучшает коэффициент вытягивания. Сравнения примеров 1, 5, 7 и 8 показывают, что температура нити предпочтительно не превышает 240°C с точки зрения подавления взлохмачивания и разрыва нити. Кроме того, данные сравнения показывают, что повышенная температура подогревающего горячего валка улучшает коэффициент вытягивания и что температура подогревающего горячего валка составляет предпочтительно 180°C или выше и 240°C или ниже с точки зрения подавления взлохмачивания и разрыва нити. Аналогичным образом, сравнение примеров 5 и 6 показывает, что температура приемного валка составляет предпочтительно 180°C или ниже. С другой стороны, сравнение примеров 5 и 9 показывает, что температура приемного валка составляет предпочтительно 150°C или выше с точки зрения улучшения коэффициента вытягивания.
Сравнительные примеры 1-3
Вытягивание осуществляли таким же способом, как в примере 1 или примере 6, за исключением того, что длину вытягивания изменяли до 30 см и 80 см, как представлено в таблице 1. Температура нити становилась меньше чем 130°C, и коэффициент вытягивания был низким.

Базисные примеры 7-10
Вытягивание осуществляли таким же способом, как в примере 1 (температура нити составляла от 180 до 170°C и длина вытягивания составляла 3 см), за исключением того, что скорость подогревающего горячего валка составляла 12 м/мин и 30 м/мин (базисные примеры 9 и 10). Возможный коэффициент вытягивания составлял 3,6 (базисный пример 9) в том случае, где скорость подогревающего горячего валка составляла 12 м/мин (при температуре нити от 180 до 167°C), в то время как он составлял 3,1 (базисный пример 10) в том случае, где скорость подогревающего горячего валка составляла 30 м/мин (при температуре нити от 180 до 168°C). Вытягивание осуществляли таким же способом, как в сравнительном примере 2 (температура нити составляла от 180 до 92°C, и длина вытягивания составляла 80 см), за исключением того, что скорость подогревающего горячего валка составляла 12 м/мин и 30 м/мин (базисные примеры 7 и 8). Возможный коэффициент вытягивания составлял 3,6 (базисный пример 7) в том случае, где скорость подогревающего горячего валка составляла 12 м/мин (при температуре нити от 180 до 25°C), в то время как он составлял 3,1 (базисный пример 8) в том случае, где скорость подогревающего горячего валка составляла 30 м/мин (при температуре нити от 180 до 25°C). Кроме того, вытягивание осуществляли таким же способом, как в примере 1 (температура нити составляла от 180 до 170°C и длина вытягивания составляла 3 см), за исключением того, что скорость подогревающего горячего валка составляла 12 м/мин и 30 м/мин (базисные примеры 9 и 10). Возможный коэффициент вытягивания составлял 3,6 (базисный пример 9) в том случае, где скорость подогревающего горячего валка составляла 12 м/мин (при температуре нити от 180 до 167°C), в то время как он составлял 3,1 (базисный пример 10) в том случае, где скорость подогревающего горячего валка составляла 30 м/мин (при температуре нити от 180 до 168°C). По этим результатам не наблюдался эффект улучшения коэффициент вытягивания путем сокращения длины вытягивания.
Примеры 10-13
Сухую нить, изготовленную в базисном примере 1, пропускали в невытянутом состоянии в устройство для вытягивания, представленное на фиг. 6, и затем осуществляли горячее вытягивание. Данное устройство для вытягивания (фиг. 6) содержит 6 наборов горячих валков типа Нельсона, причем каждый набор содержит по два горячих валка в паре, которые вращаются с одинаковой окружной скоростью. Невытянутую нить 6-1 вводили через ненагретые подающие валки 6-2 и подвергали первой стадии вытягивания между первым горячим валком 6-3 и вторым горячим валком 6-4, второй стадии вытягивания между вторым горячим валком 6-4 и третьим горячим валком 6-5, третьей стадии вытягивания между третьим горячим валком 6-5 и четвертым горячим валком 6-6, четвертой стадии вытягивания между четвертым горячим валком 6-6 и пятым горячим валком 6-7 и пятой стадии вытягивания между пятым горячим валком 6-7 и шестым горячим валком 6-8. Вытянутая нить затем поступала через ненагретый холодный валок 6-9. Здесь длина вытягивания на каждой из первой стадии вытягивания, третьей стадии вытягивания и пятой стадии вытягивания составляла 10 см (нижний предел температуры нити составлял 156°C или выше в определенной зоне вытягивания), в то время как длина вытягивания на каждой из второй стадии вытягивания и четвертой стадии вытягивания составляла 100 см (охлаждение до нижнего предела температуры нити, составлявшего 25°C). Первый горячий валок 6-3 и второй горячий валок 6-4 вращались в противоположных направлениях друг относительно друга и занимали обратные положения друг относительно друга наклонно в восходящем и нисходящем направлении. Таким же является взаимное расположение третьего горячего валка 6-5 и четвертого горячего валка 6-6, а также взаимное расположение пятого горячего валка 6-7 и шестого горячего валка 6-8. Кроме того, устройство было спроектировано таким образом, что второй горячий валок 6-4, четвертый горячий валок 6-6 и шестой горячий валок 6-8 сохраняли подвижность в восходящем и нисходящем направлении, в результате чего расстояние между горячими валками можно было увеличивать во время проводки нити и затем автоматически уменьшать после завершения проводки нити. Кроме того, устройство включало регулирование таким образом, что все соотношения окружных скоростей горячих валков составляло 1,05 в состоянии вытягивания при предельно низком коэффициенте вытягивания во время проводка нити, и каждый горячий валок имел заданную окружную скорость после того, как второй горячий валок 6-4, четвертый горячий валок 6-6 и шестой горячий валок 6-8 перемещались в свои заданные положения после завершения проводки нити. Так достигалась сокращенная длина вытягивания без ущерба для возможности получения нити. Каждый горячий валок имел диаметр 40 см и зеркально обработанную поверхность, и нить совершала по шесть оборотов вокруг каждого горячего валка.
Осуществляли высокоскоростное вытягивание, в котором окружная скорость первого горячего валка 6-3 составляла 140 м/мин, и температура каждого горячего валка типа Нельсона, и коэффициент вытягивания на каждой стадии изменяли, как представлено в таблице 2.
В примере 10, прядение при скорости приема, составляющей 830 м/мин, оказалось возможным за счет пяти стадий вытягивания. В примере 11 осуществляли четыре стадии вытягивания, в которых вытянутую нить пропускали через холодный валок 6-9 без прохождения через шестой горячий валок 6-8, и оказалось возможным прядение при скорости приема 688 м/мин. В примере 12 осуществляли три стадии вытягивания, где вытянутую нить пропускали через холодный валок 6-9 без прохождения через пятый горячий валок 6-7 и шестой горячий валок 6-8, и оказалось возможным прядение при скорости приема 706 м/мин. В этом случае, температура второго горячего валка 6-4 была в некоторой степени повышенной, в результате чего взлохмачивание и разрыв нити слегка увеличивались по сравнению с примером 11.
В примере 13 осуществляли пять стадий вытягивания, в то время как пары (в определенной зоне вытягивания), которые составляли первый горячий валок 6-3/второй горячий валок 6-4, третий горячий валок 6-5/четвертый горячий валок 6-6 и пятый горячий валок 6-7/шестой горячий валок 6-8, покрывал изоляционный корпус, оборудованный нагревателем после проводки нити, таким образом, что оказалось возможным прядение при скорости приема 996 м/мин. В данном случае температура окружающей среды в изоляционном корпусе составляла 180°C (в примере 13 нижний предел температуры нити составляла 180°C). Определенную зону вытягивания дополнительно покрывал изоляционный корпус, чтобы препятствовать охлаждению нити, и в результате этого стало возможным дополнительное улучшение коэффициента вытягивания.
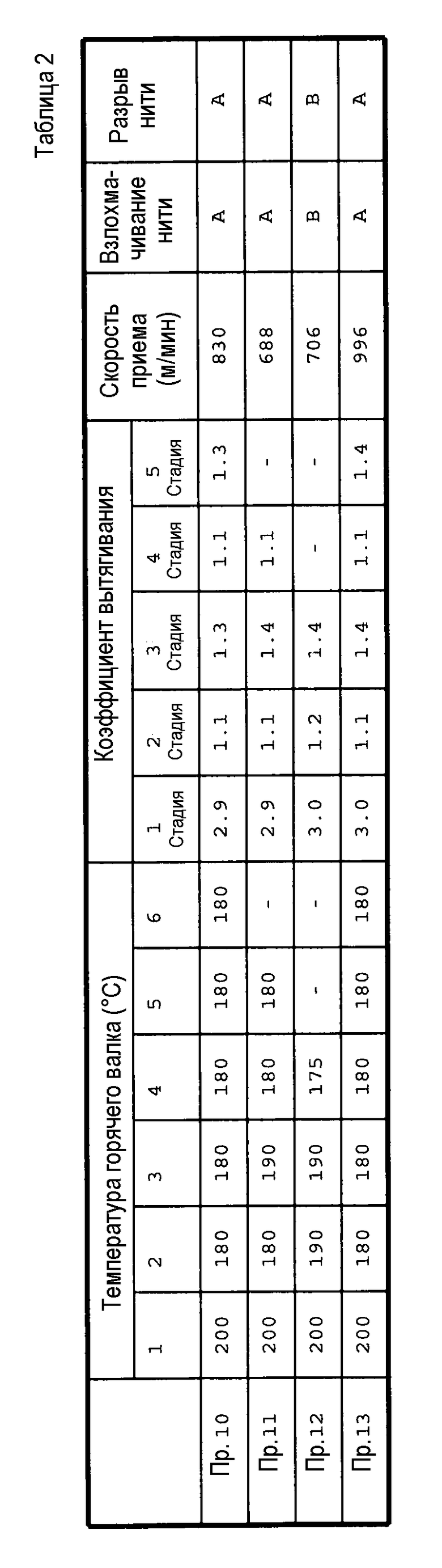
Примеры 14 и 15
Вытягивание осуществляли таким же способом, как в примере 10 за исключением того, что вместо невытянутой нити подавали сухую нить, изготовленную в базисном примере 2 или 3, и что окружную скорость каждого горячего валка изменяли таким образом, чтобы получить коэффициент вытягивания, представленный в таблице 3. В примере 14 нижние пределы температуры нити на первой стадии вытягивания, третьей стадии вытягивания и пятой стадии вытягивания составляли 153°C или выше (определенная зона вытягивания), и нижние пределы температуры нити на второй стадии вытягивания и четвертой стадии вытягивания составляли 25°C.
В примере 15 нижние пределы температуры нити на первой стадии вытягивания, третьей стадии вытягивания и пятой стадии вытягивания составляли 150°C или выше (определенная зона вытягивания), и нижние пределы температуры нити на второй стадии вытягивания и четвертой стадии вытягивания составляли 25°C. Результаты представлены в таблице 3 по сравнению с примером 10. У используемого PAN z-средняя молекулярная масса и степень полидисперсности были меньше в примерах 14 и 15, чем в примере 10, и, таким образом, уменьшалась скорость прядения сухой нити. В результате, скорость приема после вытягивания была также ниже, чем в примере 10.
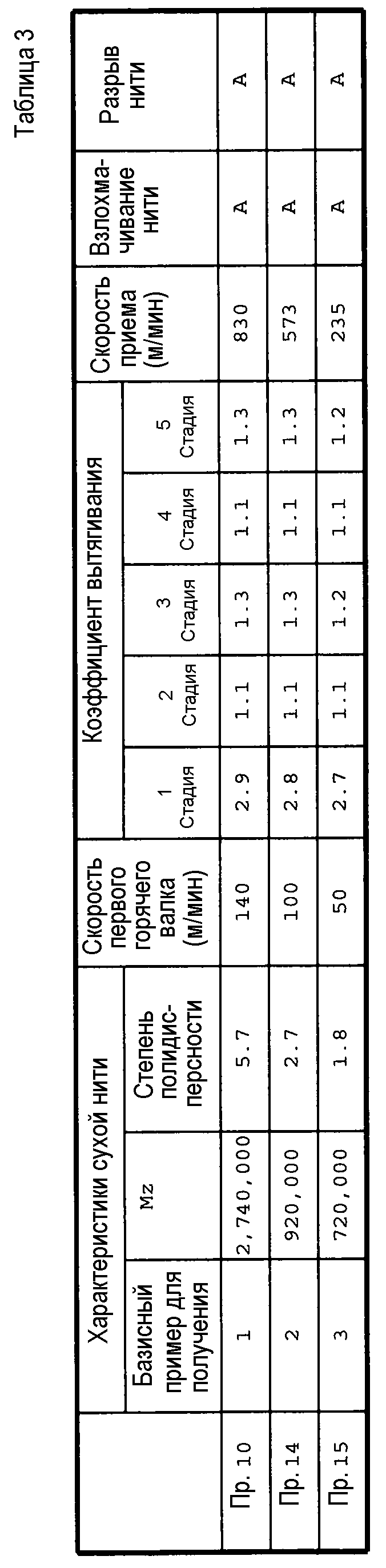
Примеры 16-18
Сухую нить, изготовленную в базисном примере 1, вводили в невытянутом состоянии в устройство для вытягивания, представленное на фиг. 7, и затем осуществляли горячее вытягивание. Невытянутую нить 7-1 пропускали через ненагретый подающий валок 7-2 и нить пропускали через 8 горячих валков (от 7-3 до 7-10), каждый из которых находился на одной стороне, и вытянутую нить затем пропускали через ненагретый холодный валок (7-11). Каждый горячий валок имел диаметр 50 см и зеркально обработанную поверхность, и расстояние контакта между каждым горячим валком и нитью составляло 50% или более от длины окружности горячего валка. После этого вытягивание осуществляли между каждым из горячих валков, и каждая длина вытягивания между первым горячим валком 7-3 и вторым горячим валком 7-4 (первая стадия), между вторым горячим валком 7-4 и третьим горячим валком 7-5 (вторая стадия), между третьим горячим валком 7-5 и четвертым горячим валком 7-6 (третья стадия), между пятым горячим валком 7-7 и шестым горячим валком 7-8 (пятая стадия), между шестым горячим валком 7-8 и седьмым горячим валком 7-9 (шестая стадия) и между седьмым горячим валком 7-9 и восьмым горячим валком 7-10 (седьмая стадия) составляла 10 см. Длина вытягивания между четвертым горячим валком 7-6 и пятым горячим валком 7-7 (четвертая стадия) составляла 2 м. Кроме того, устройство включало регулирование таким образом, что все соотношения окружных скоростей горячих валков составляли 1,05 в состояние вытягивания при предельно низком коэффициенте вытягивания во время проводки нити, и каждый горячий валок имел заданную окружную скорость после завершения проводки нити.
Осуществляли высокоскоростное вытягивание, в котором окружная скорость первого горячего валка 7-3 составляла 140 м/мин, и температуру каждого горячего валка и коэффициент вытягивания на каждой стадии изменяли, как представлено в таблицах 4 и 5. Температуры второго горячего валка 7-4 и третьего горячего валка 7-5 повышали в некоторой степени в примере 17 (нижние пределы температуры нити во время первой-третьей стадий вытягивания и пятой-седьмой стадий вытягивания составляли 153°C), таким образом, что слегка увеличивались взлохмачивание и разрыв нити по сравнению с примером 16 (нижние пределы температуры нити во время первой, второй и третьей стадий вытягивания, а также пятой, шестой и седьмой стадий вытягивания составляли 153°C). В примере 18 после проводки нити подающий валок 6 и четвертый горячий валок 7-6 группировали как один набор и в то же время пятый горячий валок 7-7 и холодный валок 7-11 группировали как один набор. После этого данные наборы покрывали изоляционным корпусом, оборудованным нагревателем, чтобы осуществлять вытягивание, и становилось возможным прядение при скорости приема 1022 м/мин. В данном случае температура окружающей среды в изоляционном корпусе составляла 180°C (нижний предел температуры нити составлял 180°C). Определенную зону вытягивания покрывали изоляционным корпусом, чтобы препятствовать охлаждению нити, и в результате этого становилось возможным дополнительное улучшение коэффициента вытягивания.


Сравнительный пример 4
Принимали сухую нить, изготовленную в базисном примере 1, и затем ее подвергали вытягиванию следующим образом. Имеющий температуру 180°C горячий стержень с диаметром 80 мм и глянцевой поверхностью помещали между подогревающим горячим валком и приемным валком, нить дважды обматывали вокруг горячего стержня и затем подвергали вытягиванию. После этого замасливатель для волокон приклеивался к горячему стержню, в результате чего становились частыми случаи взлохмачивания и разрыва нити. Разрывы нити увеличивались особенно через 2 часа после начала вытягивания, и вытягивание становилось невозможным через 4 часа. В этом случае подогревающий горячий валок имел температуру 180°C и окружную скорость 100 м/мин, а приемный валок имел температуру 180°C и окружную скорость 230 м/мин.
Пример 19
Полиакрилонитрильное волокно, полученное в примере 10, подвергали окислительной обработке в течение 90 минут на воздухе при температуре в интервале от 240 до 260°C, применяя при этом натяжение с коэффициентом вытягивания 1,0, чтобы в результате получить окисленное волокно. После этого полученное окисленное волокно подвергали предварительной карбонизации в атмосфере азота при температуре в интервале от 300 до 700°C, применяя при этом натяжение с коэффициентом вытягивания 1,0, чтобы в результате получить предварительно карбонизованное волокно. Кроме того, полученное предварительно карбонизованное волокно подвергали карбонизационной обработке в атмосфере азота при максимальной температуре 1300°C, применяя при этом натяжение с коэффициентом вытягивания 0,95, чтобы в результате получить углеродное волокно. Полученное углеродное волокно проявляло хорошие механические свойства, в том числе прочность нити 5,3 ГПа и модуль упругости нити 240 ГПа.
Пример 20
Углеродное волокно получали таким же способом, как в примере 19, за исключением того, что коэффициент вытягивания составлял 0,96, и механическое напряжение составляло 8,0 мН/дтекс при карбонизационной обработке. Таким образом, получали углеродное волокно, проявляющее хорошие механические свойства, в том числе прочность нити 5,5 ГПа и модуль упругости нити 250 ГПа.
Пример 21
Углеродное волокно, полученное в примере 20, дополнительно подвергали второй стадии карбонизации в атмосфере азота при максимальной температуре 1500°C при механическом напряжении 8,0 мН/дтекс. Полученное углеродное волокно имело прочность нити 5,8 ГПа и модуль упругости нити 270 ГПа.
Пример 22
В примере 21 вторую стадию карбонизации осуществляли в атмосфере азота при максимальной температуре 1950°C и далее осуществляли третью стадию карбонизации с коэффициентом вытягивания 1,01 в атмосфере азота при максимальной температуре 2050°C. Полученное углеродное волокно имело прочность нити 5,0 ГПа и модуль упругости нити 320 ГПа.
Пример 23
Используя полиакрилонитрильное волокно, полученное в примере 14, окислительную обработку, предварительную карбонизационную обработку и последующую карбонизационную обработку осуществляли таким же способом, как в примере 19. Полученное углеродное волокно имело хорошие механические свойства, в том числе прочность нити 5,0 ГПа и модуль упругости нити 240 ГПа.
Пример 24
Используя полиакрилонитрильное волокно, полученное в примере 15, окислительную обработку, предварительную карбонизационную обработку и последующую карбонизационную обработку осуществляли таким же способом, как в примере 19. Полученное углеродное волокно имело хорошие механические свойства, в том числе прочность нити 5,1 ГПа и модуль упругости нити 240 ГПа.
Базисный пример 11
Сополимеризованное полиакрилонитрильное волокно, имеющее тонину отдельной нити 1 дтекс, получали таким же способом, как в примере 10, за исключением того, что использовали сополимеризованный полиакрилонитрил, предназначенный для ткани, который содержал 94 мас.% компонента на основе акрилонитрила, 5 мас.% компонента на основе метилакрилата и 1 мас.% компонента на основе металлилсульфоната натрия, как описано в японской выложенной патентной публикации № 2007-126794. Полученное сополимеризованное полиакрилонитрильное волокно обрабатывали путем окисления, предварительной карбонизации и последующей карбонизации таким же способом, как в примере 19. Механические свойства полученного углеродного волокна включали прочность нити 3,8 ГПа и модуль упругости нити 150 ГПа.
Пример 25
Сухую нить, изготовленную в базисном примере 1, вводили в невытянутом состоянии в устройство для вытягивания, представленное на фиг. 5, и затем осуществляли горячее вытягивание. Данное устройство для вытягивания содержало 4 набора горячих валков типа Нельсона, причем каждый набор включал два горячих валка в паре, которые вращались с одинаковой окружной скоростью. Невытянутую нить 5-1 подавали через ненагретые подающие валки 5-2 и подвергали трем стадиям вытягивания. Вытянутую нить затем пропускали через ненагретый холодный валок 5-7. Каждый горячий валок вращался в одинаковом направлении, и все длины вытягивания между горячими валками составляли по 50 см. Кроме того, данные 4 набора горячих валков покрывали изоляционный корпус 5-8, оборудованный нагревателем после проводки нити, и температура окружающей среды в изоляционном корпусе составляла 160°C (нижний предел температуры нити составлял 160°C). Кроме того, вытянутую нить затем принимали со скоростью 686 м/мин, и в это время температура всех четырех наборов горячих валков составляла 180°C, окружная скорость первого горячего валка, который представлял собой подогревающий горячий валок, составляла 140 м/мин, коэффициент вытягивания на первой стадии вытягивания составлял 2,5, и коэффициенты вытягивания на второй и третьей стадиях составляли 1,4. Взлохмачивание и разрыв нити имели оценки A.
Примеры 26-34 и сравнительные примеры 5-14
Сухую полиакрилонитрильную нить получали согласно базисному примеру 1 и затем подавали как невытянутую нить в устройство, представленное на фиг. 3, чтобы тем самым осуществлять второе вытягивание. Окружную скорость, температуру, расстояние между горячим валком и горячей плитой и длину горячей плиты подогревающего горячего валка 3-3, горячей плиты 3-4 и приемного валка 3-6 изменяли, как представлено в таблице 6. Здесь расстояние между горячим валком и горячей плитой представляет собой расстояние от точки отделения нити на подогревающем горячем валке 3-3 до начальной точки контакта между горячей плитой 3-4 и нитью. Скорость нити измеряли в каждой точке в процессе вытягивания, и время пребывания нити на горячей плите оценивали в зависимости от времени. Вытягиваемость оценивали по критическому коэффициенту вытягивания и результаты представлены в таблице 6. Взаимосвязь расстояния между горячим валком и горячей плитой и критического коэффициента вытягивания для каждого из примеров 26-29 и сравнительных примеров 5-7 и 11-13 представлена в виде графика и показана на фиг. 4. Скорость на фиг. 4 представляет собой окружную скорость подогревающего горячего валка. Следует отметить, что в сравнительных примерах 5, 10 и 14 осуществляли нормальное вытягивание на горячих валках без использования горячей плиты.
Когда скорость подогревающего горячего валка составляла 100 м/мин, эффект улучшения критического коэффициента вытягивания был более значительным в примерах 26-28, в которых расстояние между горячим валком и горячей плитой составляло 30 см, и менее значительным, чем в сравнительных примерах 6 и 7, в которых расстояние между горячим валком и горячей плитой составляло более чем 30 см, таким образом, увеличивался эффект улучшения производительности. Сравнения примеров 29-32 показывают, что чем больше длина горячей плиты, тем больше эффект улучшения критического коэффициента вытягивания. Кроме того, поскольку температура подогревающего горячего валка и температура горячей плиты были высокими в примере 33, и, наоборот, эти температуры были низкими в примере 34, эффект улучшения критического коэффициента вытягивания в данных примерах был меньше, чем в примере 26. В сравнительных примерах 8-14, в которых была низкой скорость подогревающего горячего валка, скорость приема становилась низкой, что не позволяло повышать производительность. Кроме того, согласно результатам сравнительных примеров 8-14 использование горячей плиты может в большей степени улучшать критический коэффициент вытягивания, чем в случае отсутствия горячей плиты, но дополнительное улучшение критического коэффициента вытягивания не наблюдалось при сокращении расстояния между горячим валком и горячей плитой. Эти результаты показывают, что эффект, полученный путем сокращения расстояния между горячим валком и горячей плитой согласно настоящему изобретению, является специфическим для высокоскоростного вытягивания.
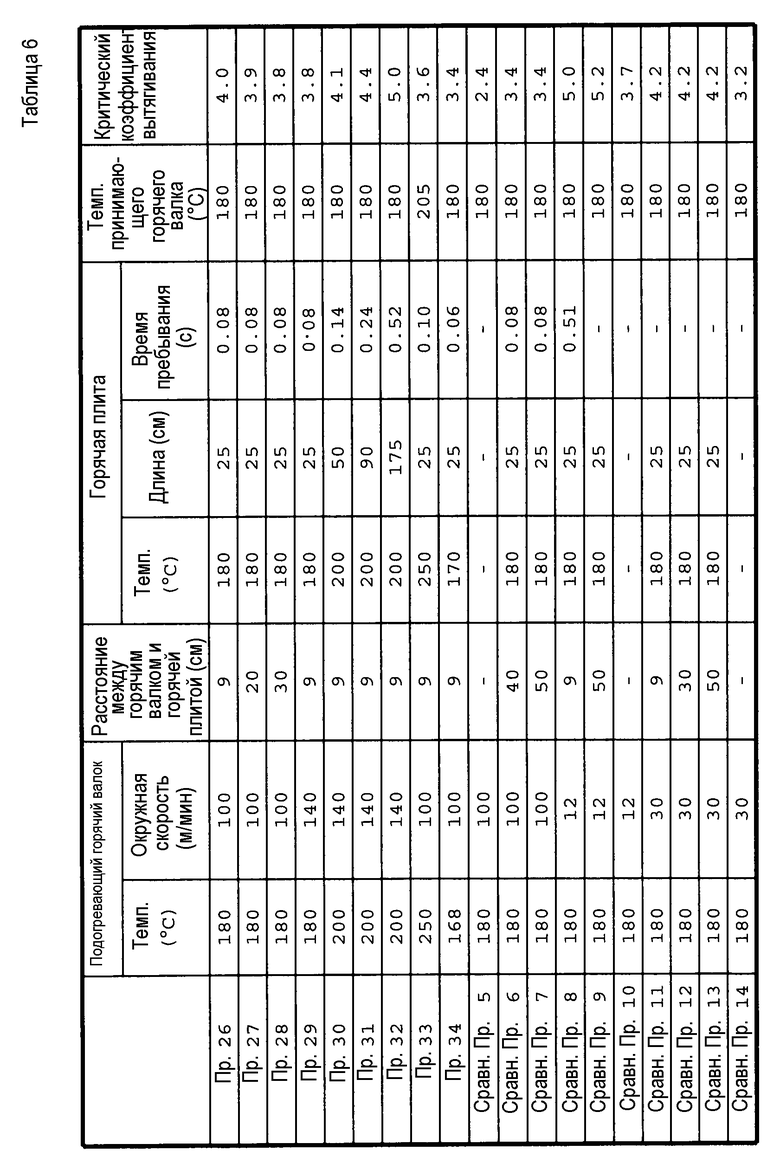
Пример 35
Сухую полиакрилонитрильную нить, полученную согласно базисному примеру 1, затем снова подвергали трем стадиям горячего вытягивания, используя подогревающий HR-HPL-HR-HPL-HR-HPL-HR в устройстве, представленном на фиг. 8. В данном случае длина первой, второй и третьей горячих плит составляла 50 см, 25 см и 25 см, соответственно, и их температура составляла 200°C, 180°C и 180°C, соответственно. Каждое расстояние между горячим валком и горячей плитой составляло 9 см. Здесь расстояние между горячим валком и горячей плитой представляет собой расстояние от точки отделения нити на горячем валке до начальной точки контакта между горячей плитой и нитью. Температура первого, второго, третьего и четвертого горячего валка составляла, соответственно, 200°C, 180°C, 180°C и 180°C. Окружная скорость первого горячего валка 8-3 составляла 140 м/мин. Кроме того, коэффициенты вытягивания между первым горячим валком 8-3 и вторым горячим валком 8-5 (первая стадия вытягивания), между вторым горячим валком 8-5 и третьим горячим валком 8-7 (вторая стадия вытягивания) и между третьим горячим валком 8-7 и четвертым горячим валком 8-9 (третья стадия вытягивания) составляли 3,6, 1,3 и 1,3, соответственно. Сухую полиакрилонитрильную нить принимали при скорости приема 852 м/мин. При смене принимаемой нити каждую горячую плиту заменяли, чтобы предотвратить осаждение загрязнений на горячей плите. Таким образом, одновременно достигалось улучшение производительности и подавление взлохмачивания и разрыва нити.
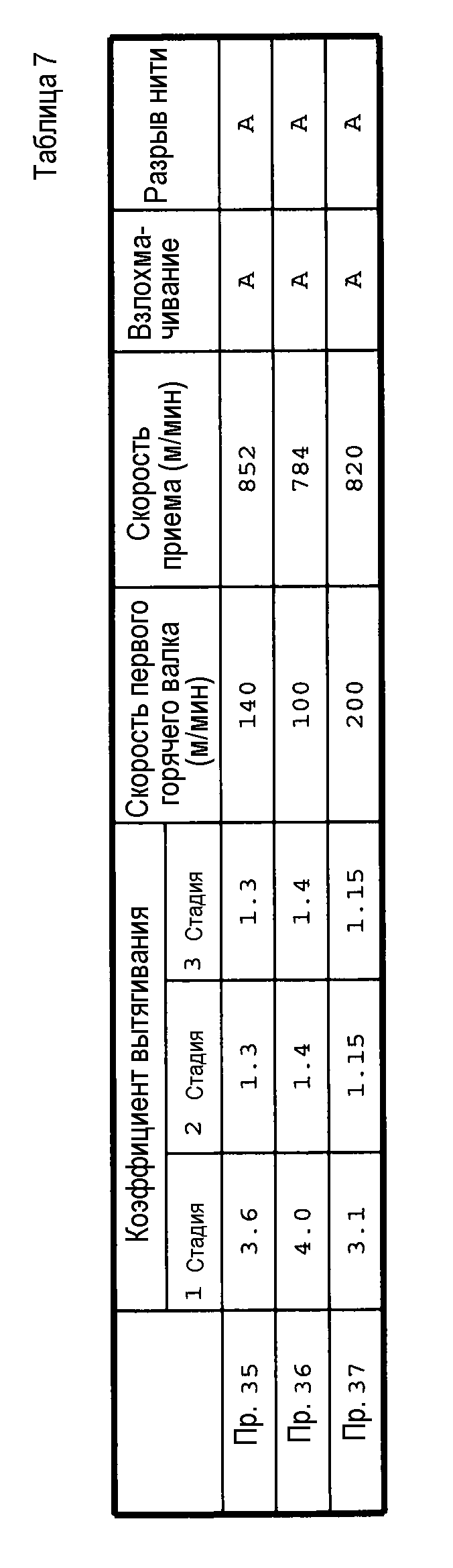
Примеры 36 и 37
Вытягивание осуществляли таким же способом, как в примере 35, за исключением того, что окружную скорость и коэффициент вытягивания первого горячего валка 8-3 изменяли, как представлено в таблице 7. Данные изменения позволяли одновременно обеспечивать улучшение производительности и подавление взлохмачивания и разрыва нити.
Примеры 38 и 39 и базисный пример 12
Горячее вытягивание осуществляли таким же способом, как в примере 35, за исключением того, что сухую нить, изготовленную в каждом из базисных примеров 1-3, подавали в невытянутом состоянии в устройство для вытягивания, представленное на фиг. 8, и окружную скорость и коэффициент вытягивания первого горячего валка 8-3 изменяли, как представлено в таблице 8. Таким образом, было обнаружено, что чем больше степень полидисперсности и z-средняя молекулярная масса полимера PAN, тем более высокую скорость приема можно обеспечивать, что представляет собой преимущество для улучшения производительности.
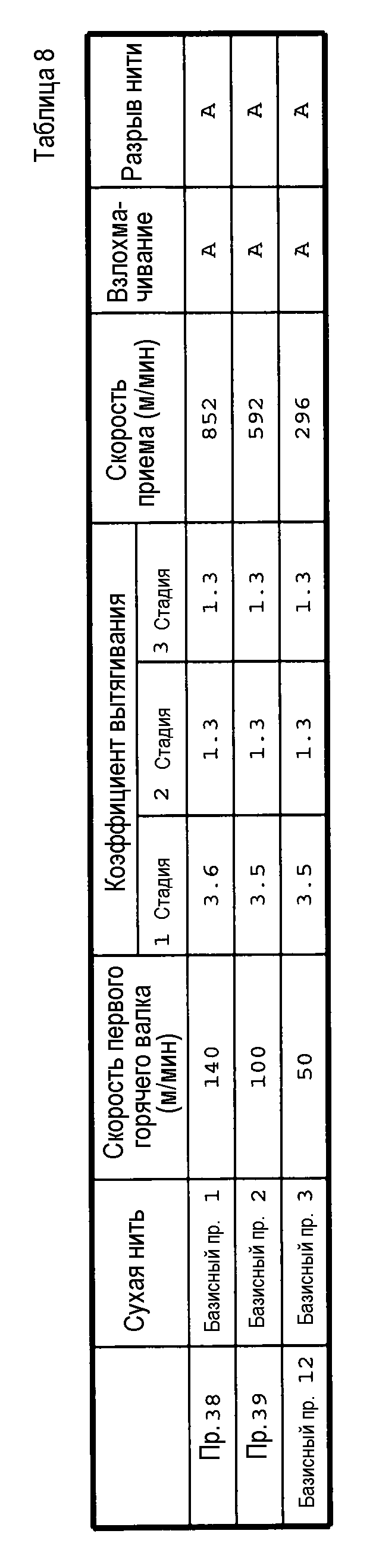
Пример 40
Полиакрилонитрильное волокно, полученное в примере 38, подвергали окислительной обработке в течение 90 минут на воздухе при температуре в интервале от 240 до 260°C, применяя при этом натяжение с коэффициентом вытягивания 1,0, чтобы в результате получить окисленное волокно. После этого полученное окисленное волокно подвергали предварительной карбонизации в атмосфере азота при температуре в интервале от 300 до 700°C, применяя при этом натяжение с коэффициентом вытягивания 1,0, чтобы в результате получить предварительно карбонизованное волокно. Кроме того, полученное предварительно карбонизованное волокно подвергали карбонизационной обработке в атмосфере азота при максимальной температуре 1300°C, применяя при этом натяжение с коэффициентом вытягивания 0,95, чтобы в результате получить углеродное волокно. Полученное углеродное волокно проявляло хорошие механические свойства, в том числе прочность нити 5,3 ГПа и модуль упругости нити 240 ГПа.
Пример 41
При карбонизационной обработке углеродное волокно получали таким же способом, как в примере 40 за исключением того, что коэффициент вытягивания составлял 0,96, и механическое напряжение составляло 8,0 мН/дтекс. Таким образом, получали углеродное волокно, проявляющее хорошие механические свойства, в том числе прочность нити 5,5 ГПа и модуль упругости нити 250 ГПа.
Пример 42
Углеродное волокно, полученное в примере 41, дополнительно подвергали второй стадии карбонизационной обработке в атмосфере азота при максимальной температуре 1500°C, используя механическое напряжение 8,0 мН/дтекс. Полученное углеродное волокно имело прочность нити 5,8 ГПа и модуль упругости нити 270 ГПа.
Пример 43
В примере 42 вторую стадию карбонизационной обработки осуществляли в атмосфере азота при максимальной температуре 1950°C и затем третью стадию карбонизационной обработки осуществляли в атмосфере азота при максимальной температуре 2050°C с коэффициентом вытягивания 1,01. Полученное углеродное волокно имело прочность нити 5,0 ГПа и модуль упругости нити 320 ГПа.
Пример 44
Используя полиакрилонитрильное волокно, полученное в примере 39, окислительную обработку, предварительную карбонизационную обработку и последующую карбонизационную обработку осуществляли таким же способом, как в примере 41. Полученное углеродное волокно имело хорошие механические свойства, в том числе прочность нити 5,0 ГПа и модуль упругости нити 240 ГПа.
Пример 45
Используя полиакрилонитрильное волокно, полученное в базисном примере 12, окислительную обработку, предварительную карбонизационную обработку и последующую карбонизационную обработку осуществляли таким же способом, как в примере 40. Полученное углеродное волокно имело хорошие механические свойства, в том числе прочность нити 5,1 ГПа и модуль упругости нити 240 ГПа.
Базисный пример 13
Сополимеризованный PAN, используемый для ткани, который содержал 94 мас.% компонента на основе акрилонитрила, 5 мас.% компонента на основе метилакрилата и 1 мас.% компонента на основе металлилсульфоната натрия, который описан в японской выложенной патентной публикации № 2007-126794, подвергали прядению и вытягиванию таким же способом, как в примере 35, чтобы получить сополимеризованное полиакрилонитрильное волокно, имеющее тонину отдельной нити 1 дтекс. Полученное сополимеризованное полиакрилонитрильное волокно подвергали окислительной обработке, предварительной карбонизационной обработке и последующей карбонизационной обработке таким же способом, как в примере 40. Механические свойства полученного углеродного волокна включали прочность нити 3,8 ГПа и модуль упругости нити 150 ГПа.
Примеры 46-51
Сухую полиакрилонитрильную нить, полученную согласно базисному примеру 4, вводили как невытянутую нить в устройство, представленное на фиг. 2, чтобы в результате этого осуществлять второе вытягивание. Осуществляли такие же процедуры, как в примере 1, за исключением того, что коэффициент вытягивания изменяли таким образом, как представлено в таблице 9. Результаты примеров 46-51 показывают, что меньшая степень ориентации является предпочтительной с точки зрения одновременного достижения улучшенного коэффициента вытягивания и подавления взлохмачивания и разрыва нити.

Примеры 52-57
Сухую полиакрилонитрильную нить, полученную согласно базисному примеру 4, вводили как невытянутую нить в устройство, представленное на фиг. 3, чтобы в результате этого осуществлять второе вытягивание. Осуществляли такие же процедуры, как в примере 26, за исключением того, что коэффициент вытягивания изменяли таким образом, как представлено в таблице 10. Результаты примеров 52-57 показывают, что меньшая степень ориентации является предпочтительной с точки зрения одновременно достижения улучшенного коэффициента вытягивания и подавления взлохмачивания и разрыва нити.
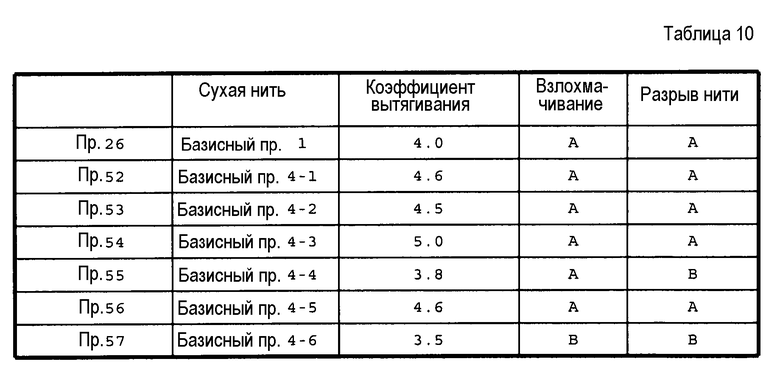
Промышленная применимость
При использовании способа получения полиакрилонитрильного волокна согласно настоящему изобретению, даже если осуществляют горячее вытягивание в процессе второго вытягивания, полиакрилонитрильное волокно можно получать без образования взлохмачивания или разрыва нити и при достаточном коэффициенте вытягивания. Это позволяет увеличивать скорость прядения полиакрилонитрильного волокна таким образом, что повышается скорость производства полиакрилонитрильного волокна, которое является предшественником углеродного волокна, что может способствовать снижению себестоимости углеродного волокна.
Список условных обозначений
2-1: подогревающий валок (первый горячий валок)
2-2: приемный валок
2-3: невытянутая нить
2-4: длина вытягивания
3-1: невытянутая нить
3-2: подающий валок
3-3: подогревающий валок
3-4: горячая плита
3-5: расстояние между горячим валком и горячей плитой
3-6: приемный валок
3-7: холодный валок
5-1: невытянутая нить
5-2: подающий валок
5-3: первый горячий валок
5-4: второй горячий валок
5-5: третий горячий валок
5-6: четвертый горячий валок
5-7: холодный валок
5-8: изоляционный корпус
6-1: невытянутая нить
6-2: подающий валок
6-3: первый горячий валок
6-4: второй горячий валок
6-5: третий горячий валок
6-6: четвертый горячий валок
6-7: пятый горячий валок
6-8: шестой горячий валок
6-9: холодный валок
7-1: невытянутая нить
7-2: подающий валок
7-3: первый горячий валок
7-4: второй горячий валок
7-5: третий горячий валок
7-6: четвертый горячий валок
7-7: пятый горячий валок
7-8: шестой горячий валок
7-9: седьмой горячий валок
7-10: восьмой горячий валок
7-11: холодный валок
8-1: невытянутая нить
8-2: подающий валок
8-3: первый горячий валок
8-4: первая горячая плита
8-5: второй горячий валок
8-6: вторая горячая плита
8-7: третий горячий валок
8-8: третья горячая плита
8-9: четвертый горячий валок
8-10: холодный валок
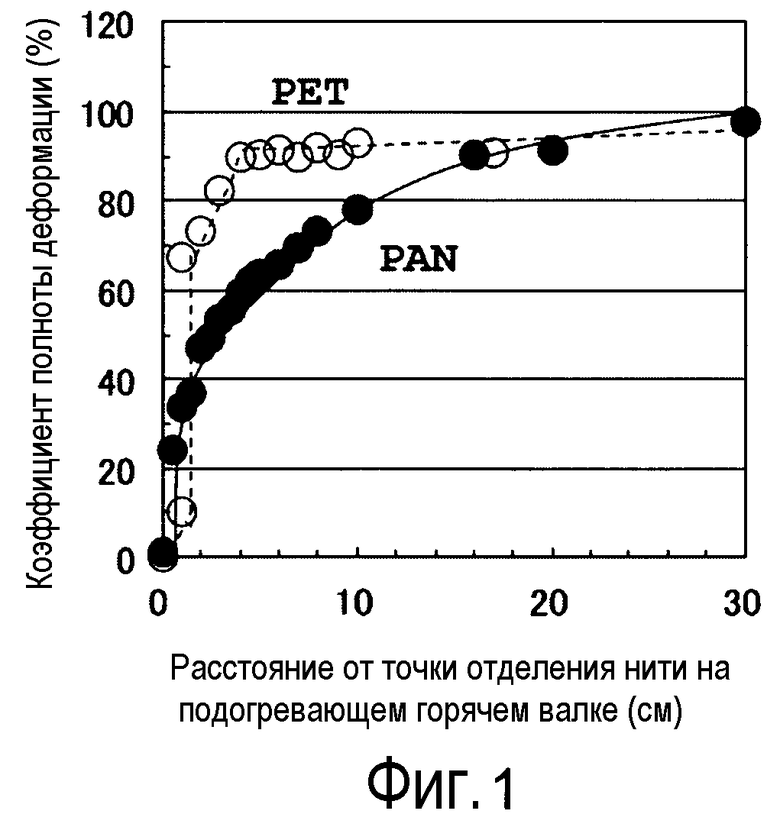
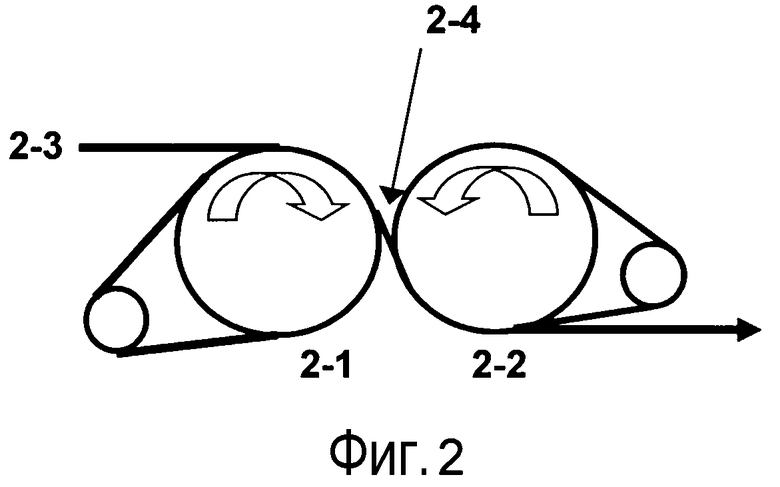
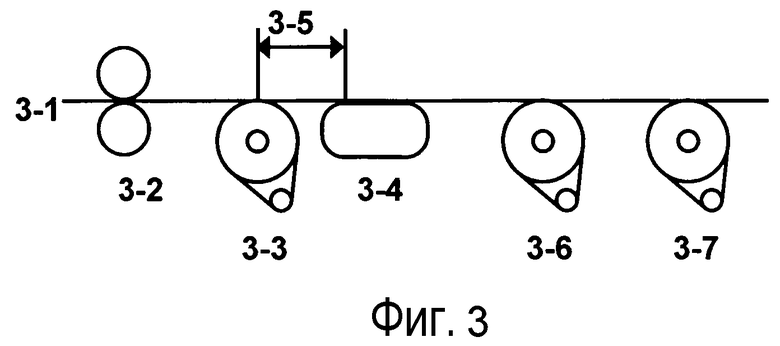
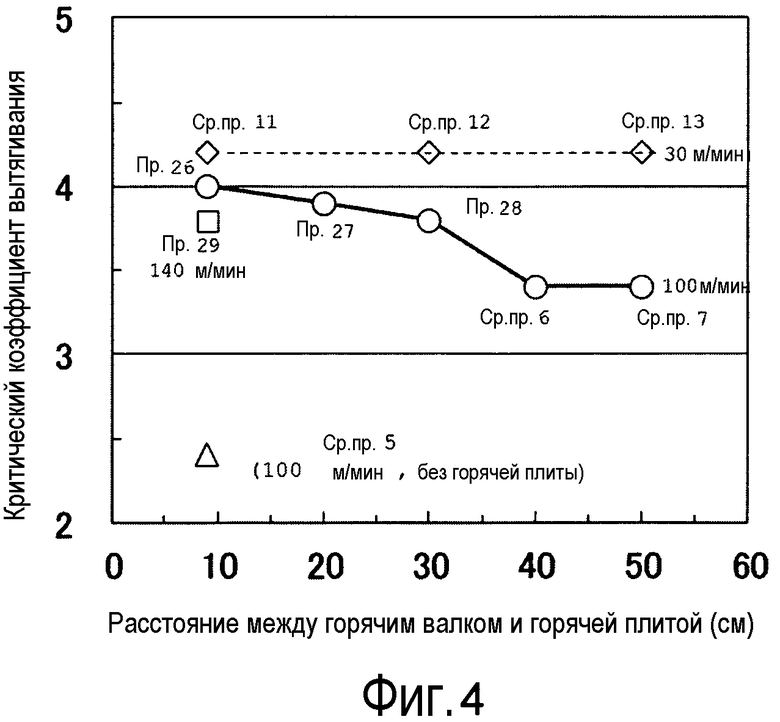
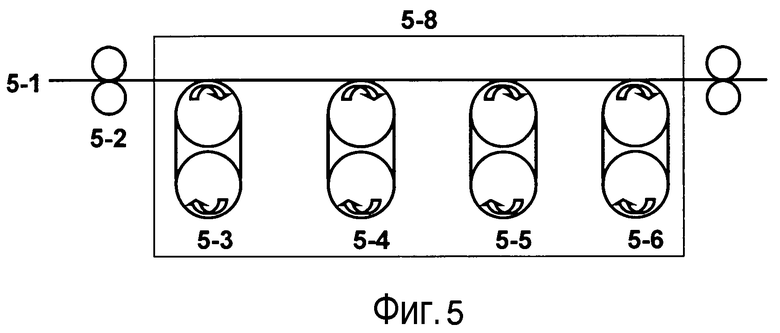
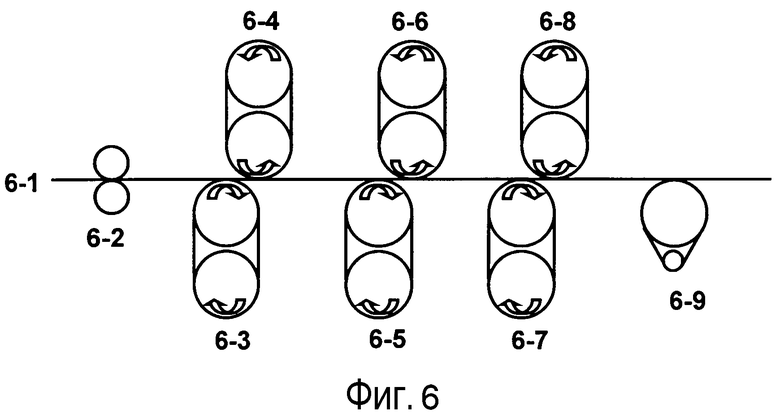

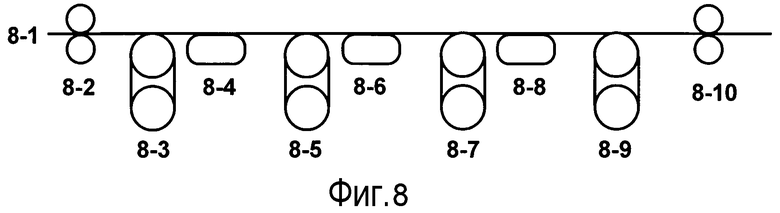
Изобретение относится к технологии получения полиакрилонитрильных волокон, предназначенных для производства углеродных волокон, а также к производству углеродных волокон. Способ включает процесс прядения, первое вытягивание, высушивание, второе вытягивание. Второе вытягивание включает любой процесс из (a)-(c): (a) вытягивание на воздухе, где температура нити от точки отделения ее на горячем валке до точки первого контакта на последующем валке составляет 130°C или выше, (b) вытягивание, где расстояние от точки отделения нити на горячем валке до точки первого контакта ее на последующем валке составляет 20 см или менее, (c) вытягивание в зоне вытягивания горячей плиты, где горячая плита расположена между двумя валками, один из которых - подогревающий валок, установленный перед зоной вытягивания горячей плиты, а горячая плита расположена так, что начальная точка контакта между горячей плитой и нитью находится на расстоянии 30 см или менее от точки отделения нити на подогревающем валке, и окружная скорость подогревающего валка составляет 100 м/мин или более.
2 н. и 8 з.п. ф-лы, 8 ил., 10 табл., 57 пр.
1. Способ получения полиакрилонитрильного волокна, включающий процесс прядения, в котором подвергают прядению прядильный раствор, содержащий полиакрилонитрил; процесс первого вытягивания; процесс высушивания; и процесс второго вытягивания, которые происходят в данном порядке процессов, причем способ включает, в качестве процесса второго вытягивания, любой из следующих процессов горячего вытягивания (a)-(c):
(a) процесс осуществления, в качестве второго вытягивания, горячего вытягивания множеством валков, по меньшей мере, один из которых представляет собой горячий валок, на воздухе, причем температура нити от точки отделения нити на горячем валке до точки первого контакта нити на последующем валке составляет 130°C или выше;
(b) процесс осуществления, в качестве второго вытягивания, горячего вытягивания множеством валков, по меньшей мере, один из которых представляет собой горячий валок, причем расстояние от точки отделения нити на горячем валке до точки первого контакта нити на последующем валке составляет 20 см или менее; и
(c) процесс осуществления второго вытягивания в зоне вытягивания горячей плиты, где горячая плита расположена между двумя валками, один из которых представляет собой подогревающий валок, установленный перед зоной вытягивания горячей плиты, причем горячая плита расположена таким образом, что начальная точка контакта между горячей плитой и нитью находится на расстоянии 30 см или менее от точки отделения нити на
подогревающем валке, и окружная скорость подогревающего валка составляет 100 м/мин или более.
2. Способ получения полиакрилонитрильного волокна по п.1, в котором полиакрилонитрильное волокно, подвергнутое любому из процессов горячего вытягивания (a)-(c), имеет степень ориентации от 60 до 85%, определенную методом широкоугольной дифракции рентгеновских лучей.
3. Способ получения полиакрилонитрильного волокна по п.1 или 2, в котором в процессе горячего вытягивания (a) расстояние от точки отделения нити на подогревающем валке до точки первого контакта нити на последующем валке составляет 20 см или менее.
4. Способ получения полиакрилонитрильного волокна по п.1 или 2, в котором в процессе горячего вытягивания (a) или (b) температура подогревающего валка, установленного перед множеством горячих валков, составляет 160°C или выше.
5. Способ получения полиакрилонитрильного волокна по п.1 или 2, в котором в процессе горячего вытягивания (a) или (b) окружная скорость подогревающего горячего валка составляет 100 м/мин или более.
6. Способ получения полиакрилонитрильного волокна по п.1 или 2, в котором коэффициент вытягивания в процессе горячего вытягивания составляет 1,5 или более.
7. Способ получения полиакрилонитрильного волокна по п.1 или 2, в котором область, где осуществляют любой из процессов горячего вытягивания (a)-(c), заключена в теплоизолирующее устройство, способное осуществлять нагревание или поддерживать постоянную температуру.
8. Способ получения полиакрилонитрильного волокна по п.1 или 2, в котором полученный из акрилонитрильного мономера компонент в полиакрилонитриле составляет 95 мас.% или более.
9. Способ получения полиакрилонитрильного волокна по п.1 или 2, в котором у полиакрилонитрила z-средняя молекулярная масса, измеренная методом гельпроникающей хроматографии, составляет от 800000 до 6000000, и степень полидисперсности составляет от 2,5 до 10.
10. Способ получения углеродного волокна, включающий процесс последующей карбонизации полиакрилонитрильного волокна, полученного способом по любому из пп.1-9.
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ получения углеродного волокнистого материала | 1992 |
|
RU2001167C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОМОДУЛЬНОГО УГЛЕРОДНОГО ВОЛОКНА | 2008 |
|
RU2372423C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАКРИЛОНИТРИЛЬНЫХ ЖГУТОВ, ПРИГОДНЫХ ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ УГЛЕРОДНЫХ ВОЛОКОН | 1993 |
|
RU2093619C1 |

