Область техники, к которой относится изобретение
Изобретение относится к устройству для активного слежения за специфическими данными установки или ее компонентов в металлургической установке, в частности, к применению такого устройства в электросталеплавильном или конвертерном сталеплавильном цехе, отделении вторичной металлургии или на литейной установке, в установках для транспортировки жидкой стали или печных установках, в установках горячей и холодной прокатки или же в установках обработки полосы.
Уровень техники
Металлургические установки, такие как, например, интегрированные металлургические заводы или сталелитейные мини-заводы, состоят из множества установок, которые в совокупности имеют целью создание высококачественного продукта с возможно более высоким использованием установок. В установках каждого типа общей системы имеются в свою очередь конструктивные группы, состоящие из подгрупп и отдельных компонентов. При этом в качестве примера можно назвать установку непрерывной разливки металла, которая состоит из металлонакопителя для жидкой стали, промежуточного разливочного устройства, различных стопорных штанг и погружных стаканов, по меньшей мере одного кристаллизатора, а также расположенной под соответствующим кристаллизатором роликовой проводки с соответствующей группой охлаждения.
По причинам экономии материала, обеспечения качества и технического обслуживания необходимо для всех компонентов каждой конструктивной подгруппы или группы или всей системы регулярно и длительное время выполнять измерение всех их специфических данных, таких как, например, их геометрия, их физические, механические и химические свойства, объем их функций или способность к работе, или же историческая и текущая информация об использовании, такая как, например, длительность использования, локализация во времени, совокупная нагрузка и состояние износа.
Однако такое измерение данных и отслеживание, а также обработка данных требует много времени, связано с большими затратами, а также подвержено погрешностями. Поэтому уже давно имеется необходимость максимальной автоматизации указанных выше функций.
Задача изобретения
Поэтому задачей изобретения является создание устройства для активного слежения за специфическими данными установок или их компонентов металлургической установки, которое имеет по сравнению с уровнем техники меньшую подверженность сбоям и требует меньших затрат труда.
Эта задача решена, согласно изобретению, с помощью устройства, содержащего признаки пункта 1 формулы изобретения, металлургической установки, содержащей признаки пункта 12 формулы изобретения, а также применения, согласно изобретению, такого устройства в соответствии с пунктом 13 формулы изобретения. Предпочтительные варианты выполнения изобретения заданы в зависимых пунктах формулы изобретения.
Сущность изобретения
Согласно изобретению, каждый компонент металлургической установки постоянно соединен с выполненным с возможностью записи и считывания носителем информации для специфических данных, при этом предусмотрена возможность периодического и/или в зависимости от задания изменения этих специфических данных.
При этом предпочтительно осуществляется активное слежение за свойствами всей установки, отдельных установок, соответственно, отдельных компонентов установок в сталеплавильной промышленности с использованием беспроводной передачи информации (RFID - радиочастотной идентификации), например, посредством передачи сигналов в микроволновом диапазоне. За счет этого обеспечивается возможность предпочтительно полностью автоматического считывания и/или обработки специфических данных и передачи их в центральные массивы данных и/или блоки управления процессами.
Согласно изобретению, общая система металлургической установки и система для слежения за свойствами имеет древовидную структуру, включающую в себя конструктивные группы, эти конструктивные группы, в свою очередь, состоят из подгрупп, которые, в свою очередь, из отдельных компонентов. Согласно изобретению, как отдельные компоненты, так и конструктивные группы соединены неподвижно с выполненными с возможностью записи и считывания носителями информации, в частности, чипами RFID. Имеющаяся на носителе информации информация является, например, сигналами опознавания компонентов, а также содержит историю свойств отдельного компонента, соответственно, конструктивной группы, при этом эта информация может создаваться или испрашиваться в физически различных местах. При этом сведение вместе и/или отнесение нескольких компонентов к блоку более высокого уровня предпочтительно выполняется модульно, чтобы за счет этого обеспечивать экономию материала и уменьшать расходы на эксплуатацию и техническое обслуживание установки.
Как вся система, так и отдельные группы, подгруппы и компоненты установки подвергаются в металлургических установках воздействию окружающих условий, а также рабочих процессов, которые обычно приводят к тому, что свойства отдельных элементов общей системы или самой системы изменяются во времени, а также в зависимости от использования.
При этом лишь в качестве примера можно назвать обычный износ установки или расход материала. Однако при планировании потребности в материале и управления процессами эти изменения свойств являются характеристиками, имеющими наибольшее значение, с целью обеспечения надежной работы всей системы без нежелательных простоев и остающегося постоянным качества изделия.
Согласно изобретению, состояние системы, то есть всей системы, групп, подгрупп и отдельных компонентов, относительно их состава и их свойств постоянно записывается на месте в носитель информации и может считываться с него в любое время. Для этого записывающие, соответственно, считывающие блоки могут быть также выполнены при подвижных компонентах установки неподвижными, или при неподвижных компонентах установки - также мобильными.
За счет возможности связи носителя информации с записывающим, соответственно, считывающим блоком, можно специфические данные или другую информацию заносить в носитель информации, а также по меньшей мере частично передавать в центральный накопитель данных. В частности, в случае применения центрального накопителя данных можно при этом ограничивать емкость носителя информации необходимым минимумом.
Как центральный накопитель данных, так и центральный блок управления процессами предпочтительно соединены с блоками управления подачи материала и/или поставки запасных частей и/или планирования производства и/или хозяйства технического обслуживания, с целью повышения за счет этого степени автоматизации установки или по меньшей мере ее частей.
В одном предпочтительном варианте выполнения изобретения носитель информации является блоком RFID, который выполнен с возможностью по меньшей мере одноразовой записи и считывания. Такая возможность записи и считывания должна предпочтительно обеспечиваться по меньшей мере в двух различных местах и особенно предпочтительно беспроводным образом. При этом считываемые данные могут записываться как в кодированном виде, так и не в кодированном виде в блок памяти чипа RFID, при этом предпочтительными являются кодированные данные, также на основании того, что за счет кодирования можно уменьшать объем данных и за счет этого уменьшать емкость носителя до необходимого минимума.
При этом возможность записи можно осуществлять либо за счет записи поверх ранее считываемых данных, либо посредством добавления новых наборов данных к уже записанным и существующим наборам данных.
Неподвижное соединение носителя информации с соответствующим компонентом осуществляется, согласно изобретению, так, что по существу предотвращается непреднамеренное отделение носителя информации от компонента установки. Однако возможен также вариант выполнения, в котором носитель информации можно при необходимости отделять от компонента, например, посредством деблокирования, и снова соединять с ним. За счет этого предпочтительно обеспечивается замена при отказе носителя информации или при изменении применения компонента и соответствующего изменения параметров контроля.
В частности, предпочтительно, когда носитель информации, который неподвижно соединен с компонентом, закрыт относительно окружающей среды, особенно предпочтительно изолирован от тепла и влаги. За счет этого особенно предпочтительно обеспечивается использование в металлургических установках и максимально предотвращается выход из строя носителя информации вследствие взаимодействия с имеющимися часто в металлургических установках вредными окружающими условиями.
Особенно предпочтительным является обеспечение возможности беспроводной записи и считывания с носителя информации, в частности, за счет беспроводной передачи в микроволновом диапазоне. За счет этого значительно улучшается создание как глобальных, так и местных путей связи между блоками RFID или микропроцессорными блоками и отдельными компонентами, конструктивными группами, установками или работающими для всей установки системами банков данных, а также с подключенными внутренними и внешними подразделениями технического обслуживания и ремонта и/или предприятиями для поставки материала и запасных частей и подразделениями планирования производства. В этом случае на месте обеспечивается беспроводная связь между интегрированными в компоненты установки блоками RFID, соответственно, микропроцессорными блоками и интегрированными, неподвижными, соответственно, мобильными блоками записи и считывания.
В качестве конкретных примеров использования неподвижно соединенных с каждым компонентом, выполненных с возможностью записи и считывания носителей информации для специфических данных, предпочтительными являются следующие:
1. Отслеживание ковшей для разливки чугуна и стали, миксерных ковшей сигарообразной формы, в частности, футеровка ковшей, заполнение ковшовых стендов и кранов в сталелитейном цехе. При этом областями использования являются распознавание компонентов футеровки, шиберов и блоков AMEPA (отсечка и отслеживание струи металла), которые, согласно изобретению, соединены по меньшей мере с одним чипом RFID, содержащим специфические данные по отдельным компонентам. При этом специфические данные могут содержать местную и временную локализацию отдельных компонентов в сталелитейном цехе, в частности, время ожидания, время нагревания, время использования и параметры использования, и тем самым обеспечивать возможность слежения за состоянием в цикле износа, термическим состоянием, остаточными количествами, а также возможными образованиями настылей.
2. Кристаллизаторы для непрерывной разливки, в частности, мастерская для кристаллизаторов, или сама разливочная установка. Согласно изобретению, чипы RFID могут служить для распознавания компонентов (конструктивной структуры) водяных рубашек, плиты кристаллизатора и установленных термоэлементов. Можно измерять местную и временную локализацию в установке разливки, в частности, время использования, параметры использования, используемые количества и термические и механические совокупные нагрузки, за счет чего обеспечивается возможность слежения за состоянием цикла износа, в частности, количеством и причинами исправлений, а также состоянием термоэлементов. Аналогичные применения в области непрерывной разливки могут иметься также в промежуточном ковше, тележке промежуточного ковша, механизмах заглушки и сдвига, сегментах направления заготовки, а также в машине огневой резки.
3. Рабочие валки, в частности, мастерская для валков, и сам прокатный стан. При этом можно запоминать в чипе RFID параметры распознавания компонентов и их свойства, в частности, диаметр, шлиф, а также шероховатость поверхности. За счет этого можно следить за местной и временной локализацией в прокатном стане, в частности, временем использования, параметрами использования, используемыми количествами, а также термическими и механическими совокупными нагрузками, и можно контролировать состояние цикла износа, в частности, количество и причины доработки рабочих валков.
4. Установка сварки полосы, в частности, установки для транспортировки рулонной полосы, а также средства по ее обслуживанию. Распознавание компонентов и соответствующие свойства, в частности, ножей и сварочных электродов, могут быть внесены с чипы RFID. За счет этого обеспечивается местная и временная локализация компонентов в прокатном стане, в частности, время их использования, параметры использования, используемые количества, а также электрические и механические совокупные нагрузки, и обеспечивается возможность контролирования состояния отдельных компонентов в цикле износа, также относительно превентивного ремонта.
Краткое описание чертежей
Ниже приводится пояснение изобретения на основе отдельных применений устройства, согласно изобретению, со ссылками на прилагаемые чертежи, на которых изображено:
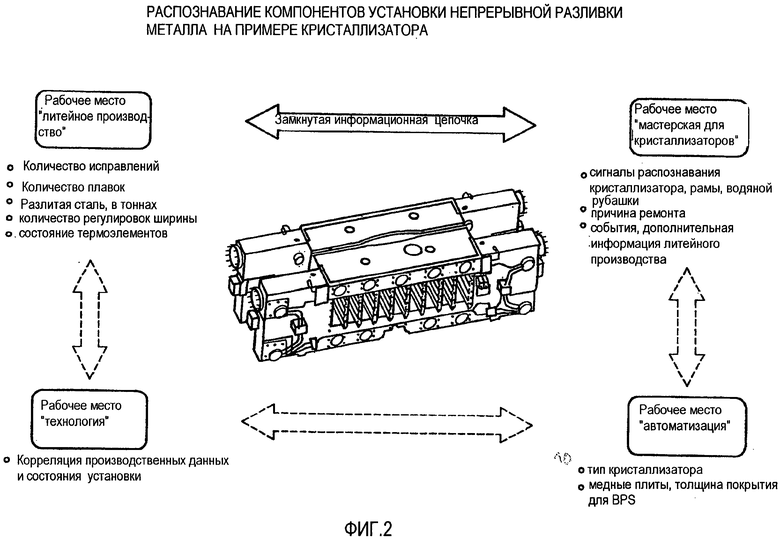
Фиг.1 - блок-схема распознавания компонентов в установке непрерывной разливки металла;
Фиг.2 - блок-схема распознавания компонентов в установке непрерывной разливки металла на примере кристаллизатора; и
Фиг.3 - блок-схема распознавания ковшей.
Пути реализации изобретения
На фиг.1 показано в качестве примера распознавание компонентов с помощью чипа RFID в установке непрерывной разливки металла и обеспечиваемое за счет этого автоматическое идентифицирование и обмен информации на производстве и в мастерской. Соединенные с отдельными компонентами чипы RFID для ковша, тележки промежуточного ковша, самого промежуточного ковша и стопорных штанг связаны с приемником над разливочной площадкой, в то время как чипы RFID для кристаллизатора, в частности, его рамы, различных водяных рубашек, опорных плит узкой стороны, медных плит широких сторон и медных плит узких сторон связаны с приемником/кодирующим устройством в мастерской для кристаллизаторов. Названные последними чипы RFID, соединенные с кристаллизатором, связаны вместе с чипами RFID по меньшей мере на первом сегменте под кристаллизатором дополнительно с приемником/кодирующим устройством на разливочной площадке. Чипы RFID на опорных сегментах в зоне дуги направляющей для заготовки под кристаллизатором связаны с приемником на нижних сегментах, а чипы RFID на опорных сегментах по потоку после дуговых сегментов в зоне горизонтальной направляющей для заготовки связаны с приемником на высоте горизонтальных сегментов. Предпочтительно осуществляется автоматический ввод кодовых сигналов распознавания из каталога оборудования, из системы IRP-PPS и без ввода вручную, за счет чего получается надежная база данных для управления установкой, планирования ресурсов, анализа выполняемого на установке процесса, а также модели II уровня.
На фиг.2 показана на примере кристаллизатора замкнутая информационная цепочка между рабочим местом «литейное производство», рабочим местом «мастерская для кристаллизаторов», рабочим местом «автоматизация» и рабочим местом «технология» с соответствующими отдельным рабочим местам отдельными специфическими данными для компонентов кристаллизатора. На рабочем месте «мастерская для кристаллизаторов» ими являются кодированные сигналы распознавания кристаллизатора, рамы, водяной рубашки, а также медных плит, возможные причины для уже выполненных ремонтных работ, специфические события, а также дополнительная информация для литейного производства. На рабочем месте «автоматизация» ими являются специфические данные, в частности, о типе кристаллизатора, медных плитах и толщине покрытия для BPS. На рабочем месте «технология» специфические данные в свою очередь содержат специфические данные корреляции между производственными данными и состоянием установки, и на рабочем месте «литейное производство» специфические данные содержат, в частности, количество уже выполненных обработок, количество уже разлитой стали в тоннах, количество выполненных в кристаллизаторе регулировок по ширине, а также состояние используемых термоэлементов.
Наконец, на фиг.3 слева внизу показан схематично так называемый транспондер SAW, который применяет и отражает акустические поверхностные волны (SAW). В области показанной здесь зоны распознавания ковшей, ковши кодируются с помощью чипов SAW и могут за счет применения носителей информации автоматически распознаваться на соответствующей стадии производства, например, в установке VD, установке RH, установке печь-ковш или установки непрерывной разливки металла. За счет этого исключается ввод вручную специфических данных, так что сокращается количество невыполненных или неправильно выполненных вводов. Создается стабильный интерфейс II уровня, который повышает стабильность процесса и обеспечивает качество изделия. Кроме того, на фиг.3 справа внизу показаны различные, уже доступные конструктивные выполнения стойких к нагреванию чипов SAW с максимальной температурой использования 400єС, которые при подходящем расположении на ковше и при необходимости с применением подходящей капсюляции являются стойкими к обычно возникающем в металлургических установках окружающим температурам и уровням влажности.

Изобретение относится к металлургии. Технический результат - повышение надежности слежения и снижение трудозатрат при обслуживании устройства слежения. Устройство слежения за состоянием компонентов металлургической установки в процессе ее работы содержит неподвижно соединенный с каждым компонентом металлургической установки по меньшей мере один носитель информации о его состоянии. Устройство также содержит центральный накопитель данных состояния компонентов и центральный блок управления выполняемого металлургической установкой процесса, соединенный с по меньшей мере одним носителем информации. Причем носитель информации связан с записывающим и соответственно со считывающим блоками данных о состоянии оборудования металлургической установки, при этом предусмотрена возможность периодического и/или в зависимости от задания изменения упомянутых данных, которые содержат сигнал распознавания компонента или групп компонентов металлургической установки. Устройство снабжено соединенными с упомянутым центральным блоком управления управляющими блоками задания поставки запасных частей или проведения ремонтных работ. При этом упомянутые данные состояния компонента металлургической установки содержат время использования компонента и состояние его износа в качестве истории свойств компонента металлургической установки. 2 н. и 4 з.п. ф-лы, 3 ил.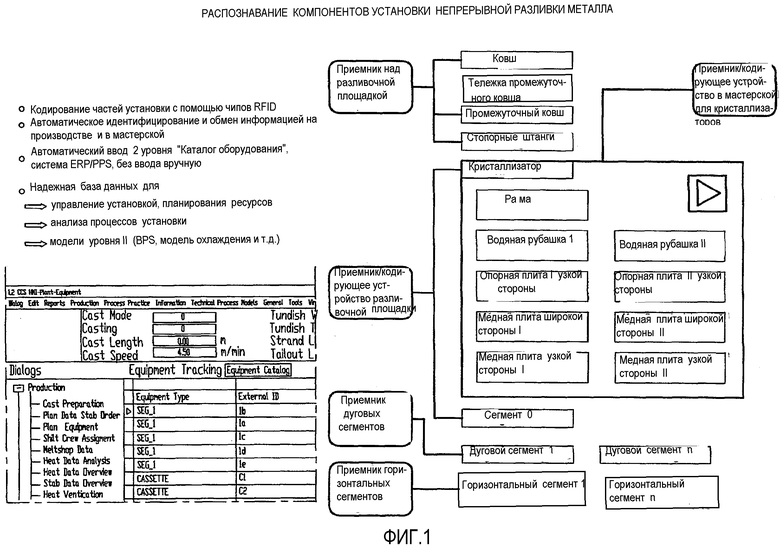
1. Устройство слежения за состоянием компонентов металлургической установки в процессе ее работы, содержащее неподвижно соединенный с каждым компонентом металлургической установки по меньшей мере один носитель информации о его состоянии, центральный накопитель данных состояния компонентов и центральный блок управления выполняемого металлургической установкой процесса, соединенный с по меньшей мере одним носителем информации, причем носитель информации связан с записывающим и соответственно со считывающим блоками данных о состоянии оборудования металлургической установки, при этом предусмотрена возможность периодического и/или в зависимости от задания изменения упомянутых данных, которые содержат сигнал распознавания компонента или групп компонентов металлургической установки, при этом оно снабжено соединенными с упомянутым центральным блоком управления управляющими блоками задания поставки запасных частей или проведения ремонтных работ, а упомянутые данные состояния компонента металлургической установки содержат время использования компонента и состояние его износа в качестве истории свойств компонента металлургической установки.
2. Устройство по п.1, отличающееся тем, что по меньшей мере один носитель информации является чипом RFID.
3. Устройство по п.1, отличающееся тем, что по меньшей мере один носитель информации закрыт относительно окружающей среды, в частности изолирован от тепла и влаги.
4. Устройство по п.1, отличающееся тем, что связь с носителем информации, в частности запись и/или считывание носителя информации, осуществляется с помощью передачи в микроволновом диапазоне.
5. Устройство по любому из пп.1-4, отличающееся тем, что металлургическая установка включает в себя установку вторичной металлургии, и/или литейную установку, и/или блок транспортировки жидкой стали, и/или печную установку, и/или установку горячей и холодной прокатки, и/или установку обработки проката, в частности полосы.
6. Применение устройства по одному из пп.1-5 в качестве устройства автоматизированного управления поставкой запасных частей или проведением ремонтных работ металлургической установки.
| KR 0100685049 B1, 22.02.2007 | |||
| АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1990 |
|
RU2026770C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| RU 2002132251 C2, 20.04.2008 | |||

