Изобретение относится к литейному производству.
В ранее известной установке (прототипе) вопреки названию автоматическая необходимо в определенной степени наблюдать за участком заливки, чтобы предотвратить проявление ложных функций на этом участке, которые могли бы привести к прерыванию операции. Так как даже краткое прерывание в установке может иметь очень серьезные последствия и наблюдение человеком не совсем надежно, то существует необходимость в автоматическом контроле и управлении участком разливки с целью предотвращения ложных функций. Такие ложные функции могут быть связаны, например, с неправильным выравниванием впускного отверстия (литника) литейной формы и выпускного отверстия металла участка заливки и выражаться в выливании расплавленного металла частично или полностью мимо литейной формы и вниз на конвейер литейных форм, или что форма дефектная, например, из-за отсутствия одного или нескольких стержней, что приводит к литью, неприемлемому для использования с этой целью.
Цель изобретения - создание автоматической литейной установки, в которой функции участка заливки автоматически управляются таким образом, что риск ошибочного функционирования вышеназванного типа или иного типа значительно снижается.
Благодаря этому записывается информация об индивидуальных литейных формах, используется эта информация при управлении.
На чертеже показана схема предлагаемой установки.
Часть установки включает в себя: формовочный участок 1, в котором соответствующий формовочный материал, как формовочная смесь, формуется в секциях форм, поставляемых из формовочного участка 1; устройство 2 установки стержней, с помощью которого любые стержни устанавливаются в формах, изготовленных на формовочном участке 1, прежде чем формы будут поданы на: конвейер 3 для литейных форм, который перемещает формы из формовочного участка 1 через участки 4 заливки, в котором расплавленный металл заливается в литейные формы, которые затем с содержащимся в них залитым металлом перемещаются конвейером 3 литейных форм на группу включаемых /выключаемых конвейеров 5, 6 (включаемые/выключаемые далее будут именоваться как коммутируемые конвейеры), которые помимо того, что транспортируют литейные формы вперед в том же направлении, способны коммутироваться сбоку таким образом, что либо конвейер 5, либо конвейер 6 становится в продолжение конвейера 3 для литейных форм с тем, чтобы продлить время стоянки форм и результирующее охлаждение в течение периода от прибытия форм с конвейера 3 для форм до их места подачи на участок 7 извлечения, в котором отливки отделяются от своих форм и стержней, например, путем вибрирования/обработки во вращающемся барабане, предпочтительно с дозируемой водой для связывания пыли и получения дальнейшего охлаждения, не последнее по значению, получение соответствующего содержания воды в формовочной смеси, образуемой при извлечении, которая (смесь) из участка 7 извлечения направляется на участок 8 обработки формовочной смеси, где формовочная смесь обрабатывается для цели повторного использования на формовочном участке 1, например путем добавления новой формовочной смеси, бетонита, угольного порошка и/или других связующих и/или добавок.
Охлаждаемые и извлеченные отливки забираются из участка 7 извлечения на его конце (самый низкий на чертеже). Поток металла через участок 4 заливки, конвейер 3 для форм, коммутируемый конвейер 5 и участок 7 извлечения показан пунктирной линией с одной точкой между смежными пунктирами, тогда как поток формовочной смеси через формовочный участок 1, конвейер 3 для форм, коммутируемый конвейер 5, участок 7 извлечения и участок 8 обработки формовочной смеси показан пунктирной линией с двумя точками между смежными пунктирами.
Помимо упомянутых блоков установка может содержать сортировочный участок 9, который изображен как "отверстие в полу" на подающем конце коммутируемого конвейера 5, когда он находится в положении 5.1, показанном пунктирными линиями. Соpтиpовочный участок 9 может использоваться для сортировки литейных форм с или без отливки в них, которые по некоторым причинам не требуется поставлять на участок 7 извлечения.
Дополнительно показанная установка содержит дозирующие блоки в отношении воды, новой формовочной смеси, связующего и т.д. в форме: блока 10 дозирования воды, который приспособлен подавать воду по трубопроводу 11 дозирования воды на участок 7 извлечения; блока 12 дозирования новой формовочной смеси, который приспособлен подавать свежую формовочную смесь по трубопроводу 13 новой формовочной смеси на участок 8 обработки формовочной смеси; блок 14 дозирования связующего, который приспособлен подавать связующее по трубопроводу 15 связующего на участок 8 обработки формовочной смеси, и блок 16 дозирования добавок, который приспособлен подавать дальнейшие добавки по линии 17 добавок на участок 8 обработки формовочной смеси.
Все дозирующие блоки 10, 12, 14, 16 управляются управляющим блоком 18, который приспособлен управлять функционированием индивидуальных дозирующих блоков через соответствующие управляющие линии 19-22.
Оборудование, с помощью которого функции автоматического управления выполняются, включает в себя помимо датчиков, управляющих преобразователей и т. д. , не показанных на или в разных участках или блоках: блок 23 записи/регистрации параметров; вычислительный блок 24; управляющий блок 18; блок 25 входных данных; блок 26 дисплея данных.
Блоки 23-26 могут быть включены в компьютер с дисплеем, пультом управления и т.д., в котором разные описанные здесь функции могут быть более или менее интегрированы в аппаратных средствах или могут быть отделены друг от друга иначе без внесения изменения в общую функцию.
Блок 23 записи параметров может принимать входные данные в форме сигналов от: формовочного участка 1 по линии 27 параметров; устройства 2 установки стержней по линии 28 параметров; участка 4 заливки по линии 29 параметров и от блока 25 входных данных по линии 30 входных данных.
Дополнительно блок 23 записи параметров адаптирован передавать сигналы в форме выходных данных на вычислительный блок 24.
Вычислительный блок 24 адаптирован принимать входные данные в виде сигналов от блока 23 записи параметров, чтобы посылать выходные данные в форме множественных управляющих сигналов на управляющий блок 18 и излучать соответствующие данные для оператора по линии 31 данных на блок 26 дисплея данных.
Управляющий блок 18 адаптирован, чтобы принимать множественные управляющие сигналы от вычислительного блока 24 и посылать управляющие сигналы следующим образом: по управляющей линии 32 на участок 4 заливки; по одной или нескольким управляющим линиям 33, 34, 35, на коммутируемые конвейеры 5 и 6; по управляющей линии 36 на сортирующий участок 9; по управляющей линии 19 на вододозирующий блок 10; по управляющей линии 20 на блок 12 дозирования новой формовочной смеси; управляющей линии 21 на блок 14 дозирования связующего и по управляющей линии 22 на блок 16 дозирования добавок.
Установка может содержать несколько параметрических и/или управляющих линий или проводов (не показано), связанных с другими функциями.
Управление участком заливки.
Для достижения оптимального литья на участке 4 заливки необходимо, чтобы сигналы, используемые для управления этим участком, содержали как минимум данные с информацией о: типе литейной формы в момент ее прибытия из формовочного участка 1; имеет ли устройство 2 установки стержней размещенные требуемые стержни в рассматриваемой литейной форме; имеет ли литейная форма требуемую прочность, чтобы выдержать заливку; будет ли литейная форма не соответствовать для заливки по другим причинам кроме недостатка прочности.
Посредством датчиков (не показано) на формовочном участке 1 и устройстве 2 установки стержней генерируются сигналы, соответствующие упомянутым данным и передающиеся по параметрическим линиям 27 и 28 соответственно на блок 23 записи параметров. Данные в отношении индивидуальной литейной формы накапливаются в записи данных, которые посредством соответствующих электросхем и/или программ в блоках 23, 24, 18 производят слежение за индивидуальными литейными формами по пути их следования через установку от формовочного участка 1 до участка 7 извлечения.
Вышеназванные данные, которые приняты блоком 23 записи параметров, передаются на вычислительный блок 24, в котором они преобразуются в множественные управляющие сигналы, передающиеся на управляющий блок 18, который на основе этих имеющих отношение к управлению участком 4 заливки сигналов управляет функцией этого участка заливки по управляющей линии 32. Это управление может в себя включать, например, что: выпуск расплавленного металла на участке 4 заливки перемещен в положение, соответствующее вычисленному положению впускного отверстия (литнику) литейной формы в момент размещения под выпускным отверстием; если рассматриваемые данные содержат информацию, что требуемый стержень не установлен или форма не показывает достаточной прочности, и/или форма в некотором роде неполная (незавершенная), выпускное отверстие расплавленного металла на участке 4 заливки блокировано, так что не будет происходить заливки в рассматриваемую форму.
Оператор может также, если одна или больше литейных форм имеют видимые признаки как несоответствующие для заливки, блокировать выпускное отверстие металла на участке 4 заливки путем соответствующего вмешательства на блоке 25 входных данных.
Записи индивидуальных данных, образованные при приготовлении и изготовлении индивидуальных литейных форм на формовочном участке 1 и возможно посредством устройства 2 установления стержней, могут соответственно записываться в регистр буферного типа, в котором вся очередность смещается на один шаг вперед каждый раз, когда вводятся для записи новые данные, когда в разных положениях вдоль очередности данные считываются в и/или из разных участков и других управляемых блоков соответственно. Таким образом разные участки и другие управляемые блоки могут принимать разные данные в точное время, когда рассматриваемые форма или материал помещаются в или выходит из него.
В блоке записи параметров данные могут считываться, например, через блок 25 входных данных, с информацией, например, о порции сплава металла, используемого в момент на участке 4 заливки. В таком случае он может содержать средство (не показано) для образования такой литейной формы со знаком (меткой), соответствующим этой информации, так что дальнейшее прохождение в установке по ходу процесса может подтверждаться, из какой порции рассматриваемая отливка происходит. Знак или метка может быть сделана на самой форме, как видимый или считываемый машиной знак (например, штриховой код), но вместо этого или дополнительно к этому такой знак может помещаться в запись данных в отношении рассматриваемой литейной формы с целью использования дальше по ходу процесса в установке, например, для использования сортировочного участка 9 для выбраковки литейных форм с отлитым металлом, которые сделаны из порции металла, по данным лабораторного анализа пробы не соответствующей поставленной цели.
Управление коммутируемыми конвейерами.
Для возможности достаточного охлаждения литейных форм, в которые залит металл на участке 4 заливки, перед тем, как они передвинутся в участок 7 извлечения, должно пройти некоторое время. Однако скорости, с какими литейные формы транспортируются на, через или из участка заливки, такие высокие, что если бы эти литейные формы транспортировались по прямой траектории от участка 7 извлечения, они потребовали бы конвейер длиной, который было бы трудно или невозможно смонтировать в существующих литейных цехах. Для снижения общей длины установки расстояние конвейера от участка 4 заливки до участка 7 извлечения частично разделено на несколько (на два) боковых коммутируемых конвейера 5, 6, которые расположены таким образом, что если конвейер находится по прямой с конвейером 3 для литейных форм и заполнен, он заменяется другим конвейером и одновременно останавливается, а другой конвейер стартует в это же самое время. В результате этого литейные формы, стоящие на шунтированном коммутируемом конвейере, будут иметь время для охлаждения, расположенные в линию с конвейером 3 для форм. Когда другой конвейер заполнен (или возможно быстрее), конвейеры переключаются наоборот, так что охлажденные формы на первом упомянутом конвейере переводятся на участок извлечения, а новые горячие формы с конвейера для форм поступают после них.
Ранее это переключение между разными коммутируемыми конвейерами управлялось вручную или полуавтоматически, приводя к тому, что заливка должна пропускаться в ряде литейных форм, которые на момент коммутации размещены вблизи перехода между конвейером 3 для форм и соответствующим коммутируемым конвейером 5 или 6, факт, который включает в себя непредвидимый отход формовочной смеси и не менее важен - расход производительного времени. Эта проблема решается вычислительным блоком 24 на основе данных в отношении итогового размера форм в направлении перемещения, решая соответственно время в отношении коммутируемых конвейеров 5, 6 для перемещения вбок без присутствия форм в самом месте перехода. Требуемое для этого управление происходит через управляющий блок 18 и управляющие линии 33, 34 в отношении коммутируемых конвейеров 5, 6.
По ряду причин может быть необходимым до перемещения коммутируемых конвейеров в сторону для образования определенного промежуточного пространства между формой, стоящей на выходном конце конвейера 3 для форм, и формой, стоящей на входном конце коммутируемого конвейера 5 или 6, в зависимости от случая. Особенно в случаях, когда индивидуальные литейные формы, образованные в формовочном участке 1, не являются независимыми формами, но имеющие каждая обращенную назад половину формы, сопрягающуюся с обращенной вперед половиной формы на следующем блоке формы для образования полости формы, то во многих случаях необходимо создать промежуточное пространство. В таких случаях имеет место соответствующая управляющая функция побудить устройство 2 установки стержней пропускать установочные стержни и участок заливки пропускать заливку таким образом. Это возможно с помощью входа и выхода данных в и из записей данных, соответствующих формам, когда они расположены в положениях очередности, соответствующих рассматриваемым операционным участкам, соответственно переходному району между конвейером 3 для форм и коммутируемыми конвейерами 5 или 6.
Управление дозирующими блоками.
Дозирующий воду блок 10, адаптированный для управления управляющим блоком 18 дозировать объем воды, соответствующий в любой момент для участка 7 извлечения для обеспечения, чтобы формовочная смесь, оставляющая участок 7 извлечения при переходе на участок 8 обработки формовочной смеси и оттуда да обратно на формовочный участок 1, имеет правильное содержание воды. Важность этого известна специалистам литья. Дополнительно дозирующие блоки 10, 12, 14, 16 адаптированы управляться управляющим блоком 18, чтобы подавать свежую формовочную смесь, связующее и добавки соответственно на участок 8 обработки формовочной смеси, в котором теперь добавленные компоненты перемешиваются со старой формовочной смесью и в конечном счете возвращаются на формовочный участок 1 для повторного использования при изготовлении новых литейных форм.
Новые литейные формы, изготовленные на формовочном участке 1, будут дополнительно к первоначальной формовочной смеси содержать определенное количество воды и определенные количества нового формовочного материала, связующего и добавок, соответственно, которые необходимы частично для замены утраченной формовочной смеси, изготовления достаточно прочных форм и частично для воздействия на проводимый процесс, когда расплавленный металл входит в контакт со стенками полости литейной формы, например, для воздействия на поверхность отливки или получения хороших свойств освобождения от литейной формы.
Тепло, передаваемое форме заливаемым металлом, будет вызывать испарение определенного количества воды, тогда как это испарение не будет происходить в случаях, когда по некоторым причинам металл не заливается в рассматриваемую полость литейной формы.
Для того, чтобы количество воды, дозируемое в участке 7 извлечения, в любое время соответствовало как можно ближе фактической потребности, участок 4 заливки посылает информацию по параметрической линии 29 о том, произведена ли заливка в рассматриваемую форму; о таких параметрах, как вес литейной формы, вес и температура залитого металла и т.д.
Эта информация будет включена аналогично вышеописанному в запись данных, связанных с рассматриваемой литейной формой, которая (запись), когда прибывает на место по очередности, соответствующее участку 7, извлечения, будет соответственно инструктировать вододозирующий блок 10. Этот порядок управления может подвергаться воздействию входом соответствующих данных в блоке 25 входных данных.
Управление дозирующими блоками 10, 12, 14, 16 может происходить аналогично и в объеме, а каком можно детектировать параметры, важные в отношении разных дозирований. В объеме, в каком такое детектирование параметра невозможно, это управление может осуществляться эмпирически, например, путем проведения лабораторных анализов проб формовочной смеси в некоторой точке в цепи формовочной смеси, исходя из управляющих данных, которые снова подаются в блок 25 входных данных. Дозирование связующего (дозирующий блок 14) и добавок (дозирующий блок 16) будет зависеть от количества формовочной смеси, используемой для каждой литейной формы, в отношении которой обоснование соответствующих данных из формовочного участка 1 может использоваться при управлении этими дозированиями.
Изобретение относится к литейному производству. В автоматической литейной установке, где литейные формы изготавливаются на формовочном участке 1, металл заливается в литейные формы в то время, когда они находятся в участке 4 заливки. Данные, касающиеся характеристик литейных форм, детектируются от литейных форм, находящихся на формовочном участке 1, в устройстве 2 установления стержней и посредством блоков 23 записи параметров передаются на участок 4 заливки, управляя функцией последнего точно по времени, когда литейная форма, которой касаются рассматриваемые данные, находится в участке 4 заливки. Благодаря этому можно избежать без вмешательства человека ложного функционирования, например, заливки расплавленного металла мимо формы или заливки в дефектные формы. Требуемое управляющее оборудование может использоваться, например, для образования на индивидуальных литейных формах знаков или меток, соответствующих порции готового для заливки металла, которая используется так, что отливки из ошибочных порций могут выбраковываться, например, путем подачи на участок 9. 6 з.п. ф-лы, 1 ил.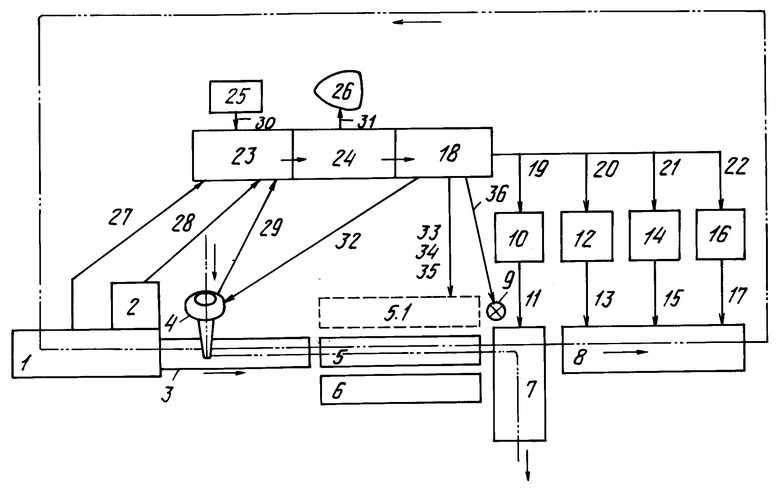
| Источник информации заявителю известен. |
