Изобретение относится к способам получения препрегов для создания ультралегких высокопрочных композиционных материалов (КМ) полиэтиленпластиков на основе многофиламентных высокопрочных высокомодульных полиэтиленовых волокон из сверхвысокомолекулярного полиэтилена (СВМПЭ) или тканей из этих волокон и полимерных связующих на основе эпоксидиановой смолы, и может быть использовано в различных областях техники, например, в вертолетостроении, авиации, автомобилестроении и судостроении.
Известен способ получения полимерных композиционных материалов, упрочненных полиэтиленовыми волокнами, активированными ультрафиолетовым излучением (Харченко Е.Ф. Проблемы получения органопластиков на основе высокоориентированных полиэтиленовых волокон // Химические волокна. - 1990. - №4. - С.36-39). Однако мощное ультрафиолетовое облучение приводит к деградации свойств волокон.
Известен способ получения полимерных композиционных материалов на основе полиамидных, полиэфирных и эпоксидных матриц, упрочненных полиолефиновыми волокнами, активированными коронным разрядом (US 4911867, 1990). Недостатком обработки коронным разрядом является поверхностный эффект обработки, непроникновение его в межфиламентное пространство, что не позволяет достигнуть хорошей адгезионной прочности по всему объему волокна и полимерного связующего при получении КМ.
Известен способ получения предельно-армированных КМ полиэтиленпластиков безматричной монотилизацией высокопрочных ПЭ нитей, которая заключается в термическом перепрофилировании и сварке предельно пакетированных волокон под действием трансверсального сжатия (Харченко Е.Ф., Кузьмин Н.Н., Куличихин В.Г. Повышение термических свойств полиэтилена // Химические волокна. - 1991. - №4. - С.42-45). Однако разориентация волокон в процессе прессования приводит к тому, что прочность предельно-армированных полиэтиленпластиков из высокопрочных ПЭ нитей ниже прочности исходной нити почти в 2 раза.
Известны способы получения высокопрочных органопластиков по волоконно-пленочной технологии из высокопрочных ПЭ нитей марки Эспелен и матричной ПЭ пленки и по волоконной технологии из указанных волокон и матричных низкопрочных ПЭ нитей (Харченко Е.Ф., Червяков А.С., Фатин П.Е. Получение сверхлегких органопластиков на основе высокоориентированных полиэтиленовых волокон. // Пластические массы. - №5. - 1992. - С.13-15). Однако из-за низкой прочности соединения полиэтиленового волокна с матричными материалами, КМ имеет очень низкую прочность при межслоевом сдвиге, которая составляет 2-3 МПа.
Известен способ радиационно-химического модифицирования высокопрочных ПЭ нитей γ-частицами с целью получения предельно-армированных полиэтиленпластиков (Гордеев С.А., Алексеев В.Г., Цаплин Б.А., Бальбит Н.М. Свойства высокопрочной полиэтиленовой нити, подвергнутой радиационно-химическому модифицированию // Химические волокна. - 1995. - №3. - С.21-24). Однако при больших дозах радиации при обработке ПЭ-волокна γ-частицами его прочность снижается до 30% и увеличивается скорость ползучести в 30-35 раз; при меньших дозах облучения не происходит искомой активации поверхности волокна.
Известен способ получения пластиков, армированных полиэтиленовыми волокнами, активированными низкотемпературной холодной плазмой (Leone С., Panariello G., Caprino G. Effect of cold plasma surface treatment on mechanical properties of fibre reinforced plastics // Proceedings of the Tenth European Conference on Composite Materials (ECCM-10) / Composites for the future. - Brugge, Belgium, June 3-7, 2002. - Brugge: Ed. By European Society for Composite Materials, 2002. - Paper 369 (CD). Однако полученный KM вследствие недостаточной прочности соединения волокна с матрицей имеет низкую межслоевую прочность соединения.
Известен способ получения полимерных КМ, упрочненных ПЭ волокнами, обработанными ионами азота. Однако при такой обработке волокон ультрафиолетовое облучение приводит к деградации их свойств, уменьшению степени кристалличности волокон и снижению их прочности (Anoshkin A.N., Gordeeva A. Yu., Yakushev R.M., Yakusheva D.E. The influence of ion-beam treatment of PE fibers on the mechanical properties of reinforced plastics // Proceedings of the Thirteenth International Conference of Composite Materials. - May 16-20, 2004. - Riga, Latvia: Ed. by Institute of Polymer Mechanics and University of Latvia, 2004. - P.18).
Известен способ получения суперпрочного легкого КМ, упрочненного многофиламентными высокопрочными высокомодульными полиэтиленовыми волокнами, активированными неравновесной низкотемпературной высокочастотной плазмой (RU патент 2419691 C2, кл. D01F 11/14, D01F 11/16, C08J 5/24, 2009), разработанный с участием одного из авторов заявки. В результате обработки полиэтиленовое волокно (или ткань) приобретает высокую адгезионную способность, необходимую для создания композиционного материала. Недостатком указанного способа является снижение прочности волокна почти на 10% и резкое снижение ползучести волокна при обработке его в плазмообразующем газе аргоне.
Наиболее близким решением по технической сущности к заявляемому способу относится способ фторирования полиэтиленового волокна марки Spectra 900 from Allied Singal Co. Резанное короткое волокно фторировали смесью 5% F2 + 95% He при давлении 95,59 кПа при 25°C, а также смесью 20% F2 + 80% He при таком же давлении и температуре, время обработки - 1 ч. Полиэтиленовое волокно, длиной 3-4 мм, вводили в расплавленный полиэтилен низкого давления и перемешивали. После охлаждения композита получали заготовку препрег, который прессовали при 120°C и получали образцы KM (J Maity, С.Jacobs, С.К. Das, S. Alam, R.P. Singh. Homocomposites of chopped fluorinated polyethylene fiberwith low-density polyethylene matrix // Materials Science and Engineering A479 (2008) 125-135). Недостатком данного способа получения препрега является применение коротких волокон и низкая прочность КМ при растяжении 24,03 МПа и его низкий модуль 765 МПа.
Задачей, на решение которой направлено изобретение, является получение препрега для создания ультралегких высокопрочных композиционных материалов.
Техническим результатом изобретения является разработка способа получения препрега, который позволяет улучшать смачивание и пропитку СВМПЭ-волокна или тканей на его основе эпоксидиановыми связующими и, соответственно, улучшать прочность соединения между ними. В исходном состоянии СВМПЭ-волокно инертно и плохо смачивается и пропитывается полимерными матрицами, поэтому из исходного (неактивированного) волокна не удается получать препреги для создания КМ с высокими физико-механическими показателями. В результате применения препрега, полученного по заявленному способу, смачивание и пропитка волокна матрицей возрастают в 2 раза, что приводит к повышению прочности соединения волокна с матрицей в 3 раза.
Технический результат достигается тем, что в способе получения препрега для КМ, включающем фторирование, обработке смесью фтора с гелием при давлении 0,01-0,1 МПа подвергаются многофиламентное сверхвысокомолекулярное полиэтиленовое волокно или ткань на его основе при длительности обработки 1-60 мин, температуре обработки 20-40°C с последующей пропиткой эпоксидиановыми связующими. Этот способ отличается тем, что СВМПЭ-волокно или ткань на его основе предварительно подвергают дегазации при пониженном давлении, составляющем 10-5 МПА.
Сущность изобретения состоит в том, что обработка фтором повышает поверхностную энергию СВМПЭ-волокна с ~30-33 до ~50-60 мДж/м2. Такое повышение приводит к смачиванию волокна полимерными связующими, имеющими поверхностную энергию около ~50 мДж/м2. Нефторированное исходное волокно не смачивается полимерными матрицами, поскольку его поверхностная энергия ниже поверхностной энергии полимеров.
После фторирования СВМПЭ-волокно, ткани и нетканые материалы на его основе становятся активированными и приобретают новые свойства: повышается поверхностная энергия волокна, за счет чего увеличивается их смачивание и улучшается пропитка эпоксидиановыми связующими, что приводит к возрастанию прочности соединения волокна с матрицей.
Фторированные СВМПЭ-волокно, ткани и нетканые материалы пропитывают эпоксидиановыми связующими и получают препреги, которые позволяют изготавливать из них высококачественные, хорошо пропитанные с высокой прочностью соединения между волокном и матрицей композиционные материалы - полиэтиленпластики.
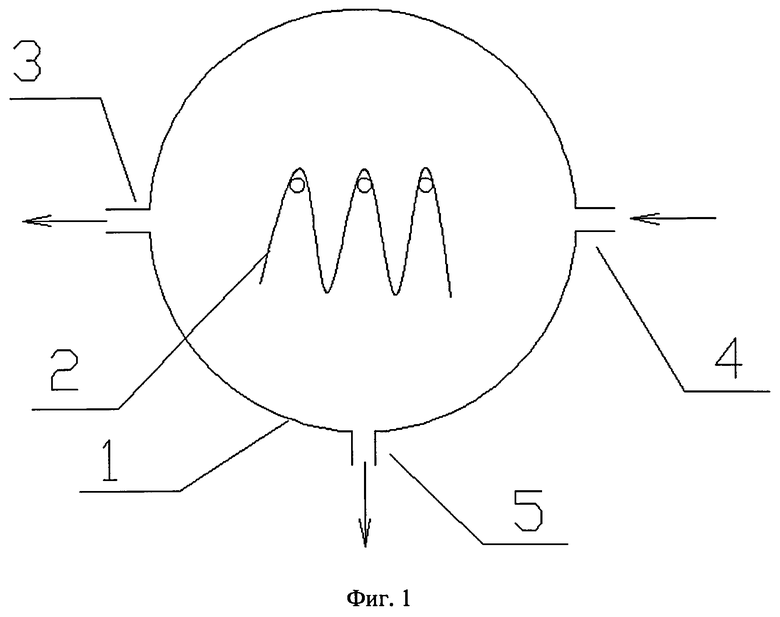
Обработку многофиламентного СВМПЭ-волокна, тканей или нетканых материалов фторирующей смесью газов производят следующим образом. В изображенной на Фиг.1 камере (1) размещают волокнистый армирующий наполнитель (2) (волокно, ткань или нетканый материал), камеру вакуумируют системой (3). После дегазации армирующего наполнителя, камеру заполняют через ввод (4) смесью фтора с гелием или газами, выбранными из азота, аргона, кислорода и углекислого газа. В течение необходимого времени, 1-60 мин, волокнистый наполнитель обрабатывают смесью газов. Затем камеру вакуумируют и удаляют смесь газов через патрубок (5). Обработанный фторирующей смесью газов армирующий наполнитель вынимают из камеры и пропитывают эпоксидиановым связующим. Пропитанный связующим наполнитель сушат и получают препреги для КМ.
В качестве армирующих наполнителей применяли СВМПЭ-волокно марки Dyneema®SK-75 от корпорации DSM (Голландия), ткани различных видов переплетения или нетканые материалы из этих волокон. В таблице 1 приведены свойства волокна Dyneema®SK-75, которое применяли в экспериментах.
Матрицами служили эпоксидные композиции, отвержденные аминами. В таблице 2 приведены составы полимерных связующих (матриц) и режимы их отверждения (температура и время) для различных примеров.
(ГОСТ 10587-84) и эпоксиалифатической смолы ДЭГ-1 (ТУ 2225-027-00203306-97) с отвердителем ТЭАТ (триэтаноламинотитанатом) (ТУ 6-09-11-2119-93)
Смачивание и пропитку волокна матрицей, а также прочность соединения между ними, определяли методом wet-pull-out (В.В. Кудинов, И.К. Крылов, Н.В. Корнеева, В.И. Мамонов, М.В. Геров. Оценка физико-химического взаимодействия между волокном и матрицей методом wet-pull-out при получении композиционных материалов. // Физика и химия обработки материалов. - 2007. - №6. - С.68-72).
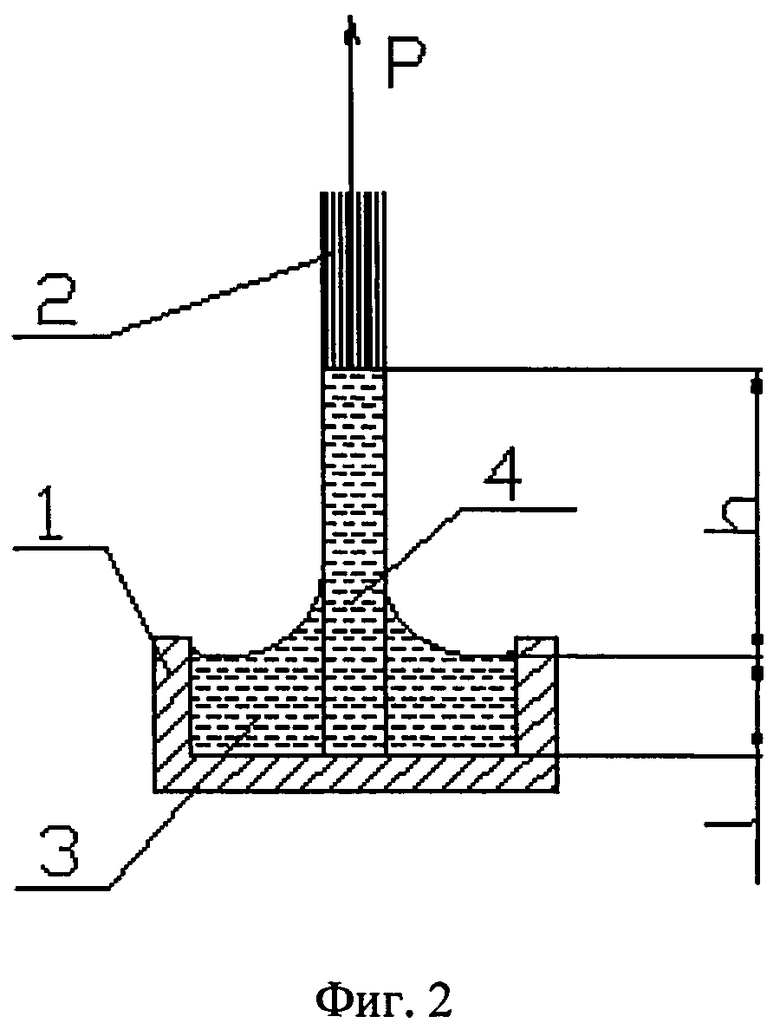
На Фиг.2 приведена схема метода wet-pull-out (W-P-O): 1 - чашечка для заливки полимерного связующего (матрицы); 2 - многофиламентное СВМПЭ-волокно; 3 - полимерная матрица толщиной l; Р - сила, с которой волокно выдергивают из слоя отвержденной матрицы 3; 4 - капиллярное поднятие матрицы по волокну на высоту h.
Прочность соединения волокна с матрицей, находили выдергивая волокно из матрицы силой Р (H). Силу выдергивания Р нормировали по глубине заделки l волокна в матрицу и получали величину нормированной на глубину заделки силы Р/l (Н/мм), которая служила мерой оценки прочности соединения на границе раздела волокно-матрица, и позволяла сопоставлять экспериментальные данные.
В таблице 3 приведены данные по высоте h капиллярного поднятия полимерной матрицы по волокну и величине нормированной силы на глубину заделки волокна в матрицу P/l, иллюстрирующие влияние фторирования волокна на его смачивание и пропитку матрицей при получении препрега.
В таблице 4 приведены прочностные характеристики кольцевых КМ полиэтиленпластиков при продольном растяжении, иллюстрирующие влияние фторирования волокна в препреге.
В таблице 5 приведены прочностные характеристики слоистых КМ полиэтиленпластиков при изгибе и сдвиге, показывающие влияние фторирования ткани в препреге на эти свойства.
Пример 1.
Повышение смачивания и пропитки СВМПЭ-волокна полимерной матрицей при его фторировании. Увеличение прочности соединения между матрицей и волокном в результате фторирования волокна при получении препрегов для КМ.
В камеру (Фиг.1) помещали СВМПЭ-волокно марки Dyneema®SK-75. После дегазации волокна в течение 20-30 мин при давлении 10-5 МПа в камеру вводили фторирующую смесь газов, состоявшую из 10% фтора и 90% гелия по объему. Волокно обрабатывали в течение 1 и 5 мин. Работу по фторированию проводили при температуре 20-22°C.
Влияние фторирования волокна на его смачивание и пропитку полимерной матрицей, а также на прочность соединения между волокном и матрицей при получении препрегов исследовали методом wet-pull-out (W-P-О) (Фиг.2).
Высота h (мм) капиллярного поднятия матрицы по волокну характеризует смачиваемость и пропитку многофиламентного СВМПЭ-волокна жидкой полимерной матрицей. Чем больше величина h (мм), тем лучше прошли эти процессы и тем большее усилие Р/l (Н/мм) надо приложить для отделения волокна от матрицы после ее отверждения. Обработка фтором по разному увеличивает величину h (в 1,96 раза с 13,8 до 27 мм) и величину нормированной силы Р/l (в 2,86 раза с 21 до 60 Н/мм) (табл.3).
Пример 2.
Влияние фторирования СВМПЭ-волокна на увеличение прочности КМ полиэтиленпластика при продольном растяжении.
Для упрочнения применяли исходное и фторированное СВМПЭ-волокно марки Dyneema®SK-75. Фторирование волокна проводили также как и в примере 1.
Образцы КМ полиэтиленпластика испытывали по методу NOL - Ring (Тарнопольский Ю.М., Кинцис Т.Я. Методы статических испытаний армированных пластиков. - М.: Химия, 1975. - стр.194). Образцы получали окружной намоткой волокна на кольцевую раздвижную оправку. Оправка состояла из двух полудисков диаметром 150 мм. Пропитку волокна матрицей производили одновременно с намоткой.
Составы матриц на основе эпоксидной смолы ЭД-20 (ГОСТ 10587-84) и режимы отверждения приведены в табл.2.
Были получены однонаправленные кольцевые образцы КМ диаметром 150 мм, толщиной 1-1,5 мм и шириной 10 мм. Раздвигая полудиски, разрушали КМ в диапазоне нагрузок 0-5 т на универсальной испытательной машине Инстрон 3382 при скорости нагружения 5 мм/мин.
Измеряли увеличение зазора между полудисками Δl при увеличении нагрузки Р и определяли прочность КМ при растяжении σраст.(табл.4) по следующей формуле:
где Рмакс.- максимальная разрывающая нагрузка; Sсеч.=b×h - площадь сечения; h - толщина кольца; b - ширина кольца.
Сопоставляли свойства КМ из волокна в исходном состоянии, со свойствами КМ, армированного фторированным волокном.
Фторирование волокна увеличило прочность КМ при растяжении на 22% с 621 МПа до 797 МПа (см. табл.4).
Пример 3.
Получение препрегов из фторированной ткани на основе СВМПЭ-волокна для слоистых прессованных КМ. Влияние фторирования армирующей ткани препрега на прочность КМ сдвиге и изгибе.
В камеру (Фиг.1) помещали ткани различных видов переплетения из СВМПЭ-волокна марки Dyneema®SK-75. После дегазации тканей в течение 20-30 мин при давлении в камере 10-5 МПа в камеру вводили фторирующую смесь газов из 10% фтора и 90% гелия по объему. Ткани обрабатывали в течение 10 мин. Далее ткани пропитывали связующим на вертикальной пропиточной машине.
Эпоксидное связующее ЭДТ-10 приготавливали на основе эпоксидных смол ЭД-20 (ГОСТ 10587-84) и ДЭГ-1 (ТУ 2225-027-00203306-97) и отверждали отвердителем ТЭАТ (ТУ 6-09-11-2119-93) по режиму, приведенному в табл.2. Пропитанные эпоксидной матрицей ткани сушили для удаления растворителя и получения препрега. Затем после сушки полученный препрег раскраивали на заготовки, которые собирали в пакеты для прессования. Прессование проводили при температуре 90°C в течение 6 ч. После прессования полученный КМ полиэтиленпластик разрезали на образцы и проводили механические испытания на изгиб σи (ГОСТ 4649-96) и сдвиг τсдв. (РТМ РС-743-86).
После фторирования армирующей ткани препрега прочность КМ при изгибе увеличилась с 265 МПа до 435 МПа, то есть на 40%, а прочность КМ при сдвиге возросла с 19 МПа до 33 МПа, то есть на 43% (см. табл.5).
Анализ данных таблицы 5 свидетельствует о том, что прессованием препрегов, получаемых заявленным способом, можно изготавливать слоистые КМ полиэтилепластики, обладающие более высокими прочностными показателями при сдвиге и изгибе.
Пример 4.
Получение намотанных препрегов из фторированного волокна для КМ, имеющих форму тел вращения. Увеличение прочности, жесткости и уменьшение деформации кольцевых КМ, армированных фторированным СВМПЭ-волокном, при испытаниях КМ на растяжение.
Для упрочнения КМ применяли исходное и фторированное СВМПЭ-волокно марки Dyneema®SK-75. Фторирование волокна проводили также как и в примере 1. Матрицу изготавливали из эпоксидной смолы ″ЭПИКОТ 828″ от корпорации Shell Chemical Co., отвержденную полиэтиленполиамином (ПЭПА) (ТУ 2413-357-00203447-99).
Образцы КМ получали и испытывали по методу NOL - Ring также как и в примере 2. На раздвижную стальную кольцевую оправку в виде двух полудисков наматывали пропитанное матрицей волокно. После выдержки ее при комнатной температуре в течение суток полностью затвердевший препрег вместе с оправкой термообрабатывали при температуре 80°С в течение 5 ч.
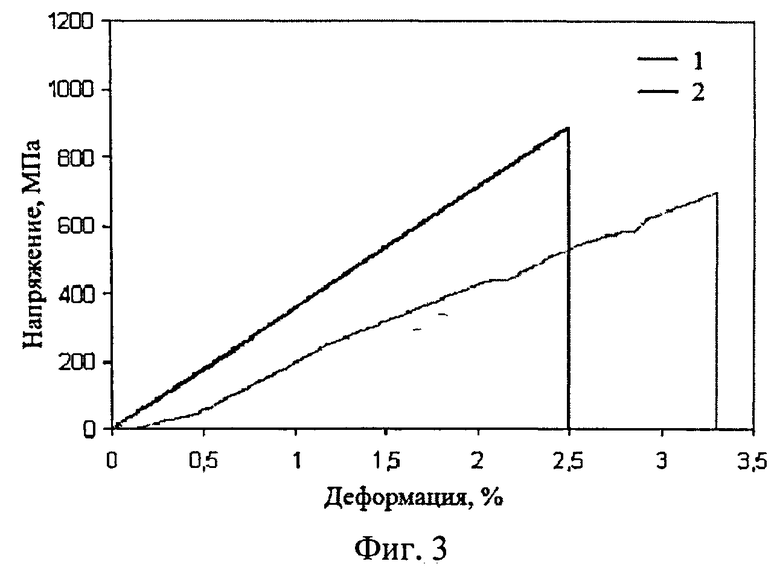
Полученные образцы КМ диаметром 150 мм, толщиной 1,5 мм и шириной 10 мм испытывали на растяжение на универсальной испытательной машине Инстрон 3382 при скорости нагружения 5 и 10 мм/мин при нагрузках до 5 т. Записывали диаграмму растяжения и получали зависимость деформации КМ от напряжения. На Фиг.3. отображена диаграмма растяжения кольцевых образцов КМ, упрочненных нефторированным (1) и фторированным (2) СВМПЭ-волокном.
При деформировании КМ, упрочненного исходным нефторированным волокном происходит его расслоение, и матрица отделяется от волокна. Расслоение КМ вызывает постоянные сбросы напряжения, которые хорошо заметны на диаграмме растяжения (Фиг.3, кривая 1).
Образец КМ, армированный фторированным волокном, ведет себя как жесткий монолитный материал (Фиг.3, кривая 2) и разрушается при более высокой на 25-30% предельной нагрузке. Кроме того, этот КМ имеет более высокий модуль упругости, что следует из наклона кривых 1 и 2 на диаграмме растяжения.
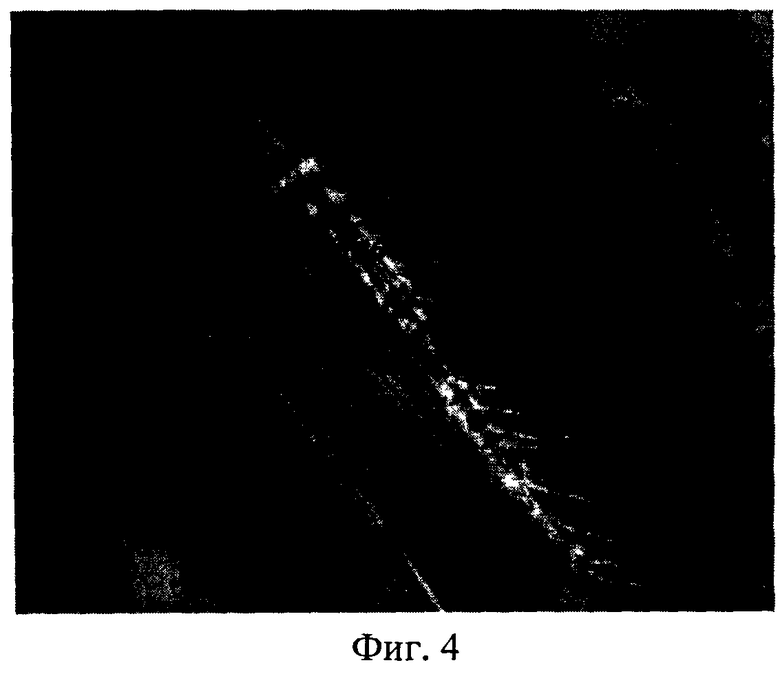
Увеличение физико-механических свойств КМ происходит в результате фторирования волокна, которое вызывает образование на его поверхности активных центров, в которых матрица прочно соединяется с волокном. Образование прочного соединения между многофиламентным СВМПЭ-волокном и матрицей наблюдали с помощью оптического микроскопа Axioplan на микрофотографии поверхности филамента, фторированного СВМПЭ-волокна, отделившегося от матрицы при разрушении КМ при продольном растяжении. На Фиг.4. представлена микрофотография поверхности такого филамента.
На микрофотографии хорошо видны центры прочного соединения волокна с матрицей. При нагружении КМ в эпоксидной матрице, окружающей волокно, возникает напряженное состояние, которое проявляется в виде белых полос, закрепленных на волокне, наблюдаемых на Фиг.4. Все полосы изогнуты в направлении действия нагрузки, которая передается от матрицы на волокно.
Анализ данных примеров 1-4 показывает, что из препрега, полученного заявленным способом, можно разными методами, например, намоткой и прессованием, изготавливать КМ полиэтиленпластики с более высокими свойствами, чем из исходных нефторированных армирующих наполнителей на основе СВМПЭ-волокна. Увеличиваются прочностные характеристики полиэтиленпластика, его модуль и снижается деформация. Улучшаются смачивание и пропитка волокна матрицей и появляются центры прочного соединения между матрицей и волокном.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРПРОЧНОГО ЛЕГКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2419691C2 |
| СПОСОБ УМЕНЬШЕНИЯ ПОЛЗУЧЕСТИ И УВЕЛИЧЕНИЯ МОДУЛЯ УПРУГОСТИ СВЕРХВЫСОКОМОЛЕКУЛЯРНЫХ ВЫСОКОПРОЧНЫХ ВЫСОКОМОДУЛЬНЫХ ПОЛИЭТИЛЕНОВЫХ ВОЛОКОН | 2011 |
|
RU2467101C1 |
| ЛЕГКИЙ ВЫСОКОПРОЧНЫЙ ВОДОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2618882C2 |
| ВЫСОКОПРОЧНЫЙ ВОДОСТОЙКИЙ ОРГАНОКОМПОЗИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2604621C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА, В СОСТАВ КОТОРОГО ВХОДИТ СВЕРХВЫСОКОМОЛЕКУЛЯРНОЕ ПОЛИЭТИЛЕНОВОЕ ВОЛОКНО | 2016 |
|
RU2663287C2 |
| ПРЕПРЕГ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2009 |
|
RU2427594C1 |
| СЛОИСТЫЕ МАТЕРИАЛЫ ИЗ ПЛЕНКИ НА ОСНОВЕ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА | 2012 |
|
RU2645570C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2277549C1 |
| НАНОГИБРИДНЫЙ ЗАЩИТНЫЙ КОМПОЗИТ | 2009 |
|
RU2420704C1 |
| Способ получения препрегов для высокопрочных композитов | 2022 |
|
RU2788749C1 |
Изобретение относится к области получения препрегов для создания композиционных материалов на основе непрерывных высокопрочных высокомодульных полиэтиленовых волокон из сверхвысокомолекулярного полиэтилена, которые могут быть использованы в различных областях техники, например, в вертолетостроении, авиации, автомобилестроении и судостроении. Способ получения препрега для композиционных материалов включает обработку многофиламентного сверхвысокомолекулярного волокна или ткани на его основе смесью фтора с гелием при давлении 0,01-0,1 МПа, длительности обработки 1-60 мин, температуре обработки 20-40°С с последующей пропиткой полимерными связующими на основе эпоксидиановой смолы. Многофиламентное сверхвысокомолекулярное полиэтиленовое волокно или ткань на его основе перед обработкой его смесью фтора с гелием подвергают дегазации при пониженном давлении. Изобретение позволяет получать из препрега высококачественные ультралегкие высокопрочные высокомодульные композиционные материалы, превосходящие по удельным свойствам материалы из необработанного волокна. 1 з.п. ф-лы, 5 табл., 4 ил.
1. Способ получения препрега для композиционных материалов, включающий обработку многофиламентного сверхвысокомолекулярного полиэтиленового волокна или ткани на его основе смесью фтора с гелием при давлении 0,01-0,1 МПа, длительности обработки 1-60 мин, температуре обработки 20-40°С с последующей пропиткой полимерными связующими на основе эпоксидиановой смолы.
2. Способ по п.1, отличающийся тем, что многофиламентное сверхвысокомолекулярное полиэтиленовое волокно или ткань на его основе предварительно подвергаются дегазации при пониженном давлении 10-5 МПа.
| J | |||
| MAITY et al | |||
| Homocomposites of chopped fluorinated polyethylene fiber with low-density polyethylene matrix | |||
| Material Science and Engineering, A, 2008, v.479, p.p.125-135 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Сифонный дозатор | 1988 |
|
SU1580173A1 |
| ГЕРОВ M.A | |||
| Разработка и исследование композиционного материала, упрочненного полиэтиленовыми волокнами | |||
| Автореферат | |||

