Эта заявка испрашивает приоритет в соответствии со ст.119 (е) Гражданского Кодекса США по предварительной заявке №61/139,286, поданной 19 декабря 2008 г.
Область техники, к которой относится изобретение
Эта заявка относится к панели с покрытием и способу изготовления такой панели.
В частности, изобретение относится к панелям, содержащим, по меньшей мере, подложку и верхний слой с орнаментом; вышеуказанный верхний слой предусмотрен на вышеуказанной подложке. Изобретение может относиться, например, к мебельным панелям, потолочным панелям, напольным панелям и т.п., которые, по существу, состоят из основной панели MDF или HDF (древесноволокнистая плита средней или высокой плотности) или подложки и нанесенного на нее верхнего слоя. В частности, изобретение относится к панелям, которые содержат один или несколько слоев материала, нанесенных на подложку, при этом, по меньшей мере, один из этих слоев материала показывает печатный орнамент. Предпочтительно, это относится к орнаменту, который, по меньшей мере, частично получают посредством печати, выполняемой непосредственно или косвенно на подложке. Однако изобретение также относится к панелям, на которых орнамент получают другим способом, например, посредством печати этого орнамента на листе-носителе и размещения этого листа-носителя на вышеуказанной подложке, например, как в случае с DPL (ламинат прямого давления) панелями.
Уровень техники
Панели с печатным орнаментом, образованным на подложке, известны, например, из US 1,971,067, US 3,173,804, US 3,554,827, US 3,811,915, WO 01/48333, WO 01/47724, US 200/0026017, WO 2004/042168, EP 1872959, DE 19725829 С1 или DE 19532819 A1. Из вышеуказанных документов известно, что вышеуказанные слои материала могут содержать один или несколько грунтовочных слоев, и эти грунтовочные слои, по существу, расположены под вышеуказанной печатью и/или могут содержать один или несколько отделочных слоев, которые, по существу, расположены над вышеуказанным орнаментом. Такие отделочные слои могут содержать, например, прозрачные и полупрозрачные слои синтетического материала, которые образуют защитный слой над так или иначе напечатанным орнаментом и могут содержать, например, износостойкие частицы, например оксид алюминия. Из WO 01/48333 известны панели, защитный слой которых содержит лак, отверждаемый ультрафиолетовым излучением или отверждаемый электронным лучом. Кроме того, такой слой лака может содержать твердые частицы. В качестве альтернативы слою лака в документе WO 01/48333 описывается защитный слой, который содержит лист материала, например, лист бумаги, пропитанный термоотверждаемой смолой. Термоотверждаемая смола может образовывать более твердый защитный слой, чем лак, и тем самым позволяет получать панель с покрытием, имеющую лучшую износостойкость. Кроме того, материал слоя лака при затвердевании расширяется, и получение структуры в поверхности такого слоя лака является трудоемким процессом. Лист материала, используемый в случае с термоотверждаемой смолой, оказывает отрицательное влияние на видимость орнамента. Кроме того, лист материала является дорогостоящим. Защитный слой на основе термоотверждаемой смолы также имеет недостаток, состоящий в том, что он может быть холодным на ощупь, и при ходьбе, в случае использования такой панели в качестве напольного покрытия, могут быть слышны «тикающие» звуки. Кроме того, для его отверждения требуется относительно много энергии, и получение глубоких структур или рельефа является довольно затруднительным.
В качестве частичного решения проблемы видимости можно выбрать способ, известный из DE 19725829 С1. Из этого документа известен материал покрытия, который содержит термоотверждаемую смолу и может быть нанесен на панель в жидком виде. После сушки материал покрытия затвердевает в нагреваемом зажимном устройстве. По DE 19725829 С1 используются целлюлозные волокна, смешанные с материалом покрытия. Эти волокна могут использоваться для получения толстых слоев синтетического материала, однако это также ведет к некоторой потере видимости орнамента или потере прозрачности соответствующего слоя. В таком толстом слое синтетического материала имеется возможность получения более глубокой структуры.
Также следует отметить, что термоотверждаемые смолы, например меламиновые смолы, в общем, имеют недостаток, состоящий в том, что они не склеиваются или с трудом склеиваются с печатью, выполняемой с помощью ультрафиолетовых красок. Такие краски могут использоваться, например, для производства панелей с печатным орнаментом, образованным на подложке.
Из вышеуказанных патентных документов также известны различные способы для получения поверхности панели с покрытием со структурой. Из документа WO 2004/042168 известно о получении углублений в самой подложке или в грунтовочном слое и о выполнении печати в виде орнамента на этой структурированной подложке. Из WO 01/47725, US 3,811915 и US 3,554,827 известно о нанесении лакоотталкивающего вещества на печатный орнамент, так, чтобы нанесенный позднее слой лака затвердевал избирательно с целью образования структуры в готовой панели. Из WO 01/48333 и DE 19725829 С1 известно о получении отпечатков в защитном слое, нанесенном на орнамент, с помощью формы или нажимного цилиндра или нажимной плиты. Из WO 01/47724 известно об избирательном нанесении прозрачного слоя лака с помощью струйной печати на орнамент и получении структуры, в которой слой лака закрывает орнамент только частично, и часть орнамента не защищена от износа.
В отношении гибкости и/или в отношении структур, которые могут быть получены, упомянутые выше способы оставляют желать много лучшего. Например, с помощью этих способов имеется возможность беспрепятственно получить структуры, соответствующие орнаменту, получаемому с помощью печати, или глубокие структуры. Кроме того, по некоторым известным способам орнамент частично остается незащищенным, например, от износа или проникновения влаги. Прозрачность также оставляет желать много лучшего.
Раскрытие изобретения
По различным независимым аспектам настоящее изобретение, в частности, предлагает альтернативные панели с покрытием вышеуказанного типа, которые по различным предпочтительным вариантам выполнения могут быть получены более беспроблемным и более экономичным способом, чем панели по существующему уровню техники, и/или предлагает устранение одного или нескольких недостатков панелей и/или способов изготовления панелей по существующему уровню техники.
С этой целью изобретение по первому независимому аспекту относится к панели с покрытием, содержащей, по меньшей мере, подложку и верхний слой с печатным орнаментом; вышеуказанный верхний слой нанесен на вышеуказанную подложку, при этом вышеуказанный верхний слой также содержит прозрачный или полупрозрачный слой синтетического материала, который нанесен сверху вышеуказанного печатного орнамента; причем вышеуказанный верхний слой и, предпочтительно, по меньшей мере, вышеуказанный прозрачный или полупрозрачный слой синтетического материала содержит вспениваемый или вспененный синтетический материал.
В общем, можно использовать любой вспениваемый синтетический материал. Такой вспениваемый синтетический материал может быть выбран, например, из группы, содержащей поливинилхлорид, полистирол, полиэтилен, полиуретан, полипропилен, акрилат, полиамид, полиметилметакрилат (ПММА) и полиэфир. Понятно, что соответствующий синтетический материал в готовой панели необязательно должен быть вспененным, однако это фактически предпочтительно, по меньшей мере, для части и, еще лучше, для большей части этого синтетического материала.
В частности, по предусмотренному варианту выполнения изобретение также может быть сформулировано как панель с покрытием, содержащая, по меньшей мере, подложку и верхний слой, нанесенный на эту подложку, при этом вышеуказанный верхний слой содержит орнамент, напечатанный непосредственно или косвенно на подложке, и содержит прозрачный или полупрозрачный слой синтетического материала, нанесенный сверху вышеуказанного печатного орнамента, причем вышеуказанный верхний слой и, предпочтительно, по меньшей мере, вышеуказанный прозрачный или полупрозрачный слой синтетического материала содержит, по меньшей мере, поливинилхлорид и, предпочтительно, также содержит пластификатор. Не является необходимым, чтобы, по меньшей мере, вышеуказанный прозрачный или полупрозрачный слой синтетического материала содержал вышеуказанный поливинилхлорид. Он также может присутствовать исключительно в вышеуказанном печатном орнаменте или под ним.
Панели с покрытием по изобретению являются альтернативой панелям по существующему уровню техники. Синтетические материалы, упомянутые в вышеприведенных изложениях изобретения, могут быть менее дорогостоящими, чем лаки, однако, в общем, являются более дорогостоящими, чем термоотверждаемые смолы. Соответствующие синтетические материалы могут быть структурированы различными способами и могут применяться для получения относительно толстых слоев, которые все же остаются достаточно прозрачными. Таким образом, могут быть получены глубокие структуры без необходимости деформирования или формования подложки. Вышеуказанные толстые слои, возможно, могут быть получены без необходимости использования листов материала или целлюлозных волокон. Авторы изобретения также обнаружили, что имеется возможность получать тонкие слои, которые можно наносить, например, в качестве покрытия сверху печати. Кроме того, может быть значительно уменьшена вероятность возникновения «тикающих» звуков. Для отверждения таких синтетических материалов можно применять простые способы, которые необязательно потребуют большого расхода энергии. Кроме того, в некоторых случаях, например, в случае поливинилхлорида, соответствующее затвердевание может быть отсрочено и/или, по меньшей мере, частично не завершено, позволяя получить рельеф или структуру более простым и/или быстрым способом. Синтетические материалы панелей по изобретению предпочтительно обеспечивают склеивание с печатью, образованной на основе ультрафиолетовых красок, без необходимости принятия специальных мер, например, нанесения грунтовок. Это имеет место, например, при использовании поливинилхлорида.
Панель с покрытием по изобретению предпочтительно получают с помощью способа, в котором вышеуказанный вспениваемый или вспененный синтетический материал или вышеуказанный поливинилхлорид, который наносится на подложку, остается, по меньшей мере, в течение некоторого времени в мягком состоянии. Это может быть реализовано, например, с помощью способа, характеристики которого изложены ниже в описании второго аспекта изобретения. Это может быть достигнуто, например, в том отношении, что соответствующий синтетический материал наносится на подложку в мягкой или жидкой форме, например, с помощью одного или нескольких валиков, струйного и/или распыляющего устройств, распределяющих устройств и т.п. Предпочтительно, используется способ нанесения, согласно которому наносится излишнее количество соответствующего синтетического материала, при этом полученный слой после нанесения пропускается через каландры или подвергается обработке скребками для получения требуемого количества синтетического материала. Имеется возможность нанесения множества слоев соответствующего синтетического материала, предпочтительно, каждый раз с помощью любого из упомянутых выше возможных способов нанесения. Возможно, что может иметь место промежуточное отверждение или загустение синтетического материала одного или нескольких ранее нанесенных слоев. Панель, которую получают с помощью способа, в котором вышеуказанный вспениваемый или вспененный синтетический материал или вышеуказанный поливинилхлорид, нанесенный на подложку, остается в мягком состоянии, по меньшей мере, в течение некоторого периода времени, может быть распознана, например, в том отношении, что связь между слоем синтетического материала и одним или несколькими соседними слоями и/или подложкой, образована, по меньшей мере, частично или полностью посредством затвердевания самого синтетического материала, а не посредством отдельного клеевого соединения. Однако панель с покрытием по изобретению также может быть изготовлена другими способами. Например, верхний слой может быть изготовлен, по меньшей мере, частично или полностью отдельно и может быть помещен на подложку, после чего, например, этот верхний слой можно приклеить к подложке. Однако в таком случае будет присутствовать отдельное клеевое соединение.
Предпочтительно, вышеуказанный печатный орнамент относится к орнаменту, который получают, выполняя прямую или косвенную печать на вышеуказанной подложке. Косвенная печать может быть получена, например, печатанием на одном или нескольких грунтовочных слоях, уже нанесенных на подложку. По изобретению не исключается работа с орнаментом, напечатанным на гибком листе материала, который затем может быть помещен полностью или частично на подложку.
Предпочтительно, вышеуказанный орнамент получают посредством печати с помощью струйного принтера с одной или несколькими печатными головками. Предпочтительно, для печатания используются ультрафиолетовые краски. Ультрафиолетовые краски являются более устойчивыми к воздействию света, чем краски на водной основе. По изобретению не исключается использование таких способов печати как офсетная печать или глубокая печать, например, с помощью нажимных цилиндров.
Вышеуказанный слой синтетического материала, который содержит вышеуказанный вспениваемый или вспененный синтетический материал и/или который содержит вышеуказанный поливинилхлорид, предпочтительно продолжается по всему печатному орнаменту и/или по всей поверхности подложки. Таким образом, эффективный защитный слой может быть получен по всей поверхности подложки и/или может быть получен надлежащий покрывающий грунтовочный слой. В таком защитном слое также имеется возможность получения рельефа или структуры, которая также может продолжаться по всей поверхности подложки. Предпочтительно, чтобы в окончательно изготовленной. панели с покрытием, вышеуказанный слой синтетического материала также продолжался, по существу, по всей поверхности подложки. Также, предпочтительно, чтобы материал этого синтетического слоя материала сохранялся в возможно более глубоких структурных частях верхнего слоя. В случае, когда соответствующий слой синтетического материала образует защитный слой, обеспечивается надлежащая защита орнамента.
Для подложки панелей с покрытием по изобретению предпочтительно использовать подложку в форме плиты. Это означает, что подложка имеет ограниченную упругость, и эта упругость, например, сравнима с упругостью дерева или MDF/HDF. Предпочтительно используется подложка, содержащая материал на основе дерева, например MDF или HDF. Это особо важно, когда используется орнамент, полученный выполнением прямой или косвенной печати на вышеуказанной подложке. На таком материале на основе древесины и, в частности, MDF или HDF, можно легко получить ровную шлифованную верхнюю поверхность, чтобы возможные неровности верхней поверхности не препятствовали или препятствовали в меньшей степени структуре или рельефу, который, возможно, будет присутствовать на верхней поверхности. Кроме того, когда получение структуры или рельефа не предусматривается, такие неровности могут быть неприемлемыми. Во избежание таких проблем могут быть использованы грунтовочные слои, содержащие наполнитель, которым можно заполнить возможные неровности в верхней поверхности подложки. По изобретению один или несколько из вышеуказанных грунтовочных слоев могут содержать вспененный или вспениваемый синтетический материал и/или могут содержать вышеуказанный поливинилхлорид.
Дополнительным преимуществом таких синтетических материалов или поливинилхлорида является то, что они, в случае печати, выполняемой прямо или косвенно на подложке, в то же время могут использоваться как заполняющий, уплотняющий и/или грунтовочный слой. Таким образом, множество слоев материала или все слои материала, расположенные под печатным орнаментом, могут быть нанесены с помощью этих синтетических материалов или поливинилхлорида. Относительно тонкий нанесенный слой, например, менее 0,4 миллиметра и, еще лучше, менее 0,2 миллиметра, может быть достаточным. Кроме того, могут быть использованы подложки, имеющие относительно много неровностей, такие как плиты MDF и HDF, неподдающиеся шлифованию или с трудом поддающиеся шлифованию.
Как указано выше, предпочтительно, по меньшей мере, вышеуказанный прозрачный или полупрозрачный слой синтетического материала содержит соответствующий вспениваемый или вспененный синтетический материал и/или вышеуказанный поливинилхлорид. Предпочтительно, вышеуказанный прозрачный или полупрозрачный слой синтетического материала, по существу, состоит из такого синтетического материала. Такой прозрачный или полупрозрачный слой синтетического материала может быть выполнен как относительно тонкий слой или покрытие, например, как слой, имеющий толщину менее 0,4 миллиметра или даже менее 0,2 миллиметра.
По конкретному варианту выполнения один или несколько слоев материала, из которых состоит верхний слой, по существу, состоят из поливинилхлорида и/или пластификатора. Это может иметь отношение к одному или нескольким слоям, образующим грунтовочный слой или отделочный слой. К примеру, по меньшей мере, вышеуказанный прозрачный или полупрозрачный слой синтетического материала, по существу, может состоять из поливинилхлорида и/или пластификатора. По другому варианту вышеуказанный орнамент может наноситься на подложку с помощью одного или нескольких промежуточных грунтовочных слоев, при этом, по меньшей мере, один из вышеуказанных грунтовочных слоев содержит поливинилхлорид и/или пластификатор или, по существу, состоит из него. Соответственно, могут использоваться подложки, не поддающиеся шлифованию. Предпочтительно, такой грунтовочный слой также содержит пигмент. Кроме того, может быть получен основной цвет орнамента. В таком случае соответствующий грунтовочный слой предпочтительно расположен непосредственно под печатным орнаментом. Как указано выше, такой грунтовочный слой также может служить в качестве заполняющего и/или уплотняющего слоя нижележащей подложки. Не исключается, что весь верхний слой, грунтовочные слои и отделочные слои, по существу, состоят из такого синтетического материала.
Предпочтительно, по меньшей мере, вышеуказанный прозрачный или полупрозрачный слой синтетического материала не содержит листов материала, например листов бумаги, и/или, по существу, совсем не содержит целлюлозных волокон. По существу, в этом случае это означает, что целлюлозные волокна не оказывают значительного влияния на прозрачность слоя синтетического материала. Еще лучше, если весь верхний слой не содержит таких листов материала или совсем не содержит целлюлозных волокон. По изобретению в таком случае может быть нанесен относительно толстый верхний слой, в котором могут быть предусмотрены глубокие структуры. Например, заниженные области краев могут быть получены на одном или нескольких краях панелей и/или структуры или рельеф могут быть получены на реальной поверхности панелей, имитирующие рельеф натуральных изделий, например, древесины или камня.
Следует отметить, что прозрачный или полупрозрачный слой синтетического материала, который расположен над вышеуказанным орнаментом, защищает этот орнамент от износа, по меньшей мере, до определенной степени. В этом случае слой синтетического материала может образовывать поверхность готовой панели с покрытием. Однако на соответствующем слое синтетического материала могут быть предусмотрены дополнительные отделочные слои. Например, прозрачный или полупрозрачный слой синтетического материала может содержать слой, расположенный на поверхности, на основе лака, например, слой на основе лака, отверждаемый ультрафиолетовым излучением или отверждаемый электронным лучом. Такой слой лака имеет хорошую склеиваемость, например, с поливинилхлоридом. Предпочтительно, такой слой лака содержит твердые частицы, например, керамические частицы, со средним размером частиц менее 200 микрон. Предпочтительно, вышеуказанный прозрачный или полупрозрачный слой синтетического материала содержит, например, добавки, которые повышают износостойкость панели, например, твердые частицы. Предпочтительно, добавки, находящиеся в возможном поверхностном слое, адаптированы к увеличению сопротивления царапанию панели с покрытием. Такие добавки являются, например, твердыми частицами, по существу, керамическими частицами со средним размером частиц менее 60 микрон. По изобретению прозрачный или полупрозрачный слой синтетического материала также может состоять, в основном или полностью, из такого слоя лака, в котором слой материала, содержащий вышеуказанные вспениваемые или вспененные синтетические материалы или поливинилхлорид, предпочтительно находится внизу, например, под печатью.
Предпочтительно, вышеуказанный верхний слой имеет толщину более 0,2 миллиметра и, еще лучше, более 0,5 миллиметра. Предпочтительно, толщина верхнего слоя ограничена до максимального значения 3 миллиметра. Как уже было указано, слой материала, содержащий вспененный или вспениваемый синтетический материал или поливинилхлорид, может быть относительно тонким, например, толщина слоя может быть менее 0,2 миллиметра. Не исключается, что верхний слой, по существу, состоит из одного или нескольких таких слоев материала и печати.
Предпочтительно, верхний слой, по существу, имеет вес в диапазоне 100-400 граммов на квадратный метр или, еще лучше, в диапазоне 150-300 граммов на квадратный метр, при этом надлежащим значением является показатель 250 граммов.
Когда слой синтетического материала, например, слой поливинилхлорида, сочетается с подложкой на основе древесины, например, подложкой из MDF или HDF, предпочтительно между соответствующим слоем синтетического материала и подложкой помещен склеивающий слой. Такой склеивающий слой может состоять, например, из листа материала, который на одной стороне имеет аминосмолу, например, меламиновую смолу, а на другой стороне имеет соответствующий синтетический материал, например, ПВХ, или может содержать такой лист материала. Известно, что меламиновая смола имеет хорошую склеиваемость с подложками на основе дерева, например с MDF или HDF. Орнамент может быть напечатан на этом листе материала заблаговременно, или этот лист материала может быть использован в качестве основы для печати. В качестве материала листа может быть использован, например, лист бумаги, ткань из стеклопластика или слой текстиля. Таким образом, понятно, что по изобретению предпочтительно между вышеуказанным слоем вспененного или вспениваемого синтетического материала или поливинилхлорида и вышеуказанной подложкой помещен отдельный слой, и этот отдельный слой обеспечивает соединение между соответствующим синтетическим материалом и подложкой. Как было указано выше, соединение соответствующего синтетического материала и отдельного слоя предпочтительно обеспечивается за счет затвердевания самого синтетического материала, а не за счет отдельного клеевого соединения.
Предпочтительно, вышеуказанный верхний слой также содержит воск, например, полиэтиленовый воск или монтан-воск. Использование воска в верхнем слое ведет к уменьшению эффекта склеиваимости изготавливаемых панелей. Кроме того, с помощью воска обеспечивается более высокая степень глянца и/или определенный гидрофобный эффект.
В случае применения пластификатора, предпочтительно используется фталатный пластификатор или изосорбидный пластификатор. В случае применения предпочтительно используются фталаты, имеющие относительно длинные боковые цепи, например, диизононилфталат (DINP)/диизодецилфталат (DIDP). Изосорбидные пластификаторы являются более дорогостоящей, но более экологически приемлемой альтернативой фталатовым пластификаторам. Изосорбид, по существу, известен как пластификатор, например, из WO 99/45060 или WO 01/83488. Изосорбид также имеет преимущества, состоящие в том, что он может обеспечить получение более прозрачных слоев синтетического материала по сравнению с фталатами, и что он может иметь лучшее сопротивление нагреву. С помощью пластификаторов может быть получен так называемый мягкий ПВХ.
В общем, с помощью пластификаторов можно получить более мягкий соответствующий синтетический материал. Таким образом, также упомянутый выше «тикающий» звук может быть большей частью исключен. Кроме того, мягкий слой синтетического материала может обеспечить лучшее сопротивление царапанию на поверхности готовой панели. Кроме того, в случаях, когда на поверхности панели должны быть получены структура или рельеф, преимущественным является использование пластификаторов. В частности, может сложиться ситуация, при которой можно получить эту структуру или рельеф с помощью нагреваемого нажимного элемента, например, нажимной плиты или нажимного цилиндра.
Предпочтительно, панель с покрытием по изобретению имеет на поверхности структуру или рельеф. Существует несколько вариантов получения такой структуры или рельефа. Такая структура или рельеф предпочтительно соответствует печатному орнаменту.
По первому варианту такая структура или рельеф состоит, по меньшей мере, частично из отпечатков, получаемых в вышеуказанном прозрачном или полупрозрачном слое синтетического материала. Такие отпечатки могут быть получены, например, с помощью нагреваемого нажимного элемента, например, нажимной плиты или нажимного цилиндра. В панелях по изобретению относительно глубокие структуры могут быть получены за счет применения вышеуказанных синтетических материалов без необходимости деформирования подложки. По существу, могут быть получены более толстые слои вспениваемого и/или вспененного материала или синтетического материала на основе поливинилхлорида без значительной потери прозрачности. Предпочтительно, вышеуказанные отпечатки образованы во все еще мягком или повторно размягченном синтетическом материале, в результате чего обеспечивается улучшенная деформируемость.
По второму варианту такая структура или такой рельеф содержит рисунок из углублений и/или выступов, и этот рельеф, по меньшей мере, частично получен местным увеличением и/или уменьшением объема вышеуказанного верхнего слоя. Термин «местный» означает, что весь верхний слой равномерно не увеличивается и/или не уменьшается в объеме. Здесь это может относиться к очень ограниченным местным изменениям в увеличении и/или уменьшении объема. Например, на поверхности верхнего слоя может иметь место равномерное увеличение объема, в то время как на краях происходит местное меньшее увеличение объема, или объем даже уменьшается для образования заниженных краев, что может служить, например, в качестве имитации соединения, фаски или выдавленного слоя лака.
По другому примеру на поверхности верхнего слоя может иметь место равномерное увеличение объема, в то время как на краях происходит местное меньшее увеличение объема, или объем уменьшается для образования углублений, которые имитируют наличие, например, пор древесины или других местных неровностей. В частности, на верхний слой может быть нанесено вещество, предотвращающее расширение. Такое вещество содержит, например, бензотриазол и/или толилтриазол. Такое вещество способно уменьшать или предотвращать расширение синтетического материала, например, ПВХ (поливинилхлорид). В качестве расширяемого вещества может быть использовано вещество, содержащее ПВХ. Вышеуказанные местные изменения объема могут быть получены за счет местного применения и/или активации вышеуказанного вещества, предотвращающего объемное расширение, или вспенивающего вещества.
По третьему варианту получают структурированную подложку, и вышеуказанные слои материала повторяют, по меньшей мере, частично, рельеф подложки, так что на поверхности готовой панели образуется структура. Этот вариант может применяться, например, для получения фасок.
Предпочтительно, вышеуказанная подложка имеет толщину в диапазоне 5-15 миллиметров и, еще лучше, 6-12 миллиметров. Такая толщина обеспечивает достаточное пространство для использования механического соединения. Однако изобретение не исключает, что может использоваться подложка толщиной 2-5 миллиметров. Предпочтительно, вышеуказанная подложка, большей частью или полностью, не содержит поливинилхлорида. Более предпочтительно, вышеуказанная подложка, большей частью или полностью, не содержит никаких термопластичных материалов. Предпочтительно, подложка, используемая по способу изобретения, содержит органические компоненты, например, древесину, воск, бамбук и т.п. Более предпочтительно, подложка состоит, по меньшей мере, на 60%, из таких органических компонентов, например, в этом случае MDF или HDF.
Изобретение также относится к способу производства панелей. Например, соответствующий способ может использоваться для производства вышеописанных панелей. С этой целью изобретение по второму независимому аспекту относится к способу производства панелей, которые содержат, по меньшей мере, подложку и верхний слой, нанесенный на эту подложку; способ включает, по меньшей мере, следующие стадии:
- стадию подготовки подложки;
- стадию выполнения печати на подложке;
- стадию нанесения поливинилхлоридной пасты на подложку; и
- стадию загустения или в ином случае вспенивания или затвердения вышеуказанной нанесенной пасты.
Вышеуказанная стадия подготовки подложки может содержать различные обработки. Например, эта стадия может содержать нанесение одного или нескольких грунтовочных слоев и/иди структурирование подложки и/или доведение подложки до требуемого размера и/или шлифование подложки. Под термином «загустение или в ином случае вспенивание или затвердение», в общем, подразумевается процесс расширения поливинилхлоридной пасты до мягкого ПВХ. Здесь, предпочтительно, по меньшей мере, обеспечивается увеличение вязкости пасты ПВХ. Предпочтительно, такая паста также содержит пластификатор. Предпочтительно, вышеуказанная поливинилхлоридная паста помимо порошка ПВХ содержит 5-75% масс. пластификатора. Предпочтительно, в итоге получают панель с покрытием, в которой, по меньшей мере, один слой материала, по существу, состоит из мягкого ПВХ. Предпочтительно, вышеуказанная поливинилхлоридная паста помимо порошка ПВХ содержит 3-15% масс. воска, например, упомянутых выше восков. Вышеуказанный процесс может быть выполнен с помощью различных стадий, при этом каждый раз к вышеуказанной пасте подается тепло. Предпочтительно, используемый здесь диапазон температур составляет 40-200°С. Начиная с 40°С, уже может происходить некоторое расширение; начиная с температуры 160°С, может быть получено полное расширение.
Понятно, что указанные здесь стадии могут выполняться на более крупных подложках, из которых затем получают готовые панели с покрытием, например, посредством разделения этих крупных подложек с помощью отрезного станка, а также на панелях, уже имеющих приблизительные размеры готовых панелей с покрытием.
Предпочтительно, вышеуказанная подложка на стадии нанесения вышеуказанной поливинилхлоридной пасты на подложку находится в состоянии, в котором она имеет форму плиты или панели. Это означает, что соответствующая подложка имеет форму, в которой она не может быть намотана. Здесь подложка имеет упругость, аналогичную упругости древесины или MDF/HDF.
Предпочтительно, вышеуказанная подложка, большей частью или полностью, не содержит поливинилхлорида. Предпочтительно, вышеуказанная подложка, большей частью или полностью, не содержит термопластичного материала. Предпочтительно, подложка, которая используется по способу изобретения, содержит органические компоненты, такие как древесина, лен, бамбук и т.п. Это может относиться, например, к подложке в форме плиты, содержащей один или несколько из вышеуказанных органических компонентов в виде волокон или частиц, при этом соответствующие частицы соединены с помощью поликонденсатного клея, такого как карбамидоформальдегидная смола и/или меламиноформальдегидная смола. Такие плиты или подложки имеют преимущество, состоящее в том, что на отверждение или стабильность подложки не влияет или почти не влияет загустение или затвердевание вышеуказанного поливинилхлорида. Примером такого материала плиты является MDF, HDF (древесноволокнистая плита средней или высокой плотности) или древесностружечная плита.
Особенностью настоящего изобретения является то, что используемая паста загустевает или иным образом вспенивается или затвердевает на подложке. Таким образом, может быть получено сильное сцепление с нижележащими слоями материала, например, с самой подложкой. Кроме того, окончательная толщина всей панели может лучше контролироваться. Тем самым сводится к минимуму риск, что изменения толщины подложки могут обнаруживаться по всей толщине или локальной толщине панели. Следует отметить, что по альтернативному варианту этого способа и по его предпочтительным вариантам выполнения вместо поливинилхлоридной пасты также можно применять другую вспениваемую пасту. Например, могут быть использованы другие вспениваемые синтетические материалы, которые также упомянуты в этом описании.
Способ по изобретению может осуществляться с помощью различных возможных вариантов. Ниже подробно описаны два важных варианта.
По первому важному варианту вышеуказанное загустение, вспенивание и/или отвердение имеет место в пористом основании, например, непосредственно на подложке MDF или HDF. Таким образом, может быть получена надлежащая склеиваемость поливинилхлорида с подложкой. Следует отметить, что ввиду загустения на подложке могут использоваться плиты MDF или HDF, которые не подвергались или почти не подвергались шлифованию. Это обеспечивает экономию материала и снижает расходы. Понятно, что по этому первому важному варианту, по меньшей мере, может быть образован слой материала, расположенный под вышеуказанной печатью. Предпочтительно, вышеуказанное загустение, вспенивание и/или отвердение происходит до нанесения вышеуказанной печати. Однако не исключается, что это может быть выполнено позже. Предпочтительно, печать выполняется с помощью ультрафиолетовых красок. Эти краски отличаются тем, что они хорошо склеиваются с ПВХ. Понятно, что по этому первому важному варианту вышеуказанная стадия подготовки подложки содержит стадию нанесения вышеуказанной пасты.
По второму важному варианту вышеуказанное загустение, вспенивание и/или отвердение имеет место на основании, которое содержит вышеуказанную печать. В данном случае это преимущественно относится к печати, выполненной с помощью ультрафиолетовых красок. Таким образом, можно получить относительно толстый верхний слой, который все же является достаточно прозрачным. Понятно, что по второму важному варианту, по меньшей мере, может быть образован слой материала, который образует отделочный слой или защитный слой сверху вышеуказанной печати. Предпочтительно, вышеуказанное загустение, вспенивание и/или отвердение имеет место после выполнения вышеуказанной печати.
Вышеуказанные первый и второй важные варианты, разумеется, могут также комбинироваться, так чтобы, по меньшей мере, два слоя вышеуказанной пасты ПВХ загустевали, отвердевали или вспенивались на подложке.
В случае, когда вышеуказанная поливинилхлоридная паста наносится, по меньшей мере, в два слоя, предпочтительно первый из двух вышеуказанных слоев, по меньшей мере, частично загустевает перед нанесением второго из этих слоев. Предпочтительно, вышеуказанный первый слой загустевает, по меньшей мере, на 20% и, еще лучше, на 40% перед нанесением второго слоя. Это означает, что первый слой подвергается, по меньшей мере, 20%, по меньшей мере, 40% окончательного полного расширения, соответственно. Еще лучше, если первый слой загустевает полностью или почти полностью, другими словами, расширяется, по меньшей мере, на 85% перед нанесением второго слоя.
Предпочтительно, верхний слой получают с толщиной более 0,2 миллиметра и, еще лучше, более 0,5 миллиметра. Предпочтительно, толщина верхнего слоя ограничивается до максимального значения 3 миллиметра. Слой материала, содержащий вспененный или вспениваемый синтетический материал или поливинилхлорид, может быть относительно тонким, например, толщиной менее 0,2 миллиметра. Не исключается, что верхний слой, по существу, содержит один или несколько таких слоев материала и печать.
Предпочтительно, для получения верхнего слоя наносится 100-400 граммов на квадратный метр поливинилхлорида или, еще лучше, 150-300 граммов на квадратный метр, при этом 250 граммов является надлежащим значением. Понятно, что эти количества могут наноситься в несколько стадий, при этом предпочтительно, чтобы каждый раз между стадиями происходило загустевание. Кроме того, понятно, что верхний слой также может содержать другие материалы.
Предпочтительно, вышеуказанная подложка имеет толщину 5-15 миллиметров и, еще лучше, 6-12 миллиметров. Таким образом, можно изготавливать достаточно жесткие панели, в которых, например, могут быть предусмотрены механические соединительные средства.
Предпочтительно, способ также содержит стадию, на которой получают структуру на поверхности вышеуказанного первого слоя. Предпочтительно, эта стадия выполняется в то время, как вышеуказанный поливинилхлорид все еще имеет определенную мягкость или, по меньшей мере, еще не полностью расширился или загустел. Альтернатива состоит в том, что вышеуказанный поливинилхлорид, возможно, на самом деле полностью расширился, однако, по меньшей мере, частично размягчен для получения вышеуказанной структуры или рельефа. Размягчение может быть осуществлено, например, с помощью тепла, которое может подаваться к панели или ее верхнему слою любым образом.
Вышеуказанная структура или рельеф может быть получена по различным вариантам. Такая структура или рельеф предпочтительно соответствует вышеуказанной печати.
По первому варианту получения по меньшей мере, части вышеуказанной структуры используется обработка давлением с помощью нажимного элемента, например, нажимного цилиндра или нажимной плиты. Такой нажимной элемент может быть нагрет, чтобы получить вышеуказанное размягчение, по меньшей мере, частично с помощью самого нажимного элемента.
По второму варианту для получения, по меньшей мере, части вышеуказанной структуры применяется выборочное загустение, отвердение, вспенивание или расширение вышеуказанного поливинилхлорида.
По третьему варианту для получения, по меньшей мере, части вышеуказанной структуры процесс начинается от структурированной подложки или со стадии подготовки подложки, другими словами, по меньшей мере, содержит структурирование подложки.
Понятно, что эти три варианта могут обеспечить получение панелей с покрытием, имеющих характеристики соответствующих вариантов, упомянутых по первому аспекту. Для быстрого реагирования на заказ и для исключения излишних запасов преимущественно получать структуру и/или рельеф на производстве как можно позже. В таком случае они предпочтительно наносятся непосредственно на панели, уже имеющие приблизительные или окончательные размеры готовых панелей с покрытием. В том же случае соответствующие панели также уже могут иметь возможную отделку краев, например, отфрезерованные соединительные средства или другие профилированные краевые части. Разумеется, не исключается, что такие профилированные краевые части могут быть получены позже в процессе изготовления. Получение структуры или рельефа на каждой панели имеет преимущество, состоящее в том, что значительно снижается риск удаления структуры, например, при фрезеровании или распиливании, даже когда это относится, например, к относительно ограниченным структурам, расположенным на краю панели, например, фаскам глубиной менее 1 миллиметра.
Предпочтительно, положение рельефа или структуры по всем аспектам изобретения относится к готовому краю или готовой угловой точке панели с покрытием, независимо от того, должен ли еще быть получен этот край. Предпочтительный вариант выполнения может быть осуществлен наиболее простым способом, когда подложки уже имеют соответствующий окончательный край или угловую точку; однако не исключается, что даже если подложки еще не имеют этого готового края или угловой точки, выравнивание все же выполняется относительно готового края или угловой точки, которая должна быть образована, например, в том смысле, что предусматриваются другие отсчетные средства, которые адаптируют положение, относящееся к соответствующему готовому краю или угловой точке. Например, настоящий предпочтительный вариант выполнения позволяет получать симметричные структуры, например, имитации плитки или имитации частей пола с двух- или четырехсторонним заниженным краем с плавным переходом, при этом предпочтительно ширина заниженного края с противоположных сторон панелей с покрытием выполняется равной или приблизительно равной.
По третьему независимому аспекту изобретение также относится к панели с покрытием, содержащей, по меньшей мере, подложку и верхний слой, нанесенный на эту подложку, и вышеуказанный верхний слой содержит орнамент, напечатанный непосредственно или косвенно на подложке, и прозрачный или полупрозрачный слой синтетического материала, который предусмотрен сверху вышеуказанного печатного орнамента; отличающейся тем, что вышеуказанная подложка является водонепроницаемой. Применение водонепроницаемой подложки позволяет снизить расходы на производство таких панелей. Экономию можно получить в отношении применения грунтовочных слоев и краски. Благодаря тому, что подложка является водонепроницаемой, уплотнительный слой может не применяться, и можно обеспечить уменьшенную абсорбцию краски на подложке.
Предпочтительно, вышеуказанная подложка является водонепроницаемой, по меньшей мере, в том отношении, что подложка содержит термопластичный материал или, по существу, состоит из него.
По первому примеру это может иметь отношение к подложке, которая, большей частью или полностью, состоит из поливинилхлорида или полиэтилена; предпочтительно, материал подложки имеет высокую плотность, например, полиэтилен повышенной плотности (HDPE).
По второму примеру подложка может содержать так называемый материал WPC (древесно-полимерный композит). Здесь это относится к материалу на основе синтетического материала, который содержит частицы древесины или другого материала в качестве заполнителя. Вышеуказанный материал на основе синтетического материала выбирается, например, из группы материалов, содержащей полиэтилен, полиэтилентерефталат, полипропилен, полистирол, поликарбонат, полиуретан и поливинилхлорид. Такой материал известен, например, из документа WO 2005/033204. Следует отметить, что весовое отношение синтетического материала к заполнителю может находиться в диапазоне от 70:30 до 20:80, в то время как отношение связующего вещества к частицам древесины или древесным волокнам в MDF или HDF является значительно более низким. Надлежащие значения для MDF или HDF находятся, например, в диапазоне от 2:98 до 12:88. В MDF/HDF в качестве связующего вещества используются материалы, отличающиеся от вышеуказанных материалов. В них используются, например, вещества, содержащие карбамидоформальдегид и/или меламиноформальдегид, и/или изоцианат.
Предпочтительно, вышеуказанная подложка имеет толщину 5-15 миллиметров и, еще лучше, 6-12 миллиметров. Такая толщина обеспечивает достаточное пространство для использования механического соединения. Однако изобретение не исключает, что может использоваться подложка толщиной 2-5 миллиметров.
По конкретному варианту выполнения вышеуказанная подложка, по существу, определяет, по меньшей мере, частично, основной цвет печатного орнамента. Предпочтительно, в таком случае печать выполняется непосредственно на подложке без промежуточных грунтовочных слоев или других слоев материала.
Предпочтительно, вышеуказанный печатный орнамент, по меньшей мере, частично, получают на основе ультрафиолетовых красок. Ультрафиолетовая краска хорошо склеивается с водонепроницаемыми материалами, такими как WPC, ПВХ или PET.
Разумеется, слои материала по первому аспекту могут использоваться в панелях по третьему аспекту, или для производства этих панелей может использоваться способ с характеристиками по второму аспекту.
По следующему четвертому независимому аспекту изобретение также относится к способу обработки листов материала, и эти листы материала могут применяться для производства панелей с покрытием; способ отличается тем, что на эти листы материала наносят поливинилхлорид. Такие листы материала, прижимаемые к подложке, могут использоваться в слоистой панели в качестве защитного слоя, декорирующего слоя и/или так называемого покровного слоя. Здесь могут быть получены схожие эффекты, как по первому аспекту изобретения. Предпочтительно, будут использоваться подложки, аналогичные упомянутым.
В случае с покровным слоем с помощью поливинилхлорида получают прозрачный или полупрозрачный слой на поверхности соответствующего листа материала.
В случае с декорирующим слоем на вышеуказанные листы материала наносят орнамент, предпочтительно перед нанесением на них поливинилхлорида.
Важно отметить, что по всем аспектам изобретения изготавливаются относительно жесткие панели, которые нельзя закатывать в рулоны. Жесткие панели имеют преимущество, состоящее в том, что их можно легко снабдить соединительными средствами, например винтами, штифтами, или механическими соединительными средствами, позволяющими соединять друг с другом две такие панели, например, напольные панели, например, посредством фрезерования профилей таких соединительных средств в вышеуказанной подложке. Такие соединительные средства и способы фрезерования известны, например, из WO 97/47834 или DE 202008008597 U1. Благодаря жесткости и наличию соединительных средств изготавливаемые панели с покрытием не сложно монтировать и они не требуют приклеивания к нижележащему слою.
Краткое описание чертежей
Для лучшего понимания характеристик изобретения ниже дан пример, который приведен без целей ограничения, и описаны предпочтительные варианты выполнения со ссылкой на приложенные чертежи, на которых:
фиг.1 схематично показывает некоторые стадии способа по изобретению;
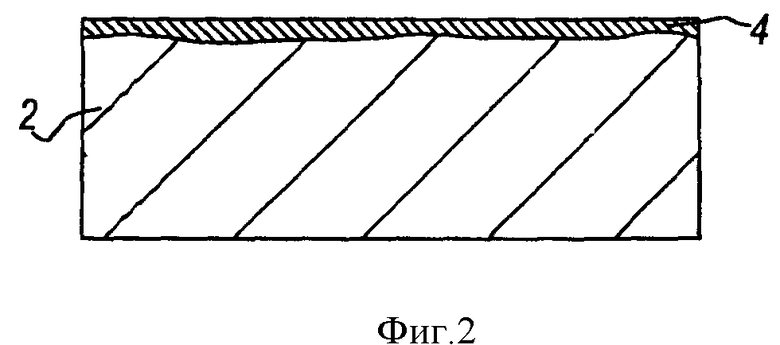
фиг.2 - в большем масштабе показано сечение по линии II-II из фиг.1;
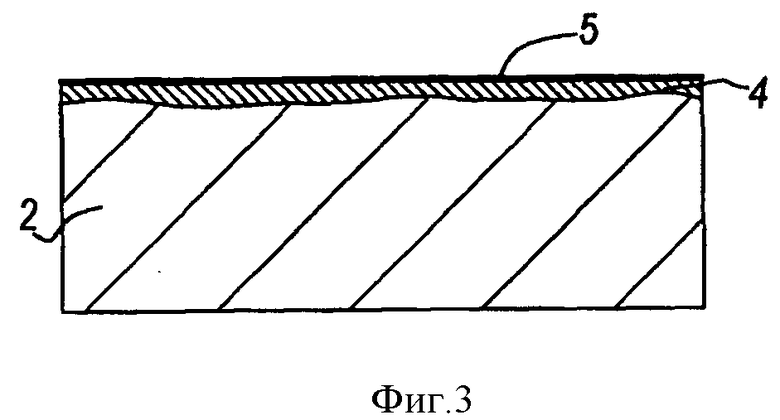
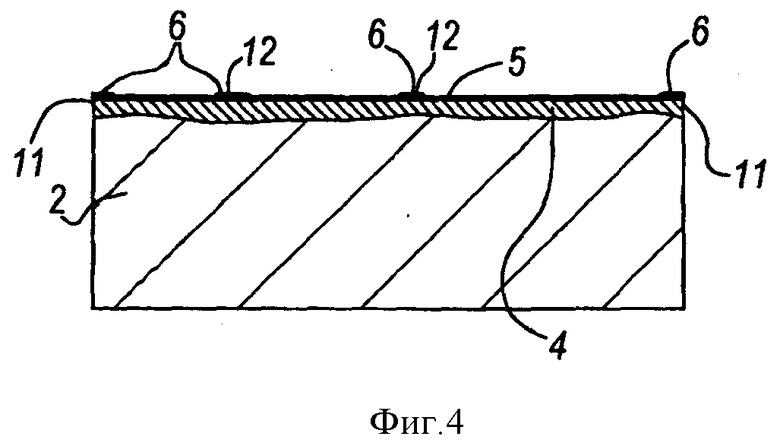
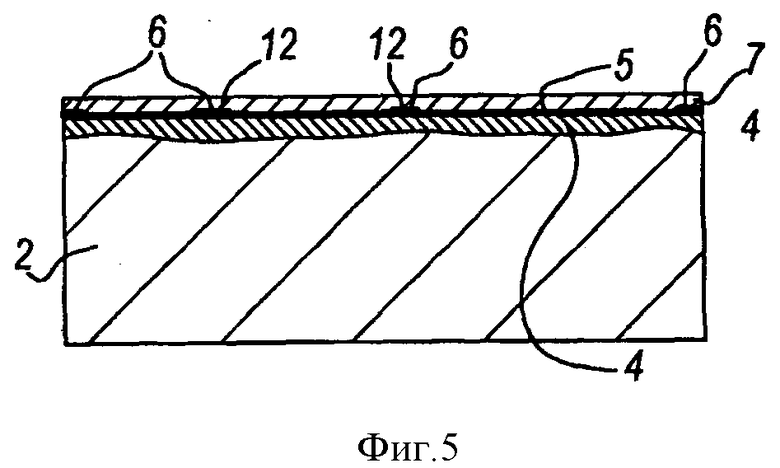
фиг.3-6 - в таком же масштабе показаны сечения соответственно по линиям III-III, IV-IV, V-V, VI-VI из фиг.1;
фиг.7 - в таком же масштабе, но для варианта показано сечение по линии VII-VII из фиг.1; и
фиг.8 - показан вид для варианта в направлении F8 из фиг.7.
Осуществление изобретения
На фиг.1 схематично показано несколько стадий S1-S5 по способу изготовления панелей 1 с покрытием. Соответствующие панели 1 с покрытием содержат, по меньшей мере, подложку 2, например, основную панель MDF или HDF, и верхний слой 3, расположенный на этой подложке 2. В показанном примере верхний слой 3 содержит множество слоев 4-7 материала, из которых слой 5 материала показывает орнамент и во время стадии S2 предусматривается в виде печати 8, выполняемой непосредственно на подложке 2.
На предыдущей стадии S1 на поверхность подложки 2, на которую будет напечатан орнамент, предусматривается нанесение одного или нескольких грунтовочных слоев 4. Они могут быть предназначены для получения гладкого приповерхностного слоя и/или получения равномерного или полуравномерного фонового цвета и/или клеящего подслоя для наносимых позже слоев 5-8 материала, например для слоя 5 материала с орнаментом или для слоя 7 синтетического материала. Как указано ранее, все эти функции, возможно, могут быть выполнены с помощью слоя материала, который содержит поливинилхлорид и/или пластификатор.
На фиг.2 представлены результаты выполнения стадии S1 и показано, что возможно неровная поверхность подложки 2 может быть выровнена или приблизительно выровнена с помощью одного или нескольких грунтовочных слоев 4.
В показанном примере на стадии S1 используется способ нанесения с помощью одного или нескольких цилиндров 9. Понятно, что на этапе 1 из фиг.1 для получения одного или нескольких грунтовочных слоев 4 также могут применяться другие способы нанесения. В то же время понятно, что по изобретению нет необходимости в нанесении таких грунтовочных слоев 4, хотя это может быть важным для качества орнамента. Вместо использования грунтовочного слоя 4, который наносится в жидкой форме, также может применяться грунтовочный слой 4, содержащий лист материала, например, лист бумаги, помещенный на подложку 2 в сухой или полусухой форме. В случае поливинилхлоридной пасты эта паста предпочтительно, по меньшей мере, частично загустевает, будучи уже нанесенной на подложку.
Как указано выше, на стадии S2 из фиг.1 орнамент получают посредством печати 8, которая выполняется непосредственно на подложке 2 или, в этом случае, на грунтовочном слое 4, уже предусмотренном на подложке 2. Полученный орнамент относится к деревянному орнаменту, продолжающемуся по всей длине вытянутой прямоугольной панели 1. Разумеется, что изобретение не ограничивается до таких орнаментов. Предпочтительно, такая печать выполняется с помощью ультрафиолетовых красок.
В этом случае для получения печатного орнамента используется струйный принтер 10 с одной или несколькими печатающими головками. Например, могут использоваться способы и устройства, известные из ЕР 1872959, где например, в таком комплекте печатающих головок струйного принтера головки расположены одна за другой и рядом друг с другом, что позволяет покрывать всю поверхность панели 1 с помощью многоцветного принтера. По другому примеру может использоваться так называемый многопроходный струйный принтер, в котором печатающие головки струйного принтера перемещаются взад и вперед по поверхности подложки. Очевидно, что настоящее изобретение в отношении стадии также не ограничивается ни до способов струйной печати, ни до орнаментов, которые печатаются непосредственно на подложке 2.
На фиг.3 представлены результаты печати 8, выполненной непосредственно на подложке 2, в этом случае на грунтовочном слое 4, уже нанесенном на подложку 2.
На стадии S3 из фиг.1 выше печатного орнамента наносится дополнительная печать 6. Это относится к печати 6 с веществом, предотвращающим расширение. Печать 6 выполняется с рисунком, который будет определять окончательную структуру рельефа панели 1 с покрытием. Здесь рисунок покрывает только отдельные места на отпечатанном орнаменте и, таким образом, предпочтительно, не продолжается по всей поверхности готовой панели 1 с покрытием. В этом случае рисунок образует маскирующий слой с веществом, предотвращающим расширение, на краях 11 панели 1, а также на определенных местах 12 на поверхности панели 1. Здесь места 12 на поверхности панели 1 соответствуют листьям дерева или жилкам в дереве, имеющимся в орнаменте дерева, и позволяют получить углубления в панели 1, имитирующие поры дерева.
На фиг.4 еще раз показаны места 11-12 печати 6, получаемые на стадии S3.
На стадии S3 показано, что печать 6, которая определяет рельеф или структуру, получают с помощью цифрового способа печати, например, с помощью струйного принтера 10. Понятно, что не исключается другой способ нанесения печати 6 или вещества, предотвращающего расширение.
На стадии S4 из фиг.1 наносится слой 7 синтетического материала. Такой слой 7 синтетического материала предпочтительно состоит из прозрачного или полупрозрачного материала и предпочтительно продолжается по всей соответствующей панели 1. В этом случае используется вспененный синтетический материал, в частности, поливинилхлорид с пластификатором. В этом примере показан цилиндр 9 для нанесения такого слоя. Однако понятно, что этот слой 7 синтетического материала может быть нанесен любым способом. Также имеется возможность на стадии S4 наносить множество слоев 7 синтетического материала, расположенных один выше другого, независимо от того, являются ли они слоями материала одного типа. Также предпочтительно, чтобы в слое 7 синтетического материала присутствовали твердые износостойкие частицы. Например, они могут быть заблаговременно смешаны с синтетическим материалом или включены в состав слоя синтетического материала или добавлены в синтетический материал или слой синтетического материала или могут быть распределены в уже нанесенном слое 7 синтетического материала или нанесены другим способом.
На фиг.5 показаны результаты, полученные после выполнения стадии S4.
На стадии S5 из фиг.1 получают рельеф на поверхности слоя 7 синтетического материала, нанесенного на стадии S4.
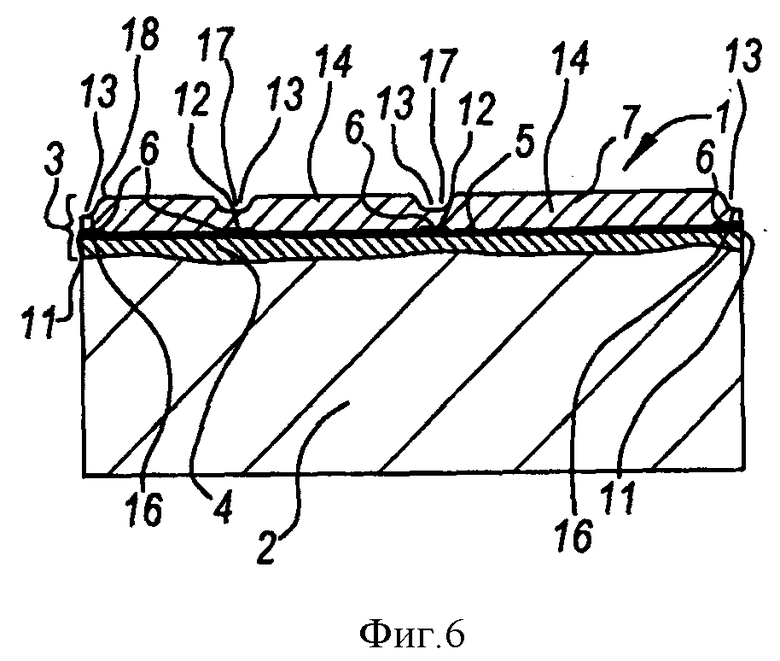
На фиг.6 показана панель 1 с покрытием, имеющая на поверхности рисунок из углублений 13 и выступов 14, на которой этот рисунок, по меньшей мере, частично образован с помощью печати 6 с веществом, предотвращающим расширение, на стадии S3, Получена структура, в которой слой 7 синтетического материала активируется на стадии S5 и начинает расширяться или, другими словами, вспениваться или загустевать. Эта активация может быть получена, например, за счет нагрева слоя 7 синтетического материала с помощью канальной сушильной печи 15 или сушильной печи инфракрасного нагрева.
На фиг.6 показано, что в местах, где на стадии S3 было нанесено вещество, предотвращающее расширение или уменьшающее расширение, вышеуказанное расширение происходит в меньшей степени или не происходит совсем. В этих местах имеются углубления 13 в поверхности утолщенного слоя 7 синтетического материала. Таким образом, в этом примере на краях 11 панели 1 с покрытием получены фаски 16, и в поверхности панели 1 получены углубления 13 для имитации пор 17 древесины. Понятно, что способ по изобретению также может применяться для получения только фасок 16 или получения только пор 17 древесины или для получения других структур.
На фиг.6 также показано, что полученные углубления 13 имеют структуру с сильно закругленными участками 18.
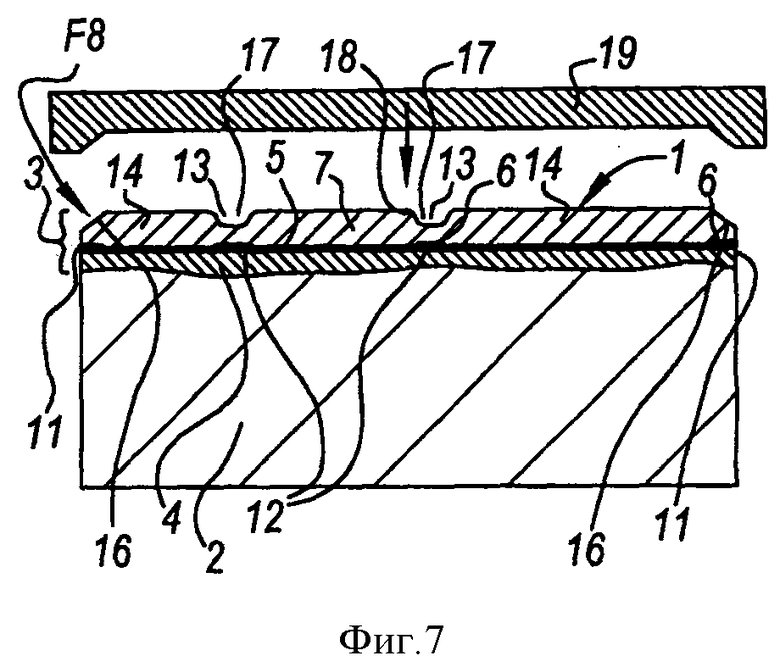
На фиг.7 показана возможность получения более отчетливых структур. Здесь при расширении слоя 7 синтетического материала на стадии S5 может использоваться форма 19, к которой поднимается расширяющийся слой 7 синтетического материала. Такой способ может представлять интерес для получения более отчетливых фасок 16. В представленном примере форма 19 является, по существу, плоским нажимным элементом. Однако она может быть снабжена одним или несколькими нажимными цилиндрами или формующими колесами.
Понятно, что здесь показан вариант выполнения, в котором сочетаются первая и вторая возможность образования структуры или рельефа на поверхности панелей с покрытием, упомянутых в описании.
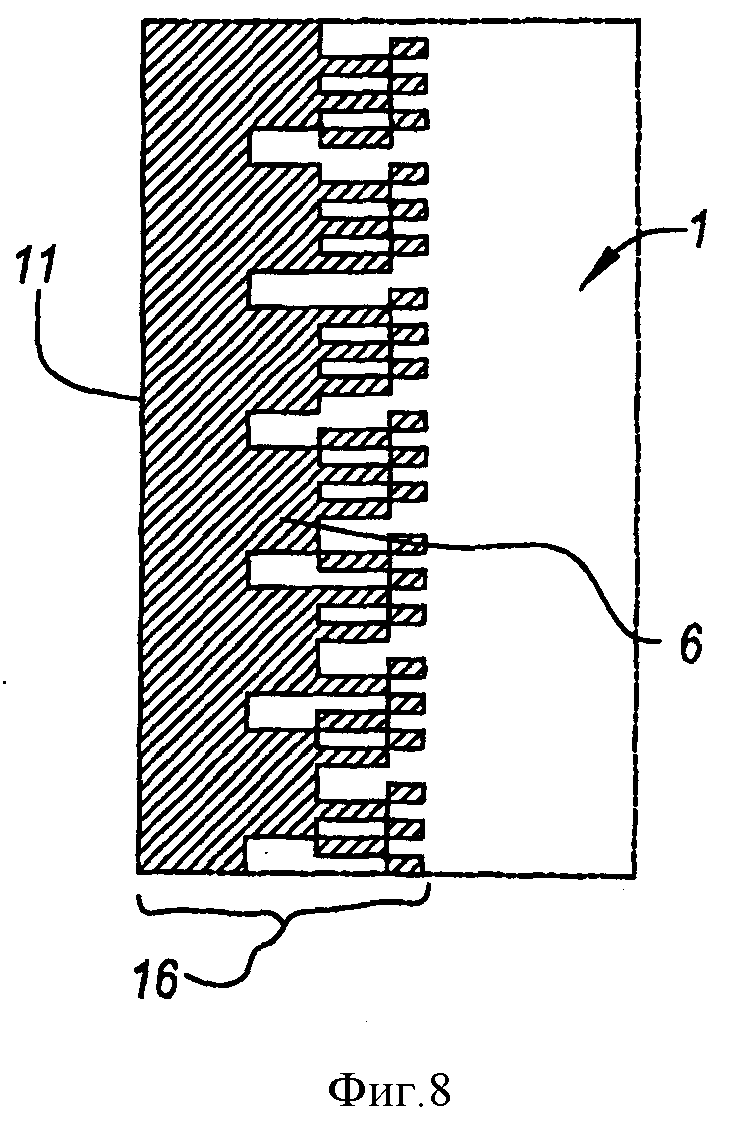
На фиг.8 показана другая возможность получения более отчетливых структур, например, отчетливых фасок 16. Здесь одна или несколько вышеупомянутых печатей 6, определяющих структуру, выполняются с так называемым полутоном, когда интенсивность или количество наносимого вещества при печати 6 варьируется по глубине, которую хотят получить в этом месте. Очевидно, что эта техника печати может сочетаться или может не сочетаться со способом, представленным на фиг.7.
Нанесение такого полутона имеет преимущество по всем аспектам, когда рельеф, по меньшей мере, частично определяется с помощью предпочтительно цифровой печати.
Понятно, что способ из фиг.1-6 и варианты из фиг.7 и 8 образует примеры по вышеуказанным первому и второму аспектам, а также что получаемые панели с покрытием образуют примеры по вышеуказанному первому аспекту.
Понятно, что результаты применения способов по изобретению, показанных на фиг.6 и 7, могут включать в себя нанесение еще одного или нескольких отделочных слоев, например, слоев лака и т.п.
Следует отметить, что толщина слоев материала и подложек, представленных на фиг.2-7, показана только схематически и не содержит никаких ограничений. Однако понятно, что толщина верхнего слоя может быть ограничена до нескольких десятых долей миллиметра, в то время как толщина подложки может составлять 5-15 миллиметров и более.
Настоящее изобретение никоим образом не ограничивается до описанных выше вариантов выполнения; напротив, такие способы и панели могут соответственно применяться и изготавливаться по различным вариантам без отклонения от объема настоящего изобретения.
Группа изобретений относится к панели с покрытием и способу изготовления такой панели. Панель с покрытием содержит, по меньшей мере, подложку (2) и верхний слой (3) с печатным орнаментом, в которой указанный верхний слой (3) предусмотрен на этой подложке (2), и содержит прозрачный или полупрозрачный слой (7) синтетического материала, который предусмотрен сверху указанного печатного орнамента; причем для указанной подложки используют подложку в форме плиты, имеющую толщину от 2 до 15 мм, при этом, по меньшей мере, указанный прозрачный или полупрозрачный слой (7) синтетического материала содержит вспениваемый или вспененный синтетический материал, при этом связь между слоем (7) синтетического материала и одним или несколькими соседними слоями образована полностью посредством затвердевания указанного синтетического материала в отсутствие отдельного клеевого соединения, и указанная панель содержит механические соединительные средства, позволяющие соединять друг с другом две такие панели, при этом профили указанных соединительных средств выполнены посредством фрезерования в указанной подложке. Техническим результатом группы изобретений является создание альтернативных панелей с покрытием, которые могут быть получены более беспроблемным и более экономичным способом. 4 н. и 14 з.п. ф-лы, 8 ил.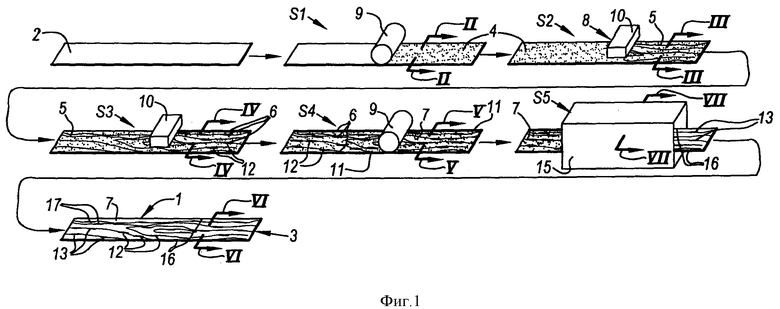
1. Панель с покрытием, содержащая, по меньшей мере, подложку (2) и верхний слой (3) с печатным орнаментом, в которой указанный верхний слой (3) предусмотрен на этой подложке (2), и содержит прозрачный или полупрозрачный слой (7) синтетического материала, который предусмотрен сверху указанного печатного орнамента; причем для указанной подложки используют подложку в форме плиты, имеющую толщину от 2 до 15 мм, характеризующаяся тем, что, по меньшей мере, указанный прозрачный или полупрозрачный слой (7) синтетического материала содержит вспениваемый или вспененный синтетический материал, при этом связь между слоем (7) синтетического материала и одним или несколькими соседними слоями образована полностью посредством затвердевания указанного синтетического материала в отсутствие отдельного клеевого соединения, и тем, что указанная панель содержит механические соединительные средства, позволяющие соединять друг с другом две такие панели, при этом профили указанных соединительных средств выполнены посредством фрезерования в указанной подложке.
2. Панель по п.1, в которой указанный вспениваемый синтетический материал выбран из группы, содержащей поливинилхлорид, полистирол, полиэтилен, полипропилен, акрилат, полиамид и полиэфир.
3. Панель по п.1 или 2, в которой указанный орнамент получен посредством выполнения печати (6) непосредственно или косвенно на указанной подложке (2).
4. Панель с покрытием, содержащая, по меньшей мере, подложку и верхний слой (3), предусмотренный на этой подложке; в которой указанный верхний слой (3) содержит орнамент, напечатанный непосредственно или косвенно на подложке (2), и содержит прозрачный или полупрозрачный слой (7) синтетического материала, который предусмотрен сверху указанного печатного орнамента, причем для указанной подложки используют подложку в форме плиты, имеющую толщину от 2 до 15 мм; характеризующаяся тем, что указанный верхний слой (3) и предпочтительно, по меньшей мере, указанный прозрачный или полупрозрачный слой (7) синтетического материала содержит, по меньшей мере, поливинилхлорид и предпочтительно пластификатор, при этом связь между слоем (7) синтетического материала и одним или несколькими соседними слоями образована полностью посредством затвердевания указанного синтетического материала в отсутствие отдельного клеевого соединения, и тем, что указанная панель содержит механические соединительные средства, позволяющие соединять друг с другом две такие панели, при этом профили указанных соединительных средств выполнены посредством фрезерования в указанной подложке.
5. Панель по п.1 или 4, в которой указанный слой (7) синтетического материала, по существу, продолжается по всему печатному орнаменту.
6. Панель по п.1 или 4, в которой указанная подложка (2) содержит материал на основе древесины, например древесноволокнистую плиту средней плотности (MDF) или древесноволокнистую плиту высокой плотности (HDF).
7. Панель по п.1 или 4, в которой указанный прозрачный или полупрозрачный слой (7) синтетического материала, по существу, состоит из поливинилхлорида и предпочтительно пластификатора.
8. Панель по п.1 или 4, в которой указанный прозрачный или полупрозрачный слой (7) синтетического материала не содержит листов материала, таких как листы бумаги, и/или, по существу, не содержит целлюлозных волокон.
9. Панель по п.1 или 4, в которой прозрачный или полупрозрачный слой (7) синтетического материала содержит слой на основе лака, который расположен на поверхности.
10. Панель по п.1 или 4, в которой между указанным вспениваемым или вспененным синтетическим материалом или поливинилхлоридом и указанной подложкой (2) дополнительно содержится по меньшей мере, отдельный слой, который обеспечивает соединение между соответствующим синтетическим материалом или поливинилхлоридом и подложкой (2).
11. Способ изготовления панели (1), которая содержит, по меньшей мере, подложку (2) и верхний слой (3), предусмотренный на этой подложке, причем для указанной подложки используют подложку в форме плиты, имеющую толщину от 2 до 15 мм, который включает, по меньшей мере, следующие стадии:
- стадию подготовки подложки (2);
- стадию выполнения печати (6) на подложке (2);
- стадию нанесения поливинилхлоридной пасты на подложку (2); и
- стадию загустения указанной нанесенной пасты.
12. Способ по п.11, в котором указанная поливинилхлоридная паста помимо порошка ПВХ содержит 5-75% пластификатора.
13. Способ по п.11 или 12, в котором указанная поливинилхлоридная паста наносится, по меньшей мере, в два слоя и предпочтительно первый из двух указанных слоев загустевает перед нанесением второго из указанных слоев.
14. Способ по любому из пп.11 или 12, который дополнительно включает стадию, на которой на поверхности указанного верхнего слоя (3) получают структуру.
15. Панель по п.1 или 4, в которой указанная подложка (2) изготовлена водонепроницаемой.
16. Панель по п.15, в которой указанная подложка (2) изготовлена водонепроницаемой, по меньшей мере, в том отношении, что подложка (2) содержит термопластичный материал или, по существу, состоит из него.
17. Панель по п.1 или 4, в которой указанный печатный орнамент получен, по меньшей мере, частично на основе ультрафиолетовых красок.
18. Способ обработки листов материала для изготовления панелей (1) с покрытием, в котором на указанные листы материала наносят поливинилхлорид.
| GB 1467899 A, 23.03.1977 | |||
| ЦЕЛЬНЫЙ КЛЕТЬЕВОЙ УСПОКОИТЕЛЬ ДЛЯ РОТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН С РАСПРЕДЕЛЕННОЙ ОБМОТКОЙ И СБОРНЫМИ ЗУБЦАМИ | 1926 |
|
SU7230A1 |
| US 4397896 A, 09.08.1983 | |||
| Выемочный комплекс | 1980 |
|
SU1015701A1 |
| Устройство для фиксации формы при укладке в ее упоры арматурных стержней | 1983 |
|
SU1138467A1 |

