Изобретение относится к зубчатым передачам открытого и закрытого типов, с прямозубыми и косозубыми чугунными колесами, работающими в условиях консистентного и жидкостного смазывания, и предназначено для повышения износостойкости рабочих поверхностей зубьев и стойкости этих поверхностей к выкрашиванию.
Традиционное упрочнение рабочих поверхностей стальных зубчатых колес - цементация, нитроцементация, азотирование не позволяют создать такую твердость рабочих поверхностей зубьев, которую можно создать термодиффузионным насыщением чугуна карбидообразующими элементами.
Наиболее близким аналогом к заявляемому объекту является зубчатая передача, из описания которой ясен способ повышения износостойкости зубчатых колес, включающий нанесение на рабочую поверхность колеса равномерного слоя покрытия из износостойкого материала и выполнение на рабочей поверхности зубьев поперечных канавок с наполнителем. Причем слой покрытия наносят на ведомое колесо, а поперечные канавки выполняют на рабочей поверхности зубьев ведущего колеса и заполняют их износостойким материалом (см. патент РФ № 2086837, F16H 55/08).
Такая зубчатая передача актуальна при работе в условиях интенсивного абразивного изнашивания и дефицита смазывающего материала. Недостатками такой передачи являются высокие контактные напряжения, возникающие в колесе с выступающим над канавками слоем износостойкого покрытия, и появлением биения в зацеплении, что способствует образованию микротрещин и быстрому выходу колес из строя, а следовательно, снижению их срока службы.
Задача, решаемая изобретением, заключается в повышении срока службы зубчатых колес из чугуна.
Технический результат обеспечивается снижением сил трения в контактной зоне зубчатой передачи.
Поставленная задача решается тем, что в известном способе повышения износостойкости зубчатых колес, включающем нанесение на рабочую поверхность колес равномерного слоя покрытия из износостойкого материала и выполнение на рабочей поверхности зубьев поперечных канавок с наполнителем. Согласно изобретению покрытие из износостойкого материала нанесено на рабочие поверхности ведущего и ведомого колес, а поперечные канавки выполнены на рабочих поверхностях зубьев ведомого и ведущего колес без выхода на торцевую поверхность под углом к перпендикуляру, соединяющему боковые поверхности зуба.
Канавки выполнены глубиной, равной толщине диффузионной зоны, полученной в результате термодиффузионного насыщения чугуна карбидообразующими элементами, имеют форму полуокружности в поперечном сечении, заполнены антифрикционным материалом и расположены на расстоянии, не меньшем десяти толщин износостойкого покрытия.
Сущность изобретения поясняется чертежом, где:
- на фиг.1 схематично изображено выполнение рабочей контактной поверхности зуба.
Для наиболее полного раскрытия технической сущности заявляемого изобретения на фиг.1 обозначены позициями: 1 - фрагмент рабочей поверхности зуба колеса; 2 - поперечные канавки; 3 - антифрикционный материал; 4 - слой карбидного покрытия; 5 - зона легированного чугуна, а также обозначены символами: α - угол наклона канавок; b - длина канавки; h - толщина карбидного слоя; k - толщина слоя легированного чугуна; R - радиус поперечного сечения канавки; t - шаг канавок; 1 - толщина диффузионной зоны.
Длина поперечной канавки b во всех случаях меньше ширины зуба зубчатого колеса, причем поперечные канавки 2 располагаются под углом α к перпендикуляру, соединяющему боковые поверхности зуба без выхода канавки 2 на торец зубчатого колеса.
Величина шага t поперечных канавок 2 назначается в зависимости от условий нагружения зубчатой передачи и условий ее работы. В случае консистентной смазки зубчатых колес шаг t поперечных канавок 2 при изготовлении зубчатых колес следует выбирать меньшей величины. С ростом нагруженности передачи вращающим моментом шаг t поперечных канавок уменьшается.
Рекомендуется выбирать угол α равным 29-31°.
Значительно большая длина поперечных канавок 2 в сравнении с прототипом обеспечивает лучшую подачу антифрикционного материала 3 в контактную зону, создает больший его запас и значительно снижает коэффициент трения между рабочими поверхностями зубьев с износостойким материалом.
Ограниченная длина канавки 2 удерживает антифрикционный материал 3 от выдавливания через края, а рекомендуемая длина канавки b, равная 0,7-0,9 расстояния между боковыми поверхностями зуба вдоль линии канавки, подает антифрикционный материал на максимальную площадь зацепления зубьев.
Радиус поперечного сечения канавки R, равный толщине диффузионной зоны 1, рекомендуется выбирать в диапазоне 0,1-0,2 мм.
Ресурс работы таких чугунных зубчатых колес исчисляется выработкой карбидного слоя h и слоя легированного чугуна k.
Такие зубчатые колеса менее чувствительны к перегрузкам в сравнении с прототипом и позволяют увеличить ресурс работы зубчатой передачи на 5-10% вследствие снижения трения скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ РАБОТОСПОСОБНОСТИ ТИХОХОДНЫХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ | 2012 |
|
RU2509937C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО СЛОЯ НА РАБОЧИХ ПОВЕРХНОСТЯХ ЗУБЬЕВ ЧУГУННЫХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2481936C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ДЕТАЛИ ТИПА ЗУБЧАТОЕ КОЛЕСО | 2019 |
|
RU2711064C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2021 |
|
RU2779075C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ЗУБЧАТЫЕ КОЛЕСА | 2011 |
|
RU2467228C1 |
| Способ хромирования поверхности подложки из конструкционной легированной стали | 2023 |
|
RU2819547C1 |
| Способ получения отливок | 1980 |
|
SU865510A1 |
| Способ поверхностного упрочнения дисперсионно-твердеющих сталей | 2020 |
|
RU2749008C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2078848C1 |
| Состав для комплексного насыщения стальных изделий | 1987 |
|
SU1477780A1 |
Изобретение относится к зубчатым передачам открытого и закрытого типов с прямозубыми и косозубыми чугунными колесами. Способ повышения износостойкости чугунных зубчатых колес заключается в нанесении на поверхность колес равномерного покрытия из износостойкого материала и выполнении на рабочей поверхности зубьев поперечных канавок с наполнителем. Поперечные канавки имеют форму полуокружности в поперечном сечении и выполнены на рабочих поверхностях зубьев колес без выхода на торцевую поверхность под углом к перпендикуляру. Глубина поперечных канавок равна толщине диффузионной зоны, полученной в результате термодиффузионного насыщения чугуна карбидообразующими элементами. Обеспечивается повышение срока службы. 1 ил.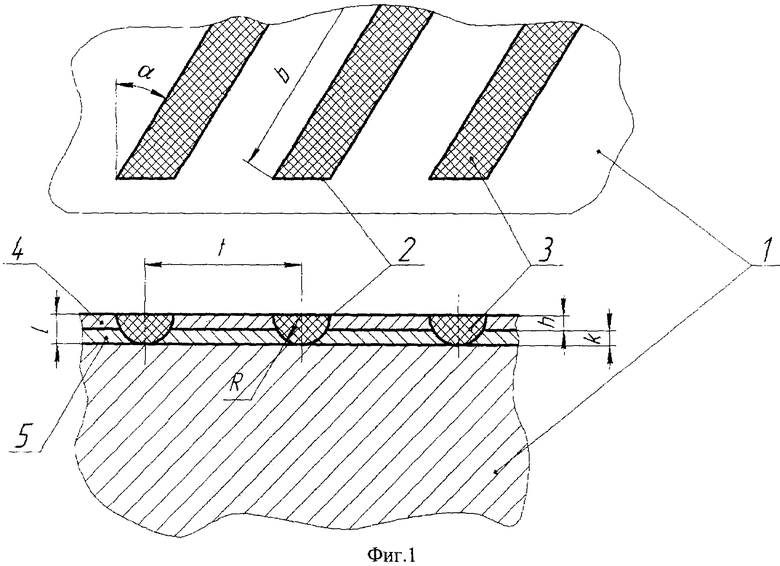
Способ повышения износостойкости чугунных зубчатых колес, включающий нанесение на поверхность колес равномерного покрытия из износостойкого материала и выполнение на рабочей поверхности зубьев поперечных канавок с наполнителем, отличающийся тем, что поперечные канавки имеют форму полуокружности в поперечном сечении, выполнены на рабочих поверхностях зубьев колес без выхода на торцевую поверхность под углом к перпендикуляру, соединяющему боковые поверхности зуба и глубиной, равной толщине диффузионной зоны, полученной в результате термодиффузионного насыщения чугуна карбидообразующими элементами.
| ЗУБЧАТАЯ ПЕРЕДАЧА | 1993 |
|
RU2086837C1 |
| JP H08226526 A, 03.09.1996 | |||
| JP H11182652 A, 06.07.1999 | |||
| JP H10203436 A, 04.08.1998 | |||

