Изобретение относится к области металлургии и машиностроения, а именно к термической обработке поверхности сталей, легированных карбидообразующими элементами и склонных к явлению вторичного твердения, и может быть использовано при изготовлении и восстановлении деталей, которые в процессе эксплуатации подвергаются влиянию изнашивания и циклических нагрузок.
Дисперсионно твердеющие стали служат для изготовления ответственных деталей, применяющихся условиях, требующих повышенной прочности, термостойкости, износостойкости, так как эти стали, сохраняют высокую стойкость против отпуска и имеют большое количество карбидов в структуре наряду с минимальным количеством остаточного аустенита после термической обработки. Наличие карбидообразующих элементов в стали (Cr, V, W и др.) повышает прокаливаемость и создает благоприятные условия для формирования достаточно глубокого упрочненного слоя при поверхностной закалке.
Известен способ упрочнения поверхности низко и среднеуглеродистых легированных сталей с помощью лазерного нагрева совместно с различными элементами, которые предварительно наносились на экспериментальный участок (см. Рыкалин Н.Н., Углов А.А., Кокора А.Н. «Лазерная обработка материалов», М., «Машиностроение», 1975 г., с. 296).
Недостатком данного способа является присутствие внутренних напряжений на границе зоны оплавления и основного металла.
Также известен способ обработки импульсной плазменной струей предварительно цементированной и закаленной поверхности сталей для штампов горячего деформирования. Был получен слой, легированный вольфрамом, кобальтом и углеродом с твердостью 20 ГПа (см. Лащенко Г.И. «Плазменное упрочнение и напыление», Киев, «Экотехнология», 2003 г., с. 23-24).
Недостатком данного метода является малая толщина получающегося покрытия -40-80 мкм.
Известен способ упрочнения поверхности комбинированным лазерно-плазменно-ультразвуковой технологией, приведенный в заявке RU 2010110782/02 от 22.03.2010 г. (патент RU 2445378 C2, СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ от 22.03.2010 г.). Способ включает в себя образование в непрерывном оптическом разряде приповерхностной лазерной плазмы в парах металла, а также возможен вариант комбинации воздействия лазерной плазмы и ультразвука. В качестве легирующего элемента или элементов используют углерод, или азот, или бор, или хром. В результате получают высокодисперсную структуру покрытия, снижение уровня напряженно-деформационного состояния поверхностного слоя, и получение высокоизносостойкой поверхности.
Недостатком данного способа является малая глубина упрочненного слоя - до 0,5 мм и отсутствуют сведения о содержании легирующих элементов в зоне упрочнения.
Известен способ поверхностного упрочнения детали из стали по заявке №2018134704 от 01.10.2018 г (патент) RU 2688011 C1 Способ поверхностного упрочнения детали из стали от 01.10.2018 г.). Способ включает предварительное поверхностное локальное легирование из нанесенной на ее поверхность обмазки с использованием лазерного нагрева, термодиффузионное насыщение поверхности детали легирующими элементами из упомянутой обмазки путем нагрева, выдержку и охлаждение. Обмазка содержит легирующие компоненты хром и марганец в соотношении 1: 1. Указанное термодиффузионное насыщение проводят при температуре 760-850°С с выдержкой в течение 2-2,5 часов. После охлаждения осуществляют цементацию стальной детали при нагреве токами высокой частоты (ТВЧ) при температуре 1200-1250°С в течение 20-30 минут. Обеспечивается повышение износостойкости и устойчивости к ударным и циклическим нагрузкам.
Недостатком данного способа является малая толщина покрытия, нет сведений о концентрации элементов в зоне упрочнения, отсутствие после ТВЧ и цементации термообработки для снижения напряжений в зоне упрочнения, что влечет за собой повышение хрупкости изделия.
В качестве прототипа был выбран способ упрочнения поверхности комбинированным способом, наиболее близкий к предлагаемому техническому решению, изложенный в заявке RU 2009139310/02 от 26.10.2009 (патент RU 2428503 C2 СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 от 26.10.2009 г.). Способ включает термодиффузионное насыщение поверхности деталей легирующими элементами из нанесенной на их поверхность обмазки путем нагрева, выдержки и охлаждения. Перед термодиффузионным насыщением проводят предварительное поверхностное локальное легирование с использованием лазерного нагрева из обмазки, содержащей один из следующих легирующих элементов: Cr, V, Ti, а термодиффузионное насыщение ведут при температуре Т=650-750°С с выдержкой в течение 3-4 часов с последующим охлаждением в печи. В результате получают высокую твердость покрытия (9000-10000 МПа) и снятие напряжений.
Недостатком данного способа является относительно малая толщина получаемого упрочненного слоя (145-175 мкм), большие затраты по времени, требующиеся на термодиффузионное насыщение (до 4 ч.), а также то, что способ был применен только к одной марке стали без расширения сферы применения данного способа к другим видам или маркам сталей.
Общим недостатком всех представленных выше решений является малая толщина получающегося упрочненного слоя и отсутствуют данные о получающихся концентрациях легирующих элементов. В зависимости от концентраций элементов обрабатываемая деталь обладает определенными свойствами (хрупкость, вязкость, коррозионностойкость и т.д.). Также некоторые способы сохраняют вероятность высокой хрупкости в упрочненном поверхностном слое, что влечет за собой снижение потенциального эксплуатационного срока изделия.
Задачей, для решения которой создан заявляемый способ - усовершенствование комбинированного способа упрочнения поверхности деталей из дисперсионно твердеющих сталей, обеспечивающих повышение эксплуатационных характеристик и срока службы ответственных деталей и механизмов металлургического оборудования.
Техническим результатом является увеличение упрочненного слоя после термической обработки, снятие напряжений, концентрации легирующих элементов, обеспечивающих необходимый уровень физических и механических характеристик для продления эксплуатационного срока детали.
Технический результат достигается тем, что первоначально для выравнивания механических свойств и структуры по сечению, деталь из дисперсионно-твердеющей стали подвергается закалке и высокому отпуску. Дисперсионно твердеющие стали легированы карбидообразующими элементами, поэтому такие стали обладают хорошей прокаливаемостью, прочностью и не склонны к отпускной хрупкости. После высокого отпуска в структуре присутствуют карбиды, которые сохраняют высоким уровень твердости. Затем на поверхность детали наносится осадок электролитического хрома толщиной 200-400 мкм. Такая толщина способствует образованию диффузионного слоя большей толщины, чем в известных способах, а также формированию необходимых свойств у поверхностного слоя детали после термообработки.
Далее деталь обрабатывают плазменной струей по режиму, обеспечивающему оплавление поверхности для создания гомогенного расплава, равномерной диффузии хрома вглубь матрицы и хорошего взаимодействия между упрочненным слоем и остальным объемом детали. При поверхностном упрочнении металлов концентрированными источниками энергии фазовые и структурные превращения протекают в условиях далеких от равновесия. При нагреве образуется мелкозернистый аустенит, который содержит большое количество дефектов (границы зерен, дислокации и т.д.), это значительно облегчает процесс диффузии на границе металл - активная среда. При этом происходит экономия времени нагрева поверхности металла до необходимой температуры. При охлаждении металла после плазменной закалки скорость охлаждения больше критической, то есть распад аустенита идет по бездиффузионному механизму. В зоне оплавления глубиной 650 мкм после охлаждения образуется дендритная структура, твердость которой достигает 6,0-7,5 ГПа. Глубина всей упрочненной зоны (зона оплавления и зона термического влияния) достигает 1000 мкм. При этом содержание хрома составляет 18% у поверхности и 12% на глубине 650-700 мкм (граница диффузионного упрочненного слоя). Твердость повышается не только за счет формирования структуры закалки, но и потому, что в результате насыщения стали хромом, произошло образование мелких карбидов хрома, которые обеспечивают дополнительное повышение твердости.
Снижение напряжений после плазменной закалки можно достичь с помощью высокого отпуска. С учетом того, что сталь матрицы является дисперсионно твердеющей, то высокий отпуск происходит при температуре 500-600°С для уменьшения количества остаточного аустенита, а также выделения дисперсных карбидов хрома. Высокий отпуск проводят 0,5-1,0 ч с последующим охлаждением в печи.
После данной термической обработки твердость упрочненного поверхностного слоя повышается и составляет 7,5 ГПа - 8,0 ГПа.
Данная обработка поверхности детали в совокупности имеет ряд преимуществ:
- позволяет получить упрочненный диффузионный слой значительной глубины,
- избежать хрупкости материала, которая свойственна после подобной обработки,
- достичь твердости, свойственной высокохромистым сталям,
- повысить износостойкость и устойчивость к циклическим нагрузкам.
Способ поверхностного упрочнения деталей может поясняться конкретными примерами:
Пример 1.
На поверхность прокатного валка из стали 60Х2СМФ наносился слой электролитического хрома толщиной 300 мкм, затем он обрабатывался плазменной струей по режиму, обеспечивающему оплавление поверхности валка. Далее валок подвергался высокому отпуску при температуре 520°С.
Пример 2
На штамп из стали 4Х5МФС наносился осадок электрохимического хрома, затем штамп обрабатывался струей низкотемпературной плазмы с оплавлением поверхности. После этого штамп подвергался высокому отпуску при температуре 540-560°С.
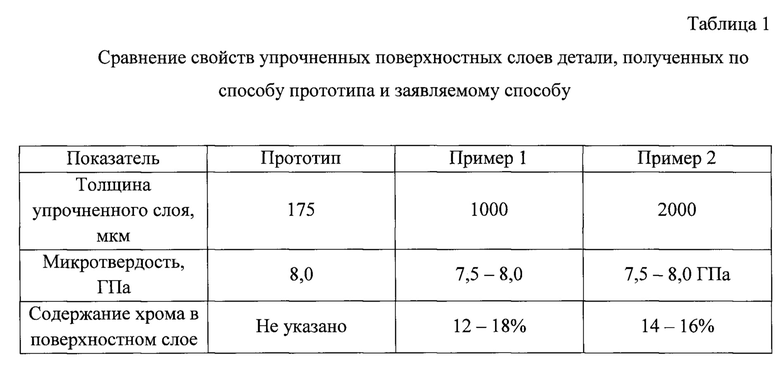
Результаты, приведенные в таблице 1 подтверждают, что детали с упрочненными поверхностными слоями, полученными по заявляемому способу обладают повышенной толщиной упрочненного слоя, высокой твердостью вследствие образования мелкодисперсных карбидов хрома (Cr, Fe)7C3 и (Cr, Fe)23C6, а также содержанием легирующего элемента в упрочненном слое, позволяющем повысить коррозионную стойкость и износостойкость.
Таким образом, заявляемый способ позволяет получить увеличение толщины диффузионного упрочненного слоя при достижении высокой твердости деталей из дисперсионно твердеющих сталей.
Так как проведенные испытания предлагаемого решения продемонстрировали высокие показатели, следовательно, данное техническое решение соответствует критерию изобретения «Промышленная применимость».
Исследование научно-технической литературы показало отсутствие аналогичных технических решений, т.е. изобретение соответствует критерию - «Новизна».
Исходя из вышеизложенного, можно сделать вывод, что задача, на решение которой направлен заявляемый способ, выполняется, при этом достигается получение вышеупомянутого технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688011C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2009 |
|
RU2428503C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2415964C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40Х | 2019 |
|
RU2716177C1 |
| СПОСОБ ПОВЕРХНОСТНОГО БОРИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2013 |
|
RU2539128C1 |
| КОРРОЗИОННО-СТОЙКАЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ СТАЛЬ | 2005 |
|
RU2296177C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2556455C1 |
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2011 |
|
RU2482215C1 |
Изобретение относится к способу поверхностного упрочнения детали из дисперсионно-твердеющей стали и может быть использовано при изготовлении и восстановлении инструмента и механизмов металлургического оборудования, работающих в условиях износа и циклических нагрузок. Проводят предварительную термообработку путем закалки и высокого отпуска и нанесение на поверхность детали электролитического осадка, содержащего в качестве легирующего карбидообразующего элемента хром, толщиной 200-400 мкм. Затем осуществляют нагрев плазменной струей до температуры оплавления поверхности детали, диффузионное насыщение поверхности упомянутой детали карбидообразующим элементом, высокий отпуск при температуре 500-600 °С в течение 0,5-1,0 ч и охлаждение в печи. Обеспечивается повышение твердости, износостойкости, устойчивость к ударным нагрузкам и повышение эксплуатационного срока поверхности упомянутой детали. 1 табл., 2 пр.
Способ поверхностного упрочнения детали из дисперсионно-твердеющей стали, включающий нагрев плазменной струей до температуры оплавления поверхности, диффузионное насыщение поверхности упомянутой детали карбидообразующим элементом и охлаждение, отличающийся тем, что перед нагревом плазменной струей проводят предварительную термообработку путем закалки и высокого отпуска и нанесение на поверхность детали электролитического осадка, содержащего в качестве легирующего карбидообразующего элемента хром, толщиной 200-400 мкм, а после указанного диффузионного насыщения деталь подвергают высокому отпуску при температуре 500-600 °С в течение 0,5-1,0 ч, затем проводят упомянутое охлаждение в печи.
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| RU 2003731 C1, 30.11.1993 | |||
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2009 |
|
RU2428503C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ СТАЛИ 20Х13 | 2014 |
|
RU2571245C1 |
| US 20200080164 A1, 12.03.2020 | |||
| JP 53034618 A, 31.03.1978. | |||

