Изобретение относится к зубчатым передачам открытого и закрытого типов и предназначено для повышения срока службы зубчатых колес путем снижения шероховатости рабочих поверхностей зубьев и снижением коэффициента трения в зацеплении.
Наиболее близкими аналогами к заявленному объекту являются способы нанесения антифрикционных покрытий на рабочие детали непосредственно из стержней материала-донора или из донора вращающимися металлическими щетками (см. а.с. 1206068, B24B 39/00, а.с. 1590354, B24B 39/00, патент 179377 СССР, МКН B21B 28/02).
Такие способы создания антифрикционных покрытий актуальны для деталей простой формы, например плит и цилиндров. Нанесение антифрикционных покрытий на рабочие поверхности зубьев зубчатых колес трением непосредственно из материала-донора невозможно, а применение металлических щеток сопряжено большими трудностями из-за близкого расположения соседних зубьев. Кроме того, покрытие, создаваемое металлическими щетками, неравномерно по толщине и вызывает повышенный наклеп выступающих поверхностей микрорельефа, что создает потенциальные места выкрашивания.
Задача, решаемая изобретением, заключается в повышении срока службы зубчатых колес.
Технический результат обеспечивается равномерным распределением контактных сил по рабочим поверхностям зубьев, снижением величины коэффициента трения в зацеплении в период приработки зубчатых колес.
Поставленная задача решается тем, что после предварительной очистки рабочих поверхностей зубьев от слоя окислов, образовавшихся после закалки, металлическими щетками зубчатые колеса собираются в пары с колесами, целиком изготовленными из антифрикционного материала. Наличие скольжения в таком зацеплении обеспечивает формирование антифрикционного материала на боковых поверхностях и вершинах зубьев покрываемого зубчатого колеса без охвата дна впадин последних.
Работа такой зубчатой пары осуществляется при нагрузках в зацеплении 0-20Н в течение 10-40 минут при частоте вращения покрываемого зубчатого колеса 750-1500 об/мин. Нижние пределы нагрузки, времени и частоты вращения применяют для нанесения антифрикционных покрытий из алюминиевых сплавов, верхние пределы этих показателей - для нанесения антифрикционных покрытий из алюминиевых бронз, например Бр. АЖ9-4. Промежуточные значения пределов нагрузки, времени и частоты вращения применяют для образования антифрикционных покрытий из оловянистых и свинцовистых бронз, например Бр. ОФ10-1 и Бр. С30.
Сущность изобретения поясняется чертежами, где:
- на фиг.1 приведена схема нанесения антифрикционного покрытия;
- на фиг.2 приведен фрагмент микрорельефа рабочей поверхности зуба колеса с нанесенным антифрикционным покрытием по заявленному способу.
Для наиболее полного раскрытия технической сущности заявляемого способа на фиг.1 и 2 обозначены позициями: 1 - покрываемое зубчатое колесо; 2 и 5 - антифрикционный слой; 3 - зубчатое колесо из антифрикционного материала; 4 - микрорельеф рабочей поверхности зубьев, а также обозначены символами: hст - толщина антифрикционного слоя относительно средней линии OX; Ra - остаточная шероховатость поверхности.
Способ нанесения антифрикционных покрытий осуществляют следующим образом.
Покрываемое зубчатое колесо 1 после предварительной очистки от окислов рабочей поверхности зубьев металлической щеткой вводят в зацепление с зубчатым колесом, изготовленным из антифрикционного материала, и создают необходимое усилие в зацеплении. Затем за счет работы такого зацепления создается слой (hсл), равный 0,5-0,8 мкм в случае, когда применяют в качестве антифрикционного материала алюминий и оловянистую бронзу. При использовании алюминиевой бронзы получают покрытия толщиной 0,2-0,4 мкм. Толщина наносимого антифрикционного слоя зависит от величины шероховатости поверхности. Количество антифрикционного материала на боковых поверхностях и вершинах зубьев покрываемых зубчатых колес ограничивается глубиной микровпадин, составляющих исходную шероховатость.
Параметр Ra - получают равным 0,5-0,65 мкм в случае покрытия зубчатых колес алюминием, 0,9-1,1 мкм - оловянистой бронзой, 1,0-1,2 мкм - алюминиевой бронзой.
Это обеспечивает равномерный износ зубьев и снижает вероятность появления зон сильно наклепанного металла. Антифрикционный материал, заполняя впадины поверхностного микрорельефа, увеличивает площадь контакта зубьев в зацеплении. Чем выше исходная шероховатость поверхности боковых поверхностей зубьев и их вершин, покрываемого антифрикционным материалом зубчатого колеса, тем большее его количество остается в микровпадинах. Нагрузка в зубчатом зацеплении распределяется равномерно. Снижение коэффициента трения в зацеплении за счет антифрикционного покрытия сокращает время приработки зубчатых колес.
Таким образом, заявленный способ по сравнению с прототипами не требует специальных инструментов для нанесения антифрикционных покрытий и приспособлений, которые обеспечивают необходимое усилие прижатия донорского образца к покрываемой детали. Способ характеризуется достаточной простотой и универсальностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ЧУГУННЫХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2516955C1 |
| СПОСОБ ПОВЫШЕНИЯ РАБОТОСПОСОБНОСТИ ТИХОХОДНЫХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ | 2012 |
|
RU2509937C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО СЛОЯ НА РАБОЧИХ ПОВЕРХНОСТЯХ ЗУБЬЕВ ЧУГУННЫХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2481936C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1990 |
|
RU2030472C1 |
| Способ финишной обработки гильз цилиндров двигателей | 1985 |
|
SU1313654A1 |
| СПОСОБ ФОРМИРОВАНИЯ БОКОВОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ЗУБЧАТОГО ВЕНЦА | 2000 |
|
RU2195380C2 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2470082C1 |
| РУЧНОЙ ПРОЦЕСС ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДРОБЬЮ С РАЗРАБОТКОЙ СПЕЦИАЛЬНОГО УСТРОЙСТВА И СПОСОБА КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ | 1996 |
|
RU2113971C1 |
| Зубчатая передача смешанного зацепления силового редуктора | 2022 |
|
RU2793981C1 |
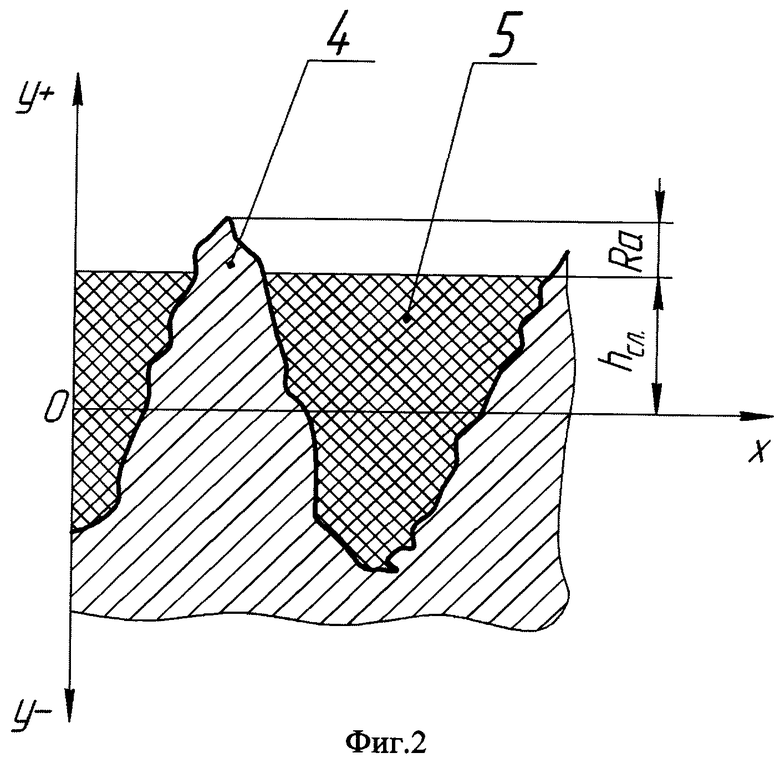
Изобретение относится к зубчатым передачам открытого и закрытого типов. Способ нанесения антифрикционных покрытий на рабочие поверхности зубьев закаленных зубчатых колес заключается в следующем: рабочую поверхность зубьев покрываемого зубчатого колеса (1) предварительно очищают от окислов металлической щеткой, затем наносится антифрикционный материал путем совместной работы в паре с зубчатым колесом, целиком изготовленным из наносимого антифрикционного материала, например алюминия. Скольжение рабочих поверхностей зубьев сопряженных колес обеспечивает перенос антифрикционного материала. Изобретение позволяет повысить срок службы зубчатых колес. 2 з.п. ф-лы, 2 ил.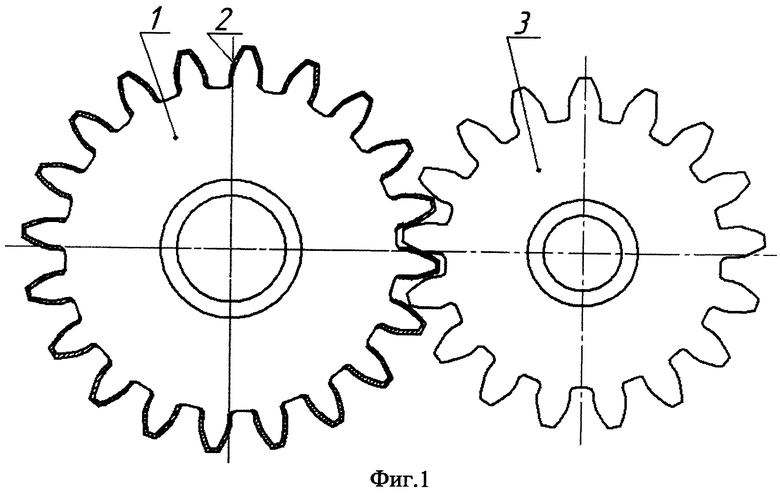
1. Способ нанесения антифрикционных покрытий на рабочую поверхность зубьев закаленных зубчатых колес, включающий предварительную подготовку поверхности вращающимся гибким инструментом, например металлической щеткой, и последующее нанесение антифрикционного покрытия совместной работой в паре покрываемого зубчатого колеса и сопряженного с ним зубчатого колеса, изготовленного из антифрикционного материала, отличающийся тем, что покрытие наносится трением скольжения от контактирующих поверхностей зубьев без использования инструментов.
2. Способ по п.1, отличающийся тем, что покрытие формируется на боковых поверхностях и вершине зубьев без охвата дна впадины.
3. Способ по п.1 или 2, отличающийся тем, что толщина наносимого антифрикционного слоя ограничивается глубиной микровпадин, составляющих исходную шероховатость боковых поверхностей и вершин зубьев покрываемых зубчатых колес.
| RU 2001126948 A, 20.06.2003 | |||
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2362664C2 |
| Планетарный редуктор с твердойСМАзКОй | 1978 |
|
SU796584A1 |

