Предлагаемая группа изобретений относится к области литейного производства и может быть использована для литья любых металлов, включая тугоплавкие и химически активные.
В качестве аналога предлагаемого изобретения принят патент [1] (RU 2286398 С2, С22В 9/20, 27.09.2003), где получение расплава производится в проплавляемой заготовке с последующим воздействием на него повышенного давления для перемещения его в штамп, находящийся на некотором расстоянии ниже заготовки, при этом штамп перемещают на встречу падающему расплаву до соударения с заготовкой. Данный аналог позволяет обрабатывать любые металлы, включая тугоплавкие и химически активные.
Наиболее близким техническим решением, в качестве прототипа, является способ Дискового донного слива [2] (RU 2353472 С2, B22D 39/00, 01.07.2004), который включает получение расплава в проплавляемой дисковой заготовке. Момент проплавления фиксированный, что позволяет осуществить воздействие на расплав газового давления, для образования плоского фронта расплава, заготовку по мере ее плавления перемещают внутрь индуктора. Данный способ обеспечивает высокую плотность слитка, мелкозернистую структуру и однородный химический состав.
Задачей предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей, за счет повышения качества металла при его более глубоком рафинировании.
Поставленная задача достигается тем, что способ литья металлов включает установку дисковой заготовки на форму, плавление дисковой заготовки индуктором с удержанием расплавленной боковой поверхности дисковой заготовки во взвешенном состоянии за счет электромагнитного поля, донный слив расплава в форму после проплавления заготовки, при этом днище заготовки располагают выше нижнего торца индуктора, форму выполняют в верхней части в виде конуса с усеченной вершиной, а днище заготовки выполняют конусным и соответствующим конусу формы, в полость, образованную между заготовкой и формой устанавливают конусную вставку, выполненную из очищенного металла, и закрывают вставкой вход в форму, причем плавление заготовки осуществляют с периферии с образованием конусного фронта плавления и вытеснением легких включений на вершину конусного фронта плавления, а тяжелых включений - к основанию и периферии конусного фронта плавления, после донного слива очищенного расплава в форму и получения слитка верхнюю часть слитка с включениями отрезают.
Устройство для литья металлов содержит камеру плавления с проплавляемой дисковой заготовкой, форму, индуктор, расположенный в центральной части камеры плавления, способный удерживать во взвешенном состоянии расплавленную боковую поверхность заготовки, при этом верхняя часть формы выполнена, в виде усеченного конуса, на которую установлена дисковая заготовка, при этом днище заготовки выполнено в виде конуса, соответствующего конусу верхней части формы, с продолжением до вершины геометрического конуса и образованием полости, в которой размещена конусная вставка, выполненная из ранее очищенного металла. Верхняя часть формы выполнена в виде отдельного кольца, ниже которого располагается оставшаяся часть формы. Это позволяет примеси оставлять на кольце, а слиток формировать в нижней части формы.
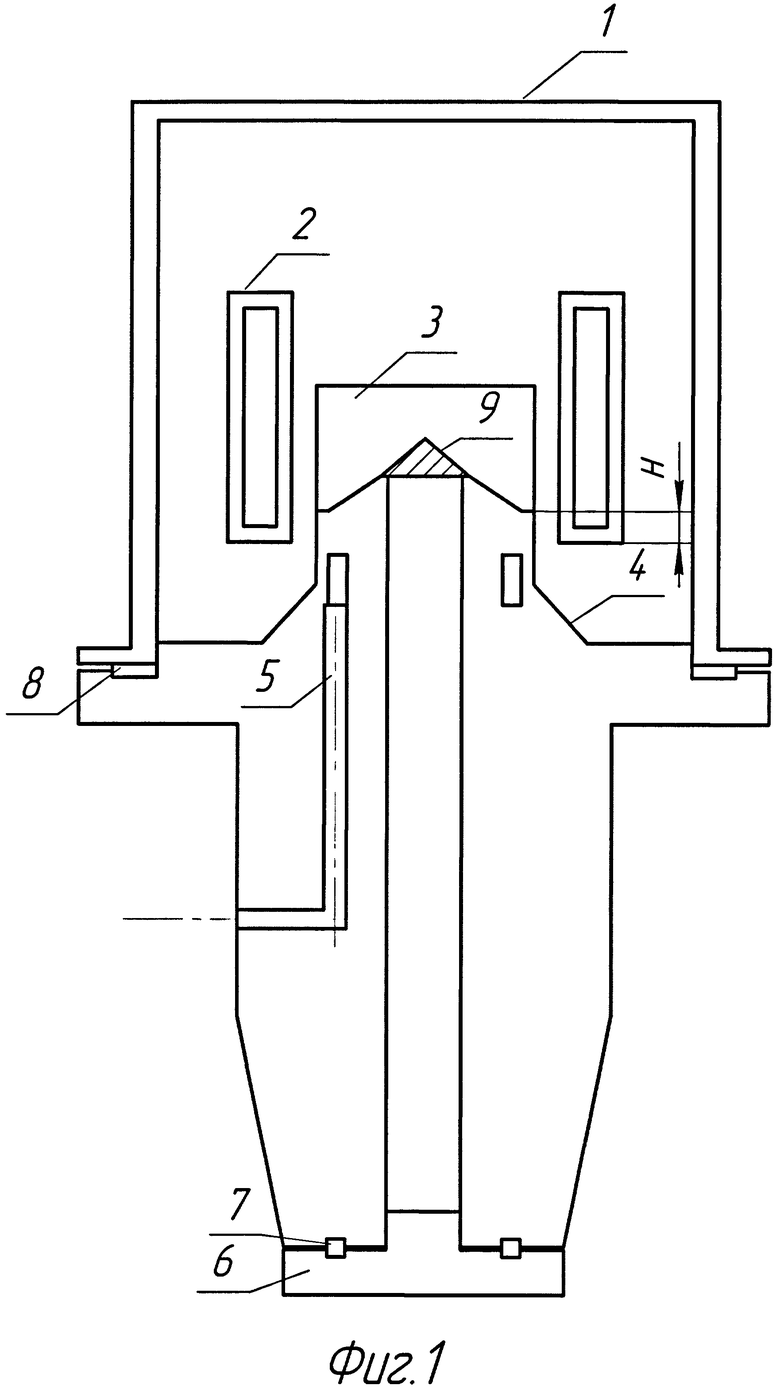
Предложенный способ реализует установка, представленная на фиг.1. Установка включает камеру плавления 1, в которой размещен охлаждаемый индуктор 2, в который стационарно установлен проплавляемый диск 3, таким образом, чтобы при его плавлении расплав, находящийся на боковой части удерживался во взвешенном состоянии и не мог слиться в сторону. Для этого, нижний торец диска 3 установлен выше нижнего торца индуктора 2, на величину Н. Индуктор может быть одновитковым или многовитковым, а так же с раздельным питанием витков. Диск 3 установлен непосредственно на форме 4 с центральным литниковым отверстием. Диск 3 установлен на форму 4 таким образом, что его торцевая нижняя часть опирается на торцевую верхнюю часть формы, а боковая часть находится открытой и не экранируется формой. На фиг.1 показано, что форма 4 может быть выполнена из меди с охлаждаемыми каналами 5, что позволяет получать особо чистые металлы и производить слитки с мелкозернистой структурой. Снизу форма закрывается поддоном 6, герметизация обеспечивается через уплотнения 7. Корпус 1 и форма 4 герметизируются через уплотнение 8. Плавление диска 3 происходит сбоку и сверху, при этом образуется конусообразный фронт плавления, направленный вершиной вверх. Плавление диска 3 происходит до момента достижения расплавом нижней части заготовки, после чего происходит слив расплава в форму 4, небольшая часть диска 3 остается в виде конуса или кольца на форме 4. Из-за гидродинамических особенностей легких включений происходит очистка расплава, так как эти включения всплывают на поверхность расплава и скапливаются у центра зеркала ванны расплава. Поэтому после слива расплава в форму, они остаются на поверхности слитка. Для того чтобы удалить включения, верхняя часть слитка отрезается. По такому же принципу тяжелые включения скапливаются на дне у периферии диска, где они вмерзают в гарнисаж, так как периферия охлаждается формой. Поэтому тяжелые включения так же остаются в верхней части слитка, в месте расположения диска. Для их удаления из слитка отрезается эта часть.
Для того чтобы полностью исключить попадание легких и тяжелых примесей в форму, верхняя часть этой формы, с которой соприкасается диск, выполняется в виде конуса, направленного острием вверх. При этом конус получается усеченным, за счет того, что его пересекает внутренняя полость формы. Но днище самого диска выполняется в виде того же конуса, который копирует конфигурацию конуса формы, с той лишь разницей, что это не усеченный конус. В полость, образованную между диском и формой, установлен конус 9, изображенный на фиг.1, выполненный из ранее очищенного металла. Этот конус перекрывает доступ рафинирующемуся расплаву, образуемому из металла диска, давая ему время очиститься от тяжелых и легких примесей, перед попаданием в форму.
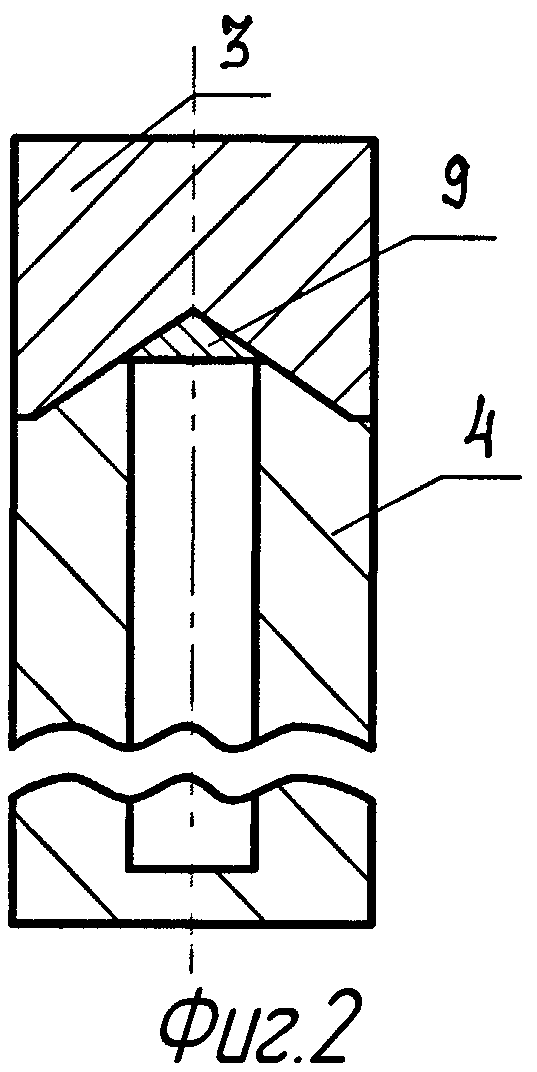
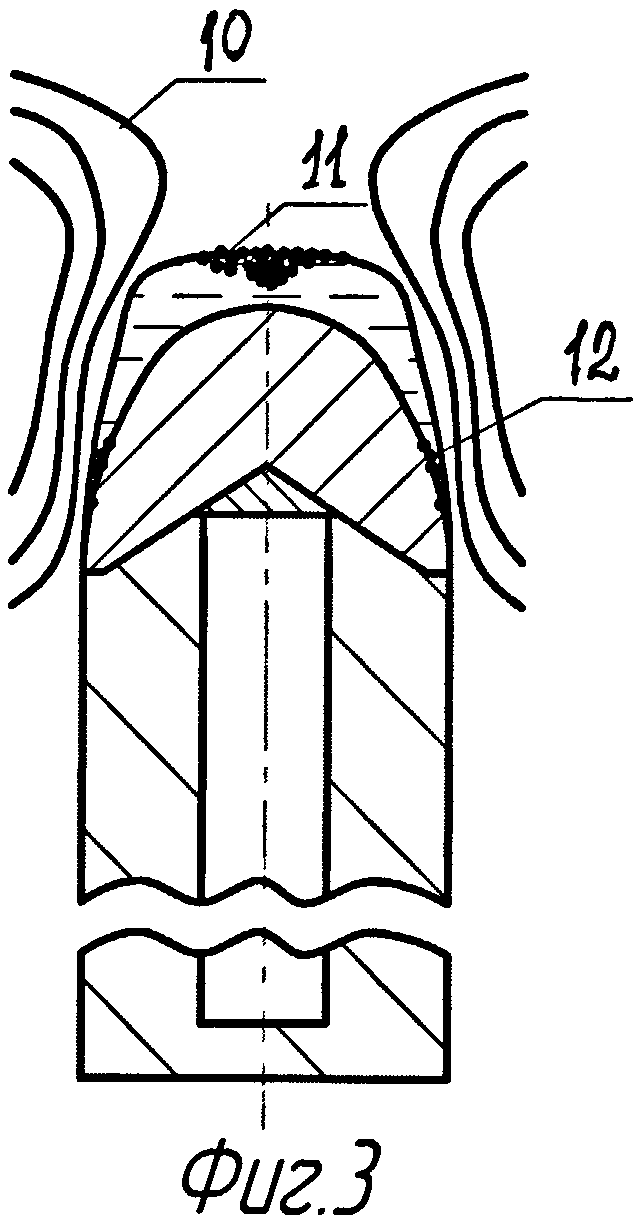
Более полно процесс очистки металла показан на фиг.2, 3, 4, 5, 6. На фиг.2 показан диск 3 с конусом 9, которые установлены на форму 4. Конус 9 перекрывает внутреннюю полость формы 4, куда будет сливаться очищенный металл. На фиг.3 показаны силовые линии 10 электромагнитного поля, под действием которого начинает плавиться металл в диске. Особенностью данного плавления является то, что силовые линии особенно плотно охватывают диск по его периферии. Каждая частота электромагнитного поля имеет определенную глубину проникновения в различные металлы, поэтому расплав начинает образовываться сначала только по боковой поверхности диска. При этом особенностью является то, что нижняя часть кольца расплава, опирающегося на медную охлаждаемую форму, застывает, а верхняя все больше нагревается. Электромагнитные линии над верхним торцом диска, не плотные, а это значит, что с верхней части диска происходит не столь высокий нагрев, как с боковой части. За счет этих особенностей, образующийся расплав металла на диске начинает приобретать форму кольца, все время расширяющегося к верху. Под давлением электромагнитного поля, препятствующего силе тяжести и удерживающего расплав от слива помимо формы, расплав в какой то момент выдавливается этим полем на торец диска.
После чего плавление металла происходит в основном под воздействием прямого нагрева металла на боковой поверхности и нагрева металла, находящегося сверху, который под воздействием конвекции передает свое тепло еще нерасплавленному металлу, находящемуся сверху диска. Таким образом, на фиг.3 показан момент плавления, где расплав образует своеобразную шапку, накрывающую твердую фазу металла, которая принимает форму конуса, острием направленного вверх.
Как известно, электромагнитное поле за счет изменения своей частоты, по-разному воздействует на различные металлы и неметаллы. Так, например, изменяя частоту в узком диапазоне на индукционных печах, можно добиться нагрева различных металлов по-разному. При одной частоте и одинаковой мощности, за то же время быстрее будет плавиться, например титан, а при другой частоте - железо. Чем дальше по своим физическим свойствам находятся переплавляемые вещества, тем больше диапазон частот, который их разделяет. Вредные включения, присутствующие в металле, это различные соединения кислорода, углерода, азота, водорода и т.п. соединения с переплавляемым металлом, а так же частицы инородных металлов, поступающих из лигатуры в основной металл. Для железа и титана тяжелыми включениями может служить, например, частица вольфрама, молибдена, ниобия и т.п. При попадании в основной слиток после плавления, как тяжелые, так и легкие включения являются вредными примесями, так как при обработке давлением этого слитка, они являются концентраторами напряжений, с которых начинает развиваться трещина и разрушать основной металл. Особенно это негативное влияние проявляется при прокате тонкой проволоки, тонкостенной трубы, листа, где по включению может происходить разрыв, расслоение, трещина - все это приводит к браку дорогостоящей, конечной продукции. Особенно опасно, когда данные включения остаются не выявленными в готовом изделии, несущем во время эксплуатации высокие нагрузки, под действием которых по истечении времени происходит поломка детали. Особенная опасность проявляется в таких деталях, как авиационные турбинные лопатки.
В продолжение описания процесса чистки металла, на фиг.3 легкие включения 11, имеющие меньшую плотность и не столь интенсивно нагреваясь, под действием частоты электромагнитного поля настроенного на расплав основного металла, начинают подниматься вверх на самую вершину, где скапливаются по оси диска. В данном месте металл, меньше всего получающий нагрев от электромагнитного поля и отдающий тепло за счет конвенции нижним слоям расплавленного металла, имеет повышенную вязкость. Это дополнительный фактор, способствующий удержанию легких включений на поверхности, позволяющий им до конца плавления оставаться там и активно не растворяться в основной массе расплава.
Тяжелые примеси 12 (фиг.3), имеющие большую плотность, чем основной металл, двигаясь в расплаве, постепенно начинают скатываться вниз по наклонной поверхности, образуемой конусом твердой фазы. У подножия этого конуса они начинают вмерзать в гарнисаж, уже больше не вовлекаясь в основной расплав.
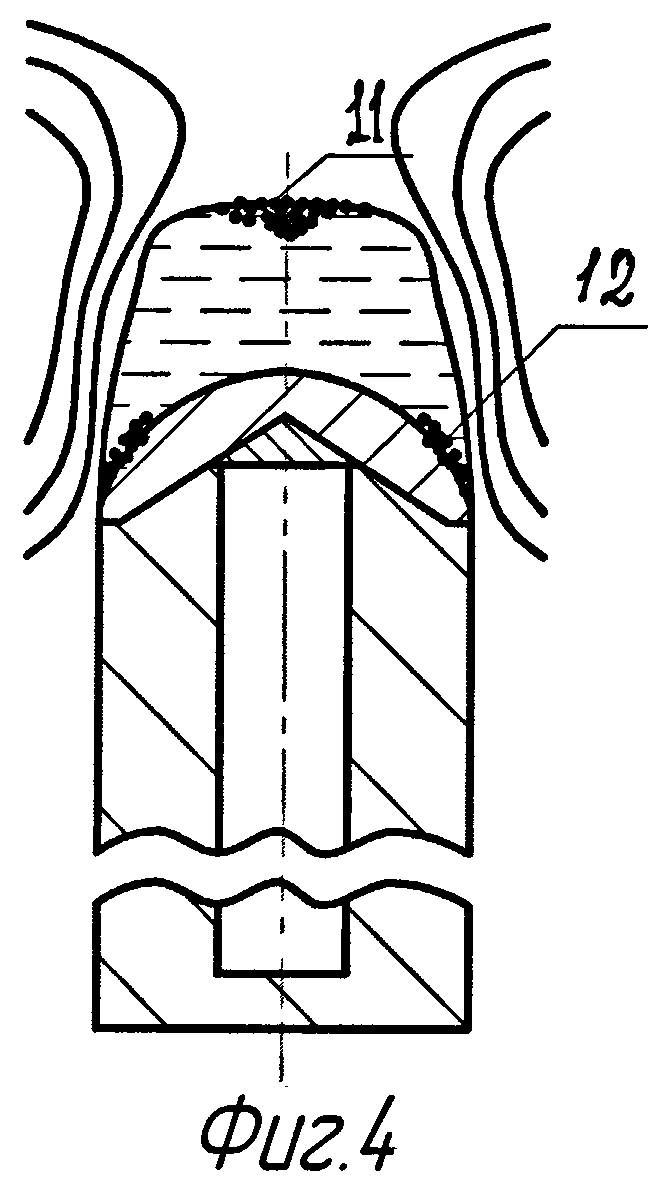
На фиг.4 показано, что конус становится более пологим, но положение легких включений 11 и тяжелых примесей 12 остается прежним. На фиг.5 показано, что вершина конуса, установленного из ранее очищенного металла, расплавлена, при этом основной металл диска так же практически расплавлен, небольшая его часть, соприкасающаяся с формой, в дальнейшем плавлении не участвует, так как превращается в гарнисаж. На фиг.6 показано, что очищенный расплав поступает в форму, внутренняя полость которой по объему меньше, чем объем всего металла. Например, в форму может сливаться 80% от всего металла, а на форме оставаться 20% металла, в котором находятся легкие включения 11 и тяжелые примеси 12. Далее эта часть отрезается и может идти на повторный переплав, или на деформацию. Для того, чтобы не производить отрезку слитка диск устанавливают на отдельную опору, а форма находится ниже на некотором расстоянии, при сливе расплава часть его с примесями остается на опоре, а другая сливается в форму, отделяясь от загрязненной части.
На фиг.7 изображена установка, где в камеру 1 с индуктором 2 установлен диск 3, с конусом 9 из ранее очищенного металла, который располагается на охлаждаемом кольце 13, выполненном в виде сплошного кольца или кольца, состоящего из отдельных секторов. По оси кольца 13 располагается форма 14, установленная на нижний корпус 15, который герметизируется с камерой 1 через уплотнение 8. В данном случае, диск плавится с использованием регулируемой мощности на индукторе, для того, чтобы на кольце 13 осталась часть диска с легкими и тяжелыми включениями. Регулировка осуществляется за счет того, что мощность на индукторе устанавливается в зависимости от массы металла, которую он переплавляет, как только начинается слив расплава в форму, масса металла, находящаяся в индукторе начинает уменьшаться, а вместе с этим пропорционально начинает уменьшаться мощность на индукторе. Примеси, которые концентрируются в диске при сливе расплава, имея более высокую температуру плавления, связывают часть расплава, остающегося внутри индуктора, на котором одновременно снижается мощность, поэтому часть металла остается на опорном кольце 13, а другая часть расплав, очищенного от примесей, сливается в форму 14, где производится заготовка или слиток.
Данный способ и устройство позволяют очень эффективно получать высококачественный расплав металла и гарантированно очищать его от тяжелых и легких примесей. Данное изобретение особенно эффективно для применения его в авиационной и космической тематике, где особое внимание уделяется качеству металла. Установка, созданная для его осуществления очень компактна, за счет чего ее распространение не будет связано с большими затратами.
В связи с этим предлагаемое изобретение может считаться полезным и эффективным для применения в производстве, снижая себестоимость оборудования и производимой продукции, при этом позволяя получать изделия с высоким качеством металла.
В отличие от аналога и прототипа, предлагаемое изобретение обеспечивает:
- получение изделий высокого качества;
- компактность устройства и высокую экономию электроэнергии;
- автоматическую организацию слива расплава из проплавляемой заготовки в кристаллизаторы, формы и т.п.;
- интенсивное охлаждение расплава при его кристаллизации;
- надежную автоматизацию и управление процессом.
Поэтому предлагаемое изобретение целесообразно считать полезным для применения в промышленности, при получении сложных высококачественных изделий из титана, ниобия, циркония, стали, алюминия, магния и т.п. металлов.
ЛИТЕРАТУРА
[1]. А.Е.Волков - RU 2286398 C2, C22B 9/20, 27.09.2003.
[2]. А.Е.Волков - RU 2353472 C2, B22D 39/00, 01.07.2004.
Группа изобретений относится к литейному производству. Дисковую заготовку устанавливают на форму и осуществляют плавление заготовки индуктором с удержанием расплавленной боковой поверхности заготовки во взвешенном состоянии. Верхняя часть формы выполнена в виде усеченного конуса, а дно заготовки выполнено с таким же конусом, но с продолжением до вершины геометрического конуса. В полость, образованную между диском и формой, устанавливают конусную вставку, выполненную из ранее очищенного металла, закрывающую вход в форму. Плавление заготовки осуществляют с периферии с образованием конусного фронта. На вершину конуса вытесняются все легкие включения, а тяжелые включения собираются на дне конуса, вмерзая в гарнисаж. При донном сливе в форму уходит только чистый расплав, а загрязненная часть расплава остается на форме, которая после получения слитка отделяется. Обеспечивается повышение качества металла за счет глубокого его рафинирования. 2 н. и 1 з.п. ф-лы, 7 ил.
1. Способ литья металлов, включающий установку дисковой заготовки на форму, плавление дисковой заготовки индуктором с удержанием расплавленной боковой поверхности дисковой заготовки во взвешенном состоянии за счет электромагнитного поля, донный слив расплава в форму после проплавления заготовки, при этом днище заготовки располагают выше нижнего торца индуктора, форму выполняют в верхней части в виде конуса с усеченной вершиной, а днище заготовки выполняют конусным и соответствующим конусу формы, в полость, образованную между заготовкой и формой устанавливают конусную вставку, выполненную из очищенного металла, и закрывают вставкой вход в форму, причем плавление заготовки осуществляют с периферии с образованием конусного фронта плавления и вытеснением легких включений на вершину конусного фронта плавления, а тяжелых включений - к основанию и периферии конусного фронта плавления, причем после донного слива очищенного расплава в форму и получения слитка верхнюю часть слитка с включениями отделяют.
2. Устройство для литья металлов, содержащее камеру плавления с проплавляемой дисковой заготовкой, форму, индуктор, расположенный в центральной части камеры плавления, способный удерживать во взвешенном состоянии расплавленную боковую поверхность заготовки, отличающееся тем, что верхняя часть формы выполнена в виде усеченного конуса, на которую установлена дисковая заготовка, при этом днище заготовки выполнено в виде конуса, соответствующего конусу верхней части формы, с продолжением до вершины геометрического конуса и образованием полости, в которой размещена конусная вставка, выполненная из ранее очищенного металла.
3. Устройство по п.2, отличающееся тем, что верхняя часть формы выполнена в виде отдельного кольца.
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА ДЛЯ ЛИТЬЯ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ С ИСПОЛЬЗОВАНИЕМ МЕТОДА ИНДУКЦИОННОГО УДЕРЖАНИЯ РАСПЛАВА | 2004 |
|
RU2353472C2 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| СПОСОБ И УСТРОЙСТВО ЖИДКОЙ ШТАМПОВКИ ДЛЯ ЛИТЬЯ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ С ИСПОЛЬЗОВАНИЕМ МЕТОДА ИНДУКЦИОННОГО УДЕРЖАНИЯ РАСПЛАВА | 2004 |
|
RU2353470C2 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА С ИСПОЛЬЗОВАНИЕМ ГАРНИСАЖА В КАЧЕСТВЕ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2002 |
|
RU2286398C2 |

