Изобретение относится к области литейного производства и может быть использовано для литья любых металлов, включая тугоплавкие и химически активные.
В качестве аналога предлагаемого изобретения принят способ электронно-лучевого переплава с холодным подом [1]. В этом способе исходный материал в виде шихты, губки, порошка или гранул перемещается с определенной скоростью из шихтового бункера в охлаждаемый кристаллизатор. В кристаллизаторе происходит плавление металла и образующийся жидкий металл каплями или (при достаточной мощности электронного луча) непрерывной струей стекает в скользящий охлаждаемый кристаллизатор, образуя слиток нужного размера. Такой метод переплава может быть также назван электронно-лучевой переплав с промежуточной емкостью. По назначению и схеме осуществления он полностью идентичен широко используемому в промышленности плазменному переплаву. Однако в отличие от плазменного переплава здесь возможна более глубокая очистка металла от газовых примесей, когда расплав в вакууме удерживается в течение достаточно большого времени, необходимого для рафинирования металла.
Наиболее близким техническим решением, в качестве прототипа, является способ зонной плавки металлов, включающий загрузку металлической шихты и ее последовательное плавление электронным лучом или плазмой путем сканирования поверхности с образованием рафинированного от легких и тяжелых примесей расплава металла, рафинированные порции которого периодически сливают в нижний кристаллизатор для формирования слитка [2].
Задачей предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей за счет снижения энергозатрат, сокращения производственного цикла, увеличения массы металла при плавлении, уменьшения габаритов оборудования. Поставленная задача достигается тем, что способ зонной плавки металлов, включающий загрузку металлической шихты и ее последовательное плавление электронным лучом или плазмой путем сканирования поверхности с образованием рафинированного от легких и тяжелых примесей расплава металла, рафинированные порции которого периодически сливают в нижний кристаллизатор для формирования слитка, при этом загрузку металлической шихты и ее последовательное плавление электронным лучом или плазмой осуществляют в верхнем кристаллизаторе, выполненном с вертикальным пазом, в который перед загрузкой металлической шихты устанавливают пластину из очищенного от примесей переплавляемого металла, перекрывающую упомянутый паз, наплавление в верхнем кристаллизаторе ванны расплава металла глубиной не более 50 мм, без проплавления упомянутой пластины, при этом электронным лучом или плазмой проплавляют паз в упомянутой пластине на глубину меньше глубины наплавляемой ванны расплава на 20÷30% и сливают рафинированную порцию расплава металла в нижний кристаллизатор для формирования слитка, с оставлением на дне верхнего кристаллизатора расплава металла, содержащего тяжелые примеси. В верхнем кристаллизаторе осуществляют плавление шихты электронным лучом или плазмой путем периодического сканирования ее поверхности с образованием рафинированного от легких и тяжелых примесей расплава металла, используют одновременно отдельные электронно-лучевые пушки или плазматроны на каждой стадии плавления, проплавления пластины и подогрева расплава металла в нижнем кристаллизаторе или на всех упомянутых стадиях используют одну электронно-лучевую пушку или плазматрон.
Устройство для зонной плавки металлов, содержащее электроннолучевую или плазменную пушку, кристаллизатор для формирования слитка, который расположен в камере плавления с вакуумным патрубком, соединенным с вакуумной системой, отличающееся тем, что оно снабжено верхним кристаллизатором для последовательного плавления металлической шихты с образованием рафинированного от легких и тяжелых примесей металлического расплава, размещенным над кристаллизатором для формирования слитка, поддоном с механизмом его съема, герметично соединенным с камерой плавления, при этом в верхнем кристаллизаторе выполнен перекрываемый пластиной из очищенного от примесей переплавляемого металла вертикальный паз с образованием уступа для удержания тяжелых примесей в процессе плавки, а упомянутые кристаллизаторы установлены на поддоне, верхний кристаллизатор выполнен V-образным, практически полностью перекрывающим поперечную плоскость плавильной камеры печи, за исключением сектора, отведенного под слив рафинированного расплава металла.
Предложенный способ осуществляется с помощью установки, изображенной на фиг.1. Установка содержит электронно-лучевую пушку 1, корпус которой может быть расположен под разными углами по отношению к оси корпуса плавильной камеры 2, закрывающуюся снизу поддоном 3, на который устанавливается медный охлаждаемый верхний кристаллизатор 4 и нижний кристаллизатор 5. Камера 2 с поддоном 3 крепятся с помощью болтовых соединений, через уплотнительную вакуумную резину. В кристаллизатор 4 загружается непрессованная или прессованная в брикет шихта 6, после установки кристаллизатора на поддоне, в камере плавления создается вакуум через патрубок 7. При достижении требуемой глубины вакуума производится плавление шихты за счет электронного луча 8. Плавление шихты 6 будет начинаться по всей площади, образуемой верхним кристаллизатором 4, не достигая определенного расстояния до его периметра. Луч от одной или нескольких пушек будет перемещаться по поверхности металла, пока контур, образующейся жидкой ванны металла 9 не достиг, на определенном расстоянии, медной поверхности верхнего кристаллизатора 4. То есть нужно будет стремиться к выплавке, как можно большего количества металла, при этом не проплавляя самого кристаллизатора 4. Шихта начинает переплавляться по по всей верхней плоскости кристаллизатора, образуя ванну металла определенной глубины, чтобы за определенное время можно было производить рафинированный металл от легких, тяжелых и газовых включений.
За счет плавления образуемая ванна расплава металла 9, достигнув определенной глубины h, сливается в нижний кристаллизатор 5 за счет проплавления лучом пластины 10, состоящей из чистого металла, установленной в кристаллизатор 4 перед загрузкой шихты 6, таким образом, чтобы перекрыть в кристаллизаторе 4, вертикальный паз 11, прорезанный, не достигая днища на определенную высоту d. Глубина проплавления пластины должна быть меньше глубины ванны расплава, примерно на 20÷30%. За глубиной проплавления паза и всем процессом плавления идет слежение с помощью датчиков 12, совмещенных с камерами слежения, установленных в корпусе 2. Металл, сливаясь в кристаллизатор 5, образует слиток 13. Для того чтобы его структура была без полостей и качественно проплавлена, металл может подогреваться электронным лучом 8. Если металл в дальнейшем идет на повторный переплав, данного подогрева не требуется. Электронные пушки 1 должны быть установлены таким образом на корпусе 2, чтобы они с наибольшей эффективностью могли перекрывать поверхность в верхнем кристаллизаторе 4, проплавлять паз в пластине 10 и подогревать, если требуется, сливаемый металл в нижнем кристаллизаторе 5.
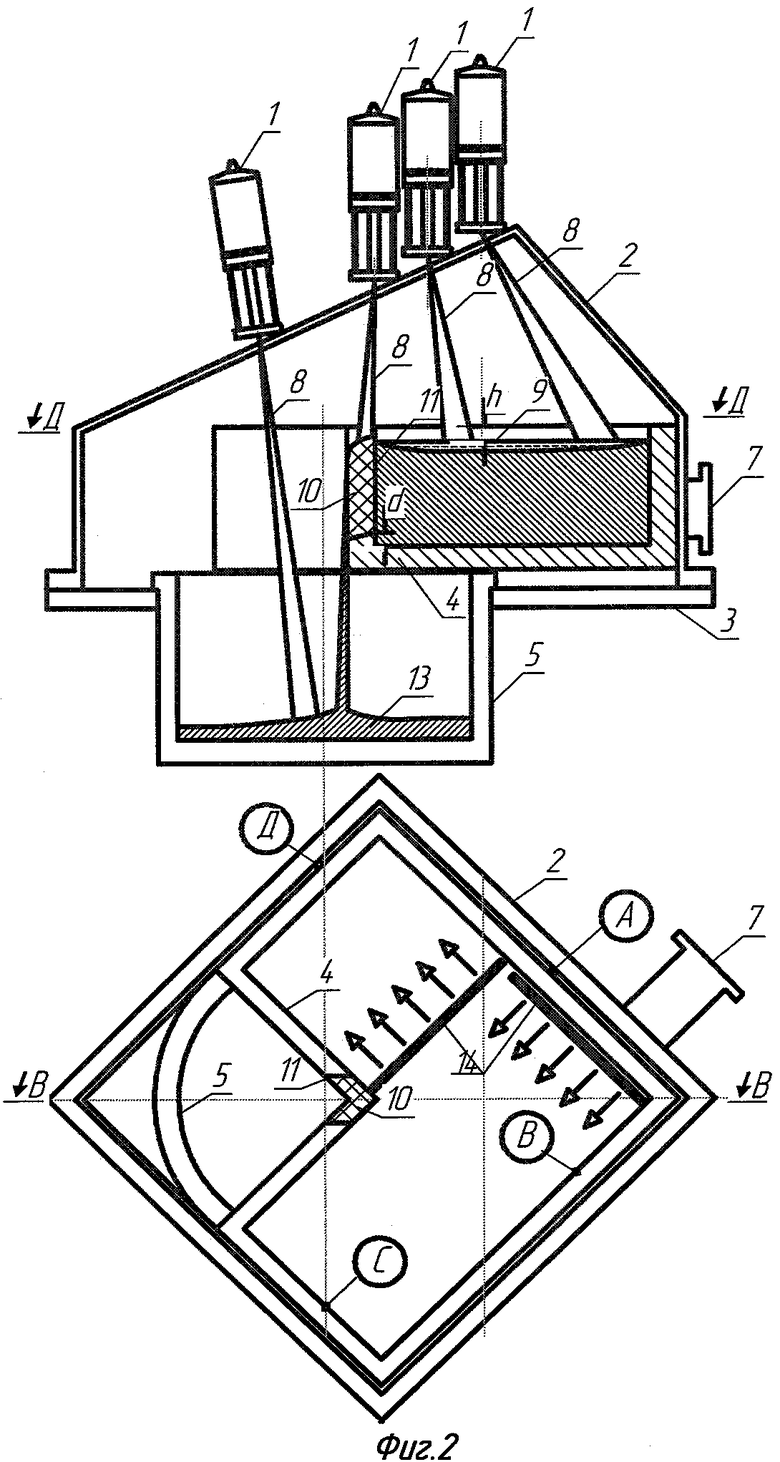
На фиг.2 изображена установка, где в качестве верхнего кристаллизатора 4 выступает квадратный V-образный кристаллизатор, который позволяет вмещать в три-пять раз больше металла, по сравнению с круглым кристаллизатором.
Этот кристаллизатор может заполнять почти весь периметр камеры 2, за исключением небольшого сектора, через который будет сливаться металл в нижний кристаллизатор. На фиг.2 изображен сектор с углом 90°, через который идет слив, но этот сектор может занимать меньший угол. Данная конструкция кристаллизатора позволяет производить очистку металла не только от тяжелых и легких включений, но и производить очистку за счет зонной плавки от присутствующих в сплаве металлических и неметаллических включений. Так, например, в одной половине кристаллизатора луч, проплавляя узкую полосу 14, прогоняет ее от одной стенки кристаллизатора к другой. То есть на фиг.2 от стороны А к С и от стороны В к Д. Полоса расплава всегда проходит в одну сторону, по типу светлой полосы в сканере, достигая стороны С и Д, луч снова начинает плавить металл от стороны В и А. Проплавив таким образом металл один или несколько раз, в зависимости от требований к очистке металла, металл проплавляется на глубину h, затем проплавляется пластина 10 и сливается расплав в нижний кристаллизатор 5. Далее процесс очистки повторяется до полной переплавки шихт, за исключением только той ее массы, в которой остаются включения и которая образует гарнисаж на дне верхнего кристаллизатора 4. Печь, изображенная на фиг.2, очень компактна, но в то же время способна выплавлять очень большое количество металла.
Особенности предлагаемого способа заключаются в следующем.
- Данный способ может производить слиток круглой, квадратной или прямоугольной формы, одной или несколькими пушками (или плазматронами), без применения засыпных подающих и вытяжных устройств для металла, за счет переплава металла из верхнего в нижний неподвижные кристаллизаторы.
- Верхний кристаллизатор одновременно служит накопительной емкостью для шихты и промежуточной емкостью, в которой идет очистка от тяжелых и легких примесей, т.е. он совмещает функции бункера с промежуточной емкостью, где загружается шихта и происходит очистка металла, кроме того, за счет зонной выплавки обеспечивается очистка от сопутствующих металлов и неметаллов.
- Загрузка шихты обеспечивается в верхний кристаллизатор как с подпрессовкой, так и без ее подпрессовки.
- Из верхнего кристаллизатора металл сливается в определенном месте через паз, проходящий вертикально, почти по всей высоте кристаллизатора.
- Место слива металла находится над нижним кристаллизатором по его центру или около края кристаллизатора.
- Для очистки металла в верхнем кристаллизаторе используется метод гидродинамической очистки, тяжелые примеси оседают на его дне, так как паз по вертикали не достигает днища, тем самым образуется уступ, удерживающий тяжелые примеси.
- Для гарантированного не попадания в сливаемый расплав тяжелых примесей перед загрузкой шихты паз закрывается металлической пластиной из очищенного металла, таким образом, чтобы получаемый расплав от шихты очищался от тяжелых и легких включений на подходе к данной пластине. В дальнейшем, проплавляя данную пластину на определенную глубину, для слива полученной ванны расплава в нижний кристаллизатор будет попадать только чистый расплав, так как металл пластины ранее был очищен, а расплав, полученный от шихты очистился ранее за отведенное для этого время.
- Верхний и нижний кристаллизаторы крепятся на поддоне, являющемся одновременно крышкой для печи.
- Экономия энергии происходит за счет экранирования жидкой фазы от кристаллизатора, твердой фазой металла их разделяющего.
- Печь может содержать одну действующую пушку, поочередно наплавляя металл в верхнем кристаллизаторе, затем прорезая щель для его слива в пластине и затем, подогревая металл в нижнем кристаллизаторе, используя возможность отклонения луча от центральной оси. При одновременном использовании нескольких пушек переплавляемый объем металла и скорость плавления значительно увеличится.
- Так за счет использования возможности отклонения луча от центральной оси, конструкция печи значительно упрощается, не требуя использования механизмов для подачи шихты, перемещения кристаллизатора и вытяжки слитка, что значительно повышает ее надежность и значительно снижает ее стоимость.
- Конструкция устройства печи для осуществления способа имеет минимальный объем камеры плавления, так как внутренняя конфигурация полости этой камеры занимает пространство только для размещения кристаллизаторов и перемещения луча. Данная особенность позволяет удешевить конструкцию установки, снизить стоимость вакуумной системы и уменьшить время на откачку воздуха из камеры плавления.
- Местом герметизации камеры плавления служит в основном соединение этой камеры и поддона, что позволяет снизить в нее натекание и обеспечить хороший доступ к загрузке-выгрузке.
- Съем поддона с кристаллизаторами может быть обеспечен за счет стационарных гидро- и пневматических устройств или за счет независимых механизмов, например за счет подъезжающей электрокары.
- Наблюдение за процессом обеспечивается с помощью датчиков и кинокамер, установленных в корпусе плавильной камеры.
- Выгрузка кристаллизаторов осуществляется с противоположной стороны от вакуумного патрубка, соединенного с вакуумной системой.
- Подпрессовка шихты перед ее загрузкой в верхний кристаллизатор позволяет снизить время ее плавления, увеличить объем выплавки металла, а также снизить потери на испарение легирующих элементов.
Тяжелые включения в расплаве падают на днище верхнего кристаллизатора, при очистке металла от тяжелых включений подбирается такой режим плавки, когда луч сначала в верхнем кристаллизаторе создает ванну расплава определенной глубины, не проплавляя пластину, закрывающую вертикальный паз, затем проплавляет ее на меньшую глубину. Тем самым, давая стекать расплаву, оставляя тяжелые включения на дне ванны в верхнем кристаллизаторе. При окончании плавления часть металла остается на дне верхнего кристаллизатора, где скапливаются все тяжелые включения. Для гарантированного их удержания, паз в верхнем кристаллизаторе выполнен не до самого его днища, образуя тем самым, естественное препятствие для тяжелых включений. Металл будет полностью очищен от легких включений за счет тепловой мощности луча, концентрируемой на поверхности ванны металла, куда всплывают легкие включения. Попадая под луч, они испаряются и удаляются через вакуумную систему откачки.
Экономическая целесообразность проекта.
Сравнение идет с печью (ОАО "Композит", г.Королев), которая использует четыре пушки по 250 кВт и выпускает слиток ⌀200, длиной 1,5 м, общей массой 200 кг (при загрузке титана 220 кг). Объем печи 103, объем трубопроводов вакуумной системы 12 м3. Время откачки 1,5 часа, плавки 1 час, охлаждения 1,5 часа, т.е. полный цикл работы печи занимает 4 часа. Дополнительное время занимает выгрузка-загрузка, которая составляет 1,5 часа. Стоимость подобной печи 1 млн. € или 36 млн. руб. Стоимость данной печи распределяется между основными узлами. (Таблица 1).
Если предлагаемая печь, изображенная на фиг.1, также будет содержать в своем арсенале 4 эл. лучевых пушки, мощностью по 250 кВт, объем выплавляемого металла, за счет технологических особенностей процесса, значительно увеличится. Примем верхний кристаллизатор, диаметром 800 мм и глубиной 600 мм, при этом масса титана, загружаемая при плотной упаковке, будет находиться в пределах 1000 кг. Вследствие того, что все четыре пушки могут быть направлены на выплавку ванны металла, это позволит значительно увеличить скорость плавления и позволит сократить количество энергии за счет снижения тепловых потерь.
По сравнению с аналогами, где в промежуточную емкость постоянно поступает новая шихта, приходится одну или две пушки устанавливать на ее расплавление. Так, например, в случае компановки печи по классической схеме с промежуточной емкостью, контейнер с которого на торце сплавляется титан, нагревается по своему объему и за счет значительной своей массы, забирает на себя часть тепла, а следовательно, часть энергии, которую затрачивают лучевые пушки на его плавление. Поэтому можно отметить, что это одна из основных частей тепловых потерь классической печи. Далее в этой печи расплав металла попадает в неглубокую медную охлаждаемую емкость, где при взаимодействии небольшой массы металла и относительно большой массы охлаждаемого кристаллизатора происходит также значительная потеря тепла, отводимая промежуточной емкостью.
Далее металл, попадая в медный охлаждаемый, скользящий кристаллизатор, формируется в слиток под действием тепла луча одной из пушек, где также происходит потеря тепловой энергии. Как известно, на сегодня, лучевые печи превосходят рафинирующими возможностями все известные печи по плавлению титана (вакуумно-дуговые, плазменные, индукционные, гарнисажные и т.п.), но при этом страдают тем, что не могут получать жестко регламентированный, равномернораспределенный химический состав по длине слитка. В связи с этим, стремление проектировщиков эл. лучевых печей объединить в единой конструкции возможность переплава шихты любого состава, рафинирования ее от примесей с выходом в итоге готового слитка, приводит к тому, что, затраты вложенные на строительство печи, ее эксплуатацию и обслуживание, а также качество производимых слитков не оправдывает ожиданий металлургов. В предлагаемом способе была поставлена задача - использовать высокое рафинирующее свойство электронно-лучевых печей для производства достаточно больших объемов металла при низких затратах.
В связи с тем, что в предлагаемой печи все четыре эл. лучевые пушки могут быть направлены на выплавку ванны металла в верхнем кристаллизаторе, по сравнению с классической печью, достигаются следующие преимущества.
1. Верхний кристаллизатор, имея глубину 600 мм, при выплавке жидкой ванны, глубиной не более 50 мм, не теряет свое тепло на обогрев днища кристаллизатора.
2. Шихта, имея упакованную, но не сплавленную структуру, имеет низкую теплопроводность, поэтому больше энергии идет на полезный расплав металла.
3. После слива очередной порции расплава металла лучи начинают плавить уже прогретый до точки плавления следующий слой металла.
4. Часть энергии луча только иногда расходуется на проплав пластины для слива расплава, а также на подогрев металла в нижнем кристаллизаторе, если это требуется.
Как было сказано выше, в связи с тем, что лучевые печи страдают низкой способностью перемешивания расплава, для производства слитка, который предназначен к последующему переплаву, не следует тратить значительное количество энергии на прогрев и сплавление слитка. Экономически более выгодно, полученный слиток в дальнейшем переплавить вакуумно-дуговым или индукционным переплавом, у которых перемешивающая способность расплава значительно выше. В то же время, их рафинирующая способность не идет не в какое сравнение с электроннолучевой выплавкой.
При сравнении классической и новой печи ЭЛП можно отметить, что новая печь с теми же пушками в новой компановке за одно и то же время, сможет выплавить 1000 кг титана, вместо 210 кг по классической схеме. При этом ее габариты будут находиться в пределах 3×3×4 м. Классическая печь занимает габариты 15×20×12 м.
При составлении расчетов (табл.1) использовались цены, которые диктовали производители современных печей. Поэтому стоимость новой печи складывалась при сравнении с классической печью.
ЛИТЕРАТУРА
[1]. А.А. Андреев. Плавка и литье титановых сплавов, - М.: Из-во "Металлургия". 1994 г., стр.182-184.
[2]. RU 2087563 C1, C22D 9/22, 20.08.1997.
ние узлов
обеспечения печи
15×20×12 м
обеспечения печи
3×3×4 м

Изобретение относится к области металлургии и может быть использовано для зонной плавки любых металлов, включая тугоплавких и химически активных. В способе осуществляют загрузку металлической шихты и ее последовательное плавление электронным лучом или плазмой в верхний кристаллизатор, выполненный с вертикальным пазом, в который перед загрузкой металлической шихты устанавливают пластину из очищенного от примесей переплавляемого металла, перекрывающую упомянутый паз, наплавление в верхнем кристаллизаторе ванны расплава металла глубиной не более 50 мм, без проплавления упомянутой пластины, при этом электронным лучом или плазмой проплавляют паз в упомянутой пластине на глубину меньше глубины наплавляемой ванны расплава на 20-30% и сливают рафинированную порцию расплава металла в нижний кристаллизатор для формирования слитка. В верхнем кристаллизаторе выполнен перекрываемый пластиной из очищенного от примесей переплавляемого металла вертикальный паз с образованием уступа для удерживания тяжелых примесей в процессе плавки, а упомянутые кристаллизаторы установлены на поддоне. Изобретение позволяет повысить эффективность использования и расширения технических возможностей за счет снижения энергозатрат, сокращения производственного цикла, увеличения массы металла при плавлении и уменьшения габаритов оборудования. 2 н. и 3 з.п. ф-лы, 1 табл., 2 ил.
1. Способ зонной плавки металлов, включающий загрузку металлической шихты и ее последовательное плавление электронным лучом или плазмой путем сканирования поверхности с образованием рафинированного от легких и тяжелых примесей расплава металла, рафинированные порции которого периодически сливают в нижний кристаллизатор для формирования слитка, отличающийся тем, что загрузку металлической шихты и ее последовательное плавление электронным лучом или плазмой осуществляют в верхнем кристаллизаторе, выполненным с вертикальным пазом, в который перед загрузкой металлической шихты устанавливают пластину из очищенного от примесей переплавляемого металла, перекрывающую упомянутый паз, наплавление в верхнем кристаллизаторе ванны расплава металла глубиной не более 50 мм, без проплавления упомянутой пластины, при этом электронным лучом или плазмой проплавляют паз в упомянутой пластине на глубину меньше глубины наплавляемой ванны расплава на 20-30% и сливают рафинированную порцию расплава металла в нижний кристаллизатор для формирования слитка, с оставлением на дне верхнего кристаллизатора расплава металла, содержащего тяжелые примеси.
2. Способ по п.1, отличающийся тем, что в верхнем кристаллизаторе осуществляют плавление шихты электронным лучом или плазмой путем периодического сканирования ее поверхности с образованием рафинированного от легких и тяжелых примесей расплава металла.
3. Способ по п.1, отличающийся тем, что используют одновременно отдельные электронно-лучевые пушки или плазматроны на каждой стадии плавления, проплавления пластины и подогрева расплава металла в нижнем кристаллизаторе или на всех упомянутых стадиях используют одну электронно-лучевую пушку или плазматрон.
4. Устройство для зонной плавки металлов, содержащее электронно-лучевую или плазменную пушку, кристаллизатор для формирования слитка, который расположен в камере плавления с вакуумным патрубком, соединенным с вакуумной системой, отличающееся тем, что оно снабжено верхним кристаллизатором для последовательного плавления металлической шихты с образованием рафинированного от легких и тяжелых примесей металлического расплава, размещенным над кристаллизатором для формирования слитка, поддоном с механизмом его съема, герметично соединенным с камерой плавления, при этом в верхнем кристаллизаторе выполнен перекрываемый пластиной из очищенного от примесей переплавляемого металла вертикальный паз с образованием уступа для удерживания тяжелых примесей в процессе плавки, а упомянутые кристаллизаторы установлены на поддоне.
5. Устройство по п.4, отличающееся тем, что верхний кристаллизатор выполнен V-образным, практически полностью перекрывающим поперечную плоскость плавильной камеры печи, за исключением сектора, отведенного под слив рафинированного расплава металла.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА КУСКОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087563C1 |
| RU 2007108996 A1, 20.09.2008 | |||
| US 6858059 B2, 22.02.2005 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

