Предлагаемое изобретение относится к области литейного производства и может быть использовано для литья любых металлов, включая тугоплавкие и химически активные, в частности к способам переплавки металлов и их сплавов в предназначенных для этого устройствах. Аналогом предлагаемого технического решения является вакуумно-дуговая плавка расходуемого электрода в кристаллизаторе (емкости) [1], (стр.150-157). Расплав, который образуется в глухом кристаллизаторе при сплавлении расходуемого электрода, рафинируется от газовых и летучих включений за счет поддержания вакуума. Для данного способа характерно исключение возможности загрязнения металла материалом формы и электрода, а так же одновременность и непрерывность процесса плавки и затвердения слитка.
Наиболее близким техническим решением в качестве прототипа является способ гарнисажной плавки металла (гарнисаж - расходуемый электрод) в промежуточной емкости с отливкой слитков, при котором происходит хорошее усреднение расплава, его очистка от легких и тяжелых примесей, а при литье образуется бездефектная кристаллическая структура. Способ включает приготовление расплава в отдельной промежуточной емкости с последующим его переливанием и кристаллизацией в изложнице или кристаллизаторе. [1], стр.226-230.
Методы плавки в промежуточной емкости с отливкой слитков обеспечивают высокую плотность слитков, однородный химический состав и достаточно однородную кристаллическую структуру. Данный способ нашел применение для изготовления круглых и плоских слитков различного сечения.
Задачей предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей, в частности снижение себестоимости выпускаемой продукции за счет меньшего энергопотребления, более короткого цикла усреднения химического состава, более полной переработки сырья, снижения отходов, уменьшения брака, сокращения производственной цепочки при производстве готовых полуфабрикатов или готовых изделий, в том числе и композиционных.
Снижение себестоимости выпускаемой продукции обеспечивается тем, что в способе плавления и литья металлов плавление металла осуществляется за два плавильных цикла. Первый цикл обеспечивается за счет электродугового переплава расходуемого прессованного электрода, изготовленного из первичной шихты и оборотных отходов производства, при этом полученные слитки первого переплава имеют форму заготовок, используемых в дальнейшем на втором переплаве, в качестве проплавляемых дисков и расходуемых электродов. Второй цикл обеспечивается за счет электродугового переплава расходуемого электрода первого переплава и проплавляемого диска. По окончании плавления образуется ванна расплава, которая сливается в форму, находящуюся под диском. При ее заполнении происходит электродуговой обогрев верхней части формирующегося изделия с дополнительным доплавлением электрода и периферии диска.
Для автоматизированного выплавления необходимого объема расплава используются датчики верхнего и нижнего слежения. Перед тем как расплаву сливаться в форму, последняя поджимается к диску, а на расплав могут накладываться различные механические и электромагнитные колебания.
Для получения изделий с более усредненным химическим составом применяется прием разворота переплавляемого диска, т.е. при первом переплаве, где было его дно, при втором переплаве будет его поверхность, при восстановлении диска снова будет дно. Расходуемый электрод начинает плавиться во втором переплаве без переворота, т.е. с той стороны, где было его дно на первом переплаве.
Для изготовления заготовок при первом переплаве используется установка карусельного типа вакуумно-дугового переплава с несколькими короткими кристаллизаторами.
Для изготовления полуфабрикатов или готовой продукции при втором переплаве используется установка донного слива, где кристаллизатор устанавливается ниже уровня пола в герметичную шахту, а проплавляемый диск устанавливается сверху, верхняя камера с установленным в нем электродом герметично накрывает диск при опускании ее сверху.
Поставленная задача достигается тем, что в способе плавления и литья металла, включающем плавку за счет электродугового переплава расходуемого электрода и слив расплава в форму для кристаллизации и формирования слитка круглого сечения с усреднением его химического состава, отличающемся тем, что плавку осуществляют за два плавильных цикла, причем сначала переплавляют расходуемый электрод и оборотные отходы в количестве более 50% от всей массы шихты с получением расходуемых электродов первого переплава и проплавляемых дисков в коротких глуходонных кристаллизаторах вакуумно-дуговой карусельной установки или печи донного слива, а затем осуществляют второй переплав расходуемых электродов первого переплава и проплавляемых дисков в печи донного слива с получением готового изделия заданной конфигурации, при этом объем расплава на проплавляемом диске первого переплава и момент его слива контролируют бесконтактными датчиками верхнего и нижнего слежения, форму поджимают к диску перед сливом расплава и осуществляют доплавление оставшейся части расходуемого электрода и периферии диска для заполнения верхней части формы и подпитки жидкой фазой верхней части формирующегося изделия для устранения пустот и усадочных раковин. В момент кристаллизации изделия на расплав дополнительно накладывают механические и электромагнитные колебания. Для более эффективного усреднения химического состава изделия проплавляемый диск на втором переплаве устанавливают в печь вверх дном, относительно первого переплава.
Предложенный способ на первом цикле реализует установка, изображенная на фиг.1. Установка включает корпус 1, прессованный электрод 2, вакуумный трубопровод 3, ось 4 вращения кристаллизаторов 5, шихтовую загрузку 6. За счет горения электродуги 7 образуется ванна расплава 8 и формируется заготовка 9 первого переплава.
Первый переплав предлагаемой технологии включает подготовку прессованного электрода по отработанной схеме и закладку оборотных отходов в короткие глухие кристаллизаторы вакуумно-дуговой карусельной установки, изображенной на фиг.1. Переплавляемые диски и расходуемые электроды могут изготовляться так же в печи донного слива. За счет применения данной схемы удается вовлечь в первый переплав до 70-80% оборотных отходов, при этом изготовить проплавляемые диски и короткие расходуемые электроды, снизив расход электроэнергии в первом переплаве на 30-40%. Отличие предлагаемого процесса от стандартного переплава в глухом кристаллизаторе на первой стадии подготовки электродов и дисков состоит лишь в том, что в данном случае применяется машина карусельного типа, где используется сразу несколько коротких глухих кристаллизаторов количеством, например, 10-12 шт. или обычная печь донного слива, где один короткий кристаллизатор. Данное усложнение несколько увеличивает длительность плавки, но в то же время приносит следующие производственные преимущества:
- габариты печи меньше по высоте из-за снижения длины кристаллизаторов;
- упрощается изготовление кристаллизаторов, их установка и выгрузка;
- КПД по использованию электроэнергии выше на 30-40% из-за использования загружаемой в кристаллизатор шихты, одновременно снижающей тепловую нагрузку на охлаждаемую медную поверхность кристаллизатора.
[1], стр.158. Подобный эффект достигается при использовании способа VADER. При плавке этим методом расход электроэнергии примерно на 40% ниже, чем при плавке расходуемого электрода в глухой кристаллизатор.
- КПД по вводу оборотных отходов выше на 30-40% по сравнению с плавлением электрода в глухом кристаллизаторе, достигающий в общем 70-80%.
На сегодня освоено промышленное производство расходуемых электродов диметром до 650 мм и длиной до 5500 мм с содержанием в шихте до 35% оборотных отходов в виде стружки, куска и листовой обрези.
"...Такая доля оборотных отходов в шихте существенно ниже, чем доля кондиционных отходов, образующихся на всех стадиях передела при производстве деталей и изделий титановых сплавов. Ограничение доли оборотных отходов в шихте связано с механической прочностью прессованных электродов, что приводит к неэффективному использованию отходов титановых сплавов. Поэтому на протяжении всего периода развития титановой промышленности не прекращались работы по изысканию рациональных способов производства расходуемых электродов методом непосредственного плавления исходных шихтовых материалов, включая оборотные отходы.
На начальном этапе развития производства для формирования расходуемых электродов применялись вакуумно-дуговые печи с нерасходуемым электродом из вольфрама или графита, оборудованные бункерами для переплавляемой шихты. Слитки, полученные в этих печах, использовали в качестве расходуемых электродов для повторной плавки. Однако от такой технологии вскоре отказались из-за загрязнения металла включениями вольфрама и углерода.
Для устранения этого недостатка были разработаны конструкции печей, оснащенные бункером с применением расходуемого прессованного электрода. Процесс плавления на таких печах осуществляли следующим образом. Расходуемый электрод поднимали в верхнее положение, открывая путь в кристаллизатор оборотным отходам, предварительно загруженными порциями в бункер, опускали расходуемый электрод, зажигали электрическую дугу и сплавляли заданную порцию расходуемого электрода. Затем циклы повторялись до подачи всех порций шихты из бункера и сплавления расходуемого электрода. При плавке на печах такого типа содержание отходов в шихте достигло 60-65%...".
Применение карусельной наплавочной установки в предлагаемом процессе, как указано выше, уже имеет свои прототипы, которые позволяли в общей сложности увеличить количество оборотных отходов до 65% (35% вовлекается в прессованный электрод и 30-50% загружается в кристаллизатор). Предлагаемая карусельная печь в отличие от прототипа исключает применение засыпных бункеров и периодический подъем электрода, при этом получая за первый переплав технологически необходимые заготовки, используемые в дальнейшем для печей донного слива. То есть процесс на первой стадии объединяет положительные решения плавления слитков в глухом кристаллизаторе и плавления оборотных отходов в гарнисажном тигле.
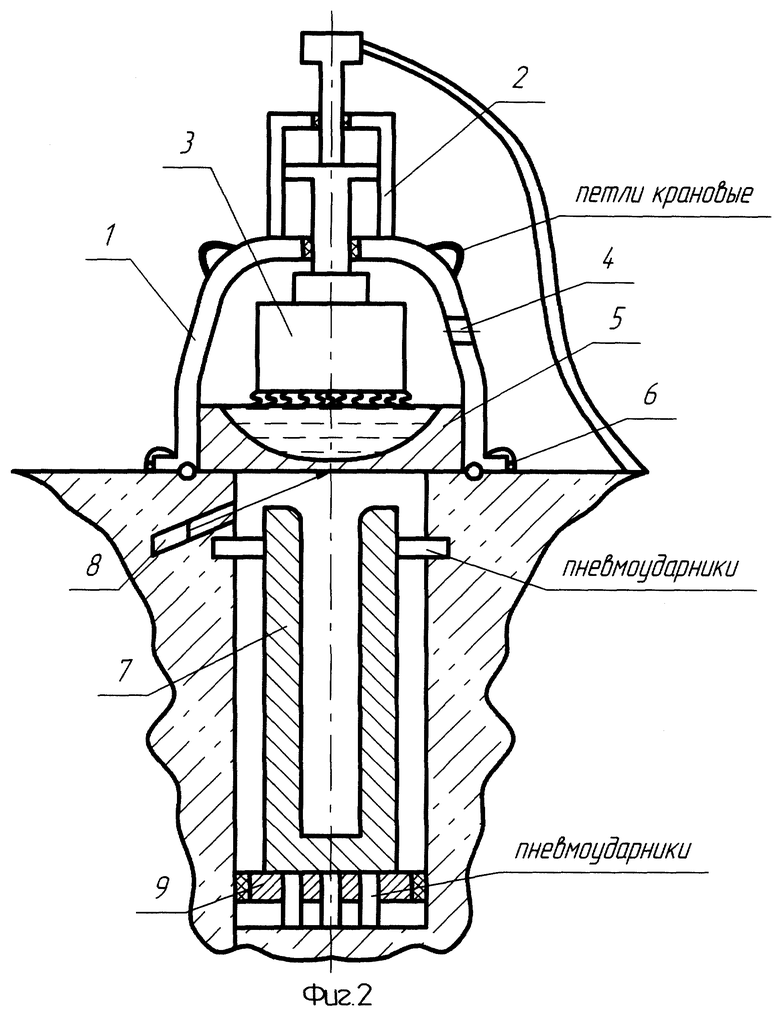
Предлагаемый способ на втором цикле реализует установка, изображенная на фиг.2. Установка включает корпус 1, привод электрода 2, расходуемый электрод 3, вакуумный патрубок 4, проплавляемый диск 5, уплотнения 6, кристаллизатор 7, бесконтактные датчики слежения 8, поджим 9.
Использование предлагаемой технологии "донного слива" (ДС) позволяет проводить двойной переплав титана с использованием на втором переплаве коротких электродов первого переплава и проплавляемых дисков первого переплава, изготовленных на карусельных печах, при этом усреднение химического состава металла достигается точно такое же, как и при тройном переплаве, по методике ВДП. Второй переплав включает подготовку и загрузку печи донного слива, фиг.2, куда устанавливают охлаждаемый кристаллизатор (форму), проплавляемый диск и короткий слиток первого переплава. За счет применения данной схемы удается произвести второй переплав и одновременно получить готовый полуфабрикат или даже готовую продукцию. Отличие предлагаемого процесса от стандартного переплава в глухом кристаллизаторе или в гарнисажной печи, на второй стадии состоит лишь в том, что в данном случае применяется машина донного слива, где как и в гарнисажной печи используется форма, а расплав образуется за счет плавления расходуемого электрода.
Основная сложность работы на печи донного слива состоит в автоматической системе управления, но в данном случае эту задачу удалось решить с помощью бесконтактных датчиков, где по заданному объему металла производится выплавка необходимой порции титана, с постепенным снижением мощности на дуге. Печи данного типа пытались освоить в 80-х годах, но при всей простоте их конструкции разработчики не смогли отладить автоматизированную систему управления, что удалось решить только позже, при отработке технологии ИОШ.
Использование печей "донного слива", как видно из расчетов, экономически выгодно, так как они просты в устройстве, не энергоемки и занимают небольшую площадь, что приносит большие производственные преимущества. Так, например, отход металла при изготовлении сляба по обычной схеме 50%, по предлагаемой методике на тот же сляб отход составляет 35%, следовательно, снижение расхода электроэнергии будет следующее:
1. При двойном переплаве слитка и среднем расходе электроэнергии 2 кВт·ч/кг количество электроэнергии в первом случае будет затрачено: сляб - 900 кг, отход - 50% ⇒ масса слитка - 1800 кг.
Первый переплав:=1800 кг·2 кВт/кг=3600 кВт;
второй переплав:=3600 кВт.
Общий расход электроэнергии:=7200 кВт.
2. При плавлении на карусельной машине: сляб - 900 кг, отход - 35% ⇒ общая масса расходуемого электрода и проплавляемой заготовки составляют - 1385 кг.
Расход электроэнергии при плавлении на данной машине в среднем меньше на 35%, чем при вышеуказанном способе, т.е. составляет 1,3 кВт.
Э3=1385 кг·1,3 кВт/кг=1800 кВт.
3. При плавлении расплава на установке с донным сливом 30% металла остаются нерасплавленными (5% остается на расходуемом электроде), следовательно, масса переплавляемого расплава составляет 970 кг (70 кг на обдирку сляба) - в данном случае расход электроэнергии составляет 2 кВт·ч/кг.
Э4=970 кг·2 кВт/кг=1940 кВт.
Общий расход электроэнергии: Эоб2=1800 кВт+1940 кВт=3740 кВт.
Если принять, что обычным методом при получении сляба на дополнительный нагрев и работу прокатного оборудования затрачивается 20% электроэнергии от расхода электроэнергии на плавление, то полный расход составит:
Эп=Эоб1+Эд=7200+1440 кВт=8640 кВт.
С учетом полного расхода предлагаемый способ экономит 57% электроэнергии. При этом не учитывается стоимость прокатного оборудования и оснастки, задействованная в производственной цепи от слитка до сляба, а так же временные и трудовые затраты.
В расчете на 1 т продукции экономия электроэнергии составляет:
Эт=5472 КВт.
При стоимости электроэнергии 1 КВт - 0,04$, экономия в сумме составит:
Sэ=5472 КВт·0,04$=218,9$/т.
Принимая во внимание эту цепочку затрат, можно предположить, что себестоимость продукции за счет применения новой технологии будет снижена как минимум вдвое. Кроме того, при получении сляба на прокатном оборудовании, за счет окисления в атмосфере образуется до 10% безвозвратных, некондиционных отходов. То есть на 1 т теряется до 100 кг титана, что составляет убыток на: 100 кг·6$/кг=600$.
[2]. "Увеличение вовлечения отходов при выплавке слитков является одним из основных путей удешевления слитков, а следовательно, и полуфабрикатов, так как в себестоимости титановых слитков до 90% всех затрат составляют затраты на дорогостоящие компоненты шихты.
Каждые 10% отходов снижают ее стоимость на 5-8%. При вовлечении в шихту 10% отходов на 1 т выплавляемых слитков на основе титана экономится в среднем 100 кг губки и 10 кг, легирующих элементов".
Сравнивая предлагаемый технологический процесс с выплавкой титановых слитков в глухом кристаллизаторе, можно посчитать экономический эффект Sc на экономии титановой губки и легирующих элементах.
За счет "ДС" дополнительное вовлечение в шихту оборотных отходов может достигать 40%. Следовательно, на 1 т экономится в среднем 400 кг губки и 40 кг легирующих элементов.
Стоимость 1 кг губчатого титана ˜6$.
Стоимость 1 кг легирующих элементов ˜25$, следовательно:
Sc=(400 кг·6$/кг)+(40 кг·25$/кг)=2400$+1000$=3400$.
Дополнительно следует добавить, что при освоении данной методики не только снизится себестоимость заготовок и время изготовления готовой продукции, но и увеличится переработка оборотных отходов, появится возможность изготовления композиционных изделий, тем самым полученная заготовка может превосходить по прочности кованое изделие.
Поэтому предлагаемый процесс может быть полезным и экономически выгодным как для заготовительного производства, так и для производства готовой продукции.
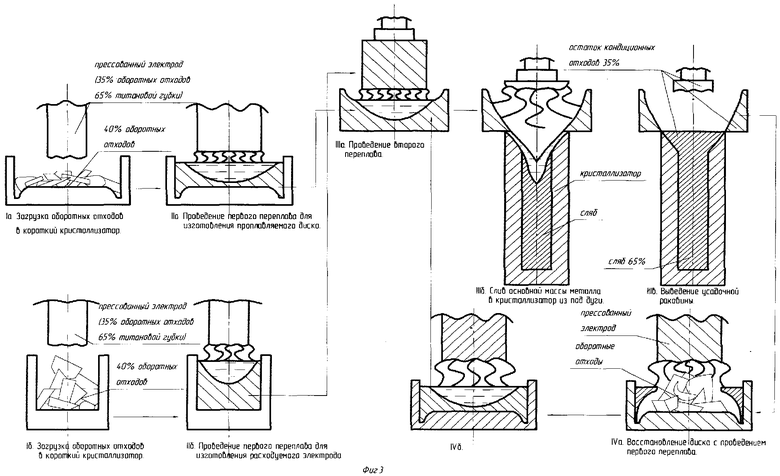
Общая схема всего технического процесса изображена на фиг.3.
ЛИТЕРАТУРА
1. Андреев А.Л. и др. - Плавка и литье титановых сплавов, - М.: Из-во "Металлургия". 1994 г.
2. Гармата В.А. и др. - Титан, - М.: Из-во "Металлургия". 1983 г.
Изобретение относится к области металлургии, в частности к литейному производству, и может быть использовано для литья любых металлов, например тугоплавких и химически активных, вакуумным электродуговым переплавом. Плавку осуществляют за два плавильных цикла, причем сначала переплавлавляют расходуемый электрод и оборотные отходы в количестве более 50% от всей массы шихты с получением расходуемых электродов первого переплава и проплавляемых дисков в коротких глуходонных кристаллизаторах вакуумно-дуговой карусельной установки или в печи донного слива. Затем осуществляют второй переплав расходуемых электродов первого переплава и проплавляемых дисков в печи донного слива с получением готового изделия заданной конфигурации, при этом объем расплава на проплавляемом диске первого переплава и момент его слива контролируют бесконтактными датчиками верхнего и нижнего слежения. Форму поджимают к диску перед сливом расплава и осуществляют доплавление оставшейся части расходуемого электрода и периферии диска для заполнения верхней части формы и подпитки жидкой фазой верхней части формирующегося изделия для устранения пустот и усадочных раковин. Изобретение позволяет снизить себестоимость выпускаемой продукции за счет меньшего энергопотребления, более короткого цикла усреднения химического состава и переработки сырья, снижения отходов, сокращения технологической цепочки при производстве готовых полуфабрикатов или готовых изделий, в том числе и композиционных. 2 з.п. ф-лы, 3 ил.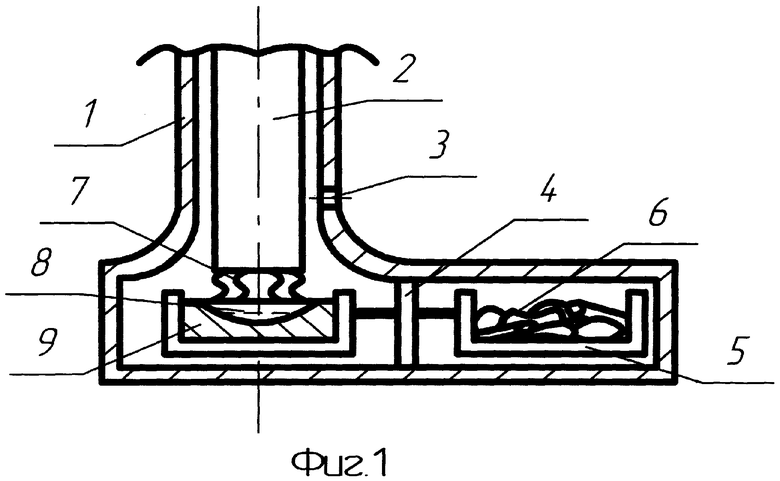
| АНДРЕЕВ А.Л | |||
| и др | |||
| Плавка и литье титановых сплавов | |||
| М., Металлургия, 1994, с.226-230 | |||
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2089633C1 |
| Установка для очистки металла в вакууме | 1976 |
|
SU583176A1 |
| US 4995593 A, 26.02.1991 | |||
| DE 3723912 A, 26.01.1989. | |||

