Изобретение относится к области контактной сварки и наплавки, в частности может быть использовано при восстановлении изношенных валов контактной приваркой стальных проволок.
Известен способ формирования металлопокрытия контактной приваркой присадочных проволок, при котором с противоположных сторон к поверхности вала прижимают двумя роликами-электродами две присадочные проволоки, включают привод наплавочной установки и приваривают присадочные проволоки к валу по винтовой линии мощными импульсами тока, чередующимися с паузами.
Недостатком известного способа является низкое качество металлопокрытия. Перед наплавкой присадочные проволоки прижимают к восстанавливаемой поверхности вала роликами-электродами с его противоположных сторон, причем взаиморасположение присадочных проволок обеспечивают визуально, следовательно, неточно. Из-за этого сварные валики из металла противорасположенных присадочных проволок приваривают по винтовой линии с неравномерным перекрытием, не обеспечивают при этом однородность структуры металлопокрытия и отсутствие зазоров между смежными сварными валиками.
Цель способа - повысить качество формируемого металлопокрытия путем приварки проволок с постоянным перекрытием по ширине сварных валиков.
Указанная цель достигается тем, что перед приваркой на вал накладывают кондуктор, пропускают присадочные проволоки через два сквозных направляющих отверстия кондуктора; параллельные оси отверстий располагают в плоскости, перпендикулярной оси вала, расстояние между осями выполняют равным сумме диаметров вала и присадочной проволоки.
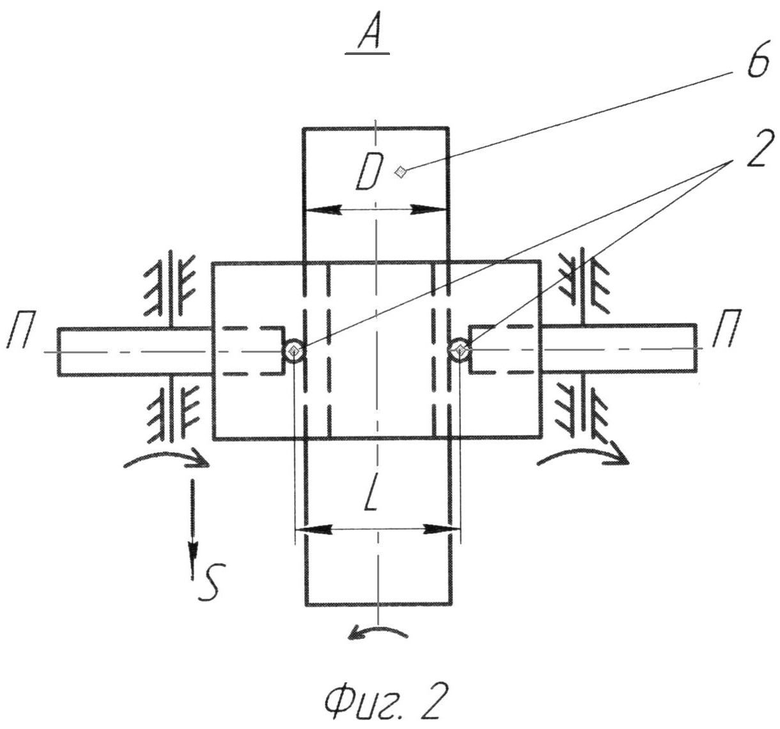
На фигуре 1 приведена схема формирования металлопокрытия предлагаемым способом, на фигуре 2 дается вид сверху.
Присадочные проволоки 1 проходят через отверстия 2 кондуктора 3 и направляющие наконечники 4 к поверхности 5 вала 6 и привариваются роликами-электродами 7.
Суть способа заключается в следующем. Перед приваркой на восстанавливаемую поверхность 5 вала 6 накладывают кондуктор 3, через параллельные сквозные направляющие отверстия 2 которого и направляющие наконечники 4, крепления которых к суппорту установки ослабляют, подводят к месту приварки присадочные проволоки 1 и прижимают их роликами-электродами 7 к восстанавливаемой поверхности 5 с противоположных сторон вала 6. Отверстия 2 кондуктора 3 выполняют таким образом, что плоскость П-П, проходящая через их оси, перпендикулярна оси вала 6, а межосевое расстояние L между осями отверстий 2 равно сумме диаметров D вала 6 и d присадочной проволоки 1. Тем самым обеспечивают точное взаиморасположение присадочных проволок 1 и направляющих наконечников 4 перед приваркой. Направляющие наконечники 4 фиксируют на суппорте наплавочной установки и производят приварку проволок 1 на поверхность 5 вала 6, обеспечивают выбором шага наплавки S по винтовой линии необходимое и постоянное по величине перекрытие сварных валиков, формируемых из проволок 1. Каждый последующий сварной валик перекрывает предыдущий на одну и ту же величину. После включения сварочного тока кондуктор 3 приподнимают вверх по присадочной проволоке 1. При приварке вторая (правая на фиг.1) из проволок 1 выше зоны приварки разрушается роликом-электродом 7.
Кондуктор 3 изготавливают из диэлектрических материалов, диаметры отверстий 2 выполняют на 0,1...0,2 мм больше диаметров d присадочных проволок 1. Размер центрирующей поверхности кондуктора 3 соответствует диаметру поверхности 5. Для каждого диаметра навариваемой поверхности 5 применяют отдельный кондуктор 3.
Пример осуществления способа. Восстанавливают вал из стали 45 ГОСТ 1050-88 присадочной проволокой 1,8 ПК-2 ГОСТ 9389-75 с применением кондуктора с направляющими отверстиями диаметром 2 мм с межосевым расстоянием 52 мм. Режим приварки: действующее значение сварочного тока 8 кА, усилия на роликах-электродах 2 кН, длительность импульсов тока 0,04 с, длительность пауз 0,08 с, окружная скорость вращения детали 22 мм/с, шаг наплавки по винтовой линии 5,5 мм/об. Ширина сварных валиков была замерена после приварки по последнему витку и оказалась равной 3,2 мм. Перекрытия смежных сварных валиков с обеих их сторон были одинаковыми и равными 0,45 мм. Межвитковые зазоры отсутствовали.
Применение предлагаемого способа позволяет повысить качество восстановления и однородность структуры металлопокрытия.
Источник информации
1. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981.-С.92.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКОЙ | 2014 |
|
RU2552200C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2016 |
|
RU2651839C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПУЧКА МЕТАЛЛИЧЕСКИХ ПРОВОЛОК | 2012 |
|
RU2489241C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РОЛИКА-ЭЛЕКТРОДА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2284888C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2006 |
|
RU2307009C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2608859C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2338635C2 |
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
Изобретение относится к области контактной сварки, в частности к области восстановления изношенных валов контактной приваркой стальных проволок. Восстанавливают вал одновременной приваркой двух присадочных проволок с противоположных сторон вала, причем точное их взаиморасположение перед наплавкой обеспечивают при помощи кондуктора с двумя направляющими сквозными отверстиями. Плоскость, проходящая через оси отверстий кондуктора, перпендикулярна оси вала. Расстояние между осями отверстий равно сумме диаметров вала и присадочной проволоки. 2 ил.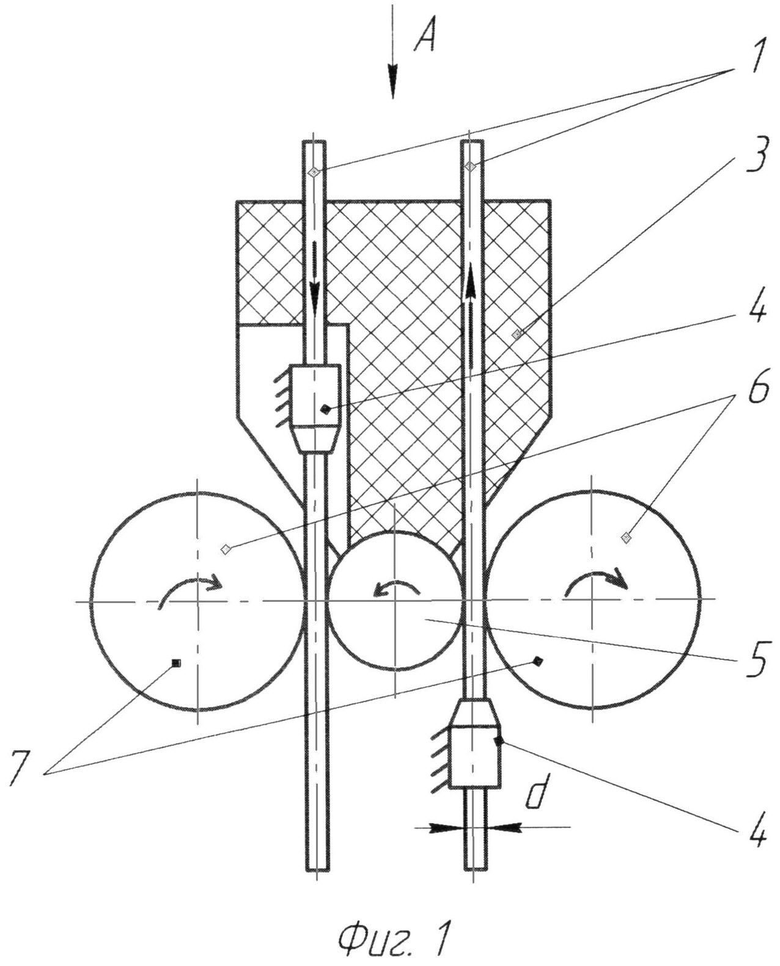
Способ формирования металлопокрытия на валу при его восстановлении, включающий прижатие двух присадочных проволок с противоположных сторон к поверхности вала двумя роликами-электродами, включение привода наплавочной установки и контактную приварку присадочных проволок к валу по винтовой линии импульсами тока, чередующимися с паузами, отличающийся тем, что перед прижатием присадочных проволок роликами-электродами на поверхности вала располагают кондуктор, выполненный с центрирующей поверхностью, диаметр которой равен диаметру вала, и двумя параллельными сквозными отверстиями, расстояние между осями отверстий равно сумме диаметров вала и присадочной проволоки, при этом оси отверстий расположены в плоскости, перпендикулярной оси вала, а присадочные проволоки к месту приварки подводят через вышеупомянутые отверстия кондуктора и направляющие наконечники.

