Изобретение относится к вибродиагностике машин и механизмов и может использоваться для вибродиагностики машин в условиях производства или/и эксплуатации при отсутствии машин-эталонов с известными погрешностями, т.е. в условиях априорной неопределенности относительно предельно допускаемых значений вибрации машин.
Вибродиагностика машин и механизмов основывается на анализе статистических характеристик параметров вибрации [3]. При этом, в идеальном случае, определяют функцию распределения параметров вибрации, по которой и получают все оценки.
Известны способы диагностики подшипников качения по амплитудному спектру вибрации механизма с подшипниками качения [1, 2]. Результаты диагностики по этим способам зависят от погрешностей измерения амплитуд составляющих спектра вибрации, которые не являются инвариантными диагностическими признаками. Это существенно затрудняет назначение предельно допускаемых значений вибрации даже для однотипных механизмов вследствие их большого разброса.
Известен способ диагностики механизмов по безразмерным амплитудным дискриминантам [3, с.136-139]. В этом способе устранены недостатки предыдущего аналога путем использования инвариантных диагностических признаков, которые не зависят от амплитуды вибрации, а используют стохастические свойства вибрационных процессов через отношения моментов распределения высших порядков. Недостатком этого способа является сложность и большая погрешность определения этих моментов и их отношений, поскольку для этого необходимо возводить значения вибропроцесса в высокие степени (2, 4 и более), интегрировать и извлекать корни высоких степеней (4-й и т.д.), что в условиях ограниченного динамического диапазона измерительных устройств весьма проблематично. Другим недостатком является неопределенность выбора предельных значений этих отношений.
Известен способ диагностики механизмов по безразмерным спектральным инвариантам [4]. В этом способе, принятом нами за прототип, устранены недостатки предыдущего аналога путем использования инвариантных диагностических признаков, которые не зависят от моментов распределения амплитуды вибрации высших порядков, а используют стохастические свойства вибрационных процессов через отношения сумм амплитуд спектральных составляющих вибрации. Эти диагностические признаки имеют нормированный диапазон изменения от 0 (хорошее состояние механизма) до 1 (неудовлетворительное состояние механизма). Недостатком способа-прототипа является сложность получения и распознавания большого числа отдельных спектральных составляющих, число которых доходит до 9 и квадраты амплитуд которых участвуют в формировании спектральных инвариант. Это снижает достоверность результатов диагностики.
Целью настоящего изобретения является повышение достоверности результатов диагностики. Поставленная цель в способе вибродиагностики механизмов по характеристической функции вибрации, заключающемся в том, что измеряют вибрацию в информативной точке корпуса машины, выделяют составляющую вибрации, присущую диагностируемому механизму машины, оценивают ее параметры, по которым судят о техническом состоянии данного механизма машины, достигается тем, что измеряют характеристическую функцию (х.ф.) вибрации:

где θ(v) - одномерная характеристическая функция вибрации x(t);
v - параметр характеристической функции вибрации x(t);
x(t) - случайная вибрация в точке измерения;
A(v)=m1{cos[vx(t)} - действительная часть характеристической функции;
B(v)=m1{sin[vx(t)]} - мнимая часть характеристической функции;

γ(v)=arctg[A(v)/B(v)] - аргумент характеристической функции;
m1 - символ математического ожидания (статистического среднего),
оценивают ее интегральную характеристику - площадь под кривой модуля характеристической функции:

и по ее близости к 0 определяют степень деградации состояния механизма, например, в соответствии с таблицей.
Для центрированных случайных вибрационных процессов, с четной функцией плотности вероятности, например нормальной, характеристическую функцию определяют:

где x(t1) - мгновенное значение реализации случайной вибрации в момент времени t1, 1≤i≤N, N - число отсчетов в реализации случайной вибрации машины, площадь под кривой модуля х.ф. определяют по формуле [5]:
где а, b - границы интегрирования, при которых величина х.ф. принимает значения более 0,025 на всем интервале интегрирования, n - количество равных элементарных отрезков на интервале [а; b], при этом v0=a, vn=b, vn-1/2 - середины равных элементарных отрезков. При этом погрешность определения площади при n≥5 составляет менее 4%.
Анализ отличительных признаков предлагаемого способа вибродиагностики механизмов и обеспечиваемых ими технических результатов показал, что:
1) применение для диагностики характеристической функции вибрации дает возможность получить интегральную характеристику виброакустического процесса со следующими свойствами [6, с.31-32, с.48 - табл.2.3, 7, с.209-344]:
- функция распределения однозначно определяется своей характеристической функцией;
- х.ф. связана с плотностью вероятности вибрационного процесса обратным преобразованием Фурье
где p(x) - плотность вероятности,
и тем самым отражает и описывает все свойства вибрационного процесса;
- модуль х.ф. в широком диапазоне изменения параметра х.ф. v заключен между 1 и 0, которые являются естественными физическими эталонами «хорошего» и «плохого» состояния механизма, известными с математической точностью, что следует из определения х.ф. по формуле (1), где символ <m1> - символ математического ожидания, т.е. усреднения:

2) оценка интегральной характеристики характеристической функции, т.е. площади под кривой х.ф. S|θ(v)| является необходимым и достаточным условием для оценки технического состояния механизма;
3) оценивание интегральной характеристики характеристической функции S|θ(v)| и определение по ее близости к 0 степени деградации состояния механизма, например в соответствии с таблицей «Зависимость технического состояния (Д, ТПМ, НДП) объекта от площади под кривой модуля х.ф. S|θ(v)|», позволяет с высокой достоверностью осуществить диагностирование механизма;
4) определение интегральной характеристики характеристической функции для центрированных случайных вибрационных процессов, с четной функцией плотности вероятности, например нормального, по формуле:
обеспечивает простоту и точность реализации способа и устройств диагностики на его основе, поскольку, как показывают многолетние исследования авторов, виброакустические процессы, используемые для диагностики машин, имеют четную функцию плотности вероятности, близкую к нормальному закону распределения.
Таким образом, предлагаемая совокупность признаков изобретения не очевидна и не вытекает из существующего уровня техники. Предлагаемая совокупность признаков изобретения представляется новой и не описана в известной литературе.
Сущность изобретения поясняется чертежами:
Фиг.1 - площадь под кривой модуля х.ф. |θД(v)| от параметра х.ф. v для исправного подшипника качения, имеющего состояние «Допустимо» (Д), установленного в корпусе центробежного насоса;
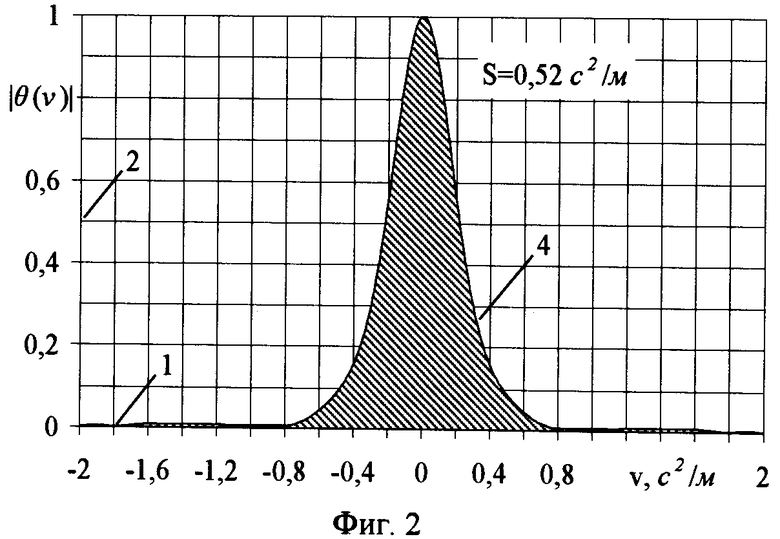
Фиг.2 - площадь под кривой модуля х.ф. |θТПМ(v)| от параметра х.ф. v для подшипника качения с зарождающимися дефектами, имеющего состояние «Требует принятия мер» (ТПМ), установленного в корпусе центробежного насоса;
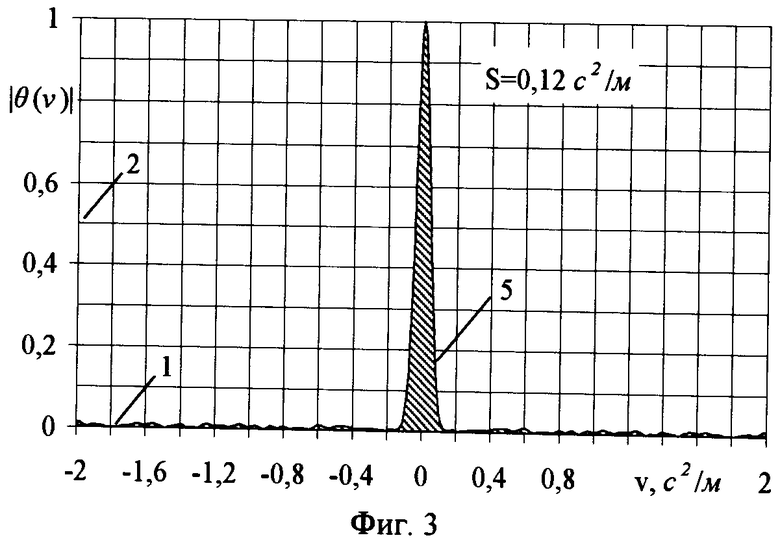
Фиг.3 - площадь под кривой модуля х.ф. |θНДП(v)| от параметра х.ф. v для неисправного подшипника качения, имеющего развитые дефекты и находящегося в состоянии «Недопустимо» (НДП), установленного в корпусе центробежного насоса.
Реализуемость способа проверялась на примере вибродиагностики опорных подшипников центробежных насосов путем измерения вибрации в информативной точке корпуса центробежного насоса - в зоне установки опорного подшипника качения и выделения составляющей вибрации, присущей подшипнику насоса, путем полосовой фильтрации в полосе частот 6-9 кГц с последующей оценкой параметров характеристической функции вибрации. Как показывают многолетние исследования авторов, виброакустические процессы, используемые для диагностики машин и несущие информацию об их состоянии, имеют четную функцию плотности вероятности, близкую к нормальному закону распределения.
Вначале исследовались 10 насосов с исправными опорными подшипниками, находящимися в состоянии «Допустимо» (Д) - Фиг.1. В декартовой системе координат, где по оси абсцисс откладывался параметр х.ф. v - 1, а по оси ординат откладывался модуль х.ф. |θД(v)| - 2, оценивали площадь под кривой х.ф. - 3. Для определения зависимости х.ф. вибрации использовали выражение (2). Число отсчетов реализации вибрации машины брали N=20000 при частоте дискретизации 25 кГц. Длина реализации составляла 800 мс. Параметр х.ф. v изменяли в диапазоне от -2 до 2 с шагом 0,1. Общее время, затраченное на получение этой зависимости, составило менее 20 сек. Типичная характеристическая функция, усредненная по результатам испытания 10 насосов, для исправных подшипников приведена в виде зависимости 3, показанной на Фиг.1. Аналогичным образом были получены характеристические функции для подшипников с начальными, зарождающимися, дефектами, находящихся в состоянии ТПМ, - усредненная зависимость 4 на Фиг.2 и характеристические функции для подшипников с сильными, развитыми, дефектами, находящихся в состоянии НДП, - усредненная зависимость 5 на Фиг.3.
Установлены три оценки технического состояния:
- «ДОПУСТИМО» (Д) - допустимо при длительной эксплуатации. Характеризует полностью работоспособное состояние агрегата при малой вероятности отказа;
- «ТРЕБУЕТ ПРИНЯТИЯ МЕР» (ТПМ) - допустимо при непродолжительной эксплуатации. Предупреждает о приближении технического состояния к предельному, наличии развивающихся дефектов, постепенной утрате работоспособности и росте вероятности отказа. Служит для текущего обслуживания и/или планомерного вывода агрегата в ремонт;
- «НЕДОПУСТИМО» (НДП) - недопустимо при эксплуатации. Характеризует наличие развитых дефектов и достижение агрегатом предельного либо опасного состояния с высокой вероятностью отказа. Служит для немедленного останова агрегата и вывода его в ремонт.
Действия персонала: При переходе агрегата в предельное состояние «НЕДОПУСТИМО» его следует немедленно остановить и вывести в ремонт. При переходе агрегата в состояние «ТРЕБУЕТ ПРИНЯТИЯ МЕР» необходимо выполнить техническое обслуживание, включая добавление или замену смазки. Если это не привело агрегат в состояние «ДОПУСТИМО», то необходимо планомерно вывести его в ремонт.
Изменение интегральной характеристики - площади под кривой модуля х.ф. S|θ(v)| при разном техническом состоянии подшипников, приведенные на Фиг.1-3, наглядно подтверждает ее преимущества перед известными методами диагностики.
Учитывая, что нормированные границы для значений площади под кривой модуля х.ф. S|θ(v)| стремятся к 0 при деградации состояния механизма, исключается необходимость подбора исправных и неисправных машин-эталонов конкретных типов для установления предельных значений параметра х.ф. S|θ(v)| и обучения систем диагностики, существенно сокращая сроки их разработки и внедрения.
Предлагаемый способ позволяет существенно сократить продолжительность диагноза, поскольку одноактный расчет площади под кривой модуля х.ф. позволяет получить параметр, который учитывает статистические свойства измеряемой величины, а не использовать такие характеристики как дисперсия процесса, асимметрия, эксцесс, вид и параметры функции распределения и др. В результате появляется возможность интегральной оценки технического состоянии объекта всего по одному измеряемому параметру, например в соответствии с таблицей «Зависимость технического состояния (Д, ТПМ, НДП) объекта от площади под кривой модуля х.ф. S|θ(v)|».
На Фиг.1 показано, что при нахождении механизма в состоянии Д, S|θ(v)|=0,98 с2/м, т.е. существенно превышает указанную в таблице границу 0,7.
На Фиг.2 показано, что при нахождении механизма в состоянии ТПМ, S|θ(v)|=0,52 c2/м, находится в соответствующих таблице границах 0,2<v<0,7.
На Фиг.3 показано, что при нахождении механизма в состоянии НДП, S|θ(v)|=0,12 c2/м, т.е. существенно ниже указанной в таблице границы 0,2.
Алгоритм (2) определения х.ф. отличается простотой реализации средствами современной микропроцессорной техники и аналого-цифрового преобразования. Среднеквадратическая ошибка s оценки модуля х.ф. при N=20000 не превышает:
s<(2N)-1/2<0,5%.
Таким образом, предлагаемый способ виброакустической диагностики механизмов по характеристической функции вибрации, основанный на измерении и использовании для диагностики принципиально нового инварианта - площади под кривой модуля х.ф. вибрации, позволяет повысить достоверность результатов диагностики при одновременном упрощении диагностической аппаратуры.
Источники информации
1. Авторское свидетельство СССР №360579 МПК G01M 13/04, 1971.
2. Авторское свидетельство СССР №890110 МПК GO1M 13/04, 1981.
3. Генкин М.Д., Соколова А.Г. Виброакустическая диагностика машин и механизмов. - М.: Машиностроение, 1987. - 288 с. - С.136-139.
4. Патент РФ на изобретение №2 337 341 МПК G01M 15/00, G01M 7/02.
5. Выгодский М.Я. Справочник по высшей математике. - М.: Наука, 1977. - 872 с. - С.482-483.
6. Вешкурцев Ю.М. Прикладной анализ характеристической функции случайных процессов. - М.: Радио и связь, 2003. - 204 с. - С.31-32, с.48 - табл.2.3.
7. Гнеденко Б.В. Курс теории вероятностей. Учебник. - Изд. 6.е, перераб. и доп. - М.: Наука. Гл. ред. физ.-мат. лит., 1998. - 448 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРОДИАГНОСТИКИ МЕХАНИЗМОВ ПО ХАРАКТЕРИСТИЧЕСКОЙ ФУНКЦИИ ВИБРАЦИИ | 2012 |
|
RU2514119C2 |
| СПОСОБ ВИБРОДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОРШНЕВЫХ МАШИН ПО СПЕКТРАЛЬНЫМ ИНВАРИАНТАМ | 2007 |
|
RU2337341C1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАШИН ПО КОСВЕННЫМ ПРИЗНАКАМ | 2016 |
|
RU2610366C1 |
| Способ вибродиагностики технического состояния газотурбинных двигателей на ресурсосберегающих режимах с применением теории инвариантов | 2020 |
|
RU2754479C1 |
| Способ вибродиагностики технического состояния газотурбинных двигателей на ресурсосберегающих режимах с применением теории инвариантов | 2020 |
|
RU2754476C1 |
| Способ контроля технического состояния механизмов | 2019 |
|
RU2726270C1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ МАШИН | 2006 |
|
RU2314508C1 |
| Способ контроля технического состояния механизмов | 2021 |
|
RU2765336C1 |
| Способ вибродиагностики зарождающихся дефектов механизмов | 2018 |
|
RU2680640C1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ ОБЪЕКТОВ | 2008 |
|
RU2363936C1 |
Изобретение относится к вибродиагностике машин и механизмов и может использоваться для вибродиагностики машин в условиях производства или/и эксплуатации при отсутствии машин-эталонов с известными погрешностями. При реализации способа измеряют вибрацию в информативной точке корпуса машины, выделяют составляющую вибрации, присущую диагностируемому механизму машины, оценивают ее параметры, по которым судят о техническом состоянии данного механизма машины. При этом измеряют характеристическую функцию вибрации, оценивают ее интегральную характеристику - площадь под кривой модуля характеристической функции, и по ее близости к 0 определяют степень деградации состояния механизма. Технический результат заключается в повышении достоверности результатов диагностики. 3 ил., 1 табл. 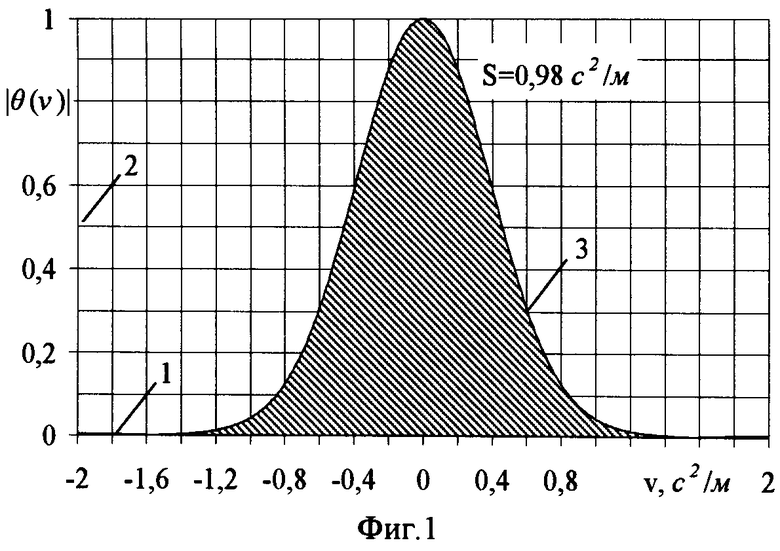
Способ вибродиагностики механизмов по характеристической функции вибрации, заключающийся в том, что измеряют вибрацию в информативной точке корпуса машины, выделяют составляющую вибрации, присущую диагностируемому механизму машины, оценивают ее параметры, по которым судят о техническом состоянии данного механизма машины, отличающийся тем, что измеряют зависимость модуля характеристической функции вибрации от ее параметра, контролируют площадь этой зависимости в координатах θ(ν) и параметра ν в установленном диапазоне с выбранным шагом, оценивают ее интегральную характеристику - площадь под кривой модуля характеристической функции  , где θ(ν) - одномерная характеристическая функция вибрации x(t); ν - параметр характеристической функции вибрации x(t), которую принимают в виде инварианта, контролируют тенденцию ее уменьшения к 0 при деградации механизма, во всем установленном диапазоне изменений параметра ν, при S|θ(v)|≥0,7 состояние механизма считается допустимым для длительной эксплуатации, при соотношении 0,2<S|θ(v)|<0,7 состояние механизма допустимо при непродолжительной эксплуатации и при S|θ(v)|≤0,2 состояние механизма считается недопустимым для эксплуатации.
, где θ(ν) - одномерная характеристическая функция вибрации x(t); ν - параметр характеристической функции вибрации x(t), которую принимают в виде инварианта, контролируют тенденцию ее уменьшения к 0 при деградации механизма, во всем установленном диапазоне изменений параметра ν, при S|θ(v)|≥0,7 состояние механизма считается допустимым для длительной эксплуатации, при соотношении 0,2<S|θ(v)|<0,7 состояние механизма допустимо при непродолжительной эксплуатации и при S|θ(v)|≤0,2 состояние механизма считается недопустимым для эксплуатации.
| СПОСОБ ВИБРОДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОРШНЕВЫХ МАШИН ПО СПЕКТРАЛЬНЫМ ИНВАРИАНТАМ | 2007 |
|
RU2337341C1 |
| Способ диагностики подшипников качения | 1980 |
|
SU890110A1 |
| 0 |
|
SU360579A1 | |
| Генкин М.Д | |||
| Соколова А.Г | |||
| Виброакустическая диагностика машин и механизмов | |||
| - М.: Машиностроение, 1987 | |||
| ДВОЙНОЙ ГАЕЧНЫЙ КЛЮЧ | 1920 |
|
SU288A1 |
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |

