Данное изобретение относится к транспортирующей установке для аппликаторов для тампонов и к способу транспортировки аппликаторов для тампонов, в частности, на технологической линии для тампонов с аппликаторами, причем все эти объекты соответствуют ограничительным частям независимых пунктов патентной формулы.
УРОВЕНЬ ТЕХНИКИ
Вообще говоря, аппликаторы для тампонов представляют собой состоящие из пластмассы трубчатые вспомогательные средства для вставления тампонов. В своей простейшей конструкции, они имеют пустотелый цилиндрический корпус с дистальным отверстием, через которое тампон высвобождают после того, как его помещают в устье маточной трубы. Тампон выпускают посредством проксимально установленного плунжера. Вталкивание плунжера в пустотелый цилиндрический корпус приводит к выдавливанию тампона, содержащегося в последнем, через указанное дистальное отверстие. Более развитые формы имеют закругленный дистальный головной конец, который снабжен насечками, раскрывающимися подобно цветку, когда тампон выдавливают. В настоящее время неотъемлемым атрибутом стандартных конфигураций также являются утопленные ручки или рифленые участки, чтобы способствовать практической реализации. Плунжер зачатую представляет собой трубку, через которую направляют шнур возврата тампона. Во время использования плунжер удерживается так, что его можно разместить безопасно.
Данное изобретение подходит, например, для тампонов, имеющих аппликаторы, которые показаны в документе ЕР 3016623 А1 или ЕР 2389437 В1.
В производстве тампонов с аппликаторами, т.е., тампонов, которые продаются в сборе с аппликаторами, аппликаторы для тампонов, обычно изготавливаемые методом литья под давлением, сначала подают в производственный процесс как незакрепленные изделия.
Из уровня техники известны системы для транспортировки аппликаторов для тампонов на технологической линии. Современные решения обеспечивают транспортировку посредством конвейерных дорожек после первого этапа сортировки. Чтобы отдельные аппликаторы для тампонов не падали с конвейерной ленты, в таких решениях предусмотрена боковая направляющая. Кроме того, конвейерные ленты занимают много места на технологических линиях. Аналогичным образом, приходится предусматривать промежуточные станции для сортировки аппликаторов для тампонов, сбрасываемых несортированными. В основном, аппликаторы для тампонов приходится подавать в определенной ориентации для сборки с тампонами. Поскольку аппликаторы для тампонов в большинстве случаев поступают на сборку с литья под давлением как незакрепленные изделия, аппликаторам для тампонов, которые ориентированы произвольно на первой конвейерной ленте, приходится придавать одинаковую ориентацию. В случае высококачественных материалов, из-за побочных ограничений существует также риск причинения повреждений аппликаторам для тампонов. Иногда возможен прихват отдельных аппликаторов для тампонов другими. Разделение на таких конвейерных лентах оказалось сложным и подверженным ошибкам. Неправильно ориентированный аппликатор может привести к прерыванию работы всей сборочной установки в целом.
Таким образом, существует потребность в устройствах и способах транспортировки и подачи аппликаторов для тампонов на технологической линии для производства тампонов с аппликаторами, которую можно эксплуатировать эффективно и которая допускает бережное обращение с аппликаторами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Поэтому задача данного изобретения состоит в том, чтобы преодолеть, по меньшей мере, один недостаток известного уровня техники. В частности, изобретение заключается в том, чтобы разработать транспортирующую установку для аппликаторов для тампонов и способ транспортировки аппликаторов для тампонов, удовлетворяющие строгим требованиям непрерывной сборки аппликаторов для тампонов и в ее процессе позволяющие бережно обращаться с аппликаторами для тампонов.
Эта задача решена с помощью транспортирующей установки для аппликаторов для тампонов и способа транспортировки аппликаторов для тампонов в соответствии с отличительными частями независимых пунктов формулы изобретения.
Один аспект данного изобретения относится к транспортирующей установке для аппликаторов для тампонов. Транспортирующая установка в соответствии с изобретением имеет первую конвейерную дорожку. Указанная конвейерная дорожка также содержит две транспортирующие ленты, которые выполнены отстоящими друг от друга и каждый из которых имеет опорную ось, в частности, общую опорную ось.
Транспортирующая установка также содержит первый привод конвейера, предназначенный для осуществления привода, по меньшей мере, одного из указанных двух отстоящих друг от друга транспортирующих лент. Транспортирующие ленты в данном случае выполнены отстоящими друг от друга таким образом, что аппликатор для тампонов, подлежащий транспортировке, опирается на обе транспортирующие ленты в интервале между транспортирующими лентами. Помимо этого, конфигурация транспортирующей установки в соответствии с изобретением такова, что опорные оси транспортирующих лент конвейерной дорожки расположены параллельно. В частности, все опорные оси транспортирующих лент конвейерной дорожки и/или всех конвейерных дорожек, которые осуществляют транспортировку в одном и том же направлении транспортировки, расположены параллельно. В частности, все опорные оси конвейерных дорожек, которые осуществляют транспортировку в идентичном направлении транспортировки, расположены параллельно. В конкретно предпочтительном варианте, привод всех опорных осей, которые расположены параллельно, осуществляется посредством общего конвейерного привода.
Транспортирующая установка в соответствии с изобретением допускает транспортировку аппликаторов для тампонов, являющуюся, в частности, бережной для транспортируемых аппликаторов. Таким образом, если они вступают в контакт с обеими лентами, трение скольжения с транспортирующими средствами, по существу, отсутствует, что защищает изделие, в частности - в случае высококачественных материалов. Кроме того, транспортирующую установку в соответствии с изобретением можно монтировать, в частности, компактно, поскольку отдельные конвейерные дорожки лишь несущественно шире, чем аппликаторы для тампонов, подлежащие транспортировке. И к тому же, техническое обслуживание всей системы в целом может оказаться, в частности, простым. Возможное абразивное истирание и падение грязи происходят между отдельными транспортирующими лентами, поэтому транспортируемые аппликаторы для тампонов не подвергаются негативному влиянию пыли и абразивного истирания. Применение транспортирующих лент также упрощает ввод системы в эксплуатацию во время монтажа и техническое обслуживание, поскольку натянуть транспортирующие ленты оказывается не сложнее, чем отрегулировать конвейерные ленты. Кроме того, транспортирующая установка в соответствии с изобретением допускает возможность модульной адаптации с конвейерными дорожками, расположенными параллельно, к конкретным требованиям подачи, обуславливаемым станцией сборки, расположенной дальше в технологической цепочке. Конвейерные дорожки можно располагать параллельно друг другу не только горизонтально, но и можно располагать стопой вертикально и диагонально.
В контексте данного изобретения, транспортирующие ленты предпочтительно являются замкнутыми круглыми ремнями, расположенными петлеобразно. Однако в конкретных вариантах осуществления возможно также предусмотреть транспортирующие ленты, которые имеют не круглое поперечное сечение, а скорее имеют, по существу, радиально-симметричное поперечное сечение.
Транспортирующие ленты предпочтительно можно изготавливать из пластичного материала, в конкретно предпочтительном варианте из полиуретанового пластика. Транспортирующие ленты в конкретно предпочтительном варианте делают из гибкого пластика. Сложная операция натяжения, требуемая, например, в случае конвейерных лент, оказывается необязательной, если применяют эластичные транспортирующие ленты, в частности, круглые ремни. Круглые ремни, можно натягивать, например, с помощью натяжных шкивов.
В контексте данного изобретения, выражение «две транспортирующие ленты, которые выполнены отстоящими друг от друга» можно понимать как означающее любую компоновку, в которой - для обеих транспортирующих лент, о которых идет речь, на всем протяжении их продольной оси, - между транспортирующими лентами, о которых идет речь, физический контакт не предусматривается. Это можно было бы реализовать даже на минимальном интервале, например, от 1 мм, до интервала, в котором аппликатор для тампонов все еще лежит на лентах, не выпадая сквозь указанный интервал. Интервал предпочтительно составляет между 1 мм и 15 мм, в конкретно предпочтительном варианте - между 2 мм и 13 мм, предпочтительнее - между 4 мм и 8 мм, а в частности - составляет 7,5 мм. В дополнительном конкретном варианте осуществления, расстояние до центральной точки - между центральной точкой поперечного сечения, перпендикулярного продольной оси первой транспортирующей ленты, и соответствующей центральной точкой транспортирующей ленты, расположенной параллельно, - составляет, по существу, 13 мм.
В контексте данного изобретения, нахождение аппликатора для тампонов, подлежащего транспортировке, на обеих транспортирующих лентах понимается как означающее, что указанный аппликатор для тампонов имеет, по меньшей мере, один физический контакт с каждым из обеих транспортирующих лент. Однако, в зависимости от геометрии аппликатора для тампонов, подлежащего транспортировке, это может означать, что каждый из обеих транспортирующих лент все же может иметь больше одного физического контакта с аппликатором для тампонов. В случае аппликаторов для тампонов, которые имеют утопленную ручку, возможно множество физических контактов с транспортирующей лентой. В контексте данного изобретения, термин «привод конвейера» можно понимать как означающий привод, который подходит для осуществления привода транспортирующих лент на их опорной оси вдоль направления транспортировки.
В конкретном варианте осуществления привод конвейера содержит привод, по меньшей мере, один вал привода и, по меньшей мере, один конвейерный шкив. В конкретном варианте осуществления опорной оси можно придать конфигурацию вала привода, который осуществляет привод конвейерного шкива. Возможен привод, например, посредством серводвигателя.
В конкретном варианте осуществления привод конвейера содержит точно один привод для всех конвейерных дорожек, которые осуществляют транспортировку в одном и том же направлении транспортировки, а также по одному валу привода и одному конвейерному шкиву на конвейерной дорожке. Таким образом, отдельный привод может осуществлять привод всех конвейерных дорожек, расположенных так, что их опорные оси параллельны.
Транспортирующая установка в соответствии с изобретением дает возможность, в частности, учесть повышенные гигиенические требования в технологическом процессе производства аппликаторов для тампонов. Общим результатом применения транспортирующих лент является пренебрежимо малое абразивное истирание.
В контексте данного изобретения, термин «опорная ось» можно понимать как означающий опорную ось, которая предусмотрена, по существу, перпендикулярной продольной протяженности транспортирующей ленты. При этом опорная ось предпочтительно является осью вращения вращающегося шкива, посредством которого направляется указанная транспортирующая лента.
В конкретном предпочтительном варианте осуществления одна из опорных осей транспортирующей ленты при этом является осью привода, посредством которой привод конвейера осуществляет привод транспортирующей ленты.
В конкретном варианте осуществления установке в соответствии с изобретением можно придать конфигурацию, предусматривающую дополнительные вращающиеся шкивы, чтобы поддержать натяжение конвейерной ленты. Конфигурация в конкретно предпочтительном варианте предусматривает параллельность дополнительных вращающихся шкивов для обеих транспортирующих лент конвейерной дорожки.
В конкретном варианте осуществления транспортирующие ленты имеют множество опорных осей, которые в каждом случае являются осями вращения вращающихся шкивов и посредством которых направляются транспортирующие ленты. Все опорные оси первой транспортирующей ленты в конкретно предпочтительном варианте параллельны опорным осям второй транспортирующей ленты.
В конкретном предпочтительном варианте осуществления опорные оси первой транспортирующей ленты концентричны опорным осям второй транспортирующей ленты.
В дополнительном конкретно предпочтительном варианте осуществления транспортирующие ленты совместно используют соответственные вращающиеся шкивы.
В конкретном варианте осуществления транспортирующая установка в соответствии с изобретением дает возможность адаптировать интервал к размерам аппликатора для тампонов, подлежащего транспортировке. Оптимальный выбор интервала осуществляют так, что аппликатор для тампонов оказывается уложенным на обе транспортирующие ленты и - в процессе работы -направленным поперечно.
Аппликатор для тампонов в конкретно предпочтительном варианте уложен на первой транспортирующей ленте в области между направлениями «на 3 часа» и «на 6 часов». Соответственно, аппликатор для тампонов уложен на второй транспортирующей ленте в области между направлениями «на 6 часов» и «на 9 часов». Эту ориентацию следует понимать как имеющую смысл по отношению к оси вращения аппликатора для тампонов.
Аппликатор для тампонов в конкретно предпочтительном варианте уложен в области между направлениями «на 4 часа» и «на 5 часов» на первой транспортирующей ленте и в области «на 7 часов» и «на 8 часов» на второй транспортирующей ленте.
В конкретном варианте осуществления конфигурация конвейерной дорожки такова, что интервал между транспортирующими лентами можно корректировать. Например, с этой целью транспортирующие ленты можно расположить идущими друг к другу или друг от друга вдоль их продольной оси и можно фиксировать с помощью стопорного средства. Это может оказаться полезным в частности, для того, чтобы достичь оптимального приспособления к разным размерам аппликаторов, например, к области контакта, как пояснялось выше.
В конкретном варианте осуществления транспортирующая установка в соответствии с изобретением содержит блок ориентации, который установлен в технологической цепочке после первой конвейерной дорожки, с целью поворота подаваемого аппликатора для тампонов из первой ориентации во вторую ориентацию.
В конкретном варианте осуществления конфигурация блока ориентации, установленного в технологической цепочке после первой конвейерной дорожки, такова, что он передает направление транспортировки подаваемого аппликатора для тампонов с первого направления транспортировки ко второму направлению
транспортировки, в частности, одновременно с поворотом подаваемого аппликатора для тампонов из первой ориентации во вторую ориентацию.
В вышеуказанных блоках ориентации аппликаторов для тампонов постоянно меняется лишь ориентация аппликатора на конвейерном ленте, причем конвейерная лента после поворота продолжает двигаться в и том же самом направлении транспортировки. Посредством одновременного поворота и изменения направления транспортировки с помощью блока ориентации в соответствии с изобретением, всю транспортирующую установку в целом можно сделать компактнее. Множество конвейерных дорожек, движущихся параллельно одна за другой и/или смещенных по вертикали, можно выполнить с адаптированными скоростями транспортировки в сравнительно небольшом пространстве. В данном случае, скорость транспортировки можно адаптировать к длине конвейерной дорожки, чтобы учесть геометрию более короткой конвейерной дорожки, являющейся внутренней при повороте.
В контексте данного изобретения, ориентация аппликатора для тампонов на конвейерной дорожке возникает по отношению к направлению транспортировки, обеспечиваемому конвейерной дорожкой. Аппликаторы для тампонов имеют дистальный головной конец и проксимальный конец. Проксимальный конец служит для крепления плунжера, который во время использования ответственен за выпуск тампона из аппликатора для тампонов через дистальный головной конец посредством плунжера, выталкиваемого в полость в виде рукава. Хотя дистальный головной конец или проксимальный конец находится впереди по отношению к направлению транспортировки, это несущественно для замысла данного изобретения. Вместе с тем, для дальнейшей обработки аппликаторов для тампонов важна неизменная ориентация, самое позднее, на станции сборки. Поскольку в большинстве случаев аппликаторы для тампонов изначально отсортированы в транспортирующей установке как незакрепленные изделия, они проходят на конвейерную дорожку в разных ориентациях. Имея транспортирующую установку в соответствии с изобретением, содержащую блок ориентации, который установлен в технологической цепочке после указанной дорожки, можно гарантировать, что все аппликаторы для тампонов будут иметь определенную ориентацию на дополнительных конвейерных дорожках, установленных на последующих или предыдущих технологических этапах.
В предпочтительном варианте осуществления, блок ориентации, который установлен дальше в технологической цепочке, содержит камеру корпуса, в которую открывается первая конвейерная дорожка, так что транспортируемый по ней аппликатор для тампонов транспортируется в указанную камеру корпуса посредством движения транспортирующих лент.
В конкретном варианте осуществления блок ориентации содержит детектор для идентификации первой ориентации и/или второй ориентации подаваемого аппликатора для тампонов. В контексте данного изобретения, детектору можно придать конфигурацию, обеспечивающую, в частности, идентификацию дистального головного конца или проксимального конца аппликатора для тампонов. В конкретном варианте осуществления это можно сделать посредством визуального обнаружения с помощью съемочной камеры, обнаруживающей введенные аппликаторы для тампонов и проведения компьютеризованной оценки изображений, которая позволяет идентифицировать ориентацию указанного аппликатора для тампонов. В зависимости от идентифицированной ориентации, можно, например, предписать блоку ориентации осуществление поворота в том или ином направлении поворота.
В альтернативном варианте осуществления конфигурация и компоновка блока ориентации в транспортирующей установке таковы, что блок ориентации всегда осуществляет поворот, а направление поворота выбирается так, что последующая операция транспортировки всегда продолжается для всех подаваемых аппликаторов для тампонов в определенной ориентации. С этой целью, блоку ориентации можно придать такую ориентацию, что он будет осуществлять поворот на некоторый определенный угол, в зависимости от того, как ориентирован подаваемый аппликатор для тампонов.
С помощью оптического детектора, идентифицировать ориентацию подаваемого аппликатора для тампонов можно безопасно и надежно, экономя при этом место. В альтернативном варианте детекторы, для реализации этого конкретного варианта осуществления также возможны обнаруживающие ориентацию аппликатора для тампонов средства, основанные на осязании, или пьезоэлектрические средства либо электромагнитные средства.
В конкретном варианте осуществления конструкция детектора такова, что он оперативно контролирует отдельную конвейерную дорожку и идентифицирует ориентацию подаваемых аппликаторов для тампонов на указанной конвейерной дорожке. В альтернативном или дополнительном варианте можно предусмотреть детектор, который будет оперативно контролировать ряд конвейерных дорожек, расположенных параллельно, одна за другой или одна над другой, и анализировать любой из отдельных участков изображения с помощью компьютера и/или анализировать все изображение в целом и соответственно для всех блоков ориентации, управляемых указанным детектором, и запускать последующее движение поворота посредством управляющего компьютера.
В конкретном варианте осуществления детектор умещается в камере корпуса блока ориентации.
В конкретном варианте осуществления детектор представляет собой оптический детектор, который оперативно контролирует конвейерную дорожку посредством луча света, в частности, из лазера и таким образом идентифицирует ориентацию подаваемого аппликатора для тампонов.
В конкретном варианте осуществления блок ориентации расположен между двумя конвейерными дорожками, расположенными последовательно в направлении транспортировки. Вследствие этого, блок ориентации может поворачивать аппликатор для тампонов, который транспортируется в первой ориентации первой конвейерной дорожкой, во вторую ориентацию для дальнейшей транспортировки по второй конвейерной дорожке.
В дополнительном конкретном варианте осуществления этого замысла, первая конвейерная дорожка и вторая конвейерная дорожка расположены друг относительно друга так, что они имеют разные направления транспортировки. Таким образом, блок ориентации не только проводит этап правильного ориентирования аппликатора для тампонов, но и дает возможность переносить аппликаторы для тампонов с одного направления транспортировки на другое направление транспортировки. Эта компоновка может оказаться выгодной, в частности, если для подачи аппликаторов можно оптимально использовать пространственную геометрию.
В конкретном варианте осуществления первая конвейерная дорожка расположена в первой плоскости транспортировки, а, по меньшей мере, одна дополнительная конвейерная дорожка расположена, по меньшей мере, в одной второй плоскости транспортировки. Конкретное преимущество данного изобретения заключается в том, что в случае компактных конвейерных дорожек оказывается возможным оптимальное использование пространства для подачи аппликаторов для тампонов. Это можно сделать, например, посредством множества конвейерных дорожек, проходящих параллельно друг другу, с возможностью располагать их вертикально и/или диагонально по отношению друг к другу. Таким образом, транспортировка аппликаторов для тампонов может иметь место, как если бы происходила на нескольких этажах, что может дать возможность в целом большей подачи аппликаторов в установку сборки, находящуюся дальше в технологической цепочке.
В конкретном варианте осуществления блок ориентации содержит поворотный элемент для приема аппликатора для тампонов. В его простейшем варианте осуществления такой поворотный элемент может иметь конфигурацию поворотного диска. Однако предпочтительной является конфигурация поворотного элемента в виде крестовины и такая установка в блоке ориентации, что становится возможным поворот, по меньшей мере, между двумя ориентациями. Крестовина предпочтительно всегда ориентирована между двумя конвейерными дорожками так, что отверстие крестовины всегда открыто по отношению к продольному направлению конвейерной дорожки, так что направляемый на ней аппликатор для тампонов можно вводить в крестовину. Во время работы, крестовина за счет детектора должна идентифицировать ориентацию подаваемого аппликатора для тампонов, а в зависимости от этого должна совершать движение поворота в некотором определенном направление и на некоторый определенный угол поворота. Посредством конфигурации крестовины в блоке ориентации, можно последний нагружать оптимально, и ему придется перекрывать лишь сравнительно небольшой угол.
В конкретном варианте осуществления блок ориентации содержит основание. Основание имеет выемку, через которую аппликатор для тампонов, находящийся в определенной второй ориентации, может двигаться вдоль своей продольной протяженности. Например, как только повернутый аппликатор для тампонов оказывается в соответствующей ориентации, он сможет выпасть через выемку и упасть непосредственно на вторую конвейерную дорожку, по которой он будет двигаться дальше вдоль второго направления транспортировки.
Основание может быть расположено в некотором фиксированном положении в блоке ориентации, так что поворотный элемент можно будет расположить над ней с возможностью поворота, и поэтому аппликаторы для тампонов можно будет поворачивать из первой ориентации, в которой они не смогут выпасть через выемку, во вторую ориентацию, обеспечивающую выпадение аппликаторов для тампонов через выемку. Это устраняет потребность, например, в специальном выталкивателе или ином приспособлении, направляющем аппликаторы для тампонов из блока ориентации опять на конвейерную дорожку.
Выемке можно придать такую конфигурацию, что она будет, по существу, соответствовать форме аппликатора для тампонов. В частности, выемке придают конфигурацию удлиненного паза, через который аппликатор для тампонов садится вдоль его широкой оси. Если блок ориентации используют, чтобы вызвать дополнительный поворот на 90 градусов в направлении транспортировки, выемку в основании ориентируют под углом 90 градусов по отношению к первой конвейерной дорожке. Во время работы, аппликатор для тампонов, транспортируемый в блок ориентации первой конвейерной дорожки, должен снова оказаться в крестовине. Указанная крестовина поворачивает аппликатор для тампонов на угол 90 градусов, в зависимости от идентифицированной ориентации, а после изменения ориентации аппликатора для тампонов на соответствующий угол, указанный аппликатор для тампонов должен выпасть через выемку на вторую конвейерную дорожку, которая расположена под блоком ориентации.
В конкретном варианте осуществления транспортирующая установка в соответствии с изобретением содержит множество конвейерных дорожек. Она может иметь множество параллельных конвейерных дорожек, как описано ранее, и/или также может иметь множество конвейерных дорожек, расположенных дальше в технологической цепочке. Конвейерные дорожки могут быть ориентированы горизонтально, т.е., так, что транспортируемый аппликатор для тампонов не перекрывает никакую разность высот в процессе его транспортировки на конвейерной дорожке. Вместе с тем, конвейерные дорожки также могут иметь наклон от небольшого до среднего, и поэтому транспортируемый аппликатор для тампонов в общем движется вниз или вверх, будучи транспортируемым вдоль конвейерной дорожки. В данном случае полезно учесть коэффициенты трения транспортирующих лент. Наклон предпочтительно выбирают так, что положение транспортируемого аппликатора для тампонов остается фиксированным посредством адгезии по отношению к транспортирующей ленте во время транспортировки указанного аппликатора для тампонов.
Посредством транспортирующей установки в соответствии с изобретением, а в частности - посредством параллельных опорных осей, множество конвейерных дорожек, проходящих параллельно, можно реализовать, в частности, компактно. Конвейерные дорожки могут последовательно охватывать некоторый угол по отношению к конвейерным дорожкам, располагающимся дальше в технологической цепочке. Указанные конвейерным дорожки, располагающиеся дальше в технологической цепочке, могут отличаться по длине от первых параллельных конвейерных дорожек. Всем параллельным конвейерным дорожкам можно придать такую конфигурацию, что они будут иметь параллельные опорные оси. Их привод в конкретно предпочтительном варианте осуществляет единственный вал.
В конкретном варианте осуществления две последовательно расположенные конвейерные дорожки охватывают некоторый угол по отношению друг к другу. Этот угол в конкретно предпочтительном варианте находится между 30 и 120 градусами, а в конкретно предпочтительном варианте составляет, по существу, 90 градусов.
В контексте данного изобретения угол, по существу, 90 градусов должен достигаться всякий раз, когда отклонение от 90 градусов не превышает ±5 градусов. Само собой разумеется, что возможный блок ориентации, конфигурация которого, могущая обеспечить соответствующий поворот между двумя конвейерными дорожками, расположенными под некоторым углом по отношению друг к другу, такова, что этот блок будет способен компенсировать соответствующее угловое отклонение. Вместе с тем, предпочтителен охват угла, составляющего точно 90 градусов, поскольку тем самым будет предварительно определяться направление движение поворота блока ориентации, а угол, на который совершается поворот, окажется фиксированным. Как описано вначале, соответствующее направление поворота может быть получено на основе ориентации подаваемого аппликатора для тампонов.
В конкретном варианте осуществления транспортирующие ленты выполнены радиально-симметричными, а в конкретно предпочтительном варианте - круглыми в поперечном сечении, перпендикулярном продольной оси. Примером такой ленты является, например, круглый ремень. Вместе с тем, для осуществления данного изобретения, в принципе можно также задумать ленты квадратные, пятиугольные, шестиугольные, семиугольные и имеющие больше углов в многоугольном сечении.
Круглые ремни дают возможность всегда гарантировать, что аппликатор для тампонов будет оптимально уложен в интервале между транспортирующими лентами. Кроме того, можно предусмотреть конфигурацию, обуславливающую возможность направлять транспортирующие ленты эффективнее и сделать нагружение посредством натяжения в поперечном сечении ленты более сбалансированным, что может привести к меньшей степени износа.
В конкретном варианте осуществления транспортирующие ленты в соответствии с изобретением представляют собой круглые ремни, которые переброшены через шкивы. Такие ленты очень точны и просты в техническом обслуживании. Приводу конвейера можно придать конфигурацию привода с ведущим шкивом в голове - на торце конвейерной дорожки. Однако возможен также центральный привод. Нести транспортирующие ленты можно посредством шкивов или же посредством скользящих контактов, которые имеют, в частности, малое трение. Для приема транспортирующих лент, шкивы могут быть снабжены соответствующими направляющим канавками, которые при правильном натяжении транспортирующих лент эффективны также для достаточного поперечного наведения транспортирующей ленты.
Можно предусмотреть дополнительные натяжные шкивы, которые прикладывают некоторое определенное натяжение на конвейерной дорожке посредством восстанавливающей силы, чтобы также всегда гарантировать поперечное наведение для транспортируемых аппликаторов для тампонов.
Приводу конвейера транспортирующей установки можно придать такую конфигурацию, что она будет допускать непрерывное ускорение и замедление транспортирующей ленты.
В конкретном варианте осуществления на направлении транспортировки в соответствии с изобретением присутствует, по меньшей мере, один разделяющий шкив, которые расположен на конвейерной дорожке так, что оказывается задействован в интервале между обеими отстоящими друг от друга транспортирующими лентами. Указанному разделяющему шкиву можно придать, например, такую конфигурацию, что он окажется вращающимся со скоростью вращения, которая выше, чем скорость транспортировки на конвейерной дорожке, о которой идет речь. В результате, например, два аппликатора для тампонов, которые застряли друг в друге во время работы, можно отделить друг от друга. Шкив захватывает первый тампон и на короткое время ускоряет его от второго тампона быстрее, чем обычно в направлении транспортировки на конвейерной дорожке.
В альтернативном и/или дополнительном варианте транспортирующая установка в соответствии с изобретением полностью обходится без отдельного разделяющего шкива. Например, можно эксплуатировать две последовательные конвейерные дорожки с разной скоростью. Если первый аппликатор для тампонов сходит с первой конвейерной дорожки, которая движется с первой скоростью транспортировки, на вторую конвейерную дорожку, движущийся со второй скоростью, которая, например, выше, чем скорость первой конвейерной дорожки, указанный аппликатор для тампонов ускоряется от второго аппликатора для тампонов, который возможно - застрял в первом аппликаторе для тампонов. Таким образом, разделение может иметь место и без необходимости предусматривать дополнительные разделяющие элементы.
В конкретном варианте осуществления, по меньшей мере, один разделяющий шкив установлен в технологической цепочке перед блоком ориентации в направлении транспортировки, и поэтому аппликаторы для тампонов транспортируются к блоку ориентации разделенными.
В конкретном варианте осуществления транспортирующей установки в соответствии с изобретением предусматривается множество последовательных конвейерных дорожек с разными скоростями транспортировки. Например, неравномерность подачи аппликаторов для тампонов, заключающуюся в том, что изделия поступают незакрепленными, можно компенсировать посредством разных скоростей транспортировки разделяемых аппликаторов для тампонов во всей их совокупности вдоль всей конвейерной дорожки, и становится возможной более своевременная подача.
В конкретном варианте осуществления транспортирующая установка в соответствии с изобретением содержит, по меньшей мере, один стопор. Последний расположен на конвейерное дорожке так, что он вступает в контакт в интервале между двумя отстоящими друг от друга транспортирующими лентами. В данном случае демонстрируется дополнительное преимущество установки в соответствии с изобретением, имеющей отстоящими друг от друга транспортирующие лентами. Такой стопор может оказывать влияние, например, в буферной области транспортирующей установки, если приходится обеспечивать множеством аппликаторов для тампонов следующий технологический этап, например - этап сборки. Таким образом становится возможно, например, обеспечение надлежащих периодичностей при подачах аппликаторов для тампонов посредством ряда параллельных конвейерных дорожек, которые могут быть оснащены соответствующими стопорами, гарантирующими некоторую определенную периодичность.
В конкретном варианте осуществления, конвейерная дорожка в соответствии с изобретением, предназначенная для того, чтобы служить в качестве буфера, содержит множество стопоров. Помимо этого, можно предусмотреть, например, детекторы останова, которые идентифицируют, снят ли аппликатор для тампонов технологической станцией, располагающейся дальше в технологической цепочке, и подвергнут ли дальнейшей обработке. Если определенный аппликатор для тампонов достигает, например, одного конца транспортирующей установки в соответствии с изобретением, то можно предусмотреть детектор, который обнаруживает указанный аппликатор для тампонов как остановленный и передает сигнал на стопор, который установлен перед детектором в технологической цепочке и который останавливает подаваемый аппликатор для тампонов. Эту буферную область можно снабдить множеством таких стопоров лент. Одна такая конвейерная дорожка, которой придана конфигурация в форме буфера, предпочтительно имеет, по меньшей мере, один стопор и, по меньшей мере, один детектор, предпочтительно - от одного до 15-ти стопоров. Конечно, возможно множество параллельных конвейерных дорожек, которым придана конфигурация буферной зоны и которые снабжены соответствующими стопорами.
В конкретном варианте осуществления стопору придана конфигурация рычага, который движется в интервале между двумя транспортирующими лентами и таким образом физически предотвращает дальнейшее движение аппликатора для тампонов в направлении транспортировки.
В конкретном варианте осуществления транспортирующая лента конвейерной дорожки, ориентированная для буферизации, можно снабдить снижающими трение покрытиями, так что остановленный аппликатор для тампонов не будет поврежден трением транспортирующей ленты, который продолжает двигаться. В альтернативном или дополнительном варианте транспортирующая лента конвейерной дорожки, ориентированная для буферизации, может состоять из пластмассы с низким коэффициентом трения.
В конкретном варианте осуществления, транспортирующая установка в соответствии с изобретением содержит, по меньшей мере, один выталкиватель для транспортировки аппликатора для тампонов с одного конца конвейерной дорожки на примыкающую к ней технологическую станцию, в частности, в блок ориентации, установленный дальше в технологической цепочке. Тогда выталкиватель располагают на конвейерной дорожке так, что он вступает в контакт в интервале между обоими отстоящими друг от друга транспортирующими лентами.
В конкретном варианте осуществления привод конвейера осуществляет привод транспортирующих лент посредством вала, который расположен параллельно продольным осям указанных транспортирующих лент.
Дополнительный аспект данного изобретения относится к способу транспортировки аппликаторов для тампонов. В частности, указанный способ осуществляют с помощью транспортирующей установки, описанной вначале. Способ в соответствии с изобретением включает в себя последовательность этапов. Прежде всего, обеспечивают, по меньшей мере, один аппликатор для тампонов, в частности - незакрепленное изделие из числа аппликаторов для тампонов. Аппликаторы для тампонов подают на первую конвейерную дорожку. Последняя имеет две транспортирующие ленты, которые выполнены отстоящими друг от друга, так что аппликатор для тампонов, подлежащий транспортировке, оказывается лежащим на обеих транспортирующих лентах в интервале между транспортирующими лентами. После этого, аппликатор для тампонов транспортируют посредством конвейерной дорожки в первом направлении транспортировки.
Аппликаторы для тампонов можно подавать, например, посредством вибрирующей воронки, которая имеет соответствующий канал, так что получаемый тракт используется для размещения отдельные аппликаторов для тампонов на конвейерную дорожку.
В конкретном варианте осуществления аппликатор для тампонов транспортируется посредством первой конвейерной дорожки в направлении транспортировки с первой скоростью транспортировки.
В дополнительном конкретном варианте осуществления аппликатор для тампонов передается с первой конвейерной дорожки на вторую конвейерную дорожку, причем вторая конвейерная дорожка движет аппликатор для тампонов в направлении транспортировки со второй скоростью транспортировки. Указанная вторая скорость транспортировки может отличаться от первой скорости транспортировки; она предпочтительно выше, чем первая скорость транспортировки.
В конкретном варианте осуществления происходит передача аппликатора для тампонов между двумя конвейерными дорожками посредством блока ориентации от первой ориентации ко второй ориентации. Этому этапу может предшествовать предварительное обнаружение ориентации посредством детектора.
В конкретном варианте осуществления поворот аппликатора для тампонов зависит от его обнаруженной ориентации. В частности, поворот может иметь место в двух направлениях. Если аппликатор для тампонов уже ориентирован правильно, когда обнаружение имеет место, т.е., обнаруживается первая ориентация, которая подходит для дальнейшей обработки, то имеет место поворот на 90 градусов с первой конвейерной дорожки на вторую конвейерную дорожку. Если установлено, что аппликатор для тампонов проходит в противоположной ориентации в блок ориентации, точно также осуществляют движение поворота, противоположное первому движению поворота, на 90 градусов. В результате, аналогичным образом осуществляется поворот на 90 градусов, а конец, который изначально был передним в направлении транспортировки, теперь оказывается задним в направлении транспортировки.
В конкретном варианте осуществления последовательность аппликаторов для тампонов движется по последовательности параллельных конвейерных дорожек в направлении дополнительной технологической станции, в частности - станции сборки. Конвейерные дорожки, которые установлены в технологической цепочке непосредственно перед станцией сборки и которым придана конфигурация буферных дорожек, имеющим последовательность стопоров, которые останавливают аппликаторы для тампонов и предотвращают продолжение их движения вдоль конвейерной дорожки за счет того, что они простираются в интервале между транспортирующими лентами. Управление этим этапом могут осуществлять детекторы останова, которые устанавливают, свободна ли следующая технологическая станция, и/или занята или нет аппликатором для тампонов буферная зона, подсоединенная дальше в технологической цепочке,.
Дополнительный аспект данного изобретения относится к способу эксплуатации вышеописанной транспортирующей установки.
Из конкретных вариантов осуществления, специалисту в данной области техники очевидно, что они могут встречаться в любой комбинации в конфигурации, соответствующей изобретению, если они не исключают друг друга.
Теперь более подробное пояснение данного изобретения будет приведено ниже со ссылками на конкретные возможные варианты осуществления и чертежи, но не в ограничительном смысле.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Чертежи иллюстрируют данное изобретение схематически, при этом - ради простоты пояснений - идентичные части обозначены одной и той же позицией.
Схематически на чертежах показаны:
фиг. 1 - аппликатор для тампонов, который можно транспортировать с помощью транспортирующей установки в соответствии с изобретением;
фиг. 2 - подробность транспортирующей установки в соответствии с изобретением;
фиг. 3 - дополнительную подробность транспортирующей установки в соответствии с изобретением;
фиг. 4 - блок ориентации;
фиг.5 - дополнительную подробность транспортирующей установки в соответствии с изобретением;
фиг. 6 - поперечное сечение через конвейерную ленту с лежащим на нем аппликатором для тампонов;
фиг. 7 - стопор для транспортирующей установки в соответствии с изобретением; и
фиг. 8 - функционирование блока ориентации.
Чертежи не обязательно выполнены в масштабе.
ВОПЛОЩЕНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 показан в качестве примера аппликатор 100 для тампонов, который можно транспортировать с помощью установки в соответствии с изобретением. Аппликатор 100 для тампонов построен, по существу, на двух частях. Он состоит из тела тампона и плунжера 103. Плунжер 103 расположен в аппликаторе 100 для тампонов так, что его можно перемещать вдоль продольной оси 101. Аппликатор 100 для тампонов имеет дистальный головной конец 104 с головным отверстием. Напротив лежит предназначенное для шнура проксимальное отверстие 105 плунжера 103, которому придана конфигурация трубки.
Тело тампона разделено на три области. На дистальном головном конце 104 находятся полученные вырезанием крылышки, каждому из которых придана конфигурация в виде лепестка 102.1. Указанные крылышки идут в пустотелый цилиндрический корпус 102.2, который ограничивает полость тампона. К пустотелому цилиндрическому корпусу 102.2 непосредственно примыкает захватываемая область 102.3, которая в данном примере также служит для направления плунжера 103. Пустотелый цилиндрический корпус 102 служит для приема тампона, причем в современных процессах сборки тампон загружают в аппликатор для тампонов через дистальный головной конец 104. Предназначенное для шнура проксимальное отверстие 105 служит для направления шнура возврата наружу. Во время использования, плунжер 103 проталкивают в полость пустотелого цилиндрического корпуса 10 0.2, при этом происходит выпуск тампона через дистальное головное отверстие 104. В процессе этого возможно удержание шнура.
Для данного изобретения, один аспект транспортирующей установки относится к ориентации аппликатора для тампонов на конце транспортирующей установки. Является ли дистальный головной конец 104 или проксимальный конец 105 передним в направлении транспортировки, это неважно и определяется тем, как работает располагающийся дальше в технологической цепочке узел сборки. Более критичным аспектом всех аппликаторов 100 для тампонов является их поступление в определенной ориентации на конце секции транспортировки. Геометрия аппликаторов для тампонов может вызывать застревание отдельных лепестков в следующем или предыдущем аппликаторах для тампонов, т.е., в их проксимальных головных отверстиях или дистальных концах. Поэтому для большинства станций сборки выгодно, если аппликаторы для тампонов на конце транспортирующей установки выдаются при управляемой подаче в весьма существенно разделенной форме.
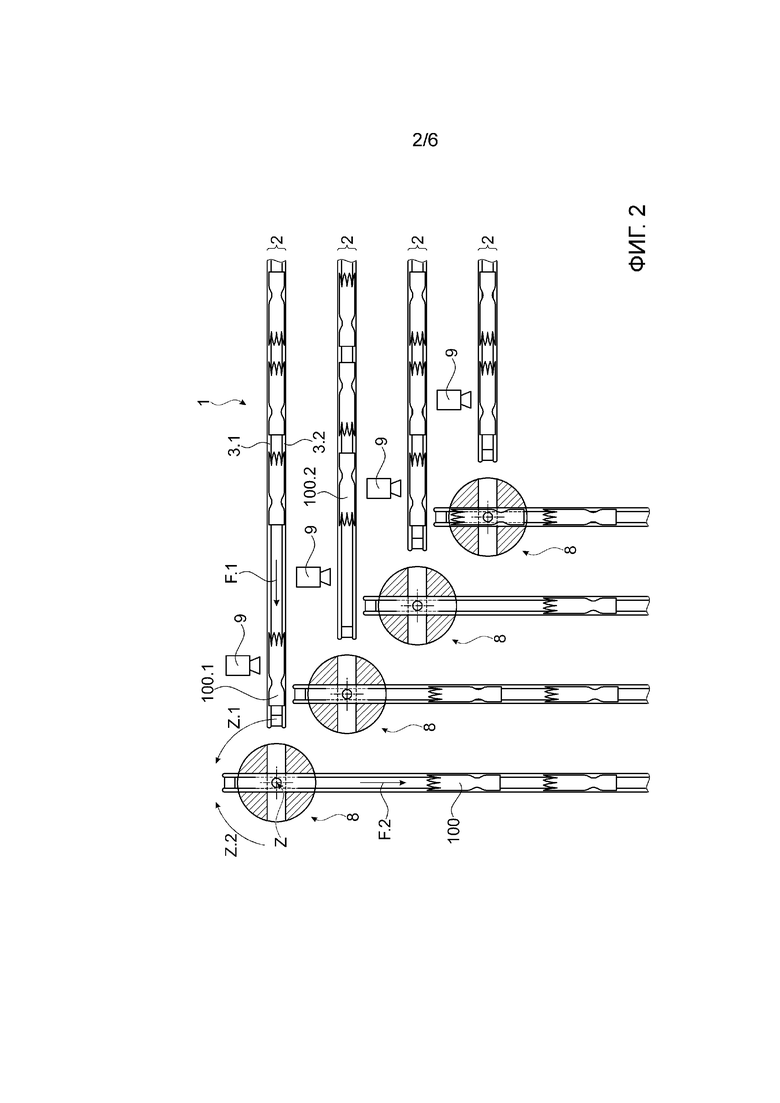
Чтобы показать, как получить возможность допустить это, транспортирующая установка 1, которая демонстрируется в качестве примера, схематически проиллюстрирована на фиг. 2. Показанная транспортирующая установка 1 имеет в общей сложности четыре конвейерные дорожки 2, проходящие параллельно в первом направлении F.1 транспортировки. После поворота, по существу, на 90 градусов, аппликаторы 100 для тампонов продолжают двигаться во втором направлении F.2 транспортировки. На конвейерных дорожках 2, аппликаторы 100, 100.1, 100.2 для тампонов лежат на двух транспортирующих лент 3.1, 3.2, располагаясь между последними. Диаметр транспортирующих лент 3.1, 3.2 и расстояние между ними выбраны так, что они обеспечивают аппликатору 10 0.1, 100.2, 100 для тампонов возможность лежать на них, и поэтому аппликатор для тампонов оказывается укладываемым на обеих транспортирующих лентах 3.1, 3.2 с помощью, по меньшей мере, одной поверхности контакта.
Показанная в качестве примера транспортирующая установка 1 работает с аппликаторами 100, 100.1, 100.2 для тампонов, которые имеют внешний диаметр 15 мм и общую длину 7 5 мм. Транспортирующие ленты 3.1, 3.2 имеют диаметр 7,5 мм и состоят из полиуретанового пластика.
Аппликаторы для тампонов можно подавать на транспортирующую установку как незакрепленные изделия, при это можно предусмотреть разделяющую станцию или вибрирующую воронку, чтобы привести (не показано) аппликаторы для тампонов на конвейерные дорожки. В данном примере, аппликаторы для тампонов уже разделены (не показано на фиг. 1) на конвейерной дорожке 2, установленной впереди в технологической цепочке.
По мере их транспортировки в первом направлении F.1 транспортировки, разделенные аппликаторов 100, 100.1, 100.2 для тампонов на всех конвейерных дорожках проходят мимо детектора 9, который визуально идентифицирует ориентацию аппликатора 100, 100.1, 100.2 для тампонов. В данном примере, первый аппликатор 100.1 для тампонов проходит с первой ориентацией А к детектору, а возможный второй аппликатор 10 0.2 для тампонов проходит со второй ориентацией В к детектору. В данном примере, оба аппликатора 100.1, 100.2 для тампонов показаны с противоположной друг другу ориентацией на двух параллельных конвейерных дорожках. Вместе с тем, конечно же, аппликаторы для тампонов можно подавать в обеих возможных ориентациях на всех первых конвейерных дорожках, как явствует из фиг. 2.
Если первая ориентация А теперь соответствует желаемой ориентации во втором направлении F.2 транспортировки, то из детектора 9 в расположенный дальше в технологической цепочке блок 8 ориентации передается соответствующий сигнал, в результате которого аппликатор 100.1 для тампонов, к которому сигнал относится, следует повернуть в первом направлении Z.1 поворота.
Если аппликатор 10 0.2 для тампонов проходит с второй ориентацией В к детектору 9, то последний предписывает расположенному дальше в технологической цепочке блоку 8 ориентации осуществление поворота во втором направлении Z.2 поворота. Поскольку блоки 8 ориентации в данном примере воплощают угол поворота на 90 градусов от направления F.1 транспортировки к направлению F.2 транспортировки, в обоих случаях поворот на 90 градусов достаточен, чтобы обеспечить дальнейшую транспортировку в желаемой ориентации А. Поскольку в данном примере аппликаторы для тампонов ориентируются, направление транспортировки изменяется с первого направления F.1 транспортировки на второе направление F.2 транспортировки, которое проходит под прямым углом к первому направлению транспортировки.
В данном примере, с целью изменения ориентации и одновременно изменения направления транспортировки, блок 8 ориентации снабжен крестовиной, в которую вводят аппликатор 100, 100.1, 100.2 для тампонов. Достаточно будет повернуть крестовину на 90 градусов, и блок 8 ориентации окажется готовым принять следующий аппликатор 100, 100.1, 100.2 для тампонов. Это делает возможным общий экономичный процесс с как можно большими объемами выпуска.
Конструкция крестовины блока 8 ориентации такова, что его можно поворачивать вокруг центральной оси Z поворота в двух направлениях Z.1, Z.2.
На фиг. 3 иллюстрируется альтернативный или дополнительный вариант осуществления. Эту компоновку в качестве
транспортирующей установки можно подсоединить, например, в технологической цепочке перед транспортирующей установкой согласно фиг. 2 или можно - соответственно - сделать ее примыкающей к транспортирующей установке согласно фиг. 2 как продолжение во втором направлении F.2 транспортировки. В данном примере показаны в общей сложности четыре конвейерные дорожки. За двумя первыми конвейерными дорожками, которые расположены параллельно друг другу, следуют две идущие далее конвейерные дорожки. Эти конвейерные дорожки отличаются друг от друга тем, что проходят через отдельные шкивы 4.1, 4.2. В данном примере, привод первых параллельных конвейерных дорожек осуществляет первый привод 4.1 конвейера посредством головного шкива. В данном примере неважно, осуществляется ли привод головного шкива в начале транспортирующей секции или в конце транспортирующей секции. В качестве примера, в данном варианте осуществления привод головного шкива осуществляется в начале первой конвейерной дорожки. Соответствующим образом, в данном примере привод головного шкива также можно осуществлять в начале вторых конвейерных участков и конвейерных дорожек.
Одно преимущество этой транспортирующей установки 1 заключается в том, что она может дополнительно служить для разделения аппликаторов для тампонов. В этом случае, на первом конвейерном участке 2.1 привод конвейерных дорожек осуществляется с первой скоростью V1 транспортировки, а на втором конвейерном участке 2.2 привод конвейерных дорожек осуществляется со второй скоростью V2 транспортировки. При оптимальном разделении, скорость V2 транспортировки больше, чем скорость V1 транспортировки. В интервале между обеими конвейерными дорожками аппликатор, который теперь - возможно -находится в контакте с предыдущим аппликатором для тампонов или следующим аппликатором для тампонов, физически отделяется от них посредством ускорения. В данном примере, первая скорость V1 транспортировки составляет 0,2 м/с, а вторая скорость V2 транспортировки составляет 0,3 м/с.
В альтернативном варианте разделение может иметь место посредством соответствующего разделяющего шкива, который вступает в действие с определенной скоростью вращения между обеими транспортирующими лентами 3.1, 3.2 и таким образом ускоряет, уводя, его аппликатор для тампонов (не показано на фиг. 3).
Посредством компактной компоновки с конвейерными дорожками на основе транспортирующих лент, в частности - на основе круглых ремней, оказывается возможной реализация многочисленных выгодных геометрий. Как иллюстрируется на фиг. З, можно легко осуществить модульную сборку конвейерных дорожек. В зависимости от того, должны ли различаться скорости VI, V2 транспортировки, между конвейерными дорожками, которые расположены параллельно и имеют одну и ту же скорость транспортировки, возможно совместное использование соответствующих валов привода, что также полезно для компактной конструкции.
На фиг. 3 оси 15 конвейерных дорожек параллельны. Привод конвейера может действовать за счет реализации привода посредством узкополосных лент непосредственно на валах привода на осях 15 и может таким образом осуществлять привод головного шкива 4.2.
На фиг. 4 схематически иллюстрируется блок 8 ориентации. Чтобы проиллюстрировать функционирование, блок 8 ориентации показан только что получившим аппликатор 100.1 для тампонов в первой ориентации А. С этой целью, транспортирующие ленты 3.1, 3.2 конвейерной дорожки с первым направление F.1 транспортировки затолкнули аппликатор для тампонов посредством первого приводного шкива 4.1 в принимающее отверстие поворотного элемента 10. Поворотному элементу 10 придана конфигурация в виде крестовины. Вторая конвейерная дорожка находится под блоком 8 ориентации, а ее привод осуществляется посредством второго приводного шкива 4.2, и она аналогичным образом имеет две транспортирующие ленты 3.1, 3.2, причем - в качестве примера -второй аппликатор 10 0.2 для тампонов показан уже транспортируемым на них дальше во втором направлении F.2 транспортировки. Это оказалось возможным за счет того, что поворотный элемент 10 совершил поворот на 90 градусов, а по окончании указанного поворота на 90 градусов аппликатор 100.2 для тампонов ориентируется так, что его продольная ось параллельна второму направлению F.2 транспортировки.
Принимающее отверстие, предусмотренное в основании, гарантирует, что указанный второй аппликатор 100.2 для тампонов сможет выпасть сквозь него и упасть непосредственно на конвейерную дорожку второго направления F.2 транспортировки, и быть транспортируемым далее в указанном направлении транспортировки.
По выбору, в пределах этой компоновки может установлен детектор. Например, на входе принимающего отверстия поворотного элемента 10 можно предусмотреть оптический датчик, которые устанавливает ориентацию введенного аппликатора для тампонов.
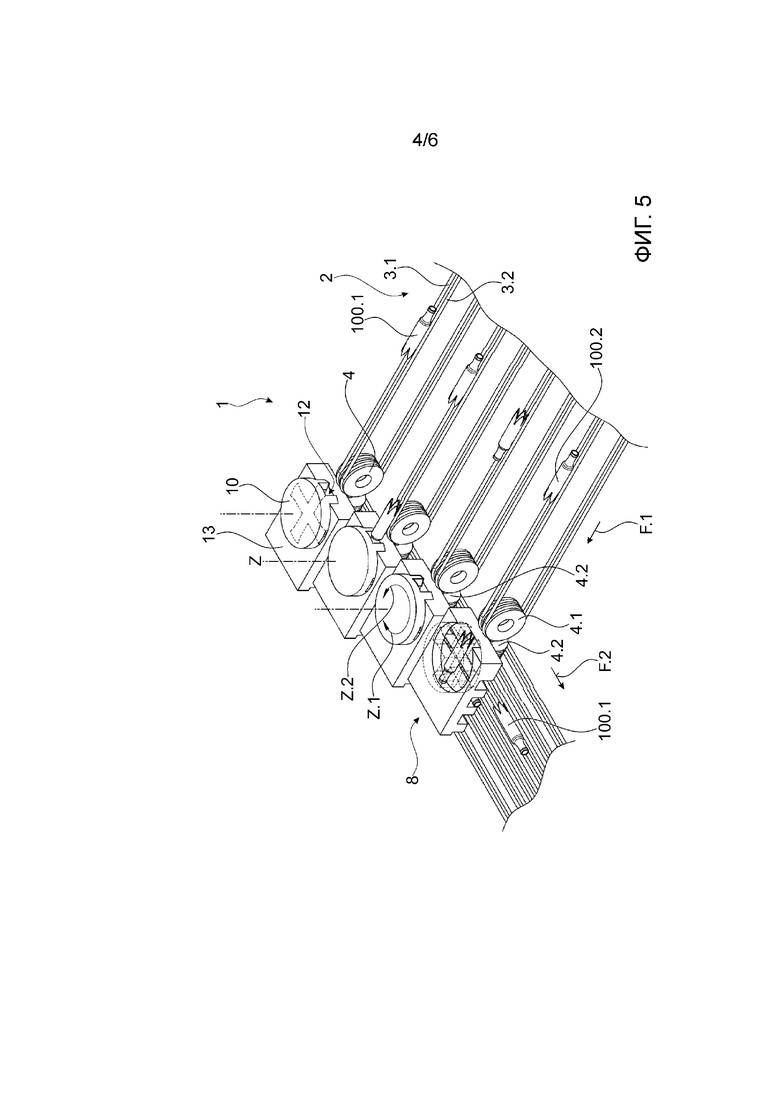
В комплексном варианте осуществления, предусматривающем наличие множества конвейерных дорожек, в качестве преимущества данного изобретения можно рассматривать оптимальное использование имеющегося пространства для транспортировки, что иллюстрируется на фиг. 5 применительно к варианту осуществления транспортирующей установки 1 в соответствии с изобретением. Также в этом примере, конвейерные дорожки 2 как единое целое совершают поворот на 90 градусов от первого направления F.1 транспортировки ко второму направлению F.2 транспортировки. Однако в этом конкретном примере конвейерные дорожки 2 располагаются в разных плоскостях. А именно, в данном примере конвейерная дорожка, которая является дистальной в плоскости изображения, расположена над следующими конвейерными дорожками при условии расположения проксимальной конвейерной дорожки в самом низу.
Все конвейерные дорожки первого направления F.1 транспортировки расположены параллельно друг другу и открываются в соответствующие блоки 8 ориентации, которые аналогичным образом расположены параллельно и следуют соответствующему эшелонированию по высоте конвейерных дорожек первого направления F.1 транспортировки.
Блоки 8 ориентации снабжены крестовиной, которая выполнена способной поворачиваться вокруг оси Z поворота, и корпусом 13, который допускает изначальное наведение поворачиваемых аппликаторов 100.1, 100.2 для тампонов. Поворотные элементы 10 выполнены с возможностью поворота в первом направлении Z.1 поворота или втором направлении Z.2 поворота вокруг центральной оси Z поворота. Привод конвейерных дорожек осуществляется посредством приводов 4.1, 4.2 конвейера, которые предусматривают опорные оси, располагающиеся параллельно для всех конвейерных дорожек, осуществляющих транспортировку в одном и том же направлении F.1, F.2 транспортировки. Направление поворота определяется желаемой ориентацией аппликаторов для тампонов во втором направлении F.2 транспортировки. Детектор (не показан на фиг. 5) обнаруживает ориентацию поступающих аппликаторов 100.1, 100.2 для тампонов и поворачивает последние на 90 градусов в первом направлении Z.1 поворота или втором направлении Z.2 поворота. В данном примере аппликаторы 100.1, 100.2 для тампонов поворачиваются, приобретая ориентацию, в которой дистальный проксимальный конец аппликатора 100.1 для тампонов окажется лежащим спереди в направлении транспортировки.
На фиг. 6 показана конвейерная дорожка 2 в поперечном сечении с лежащим на ней аппликатором 100 для тампонов. Аппликатор 100 для тампонов имеет тело 102 тампона, которое ограничивает полость, в которой можно разместить тампон. Плунжер 103 имеет меньший диаметр, чем тело 102 тампона и может быть введен в указанную полость при отсутствии тампона. Весь аппликатор 100 для тампонов в целом является, по существу, осесимметричным относительно центральной продольной оси 101. Он лежит на двух транспортирующих лентах 3.1, 3.2 конвейерной дорожки. В данном случае, он находится в контакте с обеими транспортирующими лентами 3.1, 3.2 и простирается в интервале D между транспортирующими лентами 3.1, 3.2 так, что - помимо наличия опоры - он имеет поперечное наведение.
В данном примере, указанная область контакта пролегает в области между направлениями «на 4 и 5 часов» и «на 7 и 8 часов».
На фиг. 7 показан возможный вариант осуществления с функционированием стопора 6. Стопор, посредством головки 6.1 стопора, способен входить в зацепление в интервале D между транспортирующими лентами 3.1, 3.2 так, что он воспрепятствует дальнейшей транспортировке аппликатора 100 для тампонов в направлении F транспортировки. С этой целью, его можно снабдить исполнительным приспособлением 14 стопора, которое может принимать соответствующий сигнал из детектора и вследствие этого может прерывать подачу.
Как показано на фиг. 8, в транспортирующей установке в соответствии с изобретением во время работы первой конвейерной дорожки имеет место подача 200 с определенной ориентацией. Посредством детектора проверяют, соответствует ли соответственная ориентация желаемой ориентации. В зависимости от того, достигнута ли желаемая ориентация, перед передачей 230 аппликатора для тампонов на вторую конвейерную дорожку, имеющую второе направление транспортировки, осуществляют поворот 210 в первом направлении поворота или поворот 22 0 во втором направлении поворота.
В одном адаптивном уточнении в соответствии с изобретением возможно воплощение множества вышеуказанных замыслов в одной транспортирующей установке. Например, транспортирующая установка в соответствии с изобретением может содержать в общей сложности четыре конвейерные дорожки, проходящие параллельно в первом направлении транспортировки, причем указанные конвейерные дорожки примыкают к последующему ряду из четырех конвейерных дорожек, которые аналогичным образом идут параллельно и имеют отличающуюся скорость транспортировки. Эти конвейерные дорожки, в свою очередь, направляют аппликаторы для тампонов в четыре блока ориентации, которые корректируют соответствующую ориентацию, как указано выше. Затем указанные аппликаторы для тампонов, в свою очередь, проходят мимо последовательности из четырех конвейерных дорожек, которые имеют второе направление транспортировки и которые могут быть повернуты с первого направления транспортировки на 90 градусов. Указанная вторая последовательность открывается в буферную область, снабженную последовательностью стопоров и детекторами, чтобы управлять подачей отсортированных и ориентированных аппликаторов для тампонов на следующую технологическую станцию, например - в узел сборки.
С помощью транспортирующей установки в соответствии с изобретением и соответствующего способа обеспечивается предусматривающая модульное применение система для транспортировки аппликаторов для тампонов, причем эта система эффективна и дает возможность создания безопасной и гигиеничной технологической последовательности для наращиваемых производительностей.
Специалисту в данной области техники очевидно, что из конкретных примеров и конкретных вариантов осуществления вытекают дополнительные преимущественные варианты осуществления, которые могут составить независимые изобретения.
ПЕРЕЧЕНЬ ПО0ИУЦИЙ ЧЕРТЕЖЕЙ
1 Транспортирующая установка
2 Конвейер
2.1 Первый конвейерный участок
2.2 Второй конвейерный участок
3.1 Первая транспортирующая лента
3.2 Вторая транспортирующая лента
4 Привод конвейера
4.1 Первый привод конвейера
4.2 Второй привод конвейера
5 Разделяющий шкив
6 Стопор
б.1 Головка стопора
8 Блок ориентации
9 Детектор
10 Поворотный элемент
11 Основание
12 Принимающее отверстие
13 Корпус
14 Исполнительное приспособление стопора
15 Ось
16 Вал
100 Аппликатор для тампонов
100.1 Первый аппликатор для тампонов
100.2 Второй аппликатор для тампонов
101 Продольная ось аппликатора для тампонов
102 Тело тампона
102.1 Лепесток головного отверстия
102.2 Пустотелый цилиндрический корпус
102.3 Захватываемая область
103 Плунжер
104 Дистальный конец/дистальное головное отверстие
105 Проксимальный конец/проксимальное предназначенное для шнура отверстие
200 Подача на первую конвейерную дорожку
Д/Н Ориентация В Да/Нет?
210 Поворот в первом направлении поворота
220 Поворот во втором направлении поворота
230 Передача на вторую конвейерную дорожку
А Первая ориентация
В Вторая ориентация
D Интервал между транспортирующими лентами
F Направление транспортировки
F.1 Первое направление транспортировки
F.2 Второе направление транспортировки
L Опорная ось
Z Ось поворота
Z.1 Первое направление поворота
Z.2 Второе направление поворота
V1 Первая скорость транспортировки
V2 Вторая скорость транспортировки




Данное изобретение относится к транспортирующей установке для аппликаторов (100) для тампонов, имеющей первую конвейерную дорожку (2), содержащую две транспортирующие ленты (3.1, 3.2), которые выполнены отстоящими друг от друга и каждая из которых имеет опорную ось (L1, L2). Транспортирующая установка в соответствии с изобретением дополнительно имеет первый привод (4) конвейера, предназначенный для осуществления привода по меньшей мере одной из указанных двух отстоящих друг от друга транспортирующих лент (3.1, 3.2), при этом транспортирующие ленты выполнены отстоящими друг от друга таким образом, что аппликатор (100) для тампонов, подлежащий транспортировке, опирается на обе транспортирующие ленты в интервале (D) между транспортирующими лентами. Опорные оси (L1, L2) транспортирующих лент (3.1, 3.2) расположены параллельно, в частности, в случае транспортирующих лент, имеющих одно и то же направление (F) транспортировки. Технический результат - разработка транспортирующей установки для аппликаторов для тампонов и способа транспортировки аппликаторов для тампонов, удовлетворяющих строгим требованиям непрерывной сборки аппликаторов для тампонов и в ее процессе позволяющих бережно обращаться с аппликаторами для тампонов. 2 н. и 15 з.п. ф-лы, 8 ил.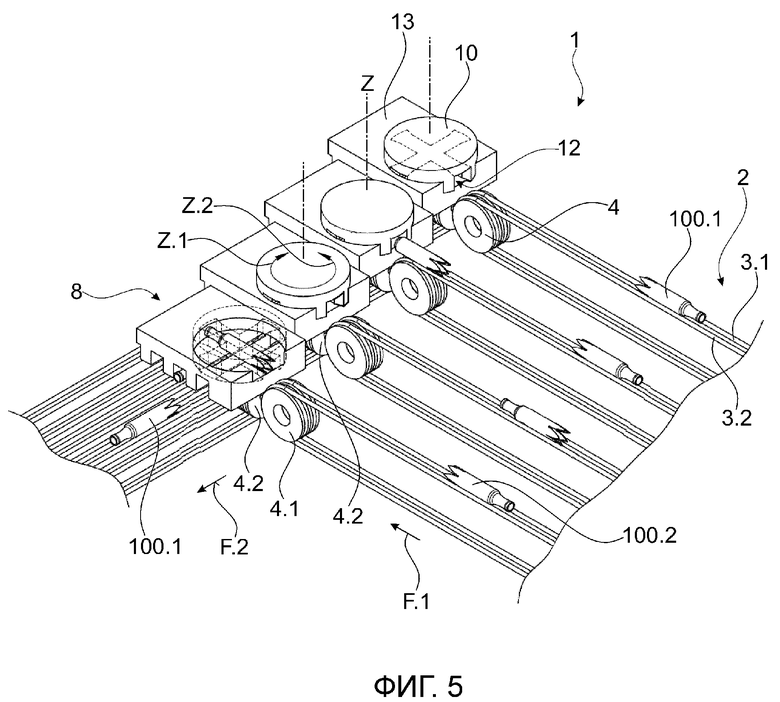
1. Транспортирующая установка (1) для аппликаторов (100) тампонов, имеющая:
первую конвейерную дорожку (2), содержащую две транспортирующие ленты (3.1, 3.2), которые выполнены отстоящими друг от друга и каждая из которых имеет опорную ось (L1, L2);
первый привод (4) конвейера, выполненный с возможностью осуществления привода по меньшей мере одной из указанных двух отстоящих друг от друга транспортирующих лент (3.1, 3.2),
при этом транспортирующие ленты (3.1, 3.2) выполнены отстоящими друг от друга таким образом, что аппликатор (100) тампонов, подлежащий транспортировке, опирается на обе транспортирующие ленты (3.1, 3.2) в интервале (D) между транспортирующими лентами, отличающаяся тем, что
опорные оси (L1, L2) транспортирующих лент (3.1, 3.2) конвейерной дорожки расположены параллельно; в частности, все опорные оси (L1, L2) транспортирующих лент (3.1, 3.2), которые осуществляют транспортировку в одном и том же направлении (F.1, F.2) транспортировки, расположены параллельно,
причем дополнительно имеется по меньшей мере один разделяющий шкив, который расположен на конвейерной дорожке так, что оказывается задействован в интервале между обоими отстоящими друг от друга транспортирующими лентами (3.1, 3.2).
2. Транспортирующая установка (1) по п. 1, отличающаяся тем, что она дополнительно содержит:
блок (8) ориентации, установленный в технологической цепочке после первой конвейерной дорожки, с целью поворота подаваемого аппликатора (100) для тампонов из первой ориентации (A) во вторую ориентацию (В).
3. Транспортирующая установка (1) по п. 2, отличающаяся тем, что блок (8) ориентации расположен между двумя конвейерными дорожками (2), расположенными последовательно, так что он выполнен с возможностью поворота аппликатора (100) для тампонов, который транспортируется в первой ориентации (А) к блоку (8) ориентации первой конвейерной дорожкой (2), во вторую ориентацию (B) для дальнейшей транспортировки по второй конвейерной дорожке (2).
4. Транспортирующая установка (1) по п. 3, отличающаяся тем, что блок (8) ориентации расположен между двумя конвейерными дорожками (2), расположенными последовательно, так что он выполнен с возможностью поворота аппликатора (100) для тампонов, который транспортируется в первом направлении (F.1) транспортировки к блоку (8) ориентации посредством первой конвейерной дорожки (2), для дальнейшей транспортировки по второй конвейерной дорожке (2).
5. Транспортирующая установка (1) по любому из пп. 2-4, отличающаяся тем, что первая конвейерная дорожка расположена в первой плоскости транспортировки, а по меньшей мере одна дополнительная конвейерная дорожка расположена по меньшей мере в одной второй плоскости транспортировки.
6. Транспортирующая установка (1) по любому из пп. 2-5, отличающаяся тем, что блок (8) ориентации дополнительно содержит поворотный элемент (10) для приема аппликатора (100) для тампонов; в частности, поворотный элемент (10) имеет конфигурацию поворотного диска и установлен в блоке ориентации с возможностью поворота между по меньшей мере двумя ориентациями.
7. Транспортирующая установка (1) по любому из пп. 2-6, отличающаяся тем, что блок (8) ориентации содержит основание (11), при этом основание (11) имеет выемку (12), через которую аппликатор (100) для тампонов, находящийся в определенной второй ориентации (В), может выпасть продольно.
8. Транспортирующая установка (1) по любому из пп. 1-7, отличающаяся тем, что она содержит множество конвейерных дорожек (2), в частности множество параллельных конвейерных дорожек (2), и/или содержит множество конвейерных дорожек (2), расположенных последовательно в направлении транспортировки.
9. Транспортирующая установка (1) по п. 8, отличающаяся тем, что множество параллельных конвейерных дорожек (2) и/или множество конвейерных дорожек (2), расположенных последовательно в направлении транспортировки, параллельны несущим осям, которые выполнены как валы привода и приведение которых в движение осуществляется за счет подключения к приводу.
10. Транспортирующая установка (1) по п. 9, отличающаяся тем, что она содержит по меньшей мере две конвейерные дорожки (2), расположенные последовательно в направлении транспортировки и охватывающие некоторый угол по отношению друг к другу, в частности охватывающие угол между 30° и 120° по отношению друг к другу.
11. Транспортирующая установка (1) по любому из пп. 1-10, отличающаяся тем, что транспортирующие ленты (3.1, 3.2) являются симметричными в поперечном сечении, перпендикулярном их продольной оси, в частности имеют конфигурацию круглых ремней.
12. Транспортирующая установка (1) по любому из пп. 1-11, отличающаяся тем, что она дополнительно содержит по меньшей мере один стопор (6), который расположен на конвейерной дорожке так, что он вступает в контакт в интервале между двумя отстоящими друг от друга транспортирующими лентами (3.1, 3.2).
13. Транспортирующая установка (1) по любому из пп. 1-12, отличающаяся тем, что она содержит по меньшей мере один выталкиватель для транспортировки аппликатора для тампонов с одного конца конвейерной дорожки на примыкающую к ней технологическую станцию, в частности в блок ориентации, установленный дальше в технологической цепочке, при этом выталкиватель расположен на конвейерной дорожке так, что он вступает в контакт в интервале между обеими отстоящими друг от друга транспортирующими лентами (3.1, 3.2).
14. Транспортирующая установка (1) по любому из пп. 1-13, отличающаяся тем, что привод (4) конвейера осуществляет привод транспортирующих лент (3.1, 3.2) посредством вала, который расположен параллельно продольным осям транспортирующих лент (3.1, 3.2).
15. Способ транспортировки аппликаторов (100) для тампонов с помощью транспортирующей установки (1) по любому из пп. 1-14, отличающийся тем, что:
обеспечивают по меньшей мере один аппликатор (100) для тампонов, в частности незакрепленное изделие из числа аппликаторов (100) для тампонов;
подают аппликаторы (100) для тампонов на первую конвейерную дорожку (2) с двумя транспортирующими лентами (3.1, 3.2) так, что аппликатор (100) для тампонов, подлежащий транспортировке, оказывается лежащим на обеих транспортирующих лентах (3.1, 2.2) в интервале между транспортирующими лентами;
транспортируют аппликаторы (100) для тампонов в направлении транспортировки.
16. Способ по п. 15, отличающийся тем, что сначала все аппликаторы (100) для тампонов транспортируют по первой конвейерной дорожке (2) в первом направлении транспортировки, а потом транспортируют по второй конвейерной дорожке (2) во втором направлении транспортировки.
17. Способ по п. 16, отличающийся тем, что между первой конвейерной дорожкой (2) и второй конвейерной дорожкой (2) поворачивают аппликатор для тампонов из первой ориентации (А) во вторую ориентацию (В), в частности, посредством блока (8) ориентации, установленного в технологической цепочке после первой конвейерной дорожки.
| US 2003146071 A1, 07.08.2003 | |||
| DE 4119790 A1, 17.12.1992 | |||
| Способ изготовления фильтра | 1986 |
|
SU1389820A1 |
| JP S6337023 A, 17.02.1988 | |||
| DE 4335195 A1, 20.04.1995. | |||
