Настоящее изобретение относится к устройствам для точечной сварки конструкций, образуемых металлическими элементами известного типа, в частности кузовов автомобилей или их подсборок, содержащим:
сварочный пост, оснащенный средствами для автоматической точечной сварки;
линейный транспортер для подачи сваренных конструкций со сварочного поста далее по ходу для последующей обработки;
по меньшей мере, первые и вторые установочные ворота, которые быстро взаимозаменяемы на сварочном посту и несут на себе устройство для зажатия элементов свариваемой конструкции в надлежащем положении их взаимного соединения;
при этом установочные ворота предназначены для работы соответственно с двумя разными типами свариваемой конструкции;
установочные ворота, которые каждый раз находятся в рабочей зоне сварочного поста, имеют возможность дополнительного перемещения поперечно к линейному транспортеру между рабочим положением, в котором зажимные устройства, несомые упомянутыми воротами, обеспечивают установку элементов конструкции, которая находится на сварочном посту, в надлежащем взаимном положении, и нерабочим положением, в котором установочные ворота обеспечивают возможность выхода сваренной конструкции со сварочного поста;
каждые установочные ворота снабжены самодвижущейся нижней тележкой, направляемой по рельсам, проложенным по полу сварочного поста, с тем, чтобы иметь возможность перемещения между рабочим положением на сварочном посту и положением ожидания, отстоящим от него, поэтому пост не имеет поддерживающих рам для элементов, обеспечивающих направление движения установочных ворот.
Устройство вышеупомянутого типа известно из европейской заявки на патент ЕР-А-0642878 на имя заявителя настоящей заявки. Последний в течение нескольких лет изготавливает и продает гибкую сварочную систему, обозначенную товарным знаком "ROBOGATE", базовая концепция которой первоначально раскрыта, например, в патенте США N 4256957 и в соответствующем патенте Германии N 2810822, и которая со временем обусловила появление определенного количества последующих усовершенствований и вариантов, также составляющих предмет изобретения различных патентов, принадлежащих заявителю. Система ROBOGATE действительно, определяет поворот технологии сварки кузовов автомобилей, которая обычно использовалась вплоть до конца семидесятых годов, и заменяет прежнее оборудование, использовавшееся производителями многих автомобилей во всем мире. В случае базового варианта этой системы она содержит две или более пары установочных ворот, которые могут быстро взаимозаменяться в рабочем положении на сварочном посту и должны работать с соответствующими типами кузовов. Система способна работать с кузовами, которые могут даже сильно отличаться друг от друга, так что для производства разных моделей может использоваться одна и та же линия. Дополнительное преимущество системы ROBOGATE заключается в том, что она может быть приспособлена посредством относительно простых и быстрых операций, а следовательно с весьма малыми капиталовложениями, для производства новой модели кузова. Другое преимущество заключается в том, что обеспечивается одинаковое качество всех моделей одного типа, с которым работает система.
Известное устройство, образуемое системой ROBOGATE обеспечивает то, что каждый кузов, подвергаемый сварке, достигает сварочного поста в состоянии не жесткой предварительной сборки. Действительно, ближе по ходу от сварочного поста ROBOGATE создаются один или более постов обеспечения контура, на которых различные элементы, составляющие кузов, свободно собираются друг с другом посредством соединительных ушек. Получаемое таким образом соединение, естественно, представляет собой свободное соединение, то есть, обеспечивает небольшие перемещения каждого элемента по отношению к смежному с ним элементу. Именно по этой причине установочные ворота, которыми оснащается сварочный пост, имеют зажимные устройства, входящие в зацепление с различными частями кузова, с тем, чтобы зажать их в надлежащем сборочном положении, прежде, чем точечная сварка будет произведена роботами, обычно составляющими сварочные средства, которыми оснащается пост. Как только на кузов наложено несколько сварных точек (на одном или более постах ROBOGATE), достаточных для придания кузову устойчивой геометрии, кузов продвигается к следующему посту для окончательной сварки, которая не требует использования зажимных устройств.
После вышеупомянутых патентов заявитель подал на рассмотрение дополнительные патенты, относящиеся к различным усовершенствованным вариантам и разработкам системы ROBOGATE. По меньшей мере, одно из этих усовершенствований составляет предмет изобретения европейской заявки на патент ЕР-А-0642878, которая упомянута выше. В этом документе раскрыт сварочный пост, который имеет гораздо менее сложную, более легкую и более гибкую конструкцию по отношению к известным вариантам конструкции системы ROBOGATE. В большинстве обычных решений установочным воротам придается направление посредством скольжения, с тем, чтобы обеспечить их быструю взаимозаменяемость в рабочем положении, причем обеспечиваются ворота для разных типов свариваемых кузовов, при этом наземные направляющие проходят параллельно линейному транспортеру на сварочном посту, что требует установки весьма жестких опорных рам. Эти рамы, помимо того, что они приводят к значительному повышению стоимости и массивности сварочного поста, также делают затруднительным обеспечение для сварочных роботов пространства, необходимого для их работы со свариваемым кузовом. В решении, раскрытом в европейской заявке на патент N ЕР-А-0642878, каждые из установочных ворот имеют возможность передвижения отдельно от других ворот, поскольку они в нижней части оснащены самодвижущейся тележкой, которая направляется по рельсам, уложенным по полу сварочного поста. Поэтому для установочных ворот не требуется выполнение продольных направляющих, которые проходят по всей длине между их рабочим положением и положением ожидания, а следовательно, не требуется выполнение тяжелой и массивной опорной рамы, образуемой платформами, соединенными друг с другом в продольном направлении, которые были необходимы в классических решениях системы ROBOGATE. Итак, пространство, предназначенное для сварочных работ, значительно увеличивается, а за счет этого, если желательно, также может быть увеличено количество роботов, с тем, чтобы получить увеличение сварных точек, налагаемых в течение определенного интервала времени. Для самих роботов может быть обеспечен более легкий доступ ко всем частям свариваемого кузова, с тем, чтобы выполнить сварку надлежащим образом. Кроме того, поскольку каждые из установочных ворот могут перемещаться отдельно от других ворот, шаг между каждыми воротами и последующими воротами линии независим и изменяем, чем обеспечивается значительная гибкость при конструировании и монтаже агрегата. Помимо этого, монтаж агрегата производится с меньшими затратами по сравнению с затратами на обычные агрегаты.
Вариант осуществления конструкции, который раскрыт в вышеупомянутой европейской заявке на патент ЕР-А-0642878, относится к тому случаю, при котором все элементы свариваемой конструкции конкретного кузова автомобиля подводятся к сварочному посту с линейного транспортера, имеющего опорные средства любого типа, на которых различные элементы кузова подвешиваются в определенном положении вблизи друг от друга. Когда предназначенные для сварки элементы кузова достигают сварочного поста, установочные ворота замыкаются на этих элементах и располагают их в надлежащем сборочном положении, в котором роботы могут осуществлять точечную сварку.
Однако использование установочных ворот, оснащенных на своих нижних концах самодвижущимися тележками, с получаемой возможностью исключения обычной фиксированной опорной конструкции на сварочном посту, открывает конструкторам возможность создания сварочных постов, которые также действуют согласно иному критерию с сохранением тех же преимуществ таких решений, которые раскрыты выше. Это справедливо как для случая, при котором конструкция, с которой должна работать система, представляет собой целый кузов автомобиля, так и для случая, когда вместо кузова имеется только одна его подсборка.
Цель настоящего изобретения заключается в том, чтобы далее усовершенствовать вышеупомянутые известные системы с сохранением их преимуществ.
Первый основной отличительный признак сварочного устройства согласно настоящему изобретению заключается в том, что упомянутый линейный транспортер каждый раз подает к сварочному посту только одну часть свариваемой конструкции, и в том, что упомянутое устройство дополнительно содержит манипуляционные средства для захвата остальных компонентов свариваемой конструкции с соответствующих загрузочных постов, при этом упомянутые остальные элементы предназначены для формирования конструкции совместно с той ее частью, которая уже находится на сварочном посту, путем подачи к нему упомянутым линейным транспортером, причем манипуляционные средства предназначены для подачи остальных элементов, захваченных с загрузочных постов, к установочным воротам, которые находятся на сварочном посту, а установочные ворота предназначены для приема и удержания этих элементов своими зажимными средствами, так что когда установочные ворота приводятся в их рабочее положение, они обеспечивают соединение элементов, которые удерживаются ими, с той частью, которая уже находится на сварочном посту, чтобы расположить всю конструкцию для проведения сварки.
Благодаря упомянутым отличительным признакам операция по сборке кузова еще более упрощается. Действительно, полностью исключаются посты обеспечения контура, которые создавались в большинстве обычных решений ближе по ходу от поста ROBOGATE, с тем, чтобы образовать предварительно свободно соединенный кузов перед выполнением сварочных работ. Кроме того, упрощается и становится дешевле ленточный транспортер, если сравнить его с вариантом конструкции, который представлен в европейской заявке на патент ЕР-А-0642878, поскольку вся конструкция, начиная с ее одиночных элементов, образуется только на сварочном посту, а не ближе от него по ходу.
Предпочтительно, чтобы упомянутые средства для автоматической точечной сварки содержали программируемые роботы, оснащенные сварочными головками, а также образовывали упомянутые манипуляционные средства, которые подают элементы свариваемой конструкции к установочным воротам, находящимся на сварочном посту, причем роботы оснащаются манипуляционными инструментами, взаимосвязанными с упомянутыми сварочными головками.
В том случае, когда свариваемая конструкция представляет собой кузов автомобиля, устройство согласно изобретению отличается тем, что в соответствии с известной самой по себе технологией обеспечиваются две пары установочных ворот, находящиеся с двух сторон ленточного транспортера, которые могут быстро взаимозаменяться на сварочном посту, при этом ворота пары, которая находится на сварочном посту, располагаются вблизи друг от друга в рабочем положении и отстоят друг от друга в нерабочем положении. В этом случае линейный транспортер подает на сварочный пост дно свариваемого кузова, в то время, как в установочные ворота из манипуляционных средств заходят боковые панели, которые предназначены для формирования сварного кузова совместно с дном, а также совместно с одним или более поперечными элементами, которые соединяют две боковые панели в верхней части. Согласно предпочтительному отличительному признаку, по меньшей мере, один из этих поперечных элементов, которые формируют кузов, удерживается мостообразной поперечной конструкцией, монтируемой таким образом, чтобы соединять верхние части двух боковых ворот друг с другом, когда последние находятся в их замкнутых рабочих положениях. Упомянутая поперечная конструкция фактически также снабжена зажимными устройствами, с тем, чтобы удерживать и определять местоположение соответствующего поперечного элемента кузова.
Согласно еще одному предпочтительному отличительному признаку созданы средства для взаимозаменяемости пары установочных ворот, которые находятся в положении ожидания, с еще одной парой установочных ворот, соответствующих еще одному типу сварного кузова, которые забирают из магазина дополнительных установочных ворот, соответствующих дополнительным иным типам кузовов.
Благодаря вышеуказанным отличительным признакам система согласно изобретению сохраняет все преимущества системы ROBOGATE, при этом система составляет предмет изобретения европейской заявки на патент N ЕР-А-0642878. В то же время система дополнительно усовершенствована с точки зрения простоты и рациональности агрегата. В частности, в случае настоящего изобретения различные элементы свариваемой конструкции собираются совместно друг с другом для осуществления сварки на самом сварочном посту, а следовательно, отпадает необходимость в линейном транспортере, который подает всю свариваемую конструкцию к посту, поскольку установочные ворота также выполняют функцию получения элементов конструкции от манипуляционных роботов и перевода этих элементов в положение сборки, в котором установочные ворота сами обеспечивают их зажим для сварки.
Дополнительные отличительные признаки и преимущества изобретения будут очевидны из описания, которое сопровождается ссылками на прилагаемые чертежи, приведенные лишь в качестве примера, не налагающего каких-либо ограничений, и на которых:
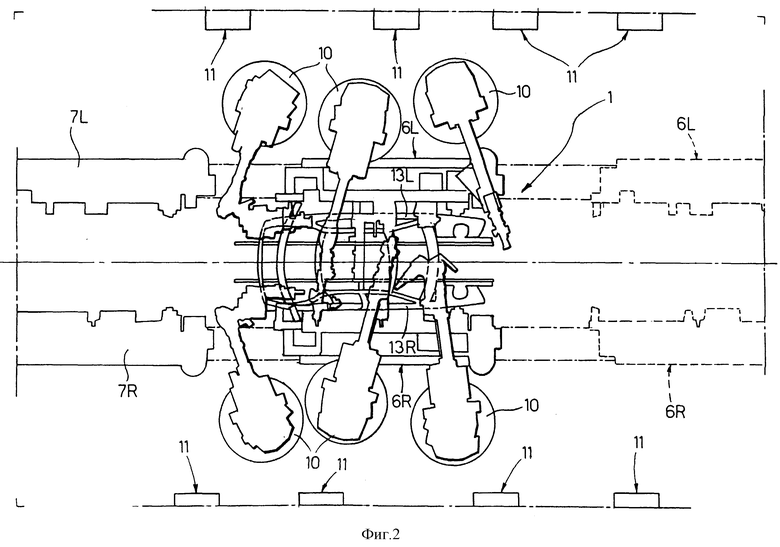
на фигуре 1 представлен вид в поперечном сечении сварочного поста согласно изобретению;
на фигуре 2 представлен вид в плане сварочного поста согласно фигуре 1.
На фигурах позицией 1 в целом обозначен сварочный пост согласно настоящему изобретению, который предназначен для сборки посредством точечной сварки кузовов автомобилей, изготавливаемых из металлических элементов. Термин "сборка", который здесь используется, означает нанесение определенного количества сварных точек, достаточное для придания кузову устойчивой геометрии. Безусловно, для выполнения сборки можно было бы создать более одного поста такого типа, как и пост 1. Действительно, можно создать единственный пост для сборки всего кузова автомобиля или, например, два последовательных поста, один из которых используется для сборки внутренней конструкции кузова, в то время, как другой служит для сборки наружных элементов кузова на его внутренней конструкции. Когда сборочная операция завершена, кузова известным самим по себе способом продвигают к другим постам для завершения сварки, которые имеют гораздо более простую конструкцию, поскольку они не требуют блокирующих устройств, предназначенных для удерживания свариваемых элементов в надлежащем положении для выполнения сварки.
В случае представленного примера сварочный пост 1 предназначен для работы с двумя разными моделями кузовов. Однако изобретение также может быть применено и в случае одного поста, предназначенного для работы более чем с двумя разными моделями, поскольку в общем необходимо обеспечить определенное количество пар установочных ворот, равное количеству предполагаемых моделей.
Позицией 2 обозначен схематически показанный линейный транспортер, предназначенный для транспортирования свариваемых панелей 3 днища кузовов 4 при их последовательной подаче через сварочный пост 1. Характерная конструкция линейного транспортера и детали этой конструкции могут быть изготовлены известным способом и сами по себе не попадают в объем настоящего изобретения. По этой причине такие детали здесь не описаны, а также не показаны на прилагаемых чертежах, что позволяет легче в них разобраться. Лишь в виде примера на фигуре 1 показан тот случай, когда каждая панель переносится на опорной платформе или поддоне 5, которые оснащены средством блокирования панели днища на сварочном посту в строго определенном положении.
С двух сторон линейного транспортера 2 (см. также фигуру 2) согласно известной технологии обеспечены две пары установочных ворот 6L, 6R и 7L, 7R, оснащенных зажимными устройствами, предназначенными для установки положения частей двух разных типов кузовов для надлежащей сварки на сварочном посту. Также согласно технологии, которая сама по себе известна, две пары ворот 6, 7 могут быстро взаимозаменяться посредством их продольного перемещения с двух сторон линии, так, что каждая пара ворот подвижна между рабочим положением на сварочном посту и положением ожидания, которое отстоит от него соответственно ближе или далее по ходу от сварочного поста (фигура 2). Конструкция установочных ворот 6, 7 может быть изготовлена любым известным способом, но предпочтительно, чтобы она была такого типа, который показан в ранее упомянутой европейской заявке на патент ЕР-А-0642878, принадлежащей заявителю настоящей заявки. Помимо указанного, важный отличительный признак также заключается в том, что каждые установочные ворота 6, 7 снабжены самодвижущейся нижней тележкой 8, которая направляется по соответствующему продольному рельсу 9, идущему параллельно линейному транспортеру 2 с обеих сторон сварочного поста. Для простоты детали конструкции самодвижущейся тележки 8 и рельса 9 здесь не показаны, поскольку они такие же, как и в вышеупомянутой европейской заявке на патент на имя заявителя настоящей заявки. Благодаря этому отличительному признаку, как уже обсуждалось, установочные ворота 6, 7 могут перемещаться для обеспечения их обмена на сварочном посту в зависимости типа кузова, который находится на посту для выполнения сварки, причем без необходимости использования массивных, тяжелых и сложных опорных рам, которыми оснащены классические посты ROBOGATE с тем, чтобы придавать направление перемещению установочных ворот.
Если опять обратиться к фигуре 1, то перемещение установочных ворот 6, 7 по рельсам 9 происходит тогда, когда эти ворота отстоят друг от друга, находясь в нерабочем положении, показанном на фигуре 1 пунктирной линией. Как уже указывалось в вышеупомянутой предыдущей европейской заявке на патент, принадлежащей заявителю настоящей заявки, рельсы 9 имеют на сварочном посту отдельные участки, которые обеспечивают возможность перемещения поперечно линейному транспортеру, с тем, чтобы привести двое установочных ворот 6 или 7, которые находятся на сварочном посту, из отстоящих друг от друга нерабочих положений, показанных на фигуре 1 пунктирной линией, в замкнутые рабочие положения, показанные на фигуре 1 сплошной линией, в которых зажимные устройства (не показаны), известным самим по себе способом установленные на этих воротах, могут входить в зацепление с различными элементами свариваемой конструкции, с тем, чтобы зажать их в надлежащем положении для выполнения сварки.
Как уже обсуждалось выше, линейный транспортер 2 подводит к сварочному посту только панель днища свариваемого кузова. Сборка свариваемого кузова завершается на самом сварочном посту, поскольку на этом посту установлены программируемые роботы 10 любого известного типа, которые могут забирать различные элементы двух боковых панелей кузова с загрузочных постов 11 и подавать эти элементы к двум установочным воротам 6 или 7, которые находятся на сварочном посту в отстоящих друг от друга нерабочих положениях. В этих условиях каждые установочные ворота получают различные элементы, формирующие соответствующую боковую панель кузова, и удерживают их посредством соответствующих зажимных устройств, так что каждая боковая панель кузова подвергается предварительной сборке на каждых установочных воротах. В это время двое установочных ворот перемещаются в их замкнутые рабочие положения, в которых они приводят соответствующие боковые панели, собранные на них, в положение сборки с панелью 3 днища.
Сборка кузова завершается одним или более поперечными элементами 12, соединяющими две боковые панели 13L, 13R в верхней части. Каждый поперечный элемент 12 поддерживается мостообразной поперечной конструкцией 15, которая располагается посредством одного из манипуляционных роботов 10 над двумя установочными воротами 6 или 7, когда последние находятся в замкнутых рабочих положениях, посредством зажимных устройств 14 такого же типа, как и зажимные устройства, которыми оснащены установочные ворота 6, 7. Концы поперечной конструкции 15 подсоединены к верхним частям двух установочных ворот 6 или 7 посредством автоматических устройств быстрого соединения. Следует заметить, что в принадлежащей заявителю предыдущей европейской заявке на патент, упомянутой выше, также обсуждено использование поперечной конструкции для соединения двух установочных ворот в рабочем состоянии. Однако один из отличительных признаков настоящего изобретения заключается в том, что эта поперечная конструкция также используется для несения зажимных устройств 14, способных удерживать поперечный элемент, формирующий часть собираемого кузова.
Как только конструкция кузова собрана на сварочном посту, так, что различные элементы кузова заблокированы в строго определенном положении посредством зажимных устройств, размещенных на установочных воротах и каждой мостообразной конструкции 15, те же самые манипуляционные роботы 10 осуществляют определенное количество точечных сварочных операций, естественно после того, как на них манипуляционный инструмент заменен на сварочную головку посредством обычной автоматизированной технологии, которая известна сама по себе.
Естественно, возможно и то, чтобы манипуляционные роботы 10 устанавливали каждую боковую панель кузова, уже полностью собранную, посредством одной операции на соответствующие установочные ворота, с тем, чтобы последние могли привести боковую панель в состояние сборки с панелью пола кузова.
Как только кузов сварен, установочные ворота вновь открываются и возвращаются в их нерабочие положения, показанные на фигуре 1 пунктирной линией, с тем, чтобы обеспечить возможность подачи сваренного кузова линейным транспортером 2 далее по ходу от сварочного поста и подачи на сварочный пост новой панели пола. Если эта панель относится к типу кузова, который отличается от ранее сваренного кузова, то введение новой панели днища на пост происходит одновременно со сменой двух пар установочных ворот на сварочном посту. Эта смена происходит потому, что самодвижущаяся нижняя тележка каждых установочных ворот перемещается вдоль соответствующего рельса 9. При этом установочные ворота, которые ранее находились в их рабочем положении, перемещаются к их положению ожидания и на сварочный пост заходит другая пара установочных ворот.
Согласно технологии, которая сама по себе известна, когда установочные ворота находятся в их положении ожидания, располагаясь на расстоянии от сварочного поста, они могут взаимозаменяться с другими парами установочных ворот, забираемых из вспомогательных магазинов установочных ворот, например в соответствии с тем, что показано в английской заявке на патент GB- A-2172555 на имя заявителя настоящей заявки, в которой созданы вспомогательные магазины установочных ворот, компоновка которых выполнена подобно вентилятору, что позволяет приспосабливать сварочный пост для работы со многими различными типами (например, 8) кузовов.
Из предыдущего описания очевидно, что устройство согласно изобретению сохраняет все преимущества системы ROBOGATE и системы, показанной в европейской заявке на патент ЕР-А-0642878, с обеспечением дальнейшего упрощения и рационализации сварочной установки. Система, сама по себе, приспособлена к такому случаю, когда необходимо начинать производство новой модели автомобиля, причем первоначально в одном варианте, но с перспективой на то, что в пределах определенного времени будет введен дополнительный вариант. В этом случае агрегат вначале монтируется с одной парой установочных ворот, но последние так или иначе оснащаются самодвижущимися нижними тележками, которые входят в зацепление с рельсами, находящимися на днище, с тем, чтобы обеспечить возможность легкого приспосабливания устройства и ко второму варианту кузова посредством введения дополнительной пары установочных ворот. Согласно этому аспекту система, которая выполнена вышеуказанным способом (одна пара установочных ворот с самодвижущимися тележками, установленными на рельсах) представляет собой эквивалентное воспроизведение устройства согласно прилагаемому пункту 1 формулы изобретения, поскольку совершенно очевидно, что тележки и рельсы используются для того, чтобы обеспечить возможность введения второй пары взаимозаменяемых установочных ворот.
Естественно, что при сохранении принципа изобретения детали конструкции и варианты ее осуществления могут широко изменяться по сравнению с тем, что было описано и проиллюстрировано только посредством примера, но без отклонения от объема настоящего изобретения.
Изобретение может быть использовано в автомобилестроительной промышленности. На сварочный пост подается в сборе только часть свариваемой конструкции с линейного транспортера. Остальные элементы конструкции собираются с упомянутой частью (3) на самом сварочном посту посредством двух установочных ворот (6, 7). Манипуляционные роботы (10) обеспечивают подачу упомянутых элементов и выполнение точечной сварки конструкции после сборки и блокировки элементов в надлежащем положении для сварки посредством установочных ворот (6, 7). Установочные ворота снабжены направляемыми по рельсам самодвижущимися нижними тележками для обеспечения их быстрой взаимозаменяемости с другой парой установочных ворот, предназначенных для другого типа кузова. Устройство обеспечивает упрощение процесса сборки и сварки элементов конструкции, а также одинаковое качество всех собираемых моделей одного вида и быструю переналадку системы на другой тип кузова автомобиля. 6 з.п. ф-лы, 2 ил.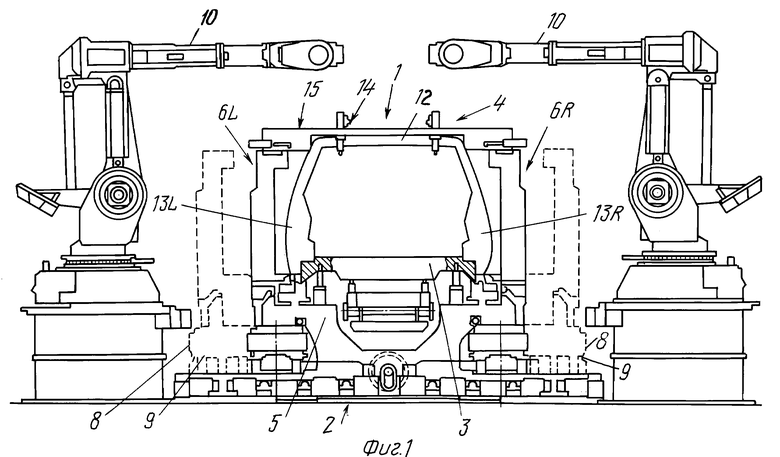
| Устройство для селекции видеосигнала заданной фигуры сложной формы | 1974 |
|
SU642878A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| RU 94008146 A1, 27.12.95 | |||
| DE 3914970 A, 16.11.89 | |||
| СПОСОБ КОРРЕКЦИИ ГИПЕРГЛИКЕМИИ | 1996 |
|
RU2157237C2 |
| Устройство для возведения в квадрат чисел, представленных число-импульным кодом | 1972 |
|
SU438989A1 |
