Область техники, к которой относится изобретение
Настоящее изобретение относится к новому способу введения модификатора для модифицирования чугуна (серого или с шаровидным графитом, в частности в ванне жидкого железа, содержащейся в разливочном устройстве (желоб, печь или ковш), установленном между выходом плавильной печи и формовочной линией. Модифицирование позволяет изменить базовую металлографическую структуру, будучи в состоянии влиять на форму, размер, а также распределение графита в металлической матрице. Настоящее изобретение относится также к устройству для осуществления указанного способа модифицирования на практике.
Уровень техники в области изобретения
Производство литых чугунных деталей требует применения определенных добавок, известных как модификаторы, которые вводят в ванну жидкого чугуна в процессе плавки и/или разливки, чтобы получить желаемую металлографическую структуру и обеспечить внутреннее качество деталей.
Под модифицированием понимается подача в ванну металла определенных сплавов до заполнения литейной формы, чтобы вызвать изменение в распределении графита, улучшить механические характеристики и снизить тенденции к белению.
Целью модифицирования является образование зародышей кристаллизации, на которых растут твердые фазы при застывании.
В некоторых случаях подобная затравка реализуется в результате добавления мелких частиц той же фазы, какая должна застывать. Эти частицы растворяются не полностью, создавая предпосылки для роста кристаллов. Так, например, добавление графитизированного углерода в литейный чугун в момент до заливки в литейную форму способствует формированию зародышей графита в жидком металле и предотвращает переохлаждение при затвердевании. Однако углерод, используемый как добавка, должен иметь высокую степень кристалличности, чтобы создать центры зародышеобразования, которые делают возможным выделение углерода в форме графита.
Этот же эффект можно получить, используя материалы, отличные от застывающего материала. Увеличение числа зародышей кристаллизации в расплавленном металле способствует тому, что эвтектическое затвердевание и, особенно, выделение графита, может иметь место при минимальном переохлаждении, что снижает тенденцию к образованию эвтектических карбидов и благоприятствует выделению графита. Большинство применяющихся в настоящее время модификаторов содержат от 45 до 75% Si и в основном различные процентные доли Ca и Al (чистые сплавы Si неэффективны в модифицировании). В зависимости от характеристик производимых деталей и имеющихся производственных процессов, можно вводить различные количества других элементов, как Ca, Ba, Mg, Mn и Zr, которые используются для повышения растворимости и/или силы модификатора.
Модифицирование может проводиться внутри или вне литейной формы. Традиционный и наиболее широко распространенный способ внешнего модифицирования состоит в добавлении модификатора в поток металла, идущий из выпуска ковша для обработки, при наполнении разливочного ковша. Целью является получить однородную смесь и хорошее растворение модификатора. Этот способ имеет значительные ограничения, которые отрицательно влияют как на вес обрабатываемого металла (способ не годится для малых количеств), так и на подходящее время разливки (снижение эффективности модифицирующего эффекта очень быстрое).
При модифицировании вне литейной формы применяются материалы, являющиеся гранулированными или находящиеся в форме проволоки, которые вводят в расплавленный металл различными способами и в разных точках линии разливки.
Патент GB 2069898 описывает способ модифицирования проволокой для печи для разливки под давлением, в котором модифицирующий материал вводится в желоб для расплавленного металла на выпуске емкости, ведущий расплавленный металл в разливочный желоб, на противоположном конце которого находится разливочное сопло, через которое заполняется литейная форма. Как подразумевается указанной конструкцией, этот способ имеет несколько технологических недостатков или ограничений, в основном обусловленных регулярностью заливаемого потока. Очевидно, что остановка в литейной линии вызывает соответствующую остановку линии подачи металла для литья, с последующим прекращением модифицирующего эффекта и быстрым охлаждением металла, незащищенного в открытом желобе.
Один способ решения указанной проблемы состоит в выбрасывании под давлением частиц модификатора на разливочный поток точно в тот момент, когда поток входит в литейную форму. Способ модифицирования такого типа описан в патенте JP 55122652. В этом случае недостаток выражается в нерегулярном и обычно низком выходе годного, из-за потери материала, происходящей как из-за самого распыления, так и из-за отскока части частиц от потока металла. Эти способы распыления имеют дополнительный недостаток, представляющий собой сложность адаптации скорости подачи к скорости потока металла из-за того, что подача происходит точно в момент заполнения формы. Обычная практика состоит в установке фиксированной скорости потока модификатора в соответствии со средней скоростью заполнения формы, учитывая, что во время заполнения формы скорость может варьировать от сотен граммов до нескольких килограммов в секунду. Очевидно, что в традиционной операции заполнения литейной формы отсутствует пропорциональность, т.е. в форме будут иметься как излишне модифицированные области, так и недостаточно модифицированные области, что может приводить к противоположным дефектам в одной и той же литейной форме.
В связи с вышеупомянутым модифицированием графитизированным углеродом следует подчеркнуть, что C имеет на диаграмме Fe-C насыщение в эвтектической точке (TE=1153°C) при 4,26%. Легирующие элементы повышают или понижают температуру этой точки насыщения. При модифицировании графитом нужно тщательно отслеживать растворимость. Как только подаваемый графитизированный углерод растворяется, он теряет свои свойства как зародыш кристаллизации, что влечет быстрое и неконтролируемое затухание модифицирующего эффекта в соответствии с температурой, химическим составом и степенью перемешивания расплава. Это объясняет, почему модифицирование графитом мало распространено.
Это модифицирование может быть совершенно обязательным в экстремальных условиях разливки таких, как передержанные металлы, с низким содержанием O2, которые проявляют слабую реакцию на оксидную затравку. В этом случае модифицирования графитом должно проводиться непосредственно перед заполнением литейной формы, что обусловлено низкой температурой и коротким временем ожидания для затвердевания.
Появление на рынке разливочных печей с индуктором и находящихся под давлением азота дало значительное улучшение производственных процессов и выразилось в немедленном повышении производительности. Однако качество и производственные затраты улучшились в меньшей степени, так как новые печи создали новые специфические проблемы, вытекающие из их собственной концепции и конструкции.
Эти печи позволяют сохранять металл доступным для разливки в течение большего времени, так как устраняются два основных упомянутых выше недостатка, т.е. снижение температуры металла и улетучивание магния (в чугуне с шаровидным графитом). Однако они имеют очень существенную общую технологическую проблему: в печи должно всегда иметься покрытие индуктора расплавленным металлом, следовательно, индуктор должен всегда работать. К расходам, обусловленным обслуживанием в нерабочие периоды, следует добавить потерю металлургического качества, испытываемую металлом при его рециркуляции через индуктор. Было установлено, что основные параметры для контроля кривой охлаждения (температура эвтектики и рекалесценции) испытывают постепенное линейное ухудшение в соответствии с температурой металла и временем выдержки в ванне.
Для компенсации и коррекции этого ухудшения используется два уже упоминавшихся метода: сначала металл модифицируют при наполнении печи путем подачи материала в поток в передаточный ковш; затем металл модифицируют в разливочном потоке путем распыления в момент, когда заполняется литейная форма. Комбинация этих двух методов позволяет получить приемлемый уровень контроля металлургического качества и в настоящее время является широко применяющимся способом при разливке, для которой используется такой тип печи.
Однако суммарному положительному аспекту противостоит сумма негативных аспектов, т.е. процесс суммирует дефект затухания и дефект отсутствия пропорциональности и эффективности модификатора. Сюда следует добавить и такой недостаток, как образование шлака, возникающее из-за подачи твердых легирующих агентов на стадии заполнения формы.
Таким образом, в данной области техники все еще имеется потребность в новом способе модифицирования литейного чугуна, который по меньшей мере частично устраняет упомянутые недостатки.
Краткое описание чертежей
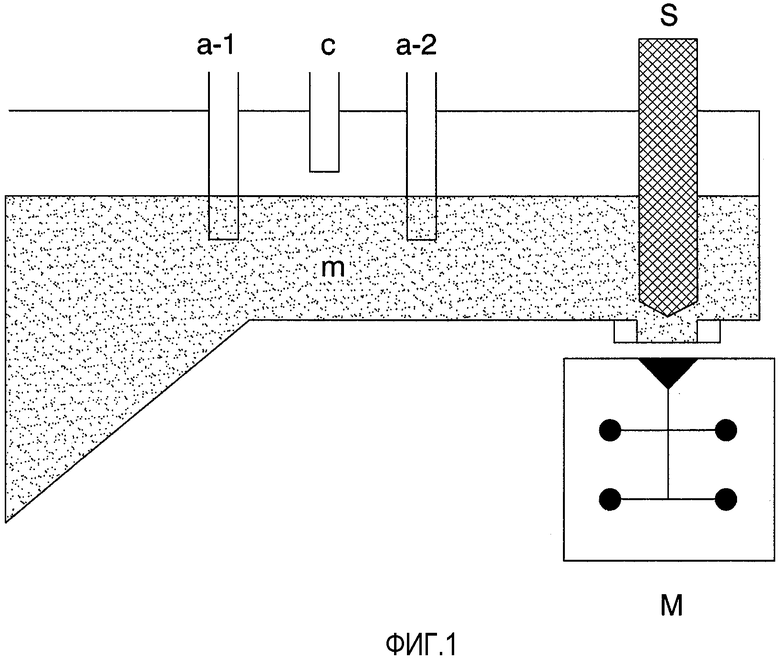
Фиг.1 является схемой литейного распределителя с конфигурацией литника или желоба разливочной печи, в которой позиция a-1 или a-2 указывает, что анод может находиться выше или ниже по потоку от катода; c означает катод; S есть цилиндр для закрывания носка для выхода металла в литейную форму (стопор); f означает чугун, и M - литейная форма.
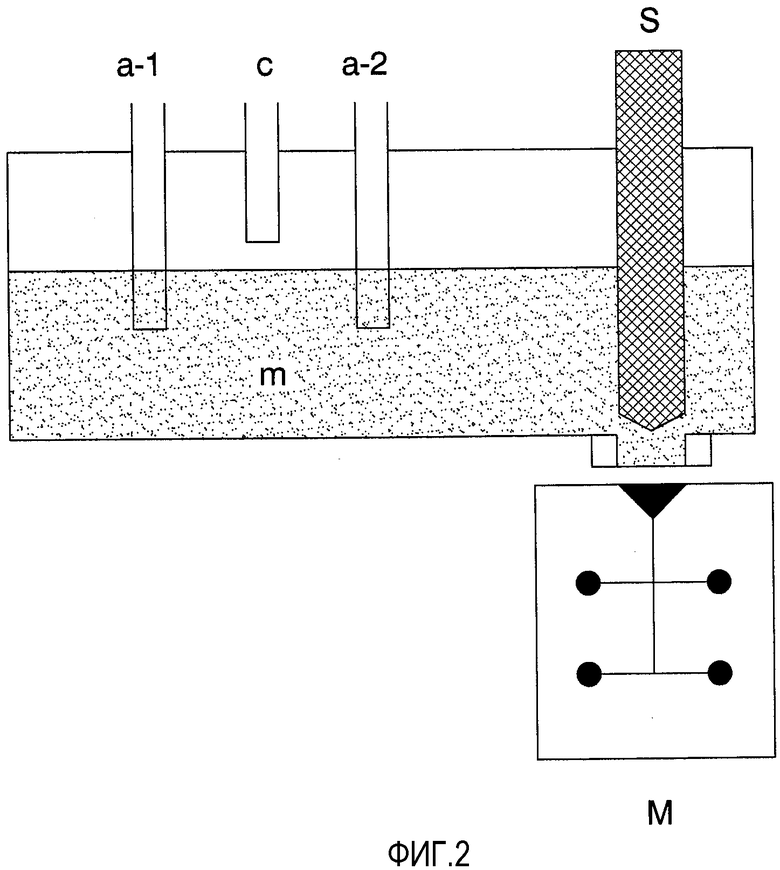
Фиг.2 представляет схему литейного распределителя с конфигурацией желоба, причем a-1 или a-2 указывает, что анод может находиться выше или ниже по потоку от катода.
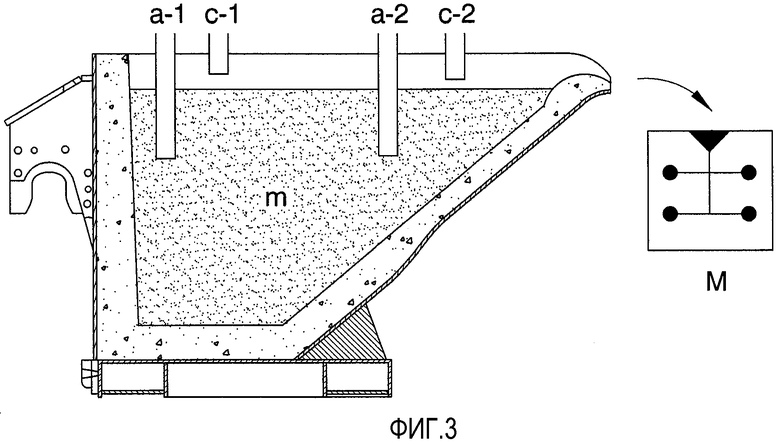
Фиг.3 представляет схему литейного распределителя в виде опрокидывающейся конструкции разливочного ковша, причем c-1 и c-2 указывают на два возможных положения катода в носке ковша или в емкости ковша, а a-1 и a-2 указывают возможные положения анода.
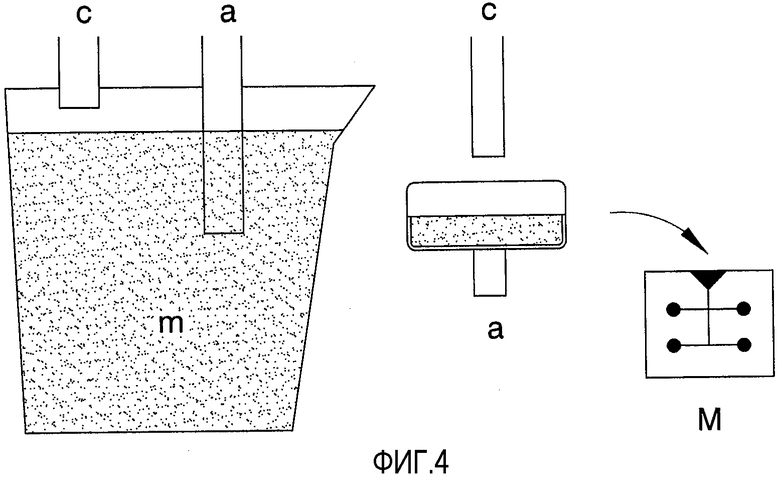
Фиг.4 является схемой литейного распределителя разливки в конфигурации ковша с передачей в промежуточный ковш, где a и c означают возможное положение анода и катода в литейном распределителе, и c означает положение катода в промежуточном ковше.
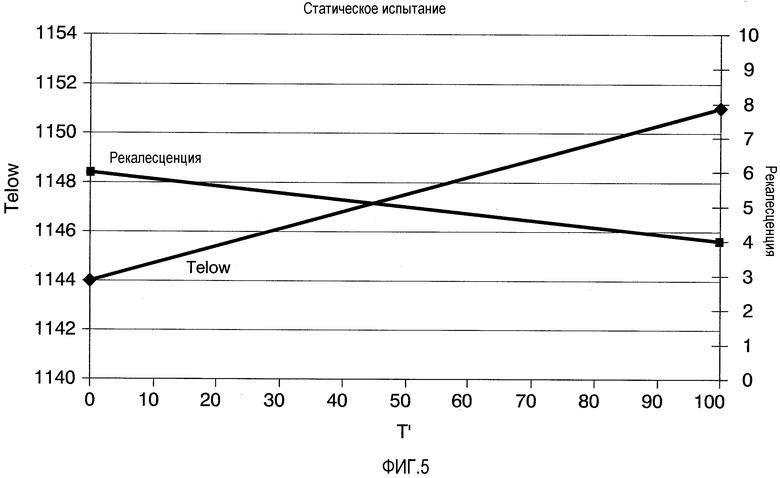
Фиг.5 показывает статическую кривую охлаждения, иллюстрирующую изменение TeLow и рекалесценции в чугунном сплаве при применении способа модифицирования по изобретению.
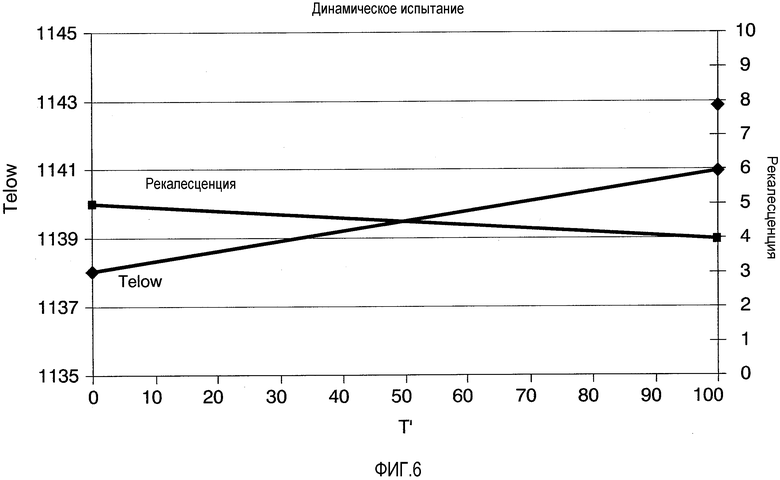
Фиг.6 показывает динамическую кривую охлаждения, иллюстрирующую изменение TeLow и рекалесценции в чугунном сплаве при применении способа модифицирования по изобретению.
Раскрытие изобретения
В своем первом аспекте настоящее изобретение относится к способу введения затравки кристаллизации в литейный чугунный сплав, включающему в себя создание плазменной дуги между поверхностью указанного сплава и катодом плазменной горелки прямого действия, установленной в литейном распределителе, находящемся впереди линии литейных форм. В контексте настоящего изобретения под литейным распределителем понимается разливочное устройство, расположенное между выходом плавильной печи и линией литейных форм. Понимается также, что литейный чугунный сплав, содержащийся в литейном распределители, движется в направлении линии литейных форм.
Упомянутая плазменная горелка содержит анод, частично погруженный в литейный чугунный сплав, и катод, находящийся на упомянутом сплаве.
В одном частном варианте осуществления катод содержит графит, а анод является любым обычным анодом. В другом частном варианте осуществления анод содержит графит, а катод является любым обычным катодом. В другом частном варианте осуществления и катод, и анод содержат графит. Графит катода, анода или их обоих предоставляет затравку кристаллизации в железный сплав. В рамках настоящего изобретения указанная добавка является углеродным компонентом, отделившимся от анода, или от катода, или от обоих, и под углеродным компонентом понимается форма, которая содержит один или более атомов углерода и несет один или более положительных зарядов.
В предпочтительном варианте осуществления указанный графит является синтетическим кристаллическим графитом.
Когда углеродные компоненты отрываются от катода, они вводятся в сплав путем увлечения плазменным газом, создаваемым плазменной дугой, причем часть катода в контакте с плазменным газом содержит синтетический кристаллический графит.
Катод плазменной горелки находится на поверхности металла на высоте, меняющейся по желанию, откуда создается электрическая дуга, которая приходит на поверхность литейного чугунного сплава. Этот катод имеет центральное отверстие по всей своей длине, через которое вводится плазмообразующий газ, предпочтительно инертный газ (азот, аргон и т.д.). Когда прикладывается электрический ток и устанавливается дуга, температура катода повышается вследствие совместного эффекта от прохождения тока и излучения самой дуги, причем температура достигает своего максимального значения на конце электрода, так как это зона контакта дуги. В ее центре достигаются температуры выше 4000°C, что вызывает быстрый нагрев конца электрода, и начинается отрыв углеродных компонентов. Эти углеродные компоненты увлекаются самим плазменным газом и вводятся в литейный чугунный сплав, действуя как мощный модификатор, который гомогенно распределяется в расплавленной массе в результате фактического действия плазмы и движения литейного чугунного сплава внутри литейного распределителя.
Регулирование подачи углеродных компонентов от катода проводится путем контроля прикладываемой мощности плазменной горелки и скорости потока плазмообразующего газа, используемой в каждый момент, причем оба этих фактора действуют прямо пропорционально, так как подача повышается в той же степени, в какой повышается температура катода и, соответственно, повышается увлекающая способность газа. Таким образом, идентичные результаты могут быть получены в результате баланса скорости потока газа и приложенной мощности. Если работа проводится при низкой мощности, необходимо повысить расход газа, чтобы ускорить эффект увлечения; напротив, при высоких мощностях расход следует уменьшить, чтобы сохранить тот же объем подачи углеродных компонентов.
Когда анод содержит графит, затравка кристаллизации отрывается от него и вводится в железный сплав при контакте анода с литейным чугунным сплавом, причем часть анода в контакте с чугунным сплавом содержит графит, предпочтительно синтетический кристаллический графит.
Анод является вторым электродом плазменной горелки, и для него принцип доставки углеродных компонентов отличается от принципа для катода по своей функции и по расположению в системе. Поскольку контур электрического тока замыкается через анод, который погружен в литейный чугунный сплав, это обуславливает два существенных отличия по сравнению с катодом. Во-первых, на конце анода нет дуги, и поэтому температура в зоне контакта анода с чугунным сплавом значительно ниже, чем температура катода, поскольку анод постоянно охлаждается окружающим его литейным чугунным сплавом. Во-вторых, анод является сплошным, что означает, что функция увлечения плазмообразующим газом, которая имеет место, где это необходимо, на катоде, как было описано выше, заменяется на абразивное действие и растворение, вызываемое литейным чугунным сплавом при его движении в литейном распределителе.
Потенциал модифицирования анода базируется в основном на способности системы вводить точно необходимое количество модификатора, требуемого в каждый момент разливки литейного чугунного сплава. Анод может быть погружен в сплав как угодно, при этом без изменения заданного значения мощности или других электрических параметров. Результатом является то, что область анода (область графита), подверженная абразивному действию чугунного сплава, можно контролировать по усмотрению и напрямую.
В случае, когда графит содержит и анод, и катод, кристаллизационная затравка отрывается как от анода, так и от катода, по механизмам, указанным выше для отдельных вариантов осуществления графитного анода и графитного катода, причем модифицирующие эффекты от обоих электродов (анода и катода), таким образом, суммируются.
Кроме того, анод и катод могут быть расположены так, чтобы излучение плазменной дуги, создаваемое на катоде, действовало на непогруженную часть анода, вызывая нагрев анода (например, анод и катод смонтированы в одной и той же камере). В этом случае объему введения графитных соединений благоприятствует, кроме того, высокая температура, которая достигается в непогруженной части анода и которая передается в результате теплопроводности на часть, погруженную в сплав. Эта температура прямо пропорциональна приложенной мощности плазменной дуги, так как указанный нагрев происходит главным образом благодаря излучению, идущему от дуги. Таким образом, в конструкциях, в которых анод и катод находятся в одной и той же камере, контроль степени модифицирования должен учитывать эту переменную из-за ее сильного влияния на ускорение процесса.
Итого, переменными, участвующими в механике модифицирования, являются расход, скорость и температура чугунного сплава, с одной стороны, и приложенная мощность, расход плазменного газа, расстояние между анодом и катодом и поверхность контакта анода с чугунным сплавом, с другой стороны. Очевидно, работа контролируется средствами регулирования рабочих параметров плазменной системы к потребностям, предписанным металлургией и скоростью потока разливаемого металла в реальном времени, при сохранении в течение всего времени точной степени модифицирования металла, готового к немедленному заполнению формы. Этот способ модифицирования позволяет достичь намного большей точности и уровней надежности, чем стандартные способы, имеющиеся на рынке.
Теоретически, способ по изобретению может быть осуществлен в любом обычном литейном распределителе. В одном частном варианте осуществления способа по настоящему изобретению литейный распределитель имеет конфигурацию, выбранную из следующего:
1) литник или выпускной желоб разливочной печи,
2) разливочный желоб (например, промежуточное разливочное устройство),
3) опрокидывающийся разливочный ковш и
4) ковш с передачей в промежуточный ковш.
Таким образом, важное преимущество способа по изобретению заключается в том, что он позволяет единое и переменное управление электродами (анодом и катодом) и указанными условиями и параметрами: мощностью плазменной горелки, скоростью потока разливки, температурой разливки и погруженной площадью поверхности анода, что приводит к абсолютному контролю модифицирования. Способ позволяет иметь широкий диапазон возможностей подачи углеродных компонентов в литейный чугунный сплав, который движется в направлении разливки, так что конечное металлургическое качество можно постоянно адаптировать к требованиям, предъявляемым производством, и в соответствии с рекомендациями по аналитическому контролю, использующимися при литье.
Другое очень важное преимущество обусловлено положением плазменной горелки прямого нагрева в разливочном распределителе, так как точки подачи добавки близки к литейной линии, что позволяет получить высокую степень зародышеобразования благодаря, по существу, устранению эффекта затухания.
Для определения эффекта от влияния способа модифицирования на чугунный сплав использовали дифференциальный термический анализ (ДТА). ДТА является инструментом, предсказывающим металлургическое качество сплавов в жидком состоянии и, следовательно, позволяющим заранее знать об образовании фаз после застывания. Посредством ДТА можно оценить в комплексе совместный эффект всех переменных, влияющих на зарождение фаз, присутствующих в металлографической структуре материала, вместе с возможностью оценки вероятности появления дефектов металлургического типа (цементит) и/или дефектов, связанных с подачей (усадочная раковина).
Этот метод основан на интерпретации кривых охлаждения сплава при застывании. Кривая охлаждения представляет собой изменение со временем температуры образца, который был разлит в стандартизованную литейную форму, в центре которой находится термопара.
В результате математической интерпретации кривых охлаждения можно определить критические температуры, при которых при отверждении металла происходят превращения внутренней структуры.
Интерпретация кривых охлаждения и их критических точек сложная. Некоторыми наиболее важными параметрами превращения и температурами являются следующие:
- нижняя температура эвтектики (TElow): Это температура, при которой потеря тепла из-за охлаждения детали компенсируется теплом, выделяемым в эвтектической реакции выделения графита. Эта температура в сером чугуне является мерой состояния зародышеобразования в металле.
- рекалесценция (R): Рекалесценция измеряет в °C разницу между описанной выше TElow и высшей температурой эвтектики (TEhigh), которая представляет собой температуру, достигаемую материалом, получающуюся в результате выделения тепла при образовании зародышей кристаллизации и выделении графита.
В целях получения качественных деталей удобно иметь низкие величины рекалесценции и как можно более высокую нижнюю температуру эвтектики (TElow). Тем самым предотвращается выделение переохлажденного графита или даже присутствие цементита и, с другой стороны, расширение графита будет компенсировано вторичной контракцией, что предотвращает появление усадочных раковин и внутренней пористости.
Удалось установить, что в способе модифицирования согласно изобретению рекалесценция чугунного сплава снижается, и повышается нижняя температура эвтектики.
Модифицирующее устройство для введения затравки кристаллизации в литейный чугунный сплав также является объектом изобретения, и это устройство содержит плазменную горелку прямого действия и литейный распределитель, причем плазменная горелка установлена в указанном литейном распределителе, находящемся перед линией литейных форм, причем упомянутая плазменная горелка содержит анод, частично погруженный в чугунный сплав, содержащийся в разливочном распределителе, и катод, находящийся на поверхности указанного чугунного сплава, чтобы создать плазменную дугу между катодом и поверхностью расплавленного сплава, причем анод, или катод, или оба содержат графит, который предоставляет указанную затравку кристаллизации для чугунного сплава.
Графит может быть синтетическим кристаллическим графитом.
Анод может быть снабжен средствами регулирования площади поверхности анода, которая погружена в литейный чугунный сплав. Возможность регулирования уровня погружения анода в чугунный сплав позволяет контролировать количество анода, которое плавится, и тем самым количество затравки кристаллизации, которая вводится в чугунный сплав из анода.
Например, с одной стороны, температура разливки контролируется путем регулярного приложения мощности в зависимости от температурного диапазона, фиксированного для каждого эталона, и температур, зарегистрированных в самом распределителе и/или в разливочном потоке, т.е. в момент, когда металл передается в литейную форму. А модифицирование, в свою очередь, регулируется в зависимости от мощности, приложенной в определенный момент. Так, для случая, когда анод и катод выполнены из графита, если мощность высокая, глубина погружения анода пропорционально снижается, так как передача углеродных компонентов предпочтительно проводится от катода. Однако, когда мощность снижается, анод погружают глубже, чтобы дать большую поверхность для растворения и, таким образом, компенсировать пониженную передачу углеродных компонентов от катода.
Плазменная горелка может содержать средства регулирования мощности плазменной дуги.
Литейный распределитель может иметь конфигурацию, выбранную из:
1) Литник или выпускной желоб разливочной печи. Эти печи имеют центральный накопитель и загрузочное окно для заливки металла, идущего из плавильной печи. Накопители являются герметичными, и металл движется в выпускной желоб под действием давления газа, который нагнетается в резервуар. Для создания давления в резервуаре обычно используется азот, так как это инертный газ, который не влияет на состав металла, хотя в производстве серого и/или ковкого чугуна применяется воздух, так как этот тип чугуна не содержит легко окисляемых элементов. Когда металл достигнет рабочего уровня в желобе, начинается нагрев и модифицирование ванны расплавленного металла посредством электродов. Их положение в желобе обусловлено в первую очередь размерами этого желоба и может меняться по усмотрению, без ухудшения их рабочих характеристик. Металл выливается в литейную форму через сливной носок, установленный на дне желоба и находящийся на оси стакана, заполняющего форму. Скорость заливки регулируется с помощью стопора или затвора для закрывания носка. Уровень металла в желобе поддерживается постоянным с помощью регулирования давления, прикладываемого внутри сборника, и контролируется на поверхности контактными электродами. В устройстве этого типа, как изображено на фиг.1, анод может находиться по схеме как выше a-1, так и ниже a-2, положения катода (C) в желобе.
2) Разливочный желоб. Это разливочное устройство является упрощением разливочной печи, эксплуатируемой под давлением, и состоит в основном из открытого резервуара, в который выливают расплавленный металл и удерживают во время разливки. Система выпуска выполнена из таких же элементов, т.е. совокупность сливного носка и стопора но, в отличие от предыдущей конфигурации, уровень металла в желобе не является неизменным, так как он снижается в ходе разливки. Эффект от нагрева и модифицирования переносится на всю массу аккумулированного металла, и, как указано на схеме, расположение электродов плазменной системы можно свободно менять в соответствии с геометрией желоба. И в этом случае анод может находиться выше a-1 или ниже a-2 по отношению к положению катода (C) в выпускном желобе.
3) Опрокидывающийся ковш. Этот тип ковша применяется главным образом в горизонтальных формовочных линиях и для литьевых форм весом от среднего до высокого веса (более 25 кг) из-за трудности установки скоростей разливки прямым опрокидыванием в форму. Ввиду его особой геометрии возможности модифицирования посредством анода ограничены накопителем из-за анода, который опускается вместе с уровнем металла в ситуации поддержания. Для расположения анода можно выбрать позицию a-1 или a-2. Однако катод может находиться в позиции c-1 или c-2 в зависимости от конкретных потребностей разливки: положение c-1 рекомендуется для поддержания в период ожидания и c-2 для контроля температуры при разливке.
4) Ковш с передачей в промежуточный ковш. Это является вариантом опрокидывающегося ковша, в котором промежуточная передача из подающего ковша в промежуточный ковш, который находится на оси литейного стакана в литьевую форму, и устанавливается как опция. Эта система позволяет монтаж системы с двойной плазмой, в которой имеется первая плазменная горелка с электродами a-1 и c-1, установленными в подающий или питающий ковш, в котором проводится модифицирование и поддерживается температура металла. Как дополнительное оборудование система может включать маломощную плазменную горелку a-2, c-2 для подгонки температуры разливки в самом промежуточном ковше.
Анод и катод могут размещаться в литейном распределителе, находящемся на оси направления циркуляции и выдачи расплавленного железного сплава в литейную форму.
Анод, или катод, или оба могут быть установлены в замкнутую камеру с инертной атмосферой.
Плазменная горелка может действовать как нагревательное средство, которое может повысить температуру чугунного сплава для коррекции ее к заданному значению температуры разливки с допуском меньше ± 5°C.
Ниже представлены иллюстративные примеры изобретения, которые излагаются для лучшего понимания изобретения и никоим образом не должны рассматриваться как ограничивающие его объем.
Примеры
Пример 1: Этап модифицирования в процессе производства детали из серого чугуна
Этап модифицирования проводился статически в опрокидывающемся разливочном ковше (фиг.3). В качестве металла использовался серый чугун (в ковш добавляли 600 кг). Использовался анод из синтетического кристаллического графита с диаметром 50 мм. Использовался катод из перфорированного синтетического графита 8 мм. Расстояние между анодом и катодом составляло 230 мм. Глубина погружения анода составляла 50 мм.
Использовались UHP (Ultra High Purity - ультрачистые) электроды (анод и катод), характеристики которых следующие:
удельное электрическое сопротивление: 6,5 мкОм/м,
предел прочности при кручении: 9,0 МПа,
модуль упругости: 12,0 ГПа,
зола, макс.: 0,3%,
плотность зерна: 1,65 г/см3.
Продолжительность испытания составляла 95 мин, в течение которых температура ванны постоянно поддерживалась на уровне 1430°C. Средняя приложенная мощность составляла 57 кВт.
Содержание углерода в начале испытания составляло 3,47%, а содержание углерода в конце испытания составляло 3,48% (обе величины в вес.% от полного веса расплава). Указанное содержание определяли посредством эмиссионной спектрометрии (LECO Y). Температура эвтектики (TElow) в начале испытания была 1147°C, а температура эвтектики в конце испытания составляла 1151°C.
Расход анода составлял 2,4 грамма/кВт.
Расход катода составлял 1,8 граммов/кВт.
Фиг.5 показывает кривую охлаждения чугунного сплава, иллюстрирующую изменение во времени TElow и рекалесценции.
Пример 2: Этап модифицирования в процессе производства детали из чугуна с шаровидным графитом
Этап модифицирования проводился динамически в литнике с индуктором (Presspour) (фиг.1). В качестве металла использовался чугун с шаровидным графитом, причем вес металла в литнике составлял 280 кг, скорость разливки 7,2 т/ч. Расположение электродов таково, что анод находился выше по потоку от катода.
Использовался анод из синтетического кристаллического графита с диаметром 50 мм. Используемый катод был выполнен из перфорированного синтетического кристаллического графита 8 мм.
Использовались UHP (Ultra High Purity - ультрачистые) электроды (анод и катод), характеристики которых следующие:
удельное электрическое сопротивление: 6,5 мкОм/м,
предел прочности при кручении: 9,0 МПа,
модуль упругости: 12,0 ГПа,
зола, макс.: 0,3%,
плотность зерна: 1,65 г/см3.
Расстояние между анодом и катодом равнялось 180 мм. Глубина погружения анода была 70 мм. Продолжительность испытания составляла 180 мин, в течение которых температура ванны поддерживалась на уровне от 1390 до 1410°C. Средняя мощность, прикладываемая плазмой, составляла в индукторе 24 кВт и 150 кВт.
Температура эвтектики (TElow) в начале испытания была 1138°C, а температура эвтектики в конце испытания составляла 1141°C.
Расход анода составлял 3,8 граммов/кВт.
Расход катода составлял 0,4 граммов/кВт.
Фиг.6 показывает кривую охлаждения чугунного сплава, иллюстрирующую изменение во времени TElow и рекалесценции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2620206C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ | 2007 |
|
RU2373290C2 |
| ПЛАЗМЕННЫЙ СПОСОБ И АППАРАТ ДЛЯ ИЗВЛЕЧЕНИЯ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2009 |
|
RU2515843C2 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТИ ЖИДКОГО ЧУГУНА | 1991 |
|
RU2096485C1 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ НИЗКОСЕРНИСТОГО ЧУГУНА | 1997 |
|
RU2155819C2 |
| ПЛАЗМЕННЫЙ СПОСОБ И АППАРАТ ДЛЯ ИЗВЛЕЧЕНИЯ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2639405C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВ МОДИФИКАТОРА, ДОБАВЛЯЕМЫХ В РАСПЛАВ ЧУГУНА | 2011 |
|
RU2528569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
Изобретение относится к области металлургии и может быть использовано для модифицирования серого чугуна или чугуна с шаровидным графитом. Способ включает создание плазменной дуги между поверхностью указанного сплава и катодом плазменной горелки прямого действия, установленной в литейном распределителе, находящемся перед линией литейных форм, причем указанная плазменная горелка прямого действия содержит анод, частично погруженный в упомянутый литейный чугунный сплав, и катод, находящийся на высоте от поверхности упомянутого сплава для создания плазменной дуги между катодом и поверхностью упомянутого сплава, причем анод, или катод, или они оба содержат графит, который предоставляет затравку кристаллизации для упомянутого сплава. Изобретение позволяет получить приемлемый уровень контроля металлургического качества в литейном распределите перед разливкой металла в литейные формы, а также минимально исключить образование шлака, возникающее из-за подачи твердых легирующих агентов на стадии заполнения литейных форм. 2 н. и 14 з.п. ф-лы, 2 пр., 6 ил.
1. Способ модифицирования литейного чугунного сплава, включающий создание плазменной дуги между поверхностью указанного сплава и катодом плазменной горелки прямого действия, установленной в литейном распределителе, находящемся перед линией литейных форм, причем указанная плазменная горелка прямого действия содержит анод, частично погруженный в упомянутый литейный чугунный сплав, и катод, находящийся на высоте от поверхности упомянутого сплава для создания плазменной дуги между катодом и поверхностью упомянутого сплава, причем анод, или катод, или они оба содержат графит, который предоставляет затравку кристаллизации для упомянутого сплава.
2. Способ по п.1, в котором катод состоит из графита.
3. Способ по п.1, в котором анод состоит из графита.
4. Способ по п.1, в котором катод и анод состоят из графита.
5. Способ по любому из пп.1-4, в котором графит является синтетическим кристаллическим графитом.
6. Способ по любому из пп.1-4, в котором затравка кристаллизации отрывается от катода и поступает в упомянутый литейный чугунный сплав путем увлечения плазменным газом, создаваемым плазменной дугой, причем часть катода, находящаяся в контакте с плазменным газом, содержит синтетический кристаллический графит.
7. Способ по любому из пп.1-4, в котором затравка кристаллизации отрывается от анода и поступает в чугунный сплав при контакте анода с упомянутым сплавом, причем часть анода, находящаяся в контакте с упомянутым сплавом, содержит синтетический кристаллический графит.
8. Способ по п.4, в котором анод и катод установлены так, что излучение плазменной дуги, создаваемое на катоде, действует на непогруженную часть анода для нагрева анода.
9. Модифицирующее устройство для модифицирования литейного чугунного сплава, содержащее (i) плазменную горелку прямого действия и (ii) литейный распределитель, расположенный перед линией литейных форм, причем указанная плазменная горелка установлена в указанном литейном распределителе, причем упомянутая плазменная горелка содержит анод, частично погруженный в чугунный сплав, содержащийся в литейном распределителе, и катод, расположенный на высоте от поверхности упомянутого сплава для создания плазменной дуги между катодом и поверхностью упомянутого сплава, причем анод, или катод, или они оба содержат графит.
10. Устройство по п.9, в котором графит является синтетическим кристаллическим графитом.
11. Устройство по п.9, дополнительно содержащее средства регулирования площади поверхности анода, которая погружена в упомянутый сплав.
12. Устройство по любому из пп.9-11, в котором литейный распределитель выполнен в виде литника или выпускного желоба разливочной печи, желоба, опрокидывающегося разливочного ковша или передаточного в промежуточный ковш ковша.
13. Устройство по п.12, в котором анод и катод установлены в литейном распределителе, находящемся на оси направления циркуляции и выдачи к литейной форме расплавленного чугунного сплава.
14. Устройство по п.13, в котором анод, или катод, или оба установлены внутри закрытой камеры в инертной атмосфере.
15. Устройство по любому из пп.9-11, дополнительно содержащее средства регулирования мощности плазменной дуги.
16. Устройство по любому из пп.9-11, в котором плазменная горелка является нагревательным средством, предназначенным для повышения температуры чугунного сплава для подгонки ее к заданному значению температуры разливки, с допуском меньше ±5°С.
| CN 201217070 Y, 08.09.2009 | |||
| US 4180396 A, 25.12.1979 | |||
| Способ полунепрерывного литья чугунных труб | 1984 |
|
SU1222403A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПРЕДВАРИТЕЛЬНО ОБРАБОТАННОГО РАСПЛАВА МЕТАЛЛА | 1996 |
|
RU2173235C2 |
| Устройство для подачи модификатора в жидкий металл | 1989 |
|
SU1699706A1 |

