Изобретение относится металлургии, а именно к выращиванию монокристаллов методом бестигельной зонной плавки с электронно-лучевым нагревом.
Одним из основных геометрических параметров выращиваемого кристалла является стабильность его диаметра по всей длине слитка с минимальными отклонениями от заданного значения. Это особенно важно при выращивании длинномерных слитков монокристаллов длиной более 500-600 мм.
Известен способ выращивания монокристаллов методом бестигельной зонной плавки с электронно-лучевым нагревом, включающий формирование мениска расплавленной зоны, затравление и вытягивание монокристаллического слитка на затравку, в процессе которого осуществляют контроль геометрических параметров растущего слитка (Черкасов Н.М. Электрооборудование кристаллизационных установок. М.: «Металлургия», 1975, 296 с., стр.69-71).
Именно диаметр растущего слитка является важнейшим параметром, отражающим характер изменения условий роста монокристалла в процессе бестигельной зонной плавки. В известном техническом решении контроль диаметра растущего слитка осуществляют по диаметру фронта кристаллизации при помощи телевизионного устройства контроля диаметра. Недостатком данного технического решения является невозможность получения длинномерных слитков с минимальным отклонением диаметра выращиваемого монокристалла по всей длине слитка. Диаметр кристаллизующегося стержня поддерживают в необходимых пределах заданным изменением скорости перемещения верхнего штока установки. Устройство фиксирует изображение участка расплавленной зоны у фронта кристаллизации и сравнивает его с эталонным, полученным от источника света, в результате чего вырабатывает сигнал рассогласования, пропорциональный величине отклонения диаметра от заданного. Выработанный сигнал усиливается и подается на привод перемещения верхнего штока, тем самым задавая необходимую скорость перемещения.
Следует учитывать, что в результате выбора закристаллизовавшейся части слитка в качестве места измерения диаметра имеет место снижение скорости реакции системы регулирования на отклонение диаметра растущего монокристалла от заданного. Вследствие этого наблюдается появление «волн» на поверхности выращиваемого монокристалла.
Наиболее близкими к заявленной группе изобретений по совокупности существенных признаков являются выбранные в качестве прототипа способ выращивания кристаллов бестигельным методом и устройство для его реализации, описанные в патенте РФ №2426824, МПК C30B 13/18, опубл. 20.08.2011. В известном способе осуществляют выращивание кристаллов бестигельным методом на затравку путем вытягивания вниз кристалла из расплавленной зоны в градиенте температуры с использованием ростовой камеры, фонового многосекционного нагревателя, дополнительного нагревателя в герметичном корпусе - ОТФ-нагревателя, находящегося вблизи фронта кристаллизации в контакте с расплавленной зоной, удерживаемой силами поверхностного натяжения между дном корпуса ОТФ-нагревателя и кристаллом. При этом контроль за диаметром растущего кристалла ведут по форме мениска расплавленной зоны, из которой растет кристалл. Параметрами, характеризующими форму мениска, являются: угол роста φ - угол отклонения мениска от вертикальной оси в точке касания кристалла расплавом, и величина радиуса расплавленной зоны Rmax - радиус, определяемый в наиболее выпуклой (или вогнутой) точке мениска. При постоянном значении этих параметров форма зоны расплава, а следовательно, и диаметр монокристалла сохраняются постоянными. Форму мениска регистрируют при помощи фото- или видеокамеры, а необходимые для контроля геометрические параметры (фактический угол роста θ и фактическая величина радиуса зоны расплава Rmax) определяют обработкой регистрируемого изображения и используют их в качестве обратной связи в контуре управления подачей кристаллизуемого материала.
Контур управления формой расплавленной зоны включает в себя фото- или видеокамеру для наблюдения за формой мениска расплава, компьютер для обработки регистрируемых данных о форме мениска и исполнительный механизм, обеспечивающий изменение скорости подачи питающего материала с помощью цифрового регулятора, реализуемого на упомянутом компьютере. В случае использования в качестве питающего материала переплавляемого стержня изменяют скорость его опускания U.
Недостатком известного способа выращивания кристаллов является возникновение погрешностей в процессе измерения диаметра. Это объясняется тем, что контролируемые параметры - угол роста и радиус зоны расплава, являются характеристиками зоны расплава и не отражают информацию непосредственно о диаметре выращиваемого монокристалла. Кроме того, известный способ требует предварительного знания или вычисления угла роста φ для материала, из которого выращивается монокристалл.
Следует также отметить, что смотровые окна плавильной камеры сильно загрязняются газопаровым конденсатом и брызгами расплавленного металла. Для предотвращения загрязнения плавильные камеры установок зонной плавки снабжаются стробоскопическим устройством (стробоскопом). Однако при работе стробоскопа происходит искажение изображения, проявляющееся в колебании и смазывании границ зоны расплава и фронта кристаллизации. Эти и указанные выше недостатки приводят к нестабильности значений диаметров при измерении телевизионным методом и невозможности стабильной работы системы регулирования.
Перед авторами стояла задача выращивания кристалла с минимально допустимым отклонением диаметра по всей длине слитка.
Технический результат изобретения заключается в повышении точности измерения и регулирования диаметра монокристалла в процессе выращивания.
Поставленная задача и технический результат достигаются тем, что в способе выращивания монокристаллов методом бестигельной зонной плавки, включающем затравление кристалла из расплавленной зоны, выдержку в течение заданного времени и вытягивание монокристалла на затравку из расплавленной зоны в градиенте температуры, в процессе которого осуществляют контроль параметра растущего монокристалла, согласно изобретению в качестве контролируемого параметра растущего монокристалла используют величину диаметра центральной симметричной части расплавленной зоны, при этом величину диаметра фронта кристаллизации выбирают с заданной поправкой, учитывающей допустимое отклонение диаметра выращиваемого монокристалла от заданного, и поддерживают эту величину постоянной в течение всего процесса выращивания монокристалла путем регулирования величины диаметра центральной симметричной части расплавленной зоны.
Регулирование величины диаметра центральной части расплавленной зоны можно осуществлять путем изменения скорости перемещения верхнего штока ростовой камеры.
Данный способ выращивания монокристаллов методом бестигельной зонной плавки реализуется при помощи устройства, включающего ростовую камеру с нижним и верхним штоками, видеокамеру, установленную в смотровом окне ростовой камеры, при этом выход видеокамеры через блок обработки сигнала подключен к формирователю управляющего сигнала, выход которого соединен с входом блока автоматического управления скоростью перемещения штоков, подключенного к приводу перемещения штоков. Данное устройство согласно изобретению снабжено стробоскопом, установленным перед смотровым окном ростовой камеры, и синхронизатором, соединенным с входами стробоскопа и видеокамеры, а блок обработки сигнала содержит процессор с подключенными к нему модулями выделения кадра изображения, выделения контура изображения, вычисления диаметра центральной симметричной части расплавленной зоны и вычисления диаметра фронта кристаллизации, при этом процессор соединен с синхронизатором, а выход видеокамеры подключен к входу модуля выделения кадра изображения, который через модуль выделения контура изображения подключен к входам модуля вычисления диаметра фронта кристаллизации и модуля вычисления диаметра центральной симметричной части расплавленной зоны, выходы которых соединены соответственно с первым и вторым усредняющими фильтрами, а формирователь управляющего сигнала выполнен в виде двухкаскадного пропорционально-интегрально-дифференциального регулятора, при этом входы первого каскада регулятора, формирующего сигнал, учитывающий фактический диаметр фронта кристаллизации, соединены соответственно с выходом первого усредняющего фильтра и модулем задания значения поправки, входы второго каскада регулятора, формирующего сигнал, учитывающий диаметр центральной симметричной части расплавленной зоны, соединены соответственно с выходом первого каскада регулятора и выходом второго усредняющего фильтра, а выход второго каскада регулятора подключен к входу блока автоматического управления скоростью перемещения штоков ростовой камеры.
Технический результат изобретения достигается за счет одновременного измерения и регулирования двух диаметров: центральной симметричной части расплавленной зоны и фронта кристаллизации. Диаметр расплавленной зоны характеризует процесс массопереноса жидкого металла к фронту кристаллизации и непосредственно отражается на величине диаметра растущего слитка. Стабилизация диаметра расплавленной зоны в процессе роста определяет постоянство диаметра по длине монокристаллического слитка. Регулирование диаметра расплавленной зоны позволяет с высокой точностью осуществлять регулировку диаметра растущего слитка, а именно, большему значению диаметра расплавленной зоны соответствует большее значение диаметра растущего слитка, а меньшему - меньшее. Как показали эксперименты, диаметр, измеряемый на фронте кристаллизации, является, фактически, диаметром уже выращенного слитка и служит основным ориентиром для внесения поправки в целях устранения расхождений между измеренными значениями диаметра на монокристаллическом слитке и полученными в процессе роста расчетными значениями, вычисленными по размерам видеокадра.
Сущность заявленного изобретения поясняется чертежами.
На фиг.1 представлена схема устройства для выращивания монокристаллов методом бестигельной зонной плавки, позволяющего в автоматическом режиме с высокой точностью измерять и регулировать диаметр растущего слитка.
На фиг.2 представлена расплавленная зона растущего кристалла, где сечение А соответствует диаметру центральной симметричной части расплавленной зоны, а сечение Б - диаметру фронта кристаллизации.
Устройство (см. фиг.1) содержит видеокамеру 1, установленную в смотровом окне 2 ростовой камеры 3 установки бестигельной зонной плавки, выход видеокамеры 1 через блок 4 обработки сигнала подключен к формирователю 5 управляющего сигнала, выход которого соединен с входом блока 6 автоматического управления скоростью перемещения штока, подключенного к приводу 7 перемещения штока установки бестигельной зонной плавки, стробоскоп 8, установленный перед смотровым окном 2 ростовой камеры 3 и синхронизатор 9, соединенный с входами синхронизации стробоскопа 8 и видеокамеры 1. Блок 4 обработки сигнала состоит из процессора 10, с подключенными к нему модулями (11, 12, 13, 14) выделения кадра изображения, выделения контура изображения, вычисления диаметра центральной симметричной части расплавленной зоны и вычисления диаметра фронта кристаллизации. Процессор 10 соединен с синхронизатором 9, а выход видеокамеры 1 подключен к входу модуля 11 выделения кадра изображения, который через модуль 12 выделения контура изображения подключен к входам модуля 13 вычисления диаметра фронта кристаллизации и модуля 14 вычисления диаметра центральной симметричной части расплавленной зоны, выходы которых соединены соответственно с первым 15 и вторым 16 усредняющими фильтрами. Формирователь 5 управляющего сигнала выполнен в виде двухкаскадного пропорционально-интегрально-дифференциального регулятора, при этом входы первого каскада 17 регулятора 5, формирующего сигнал, учитывающий фактический фронт кристаллизации монокристалла, соединены соответственно с выходом первого усредняющего фильтра 17 и модулем 18 задания величины поправки, входы второго каскада 19 регулятора 5, формирующего сигнал, учитывающий диаметр центральной симметричной части расплавленной зоны, соединены соответственно с выходом первого каскада 17 регулятора 5 и выходом второго усредняющего фильтра 16, а выход второго каскада 19 регулятора 5 подключен к входу блока 6 автоматического управления скоростью перемещения штока.
Устройство в соответствии с заявленным изобретением работает следующим образом.
При помощи синхронизатора 9 скорость срабатывания затвора видеокамеры 1 синхронизируется со скоростью вращения стробоскопа 8 для получения стабильных значений в измерении диаметров центральной симметричной части расплавленной зоны и фронта кристаллизации. С помощью видеокамеры 1, установленной в смотровом окне 2 ростовой камеры 3 установки зонной плавки, формируется видеоизображение зоны расплава и фронта кристаллизации (фиг.2). Видеосигнал в виде цифрового потока данных поступает на вход блока 4 обработки сигнала. Процессор 10 с помощью программного обеспечения управляет работой модуля 11 выделения кадра изображения, который в результате обработки сигналов цифрового видеопотока осуществляет выборку произвольных кадров с частотой 1 раз в секунду. Информация о выбранном кадре поступает в модуль 12 выделения контура изображения, где изображение выбранного кадра подвергается сегментации с целью выделения контура светящейся зоны и нахождения координат ее боковых границ относительно левого верхнего угла изображения. Разность горизонтальных составляющих координат двух точек, принадлежащих правой и левой границам светящейся зоны (фиг.2) и взятых в плоскости центральной симметричной части зоны расплава (А) и фронта кристаллизации (Б), определяет число пикселей матрицы видеокамеры, поместившееся между взятыми граничными точками этих областей. Модуль 13 вычисления диаметра фронта кристаллизации и модуль 14 вычисления диаметра центральной симметричной части расплавленной зоны с учетом ширины участка изображения, который может захватить один пиксель матрицы, вычисляют диаметры соответственно фронта кристаллизации и центральной симметричной части расплавленной зоны в миллиметрах и формируют сигналы, которые подаются соответственно через первый 15 и второй 16 усредняющие фильтры на входы цифрового двухкаскадного пропорционально-интегрально-дифференциального регулятора 5. С помощью модуля 18 задается значение поправки для первого каскада 17 регулятора 5, формирующего сигнал, который учитывает фактический диаметр монокристалла и является поправкой для второго каскада 19, формирующего сигнал, учитывающий диаметр центральной симметричной части расплавленной зоны.
Сигналы, несущие информацию о значениях диаметров центральной симметричной части расплавленной зоны и фронта кристаллизации, поступающие на входы двухкаскадного пропорционально-интегрально-дифференциального регулятора, сглаживаются первым 15 и вторым 16 усредняющими фильтрами. Цифровой усредняющий фильтр представляет собой блок математической обработки данных при помощи алгоритма скользящего среднего.
Модулем 18 задается значение поправки для первого каскада 17 регулятора 5, которое соответствует диаметру монокристалла, заданному в миллиметрах. Значение поправки задается до начала технологического процесса, выбирается в соответствии с требованием заданного диаметра выращиваемого монокристалла и отражает отклонение фактически полученного на слитке диаметра от вычисленного по текущему видеокадру. Ограничением поправки служат значения минимального и максимального диаметра, до которого монокристалл может быть разращен в плавильной камере установки бестигельной зонной плавки.
Выходной сигнал регулятора 5 задает скорость перемещения привода 7 нижнего штока. Этот сигнал в цифровом коде поступает на вход блока 6 автоматического управления скоростью перемещения штока, преобразовывается в напряжение необходимой величины и подается на привод 7 перемещения штока установки бестигельной зонной плавки.
Достоинством используемой системы 2-каскадного регулирования является уменьшение инерционности по каналу регулирования, а применение цифровых усредняющих фильтров уменьшает погрешность системы измерения диаметров, что позволяет сделать процесс регулирования более точным. Указанные достоинства позволяют минимизировать отклонение диаметра выращиваемого монокристалла от заданного значения.
В результате изменения при помощи синхронизатора времени выдержки видеокамеры и достижения условия фиксации одним видеокадром светящейся зоны через щель стробоскопа за один его оборот, повышается точность измерения диаметра центральной симметричной части расплавленной зоны и диаметра фронта кристаллизации. В конечном итоге повышается точность отработки системой автоматического регулирования диаметра растущего монокристалла.
Пример осуществления изобретения
На установке бестигельной зонной плавки вырастили слиток монокристалла молибдена диаметром 15 мм и длиной 750 мм.
Поликристаллическую молибденовую загрузку диаметром 15 мм и длиной 800 мм с помощью цанг закрепили на верхнем штоке, а ориентированную в направлении □III□ затравку - на нижнем штоке ростовой камеры установки бестигельной зонной плавки. Камеру откачали до давления Р=2·10-5 мм рт.ст. и включили электронно-лучевой нагрев загрузки и затравки, установив мощность, необходимую для формирования симметричных капель на нижнем торце загрузки и верхнем торце затравки. Затем включили вращение верхнего и нижнего штоков и выдержали при данных условиях в течение 10 минут. После выдержки капли привели в контакт и сформировали расплавленную зону. Для выравнивания теплового поля и достижения симметричной формы расплавленную зону выдержали в течение 20 минут. После выдержки ввели в программу компьютера ранее определенную поправку, учитывающую отклонение значения текущего диаметра фронта кристаллизации (фиг.2, сечение Б), вычисляемого по соответствующему алгоритму программы, от полученного при непосредственном измерении на выращенном слитке. В нашем случае для диаметра слитка 15 мм эта поправка составила +0,85 мм. Знак + означает, что программное значение диаметра фронта кристаллизации на 0,85 мм меньше фактически полученного на выращенном слитке и составляло 14,15 мм. Для получения на выращенном слитке диаметра 15 мм в программу вносили значение диаметра фронта кристаллизации, равное 14,15 мм. Диаметр центральной симметричной части расплавленной зоны (сечение А, фиг.2) предварительной коррекции не подвергали.
После проведенных предварительных операций включили привод перемещения верхнего и нижнего штоков в режиме ручного управления на рост монокристалла. Скорость перемещения нижнего штока в процессе выращивания монокристалла не менялась и оставалась постоянной.
На следующем этапе с помощью ручного управления перемещением верхнего штока добивались текущего значения диаметра фронта кристаллизации, соответствующего величине 14,15 мм, и одновременно измеряли значения диаметра фронта кристаллизации и диаметра центральной симметричной части расплавленной зоны. Значение диаметра расплавленной зоны, полученное в результате программного вычисления и соответствующее диаметру фронта кристаллизации 14,15 мм, вводили как параметр управления в программу. Далее переводили управления ростом монокристалла в автоматический режим, и с помощью привода перемещения верхнего штока в процессе выращивания монокристалла система поддерживала диаметр центральной симметричной части расплавленной зоны постоянным, что обеспечивало постоянство диаметра фронта кристаллизации и, как следствие, получение заданного значения диаметра выращиваемого слитка.
В таблице представлены значения диаметра D по длине L выращенного слитка монокристалла молибдена в сечениях, кратных 100 мм и 50 мм.
Как видно из результатов измерений, разброс значений диаметра выращенного слитка по его длине не превышал ±0,7 мм.
Преимущество предложенного способа выращивания монокристаллов методом бестигельной зонной плавки и устройства для его реализации заключается в том, что измерения диаметра осуществляются как в зоне стабильного состояния расплава (центральная часть расплавленной зоны), так и в зоне формирования диаметра монокристалла (фронт кристаллизации) в течение одного видеокадра. В результате этого повышается стабильность, оперативность и точность системы автоматического измерения и регулирования диаметра растущего монокристалла, что в конечном итоге позволяет получать кристаллы с минимальным отклонением от заданного значения диаметра слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ДИСКОВ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2553905C2 |
| СПОСОБ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ БЕСТИГЕЛЬНЫМ МЕТОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2426824C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 2006 |
|
RU2324017C1 |
| Способ выращивания кристаллов бестигельным методом и устройство для его реализации | 2023 |
|
RU2830299C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННЫХ МОНОКРИСТАЛЛОВ КРЕМНИЯ МЕТОДОМ ИНДУКЦИОННОЙ БЕСТИГЕЛЬНОЙ ЗОННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2049164C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОРОДНЫХ МОНОКРИСТАЛЛОВ | 2003 |
|
RU2257428C2 |
| СПОСОБ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ | 1996 |
|
RU2092629C1 |
| Телевизионное устройство для автоматического регулирования и стабилизации диаметра слитка | 1971 |
|
SU473321A1 |
| Способ получения монокристаллического SiC | 2021 |
|
RU2761199C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОЩАДИ ПОПЕРЕЧНОГО СЕЧЕНИЯ КРИСТАЛЛА В ПРОЦЕССЕ ЕГО ВЫРАЩИВАНИЯ ВЫТЯГИВАНИЕМ ИЗ РАСПЛАВА | 2013 |
|
RU2549411C2 |

Изобретение относится к металлургии, а именно - к выращиванию монокристаллов методом бестигельной зонной плавки с электронно-лучевым нагревом. Способ включает затравление кристалла из расплавленной зоны, выдержку в течение заданного времени и вытягивание монокристалла на затравку из расплавленной зоны в градиенте температуры, в процессе которого осуществляют контроль величины диаметра центральной симметричной части расплавленной зоны, при этом величину диаметра фронта кристаллизации выбирают с заданной поправкой, учитывающей допустимое отклонение диаметра выращиваемого монокристалла от заданного, и поддерживают эту величину постоянной в течение всего процесса выращивания путем регулирования величины диаметра центральной симметричной части расплавленной зоны, в частности, за счет изменения скорости перемещения верхнего штока ростовой камеры. Способ осуществляют в устройстве, включающем ростовую камеру 3 с нижним и верхним штоками, видеокамеру 1, установленную в смотровом окне 2 ростовой камеры 3, выход видеокамеры через блок обработки сигнала 4 подключен к формирователю управляющего сигнала 5, выход которого соединен с входом блока автоматического управления скоростью перемещения штоков 6, подключенного к приводу 7 перемещения штоков, устройство снабжено стробоскопом 8, установленным перед смотровым окном 2 ростовой камеры 3, и синхронизатором 9, соединенным с входами синхронизации стробоскопа 8 и видеокамеры 1, а блок обработки сигнала 4 содержит процессор 10 с подключенными к нему модулями выделения кадра изображения 11, выделения контура изображения 12, вычисления диаметра центральной симметричной части расплавленной зоны 13 и вычисления диаметра фронта кристаллизации 14, при этом процессор 10 соединен с синхронизатором 9, а выход видеокамеры 1 подключен к входу модуля выделения кадра изображения 11, который через модуль выделения контура изображения 12 подключен к входам модуля вычисления диаметра фронта кристаллизации 14 и модуля вычисления диаметра центральной симметричной части расплавленной зоны 13, выходы которых соединены, соответственно, с первым 15 и вторым 16 усредняющими фильтрами, формирователь управляющего сигнала 5 выполнен в виде двухкаскадного пропорционально-интегрально-дифференциального регулятора, при этом входы первого каскада 17 регулятора, формирующего сигнал, учитывающий фактический фронт кристаллизации монокристалла, соединены, соответственно, с выходом первого усредняющего фильтра 15 и модулем задания величины поправки 18, входы второго каскада 19 регулятора, формирующего сигнал, учитывающий диаметр центральной симметричной части расплавленной зоны, соединены, соответственно, с выходом первого каскада 17 регулятора и выходом второго усредняющего фильтра 16, а выход второго каскада 19 регулятора подключен к входу блока автоматического управления скоростью перемещения штоков 6. Технический результат изобретения заключается в повышении точности измерения и регулирования диаметра монокристалла в процессе выращивания и повышении стабильности работы устройства, что позволяет выращивать кристаллы с минимально допустимым отклонением диаметра по всей длине слитка. 2 н. и 1 з.п. ф-лы, 2 ил., 1 табл.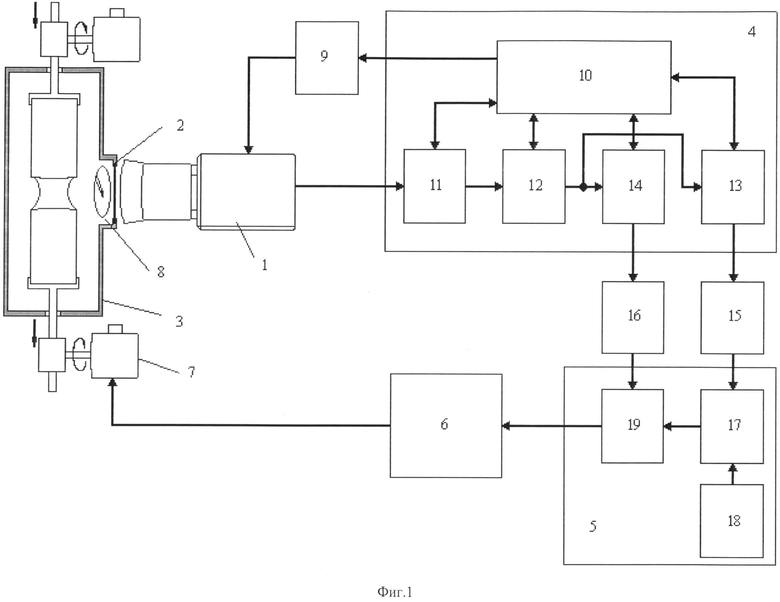
1. Способ выращивания монокристаллов методом бестигельной зонной плавки, включающий затравление кристалла из расплавленной зоны, выдержку в течение заданного времени и вытягивание монокристалла на затравку из расплавленной зоны в градиенте температуры, в процессе которого осуществляют контроль параметра растущего монокристалла, отличающийся тем, что в качестве контролируемого параметра растущего монокристалла используют величину диаметра центральной симметричной части расплавленной зоны, при этом величину диаметра фронта кристаллизации выбирают с заданной поправкой, учитывающей допустимое отклонение диаметра выращиваемого монокристалла от заданного, и поддерживают эту величину постоянной в течение всего процесса выращивания путем регулирования величины диаметра центральной симметричной части расплавленной зоны.
2. Способ по п.1, отличающийся тем, что регулирование величины диаметра центральной симметричной части расплавленной зоны осуществляют путем изменения скорости перемещения верхнего штока ростовой камеры.
3. Устройство для выращивания монокристаллов методом бестигельной зонной плавки, включающее ростовую камеру с нижним и верхним штоками, видеокамеру, установленную в смотровом окне ростовой камеры, выход видеокамеры через блок обработки сигнала подключен к формирователю управляющего сигнала, выход которого соединен с входом блока автоматического управления скоростью перемещения штоков, подключенного к блоку перемещения штоков, отличающееся тем, что оно снабжено стробоскопом, установленным перед смотровым окном ростовой камеры, и синхронизатором, соединенным с входами синхронизации стробоскопа и видеокамеры, а блок обработки сигнала содержит процессор с подключенными к нему модулями выделения кадра изображения, выделения контура изображения, вычисления диаметра центральной симметричной части расплавленной зоны и вычисления диаметра фронта кристаллизации, при этом процессор соединен с синхронизатором, а выход видеокамеры подключен к входу модуля выделения кадра изображения, который через модуль выделения контура изображения подключен к входам модуля вычисления диаметра фронта кристаллизации и модуля вычисления диаметра центральной симметричной части расплавленной зоны, выходы которых соединены, соответственно, с первым и вторым усредняющими фильтрами, формирователь управляющего сигнала выполнен в виде двухкаскадного пропорционально-интегрально-дифференциального регулятора, при этом входы первого каскада регулятора, формирующего сигнал, учитывающий фактический фронт кристаллизации монокристалла, соединены, соответственно, с выходом первого усредняющего фильтра и модулем задания величины поправки, входы второго каскада регулятора, формирующего сигнал, учитывающий диаметр центральной симметричной части расплавленной зоны, соединены, соответственно, с выходом первого каскада регулятора и выходом второго усредняющего фильтра, а выход второго каскада регулятора подключен к входу блока автоматического управления скоростью перемещения штоков.
| СПОСОБ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ БЕСТИГЕЛЬНЫМ МЕТОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2426824C2 |
| ТЕЛЕВИЗИОННОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ И СТАБИЛИЗАЦИИ | 0 |
|
SU347073A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАИИУ. ДИАМЕТРА СТЕРЖНЯ В ПРОЦЕССЕ БЕСТИГЕЛЬНОЙ ЗОННОЙ ПЛАВКИ | 0 |
|
SU210844A1 |
| Устройство для регулирования ширины расплавленной зоны в процессе зонной плавки полупроводниковых материалов | 1960 |
|
SU134430A1 |

