Изобретение относится к металлургии высокочистых металлов и может быть использовано при выращивании монокристаллических дисков тугоплавких металлов и сплавов на их основе методом бестигельной зонной плавки с электронно-лучевым нагревом.
В настоящее время метод бестигельной зонной плавки с электронно-лучевым нагревом широко используется для получения монокристаллических цилиндрических прутков тугоплавких металлов и сплавов. Анализ работ, опубликованных за последние 10-15 лет, указывает на непрерывное развитие в данном направлении технологии выращивания монокристаллов, системы управления параметрами процесса роста, ростового оборудования и его отдельных узлов. Однако в последние несколько лет возникла потребность в производстве высокочистых и совершенных по структуре и составу монокристаллических изделий из тугоплавких металлов, имеющих форму диска диаметром до 150 мм и более, используемых, в частности, при изготовлении зеркал для диагностики «активная спектроскопия» термоядерного излучения.
Известен способ электронно-лучевой зонной плавки и устройство для его осуществления (патент РФ №2287023 С1, опубл. 10.11.2006, МПК С22В 9/22, С30В 13/22, С30В 13/32), заключающийся в том, что к источнику электронов прикладывают разность потенциалов между кольцевым катодом и держателем обрабатываемого металла, воздействуют на него электронным потоком, регулируют мощность потока электронов путем изменения разности потенциалов между источником электронов и держателем обрабатываемого металла и устанавливают рабочее напряжение тока накала для создания максимальной равномерности зоны плавления. Обрабатываемый металл и затравочный монокристалл помещают в вакуумную плавильную камеру и приваривают к основанию держателя затравочный кристалл с известной ориентацией оси роста, устанавливают на нем обрабатываемый металл, который подвергают очистке зонным переплавом в вакууме. Выращивание монокристалла осуществляют с одновременным вращением его вокруг оси, проходящей через держатели, а источник электронов перемещают вдоль выращиваемого кристалла по всей длине обрабатываемого металла до получения монокристалла с заданными кристаллографическими параметрами.
Для реализации способа устройство содержит электронно-лучевую пушку с высоковольтным источником питания и кольцевым источником электронов, являющимся катодом, охлаждаемые фокусирующие элементы, корпус из высокотеплопроводного материала и являющийся анодом держатель обрабатываемого металла, размещенный в плавильной камере. В плавильной камере установлены механизм вращения обрабатываемого металла вокруг оси, проходящей через держатель, механизм перемещения источника электронов вдоль выращиваемого монокристалла.
Затравление и рост монокристалла в данном способе осуществляют на торцевой поверхности затравочного кристалла в условиях направленного температурного градиента. По причине, заданной соотношением между величиной поверхностного натяжения и силой тяжести металлического расплава, жидкая зона может стабильно существовать между затравкой и обрабатываемым металлом (загрузкой) для выращиваемых монокристаллов диаметром не более 50-60 мм. Следовательно, этот способ не может обеспечить рост монокристаллов диаметром более 60 мм.
Известен способ (А.С. СССР №1061526 А1, опубл. 20.04.1995) получения плоских монокристаллов тугоплавких металлов, включающий формирование зоны расплава между исходным прутком и верхним участком кромки горизонтально расположенной цилиндрической затравки, наращивание монокристалла слоями путем перемещения расплавленной зоны по дуге при повороте затравки вокруг ее оси с программным изменением скорости поворота и вертикальном перемещении затравки и прутка. Перемещение затравки в вертикальном направлении осуществляют периодически после каждого ее оборота. Скорость кристаллизации поддерживают постоянной в диапазоне 0,5-20 мм/мин путем программного изменения угловой скорости вращения затравки по мере увеличения диаметра растущего монокристаллического диска.
Процесс выращивания проводят на установке бестигельной зонной плавки с электронно-лучевым нагревом в ростовой камере, содержащей верхний и нижний штоки, катодный нагревательный узел и внешний дополнительный привод, обеспечивающий вращение горизонтально расположенной затравки вокруг оси, перпендикулярно направленной оси верхнего штока.
Известное техническое решение выбрано в качестве прототипа, поскольку является наиболее близким аналогом по своей технической сущности и достигаемому результату (позволяет выращивать монокристаллические диски из тугоплавких металлов диаметром до 100 мм).
Недостатком данного способа является нестабильность процесса выращивания, так как положение фронта кристаллизации резко меняется при переходах с одного диаметра на другой из-за периодического, после каждого оборота, перемещения монокристаллического диска в вертикальном направлении. В результате возрастает вероятность возникновения спонтанной кристаллизации, ведущей к нарушению монокристаллического роста, появлению блочной структуры растущего диска, снижению качества и к браку выращенного диска.
Решаемая задача и достигаемый изобретением технический результат - обеспечение стабильности роста монокристаллического диска большого диаметра (150 мм и более) и увеличение выхода годной продукции путем стабилизации состояния расплавленной зоны в процессе роста.
Это достигается в способе выращивания монокристаллических дисков из тугоплавких металлов методом бестигельной зонной плавки с электронно-лучевым нагревом, включающем процесс формирования расплавленной зоны между поликристаллической заготовкой и боковой поверхностью горизонтально расположенного цилиндрического затравочного монокристалла, выдержку расплавленной зоны в течение времени, необходимого для стабилизации тепловых условий роста монокристаллического диска, наплавление расплава на боковую поверхность затравочного монокристалла в процессе перемещения затравочного кристалла в вертикальном направлении роста монокристаллического диска и вращения затравочного монокристалла в направлении наступления фронта кристаллизации в процессе роста монокристаллического диска на поверхности затравочного монокристалла, согласно изобретению в процессе роста монокристаллического диска автоматически измеряют его текущий диаметр, по результатам измерений которого задают скорости вращения и перемещения поликристаллической заготовки и затравочного монокристалла, при этом перемещение затравочного монокристалла в процессе роста осуществляют непрерывно в течение всего процесса роста монокристаллического диска.
Текущий диаметр монокристаллического диска в процессе роста измеряют каждые 0,5 сек.
Заявленный способ реализуется при помощи устройства, включающего ростовую камеру с верхним и нижним штоками для перемещения соответственно поликристаллической заготовки и затравочного монокристалла, дополнительный привод для наплавления жидкого металла из расплавленной зоны на боковую поверхность затравочного монокристалла, установленного на горизонтальном валу дополнительного привода, в котором согласно изобретению дополнительный привод механически связан с нижним штоком с обеспечением вращения затравочного монокристалла в плоскости, перпендикулярной горизонтальной оси вала дополнительного привода, при этом дополнительный привод, нижний и верхний штоки снабжены системой автоматического управления вращением и перемещением затравочного монокристалла и поликристаллической заготовки.
Для регистрации текущего диаметра выращиваемого монокристаллического диска в смотровом окне ростовой камеры установлена видеокамера.
Для предотвращения загрязнений смотровых окон парами металлов перед смотровым окном ростовой камеры установлен стробоскоп.
Вращение нижнего штока за счет механической связи нижнего штока с дополнительным приводом, на горизонтальном валу которого закреплен затравочный монокристалл, преобразуется во вращение затравочного монокристалла в плоскости, перпендикулярной горизонтальной оси вала дополнительного привода, вследствие чего в процессе роста монокристаллического диска происходит непрерывное наплавление жидкого металла из расплавленной зоны на боковую поверхность затравочного монокристалла.
Дополнительный привод, нижний и верхний штоки снабжены системой автоматического управления вращением и перемещением затравочного кристалла и поликристаллической заготовки, которая обеспечивает в соответствии с заданной программой необходимую скорость непрерывного вертикального перемещения и вращения монокристаллического диска в процессе роста, определяемую скоростью кристаллизации в области контакта жидкой и твердой фаз. При постоянной скорости кристаллизации с увеличением диаметра растущего монокристаллического диска его скорость вращения уменьшается.
Заявляемое изобретение по сравнению с прототипом позволяет устранить периодическое перемещение монокристаллического диска в вертикальном направлении в процессе его роста и перейти на непрерывное перемещение, обеспечивающее стабильное состояние расплавленной зоны и, как следствие, стабильный процесс роста монокристаллического диска.
Сущность заявленного изобретения поясняется чертежами.
На фиг. 1 представлено устройство для осуществления предлагаемого способа.
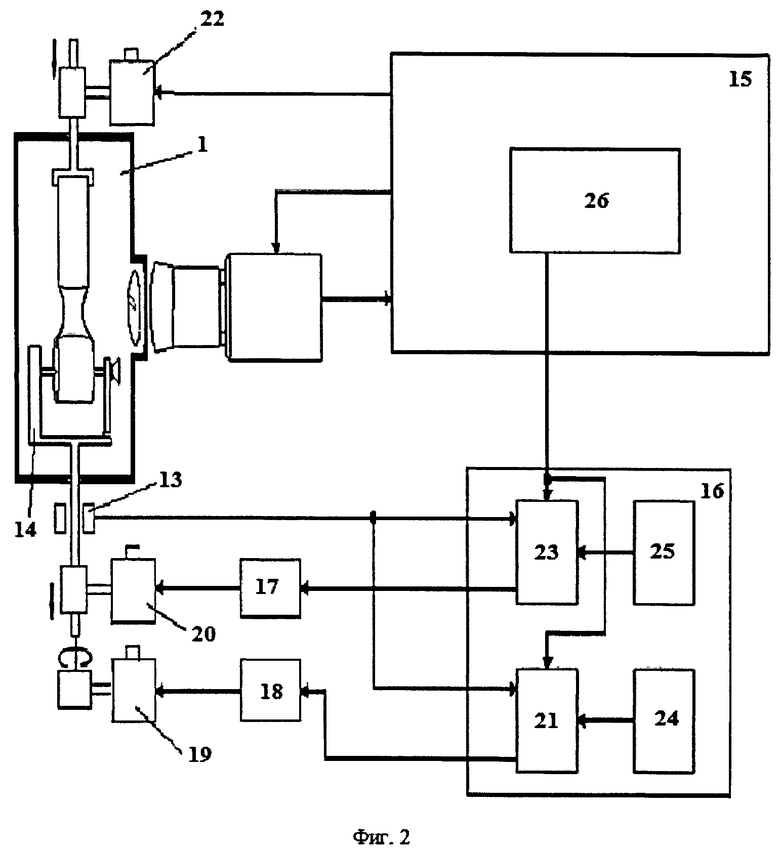
На фиг. 2 представлена блок-схема системы автоматического управления процессом роста монокристаллов.
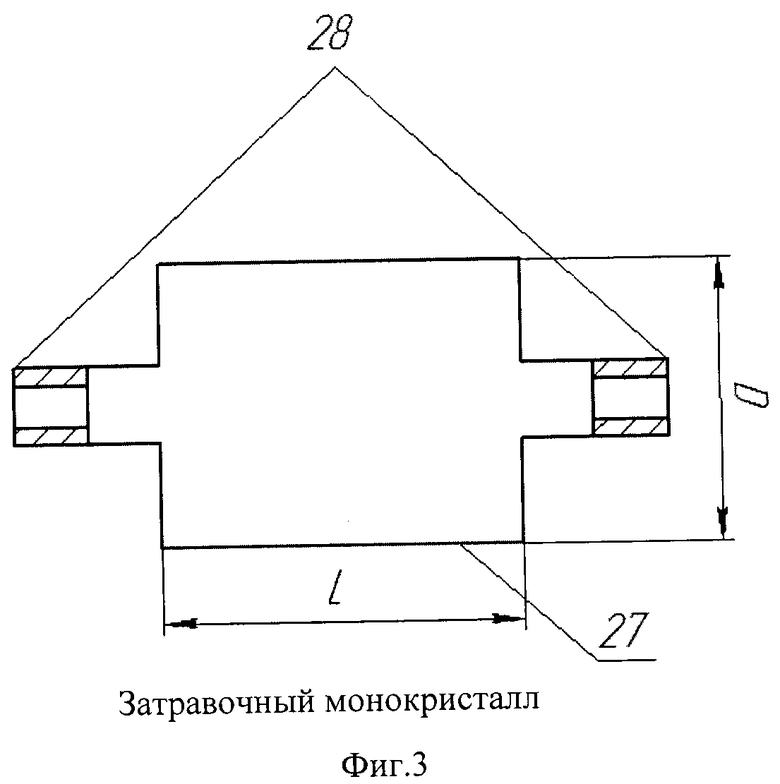
На фиг. 3 представлен затравочный монокристалл до начала выращивания на его боковой поверхности монокристаллического диска.
Устройство, приведенное на фиг. 1, включает ростовую камеру 1 с нижним 2, верхним 3 штоками и дополнительным приводом 4 для перемещения соответственно поликристаллической заготовки 5 и затравочного монокристалла 6. Затравочный монокристалл 6 установлен на горизонтально расположенном валу 7 дополнительного привода 4, который служит для наплавления жидкого металла из расплавленной зоны на боковую поверхность затравочного кристалла 6. Электронно-лучевой нагревательный узел состоит из верхнего экрана 8, установленного на водоохлаждаемой станине 9, нижнего экрана 10, катода 11 и обеспечивает формирование расплавленной зоны 12.
Ускоряющее напряжение между катодом и растущим диском подается через водоохлаждаемые токовводы (на чертежах не показаны). На верхнем штоке 3 крепится сплавляемая в процессе роста поликристаллическая заготовка 5 в виде прутка диаметром 15-20 мм. Нижний шток 2 служит для непрерывного перемещения в процессе роста монокристаллического диска в соответствии с заданной программой. Дополнительный привод 4, приводы верхнего 3 и нижнего 2 штоков связаны с системой автоматического управления (САУ) и установлены внутри ростовой камеры 1.
Вращение нижнего штока 2 в плоскости, перпендикулярной его оси, с помощью дополнительного привода 4, преобразовывалось во вращение затравочного монокристалла 6 в плоскости, перпендикулярной оси горизонтально расположенного вала 7 дополнительного привода 4. В результате нижний торец поликристаллической заготовки 5, закрепленной на верхнем штоке 3, в процессе перемещения и вращения верхнего штока 3 находился в постоянном контакте с боковой поверхностью затравочного монокристалла 6, обеспечивая в процессе нагрева формирование расплавленной зоны 12, служащей источником поступления расплавленного металла на боковую поверхность затравочного монокристалла 6 в процессе роста из него монокристаллического диска.
Устройство снабжено системой автоматического управления вращением и перемещением затравочного кристалла и поликристаллической заготовки (САУ), связанной с валом дополнительного привода (см. фиг. 2).
САУ (фиг. 2) содержит датчик 13 позиции монокристаллического диска, обеспечивающий с помощью формирователя 14 передачу управляющего сигнала на вращение и перемещение в вертикальном направлении монокристаллического диска от соответствующих блоков управления 15 и 16 нижнего штока. Система содержит блок 17 управления приводом вращения и блок 18 управления приводом перемещения верхнего штока с установленной на нем поликристаллической заготовкой. Формирователь 14 управляющего сигнала представляет собой математический блок обработки данных для вычисления величины диаметра монокристаллического диска и связан с видеокамерой и блоками 19 и 20, вносящими корректировки в значения скоростей вращения и перемещения диска в зависимости от текущего значения его диаметра. Управление блоками 19 и 20 осуществляет процессор 21 системы управления. Блоки 23 и 24 служат для введения начальных значений скоростей перемещения и вращения монокристаллического диска и поликристаллической заготовки, а блоки 25 и 26 осуществляют корректировку скоростей вращения и перемещения заготовки.
Затравочный монокристалл (фиг. 3) представляет собой цилиндрический слиток с ориентацией торцевой поверхности <110>. Боковая поверхность 27 затравочного монокристалла диаметром D и длиной L, равными 25 мм, с помощью двух опор 28 крепилась на горизонтальном валу дополнительного привода 4 (фиг. 1).
Процесс выращивания монокристаллического диска в соответствии с заявленным изобретением осуществляли следующим образом.
Перед началом процесса затравочный монокристалл 6 (фиг. 3) закрепляли на горизонтально расположенном валу 7 дополнительного привода 4 ростовой камеры 1 установки бестигельной зонной плавки (фиг. 1), а поликристаллическую заготовку 5 с помощью цанги крепили на торце верхнего штока 3. После этого в ручном режиме производили последовательно этапы вакуумирования ростовой камеры 1, затравления и формирования расплавленной зоны 12. Далее процесс выращивания монокристаллического диска осуществляли с помощью системы автоматического управления.
С помощью блока 13 определялась начальная позиция затравочного монокристалла (в дальнейшем - монокристаллического диска), в координатах X-Y с помощью блоков 23, 24 вводились начальные значения скоростей перемещения и вращения монокристаллического диска и поликристаллической заготовки. Затем на пульте управления включали систему автоматического управления САУ. Формирователь управляющего сигнала 14 в зависимости от полученных значений координат X-Y вычислял диаметр монокристаллического диска и в соответствии со значениями скоростей вращения и перемещения монокристаллического диска и загрузки, заданных блоками 15, 16, 17, 18, вносил с помощью блоков 19, 20, 25, 26 и процессора 21 корректировки в значения скоростей. Система автоматического управления каждые 0,5 секунд вносила корректировку в значения скоростей перемещения и вращения диска и заготовки. По достижении заданного диаметра (150-160 мм) процесс выращивания монокристаллического диска останавливали путем отрыва заготовки от боковой поверхности диска. Достоинством данной системы управления является решение проблемы стабильного положения фронта кристаллизации и достижение оптимальной скорости кристаллизации в течение всего процесса выращивания монокристаллического диска методом бестигельной зонной плавки.
Пример конкретного осуществления изобретения
Реализацию способа выращивания монокристаллических дисков из тугоплавких металлов большого диаметра приведем на примере молибдена.
Процесс выращивания монокристаллического диска молибдена диаметром 150 мм с затравлением и ростом на боковой поверхности затравочного монокристалла начинали с переплава штабиков, изготовленных методом порошковой металлургии и получением поликристаллической заготовки в виде цилиндрического прутка диаметром 15-16 мм и длиной 600-700 мм.
Заготовку закрепляли с помощью цанги на верхнем штоке 3 (фиг. 1) и устанавливали по центру верхнего экрана 8 и нижнего штока 2. Затравочный монокристалл 6 (фиг. 3) в виде цилиндра с ориентацией торцевой поверхности <110>, диаметром D и длиной L боковой поверхности 27 равными 25 мм с помощью опор 28 устанавливали на валу 7 дополнительного привода 4.
После установки заготовки и затравочного монокристалла ростовую камеру откачивали до остаточного давления Р≤(5-7)·10-5мм рт. ст. с помощью форвакуумного АВЗ-20 Д, бустерного 2НВБМ-160 и диффузионного НВДМ-400 насосов. Затем включали накал кольцевого катода 11 нагревательного узла на величину 0,8 от номинального рабочего значения тока и в этом состоянии в течение 15-20 минут осуществляли процесс отжига нити накала катода. После отжига включали вращение заготовки со скоростью 8-12 об/мин и вращение затравочного монокристалла 6 со скоростью 10-16 об/мин.
После задания вращения заготовке и затравке устанавливали ускоряющее напряжение на величину 2 кВ с последующим ростом в процессе нагрева до 7-9 кВ. Анодный ток при этом изменяли в пределах от 0,2 до 1,2 А. Нагрев затравки в зависимости от ее диаметра продолжался от 40 минут до 1,5 часа. Остаточное давление при этом не должно превышать 7-10-5мм рт. ст. Нагрев осуществляли до момента образования «ванны» расплава на боковой поверхности затравочного монокристалла и висящей капли на нижнем торце поликристаллической заготовки при условии остановки вращения затравки. При выполнении указанных условий заготовку с висящей каплей приводили в контакт с «ванной» расплава и формировали расплавленную зону 12 (фиг. 1). При этих условиях расплавленную зону выдерживали в течение 15-20 минут для стабилизации тепловых условий. Затем осуществляли вращение затравочного монокристалла со скоростью от 0,5 до 1 об/мин для формирования первичного монокристаллического слоя молибдена толщиной от 1 до 2 мм, наплавленного на боковую поверхность затравочного кристалла. Наплавление первичного слоя осуществляли при корректировке линейной скорости перемещения загрузки с помощью визуального контроля за состоянием мениска расплавленной зоны.
После наплавления первичного слоя включали систему автоматического управления скоростью вращения и перемещения затравочного монокристалла и загрузки. Линейные скорости перемещения и вращения монокристаллического диска и загрузки корректировались в процессе роста в соответствии с диаметром растущего монокристаллического диска. Функциональные зависимости угловых скоростей вращения и скоростей перемещения в вертикальном направлении загрузки и монокристаллического диска от его диаметра являлись экспериментально подобранными величинами по результатам рентгенографических и металлографических исследований структуры и геометрии выращенных монокристаллических дисков.
В соответствии с заявленным изобретением был выращен монокристаллический диск из молибдена диаметром 152 мм и толщиной 18 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения монокристалла диоксида титана | 2022 |
|
RU2792517C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ МЕТОДОМ БЕСТИГЕЛЬНОЙ ЗОННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2519410C2 |
| СПОСОБ ВЫРАЩИВАНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ МОНОКРИСТАЛЛОВ МЕТОДОМ СИНЕЛЬНИКОВА-ДЗИОВА | 2016 |
|
RU2626637C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ТРОЙНОГО СОЕДИНЕНИЯ ЦИНКА, ГЕРМАНИЯ И ФОСФОРА | 2023 |
|
RU2813036C1 |
| МОНОКРИСТАЛЛ ДЛЯ ИЗГОТОВЛЕНИЯ ДИСКОВ В УСТРОЙСТВАХ НА ПОВЕРХНОСТНО-АКУСТИЧЕСКИХ ВОЛНАХ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2172362C2 |
| Способ радиального разращивания профилированных монокристаллов германия | 2016 |
|
RU2631810C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ МОНОКРИСТАЛЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 1981 |
|
SU1061526A1 |
| Способ выращивания кристаллов бестигельным методом и устройство для его реализации | 2023 |
|
RU2830299C2 |
| СПОСОБ ВЫРАЩИВАНИЯ ТРУБЧАТЫХ КРИСТАЛЛОВ ВОЛЬФРАМА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2358043C1 |
| СПОСОБ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ БЕСТИГЕЛЬНЫМ МЕТОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2426824C2 |
Изобретение относится к металлургии высокочистых металлов и может быть использовано при выращивании монокристаллических дисков из тугоплавких металлов и сплавов на их основе методом бестигельной зонной плавки (БЗП) с электронно-лучевым нагревом. Способ включает формирование расплавленной зоны 12 между поликристаллической заготовкой 5 и боковой поверхностью горизонтально расположенного цилиндрического затравочного кристалла 6, выдержку расплавленной зоны в течение времени, необходимого для стабилизации тепловых условий роста монокристаллического диска, наплавление расплава на боковую поверхность затравочного кристалла в процессе перемещения затравочного кристалла в вертикальном направлении роста монокристалла и вращения затравочного кристалла в направлении наступления фронта кристаллизации, при этом в процессе роста автоматически измеряют текущий диаметр монокристаллического диска, по результатам измерений которого задают скорости перемещения и вращения заготовки 5 и затравочного кристалла 6, перемещение затравочного кристалла в процессе роста осуществляют непрерывно в течение всего процесса роста монокристаллического диска. Способ осуществляют в устройстве, включающем ростовую камеру 1 с верхним 3 и нижним 2 штоками для перемещения, соответственно, поликристаллической заготовки 5 и затравочного кристалла 6, дополнительный привод 4 для наплавления жидкого металла из расплавленной зоны на боковую поверхность затравочного кристалла 6, установленного на валу 7 дополнительного привода 4. Устройство дополнительно снабжено связанной с нижним 2 и верхним 3 штоками, а также с дополнительным приводом 4 системой автоматического управления вращением и перемещением затравочного кристалла и поликристаллической заготовки, при этом нижний шток 2 механически связан с дополнительным приводом 4, преобразующим ось вращения нижнего штока 2 из вертикального положения в горизонтальное. Технический результат - обеспечение стабильности роста монокристаллического диска большого диаметра (150 мм и более) и увеличение выхода годной продукции путем стабилизации состояния расплавленной зоны в процессе роста. 2 н. и 3 з.п. ф-лы, 3 ил.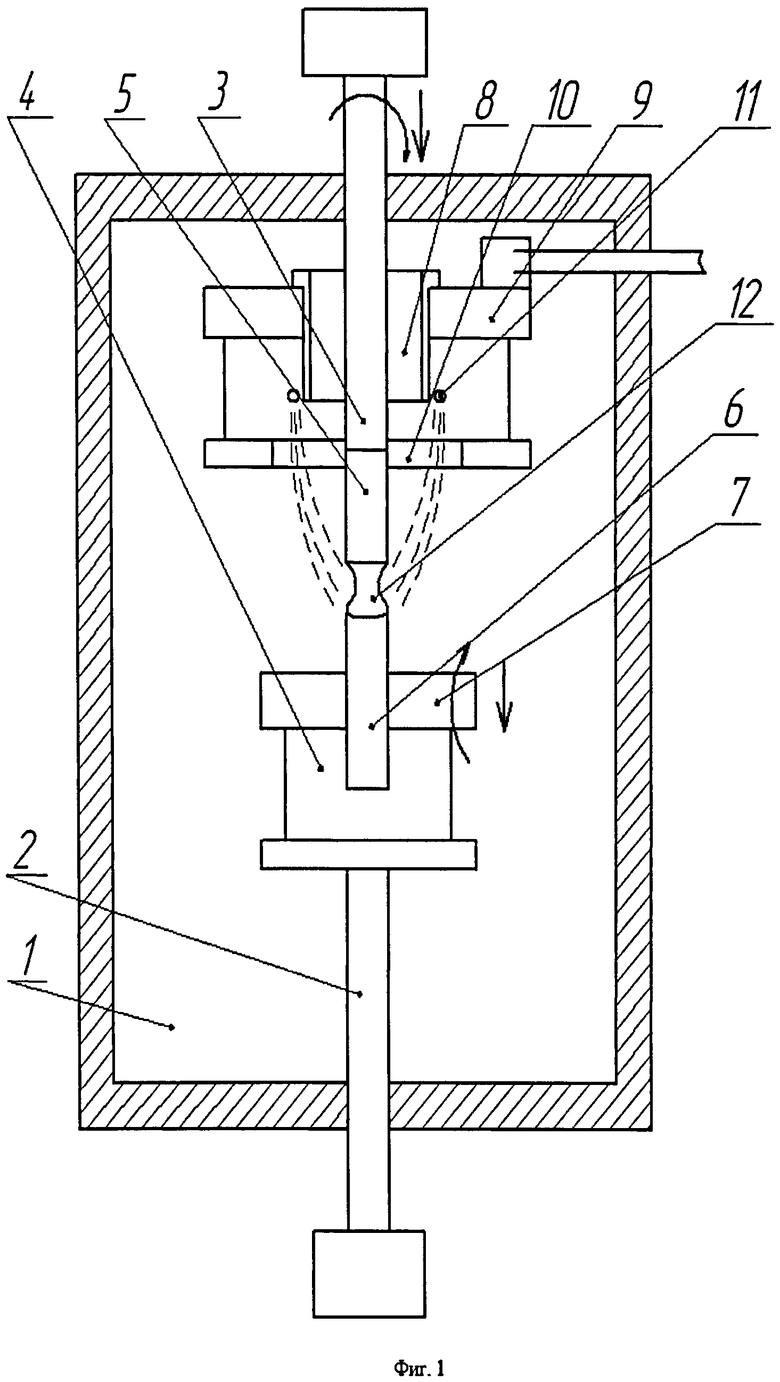
1. Способ выращивания монокристаллических дисков из тугоплавких металлов методом бестигельной зонной плавки с электронно-лучевым нагревом, включающий формирование расплавленной зоны между поликристаллической заготовкой и боковой поверхностью горизонтально расположенного цилиндрического затравочного кристалла, выдержку расплавленной зоны в течение времени, необходимого для стабилизации тепловых условий роста монокристаллического диска, наплавление расплава на боковую поверхность затравочного кристалла в процессе перемещения затравочного кристалла в вертикальном направлении роста монокристалла и вращения затравочного кристалла в направлении наступления фронта кристаллизации, отличающийся тем, что в процессе роста автоматически измеряют текущий диаметр монокристаллического диска, по результатам измерений которого задают скорости перемещения и вращения заготовки и затравочного кристалла, при этом перемещение затравочного кристалла в процессе роста осуществляют непрерывно в течение всего процесса роста монокристаллического диска.
2. Способ по п. 1, отличающийся тем, что текущий диаметр монокристаллического диска измеряют каждые 0,5 сек.
3. Устройство для выращивания монокристаллических дисков из тугоплавких металлов методом бестигельной зонной плавки с электронно-лучевым нагревом, включающее ростовую камеру с верхним и нижним штоками для перемещения, соответственно, поликристаллической заготовки и затравочного кристалла, дополнительный привод для наплавления жидкого металла из расплавленной зоны на боковую поверхность затравочного кристалла, установленного на валу дополнительного привода, отличающееся тем, что оно дополнительно снабжено связанной с нижним и верхним штоками, а также с дополнительным приводом системой автоматического управления вращением и перемещением затравочного кристалла и поликристаллической заготовки, при этом нижний шток механически связан с дополнительным приводом, преобразующим ось вращения нижнего штока из вертикального положения в горизонтальное.
4. Устройство по п. 3, отличающееся тем, что в смотровом окне ростовой камеры установлена видеокамера.
5. Устройство по п. 3, отличающееся тем, что перед смотровым окном ростовой камеры установлен стробоскоп.
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ МОНОКРИСТАЛЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 1981 |
|
SU1061526A1 |
| RU 94036650 А1, 27.08.1996 | |||
| СПОСОБ ВЫРАЩИВАНИЯ ПЛОСКИХ КРИСТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2374339C1 |

