Изобретение относится к области энергетики, а точнее к технологии производства топливных брикетов из сырья биологического происхождения (древесные отходы, щепа, стружка, лузга подсолнечника, измельченные растительные материалы, специально создаваемые для изготовления топливных брикетов, далее в тексте описания именуемые - щепа)
Известен способ производства топливных брикетов, согласно которого сырье измельчают, сушат до достижения показателя относительной влажности в нем 8-12%, затем подают транспортером в бункер с дозатором, где дозируют в количестве одного топливного брикета, который перемещают в прессовую камеру пресса-брикетера, формуют один брикет и упаковывают (1).
Недостатком известного способа является большой расход энергии на формование топливного брикета, измельчение и сушку сырья до необходимой влажности.
Известен способ производства топливных брикетов «Оксоль», в котором исходное сырье измельчают, сушат, смешивают со связующим, дозируют и подают транспортером вместе со связующим в устройство для формования брикетов с упаковкой в бумажную оболочку (2).
Недостатком известного способа является большой расход энергии на формование топливного брикета, измельчение и сушку сырья до необходимой влажности, а также необходимость применения связующего.Известен способ производства топливных брикетов, согласно которого сырье измельчают, сушат до достижения относительной влажности в нем 8-12%, затем подают транспортером в бункер с дозатором, где дозируют в количестве, соответствующем производительности пресса-брикетера, измельченное сырье перемещают в прессовую камеру пресса, где за счет вращения матрицы создают слой измельченного и высушенного сырья. При вращении фрагмент слоя попадает в зазор между фиксированным пуансоном и вращающейся матрицей и последовательно вдавливается пуансоном в отверстия в матрице. Отпрессованная часть топливного брикета находится в отверстии матрицы и за счет трения об стенки отверстия создает необходимое для уплотнения сырья усилие. Последующими уплотненными фрагментами сырья топливный брикет выдавливается из отверстия. При достижении определенной длины брикет обламывается и получается готовое изделие (3).
Недостатком известного способа являются большие затраты энергии на получение топливного брикета, состояших из энергетических затрат на уплотнение щепы, измельчение щепы до наибольшего размера до 0,5 мм., иначе будет отбрасываться пуансоном из зоны прессования, высушивание сырья до относительной влажности 8-12%, чтобы топливный брикет сохранял форму после прессования, и преодоление сил трения между поверхностью стенки отверстия и поверхностью топливного брикета. Эти силы трения являются фактором формования брикета, поэтому избежать их нельзя.
Цель изобретения - снижение энергоемкости производства топливных брикетов.
Для достижения цели изобретения в способе, при котором исходный материал измельчают, подают транспортером на дозатор, затем измельченный материал направляют в прессовую камеру, формуют, согласно изобретения при измельчении исходного материала достигают наибольшего размера фракции равные или менее длины окна, образующееся между пуансонов и стенками контейнера, прессовую камеру размещают в сменяемом контейнере, упаковывание производят совместно с формованием брикета в контейнере, формуют брикет в контейнере слоями, а контейнер закрывают крышкой.
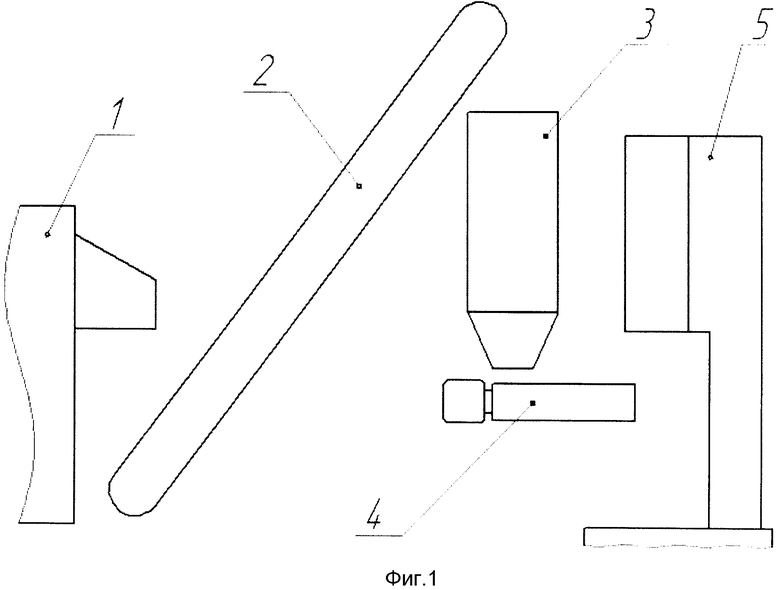
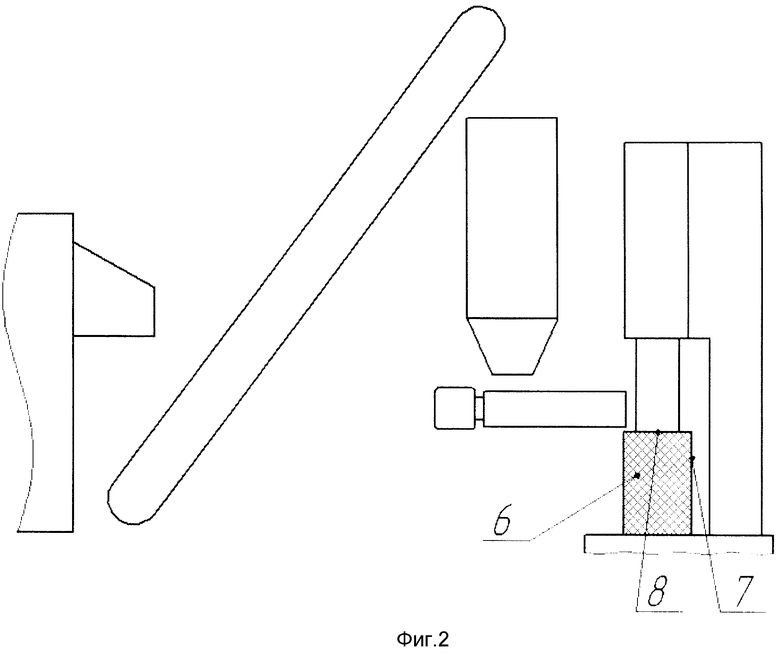
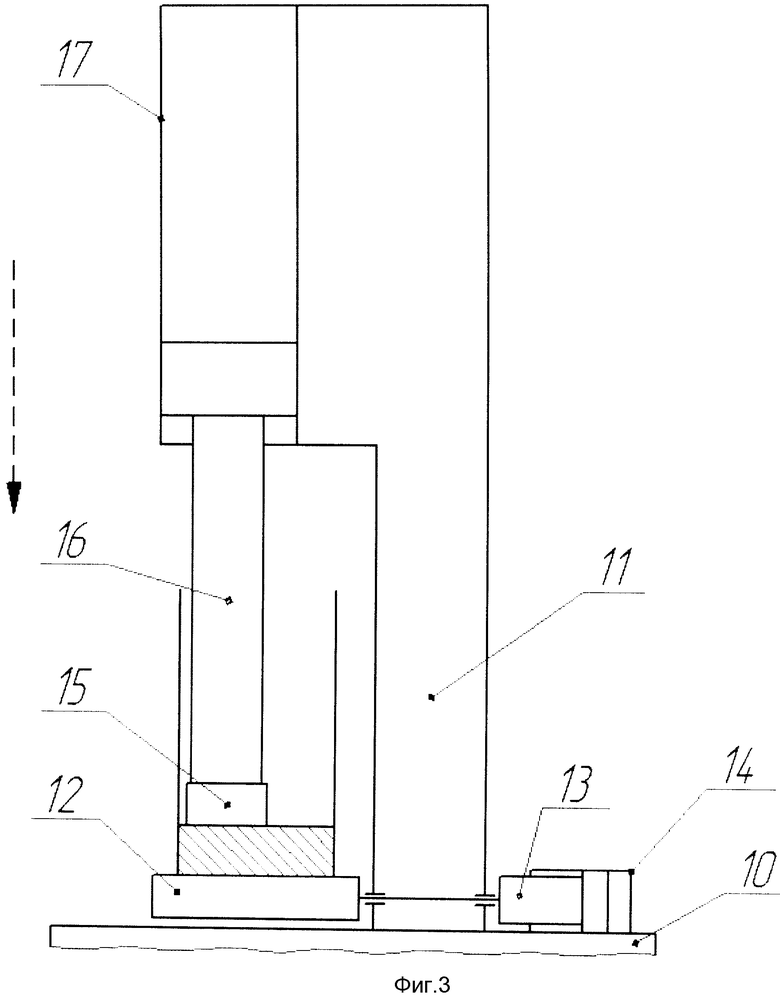
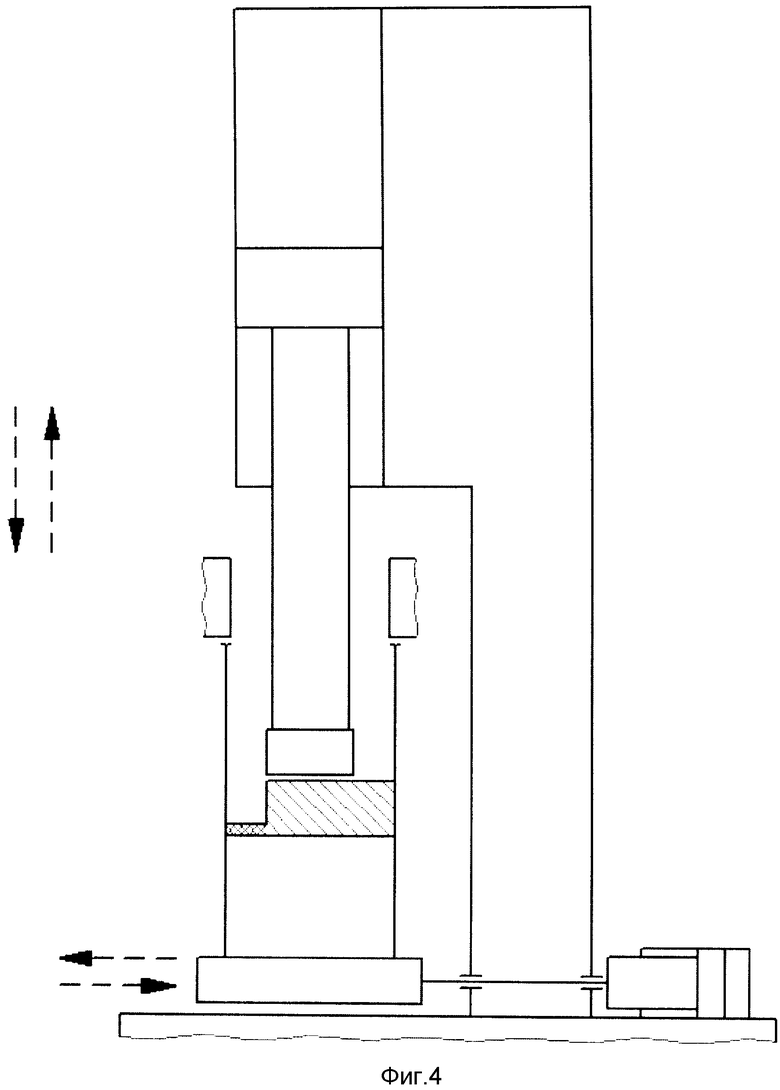
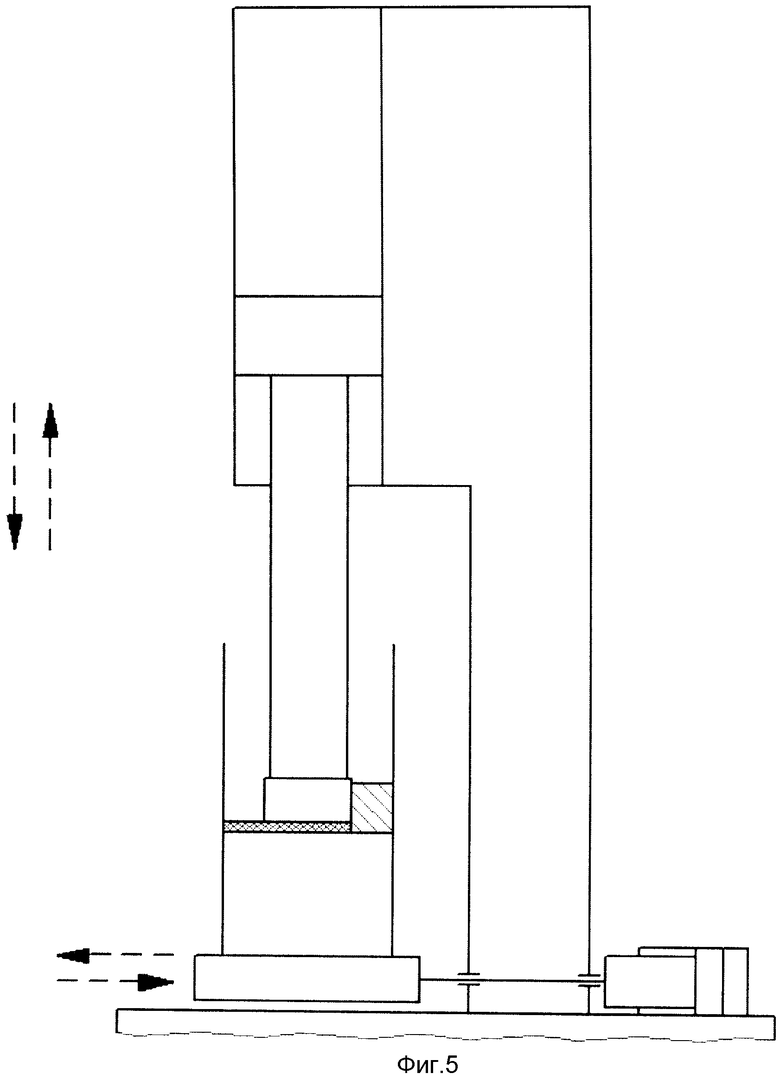
Установка для осуществления способа показана на чертежах: на фиг.1 показана установка в исходном положении без контейнера в устройстве для формования топливного брикета; на фиг.2 - установка в конечном положении с установленным в нем контейнером; в контейнере находится отформованный закрытый крышкой топливный брикет; на фиг.3 в увеличенном виде изображено устройство для формования топливного брикета с установленным в нем контейнером и введенным в контейнер пуансоном; на дне контейнера условно показан первый неотпрессованный слой щепы. Далее изображен процесс формования одного из единичных слоев топливного брикета, на фиг.4 - в начале этого процесса, на фиг.5 - в конце процесса; здесь односторонней штриховкой условно изображена щепа, а перекрещенной штриховкой - отпрессованная часть топливного брикета.
Установка состоит из устройства для измельчения исходного сырья 1, транспортера 2 для подачи щепы в промежуточный бункер-дозатор 3, транспортера 4 для подачи щепы и устройство 5 для формования топливного брикета 6 в сменяемом контейнере 7; контейнер 7 с отпрессованным топливным брикетом закрывается крышкой 8.
Устройство для формования топливного брикета содержит станину, которая состоит из двух частей - основания 10 и стойки 11. На основании размещена платформа 12 и установленный в нем контейнер 7, причем платформа с контейнером имеют возможность производить возвратно-поступательное перемещение за счет движения, например, штока 13 гидроцилиндра 14, прикрепленного к основанию. Пуансон 15 установлен на конце штока 16 механизма привода пуансона, например, гидроцилиндра 17. Разница площадей контейнера 7 и пуансона 15 должна позволять беспрепятсвенное попадание щепы внутрь контейнера
Способ осуществляют следующим образом. Устанавливают пустой сменяемый контейнер 7 на платформу 12 устройства для формования брикета. Исходное сырье измельчают в устройстве для измельчения 1, причем размер фракции щепы ограничивают длиной окна, образующимся между пуансоном 15 и стенками контейнера 7, затем транспортером 2 подают в промежуточный бункер-дозатор 3, в котором хранят щепу. Посредством бункера-дозатора 3 синхронно производительности формования топливных брикетов подают щепу на транспортер 4, с помощью которого перемещают щепу в устройство 5 для последующего формования топливного брикета 6, а именно в сменяемый контейнер 7. Сменяемый контейнер 7 размещают на платформу 12, которая имеет возможность возвратно-поступательного движения параллельно основанию 10 устройства для формования брикета от штока 13 гидроцилиндра 14. Щепу подают внутрь контейнера 7 слоями, причем толщину слоя подбирают из соображений экономичности энергопотребления процесса, необходимости достичь заданной плотности топливного брикета 6 и производительности. Уплотняют щепу пуансоном 15, который закрепляют, например, на штоке 16 механизма привода пуансона, например, гидроцилиндра 17. Механизм привода пуансона (гидроцилиндр 17) установлен на стойке 11 устройства для формования брикета. За счет возвратно-поступательного движения пуансона формуют первый слой топливного брикета, затем платформу с контейнером перемещают налево, если смотреть на фиг.3. После формования первого слоя приподнимают пуансон на величину толщины одного слоя вверх, сдвигают платформу с контейнером направо и, продолжая насыпать в контейнер щепу, формуют последующий слой. Таким образом, заполняя контейнер, формуют весь топливный брикет, а в конце процесса закрывают контейнер крышкой 8 и снижают с платформы. Топливный брикет изготовлен.
Экономию энергии на производство топливных брикетов достигают за счет снижения энергии на формование, за счет устранения или большого уменьшения энергии на преодоление трения об стенки матрицы, в данном случае - контейнера и за счет возможности регулирования степени влажности и размера фракции щепы в большую сторону.
По мере движения пуансона вниз щепа уплотняется и возникает напряжение, достаточное для уплотнения щепы до заданной плотности, причем зависимость между напряжением и плотностью щепы прямо пропорциональная, то есть чем больше напряжение под пуансоном тем больше плотность уплотняемого материала. Известно, что напряжение под пуансоном не постоянно, а уменьшается пропорционально кубу расстояния от пуансона, то есть достаточно быстро и максимальная величина напряжения находится вблизи пуансона. Повседневный опыт показывает, что это заключение верно: удар молотком (в нашем случае пуансоном) по тонкому листу оставляет отпечаток, видимый на обратной стороне листа, тогда как такой же силы удар по более толстому листу подобный отпечаток не оставляет. Следовательно, чем меньше слой щепы нужно уплотнить, тем меньше усилия надо прикладывать к пуансону, а это значит, что для уплотнения щепы до заданной плотности предлагаемым способом необходимо меньшее количество энергии.
При формовании топливного брикета небольшими слоями уплотнение щепы обусловлено сопротивлением либо днища контейнера, либо предыдущего слоя топливного брикета, а не сопротивлением трения. Расходы энергии на преодоление трения отпрессованной части топливного брикета об стенки контейнера становятся незначительными или не возникают вообще, следовательно, снижают расходы энергии.
Размеры фракции щепы должны быть такими, чтобы щепа свободно проходила в окно, образующееся между пуансоном и стенками контейнера, а также в составе единичного слоя для последующего формования. Очевидно, что это значительно больший размер, достигающий 40-50 мм., чем необходим для уплотнения щепы другими способами. Таким образом, уменьшают расход энергии на дальнейшее уменьшение размера фракции щепы.
Наличие влаги в топливном брикете по предлагаемому способу не является препятствием для горения в топке котла. В ходе горения она превращается водяной пар, перегревается и вместе с дымовыми газами переносит тепло горения от очага горения к теплообменнику. Следовательно, влажность щепы можно повысить до 30%, достигая или приближаясь к естественной влажности древесины. Тем самым, в предлагаемом способе значительно снижают расход энергии на просушивание щепы.
Общую экономию энергии на изготовление брикета в предлагаемом способе достигают за счет формования брикета небольшими слоями, уменьшение трения щепы об стенки контейнера, увеличения размера фракции и влажности щепы, причем суммарно экономия энергии достигает 50%. Дополнительным преимуществом предложенного топливного брикета является более плотная упаковка при прямоугольной форме брикета, что важно при транспортировке, повышение культуры производства (из закрытого контейнера не выпадают частички щепы), а также отсутствие необходимости строить специальное помещение для хранения контейнеров.
1. Автоматические линии брикетирования опилок - прессы гранулирования. www.1stanok.ru/pages/stanok39.html.Москва
2. Топливный брикет «Оксоль» и установка для его получения. Патент №2094449, МКИ C10L 5/02/
3. Технологическая схема производства гранул - базовая комплектация. http://www.ecology-energy/Plants/Basic/basic/html.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления топливных брикетов из древесных отходов | 2018 |
|
RU2667684C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ | 2007 |
|
RU2369633C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ И УСТАНОВКА ДЛЯ ИХ ПРЕССОВАНИЯ | 2001 |
|
RU2185420C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ ИЗ ДРЕВЕСНЫХ ОТХОДОВ | 1992 |
|
RU2046821C1 |
| Комплекс оборудования для производства топливных и кормовых брикетов и гранул | 2017 |
|
RU2639707C1 |
| СПОСОБ ПЕРЕРАБОТКИ СОРТИРОВАННЫХ БЫТОВЫХ ОТХОДОВ В ТОПЛИВНЫЕ БРИКЕТЫ | 2012 |
|
RU2492158C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ШИХТЫ ДЛЯ ПРОИЗВОДСТВА МИНЕРАЛЬНОГО ВОЛОКНА | 2007 |
|
RU2407708C2 |
| СПОСОБ ПЕРЕРАБОТКИ ПОДСТИЛОЧНОГО ПОМЕТА И НАВОЗА КРУПНОГО И МЕЛКОГО РОГАТОГО СКОТА В ТОПЛИВНЫЕ БРИКЕТЫ | 2012 |
|
RU2491265C1 |
| СПОСОБ ПОЛНОЙ БЕЗОТХОДНОЙ УТИЛИЗАЦИИ ТВЁРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ В НАПРАВЛЕНИИ ПОЛУЧЕНИЯ ТОПЛИВА И ТЕХНОГЕННОГО ГРУНТА | 2023 |
|
RU2819577C1 |
| Способ глубокой переработки птичьего помета | 2021 |
|
RU2760216C1 |
Настоящее изобретение относится к способу производства топливных брикетов, который может быть использован в энергетике. В предложенном способе исходный материал измельчают до размера фракции не более половины хода пуансона, подают транспортером на дозатор, затем измельченный материал направляют в прессовую камеру, формуют, причем при измельчении исходного материала достигают наибольшего размера фракции равным или менее длины окна, образующегося между пуансоном и стенками контейнера, прессовую камеру размещают в сменяемом контейнере, упаковывание производят совместно с формованием брикета в контейнере, формуют брикет в контейнере слоями, а контейнер закрывают крышкой. Предложен новый способ изготовления брикета, который позволяет экономить энергию на изготовление брикета, а также плотно упаковывать брикет и избежать необходимости строить специальное помещение для хранения контейнеров. 1 н.п.ф-лы, 1 пр., 5 фиг.
Способ производства топливных брикетов, при котором исходный материал измельчают до размера фракции не более половины хода пуансона, подают транспортером на дозатор, затем измельченный материал направляют в прессовую камеру, формуют, отличающийся тем, что при измельчении исходного материала достигают наибольшего размера фракции равным или менее длины окна, образующегося между пуансоном и стенками контейнера, прессовую камеру размещают в сменяемом контейнере, упаковывание производят совместно с формованием брикета в контейнере, формуют брикет в контейнере слоями, а контейнер закрывают крышкой.
| ТОПЛИВНЫЙ БРИКЕТ "OKSOL" И УСТАНОВКА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2094449C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ ГРАНУЛ | 2006 |
|
RU2327572C1 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ | 2002 |
|
RU2312019C2 |

