Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства текстурованных листов из электротехнической стали. В частности, изобретение относится к способу производства текстурованных листов из электротехнической стали, которые демонстрируют низкие показатели потерь в железе и высокую плотность магнитного потока по всей длине рулона в продольном направлении.
Уровень техники
Текстурованные листы из электротехнической стали широко применяются главным образом в качестве материала для металлических сердечников трансформаторов и электрических приборов. От них требуется наличие превосходных магнитных свойств, например, в отношении показателей потерь в железе, и высокой плотности магнитного потока. Обычно текстурованные листы из электротехнической стали производятся с применением следующих стадий. Сляб толщиной от 100 до 300 мм, имеющий заданную химическую композицию, нагревают до температуры 1250°C или выше и подвергают горячей прокатке, полученный горячекатаный лист при необходимости подвергают отжигу. После этого горячекатаный лист или горячекатаный и отожженный лист подвергают однократной холодной прокатке или холодной прокатке два или более раза с выполняемым между ними отжигом, образуя таким образом холоднокатаный лист с итоговой толщиной листа. Затем холоднокатаный лист подвергают обезуглероживающему отжигу. После чего на поверхность стального листа наносят сепаратор отжига и стальной лист подвергают окончательному отжигу для вторичной рекристаллизации и очистки.
Обычный способ производства текстурованных листов из электротехнической стали с приданием им желаемых магнитных свойств включает следующие виды обработки. Прежде всего сляб, такие свойства которого, как связанная с образованием ингибиторов, соответствующим образом отрегулированная химическая композиция, нагревают до высокой температуры для полного растворения образующих ингибитор элементов. После этого сляб подвергают горячей прокатке, затем холодной прокатке один, два или более раз и далее однократному, двукратному или многократному отжигу, таким образом обеспечивая соответствующее регулирование получаемой первичной рекристаллизованной микроструктуры. После этого стальной лист подвергают окончательному отжигу, при котором первично рекристаллизованные зерна преобразуются во вторично рекристаллизованные {110} <001> ориентированные (ориентированные в направлении Госса) кристаллические зерна.
Для эффективного поддержания вторичной рекристаллизации, во-первых, важно контролировать состояние выделяющейся дисперсной фазы, именуемой ингибитором, так, чтобы этот ингибитор с соответствующими размерами был однородно распределен во всей стали для подавления роста (нормального роста зерна) первично рекристаллизованных зерен в ходе окончательного отжига. Затем важно, чтобы из кристаллических зерен подходящего размера образовалась первичная рекристаллизованная микроструктура с однородным распределением поперек толщины листа. Типичными ингибиторами являются вещества, демонстрирующие чрезвычайно низкую растворимость в стали, примеры которых включают сульфиды, селениды и нитриды, такие как MnS, MnSe, AlN и VN. Также в качестве ингибиторов применяются сегрегирующие на границах зерен элементы, такие как Sb, Sn, As, Pb, Ce, Ne Bi, Cu и Mo. В любом случае контролирование поведения ингибиторов от выделения ингибиторов в ходе горячей прокатки до вторичного рекристаллизационного отжига имеет важное значение для получения удовлетворительной вторичной рекристаллизованной микроструктуры. Такое контролирование ингибиторов приобретает все более важное значение для обеспечения превосходных магнитных свойств.
С точки зрения контроля выделения ингибитора, раскрываемая в публикации нерассмотренной патентной заявки JP №8-100216 методика сосредотачивается на влиянии на магнитные свойства текстурованных листов из электротехнической стали термической истории от чистовой прокатки до намотки на этапе горячей прокатки. В способе согласно этой методике стальной сляб является горячекатаным в условиях контролируемой температуры конца прокатки (температура выхода из прокатного стана) в диапазоне от 900 до 1100°C, охлажденным в таких условиями, при которых температура стального листа по истечении времени от 2 до 6 секунд от момента завершения чистовой прокатки удовлетворяет приведенному ниже уравнению (1), и подвергнутым намотке в рулон при температуре не выше 700°C:

в котором T(t) представляет температуру стального листа (°C), FDT является температурой конца прокатки (°C) и t - время (c) после завершения чистовой прокатки при горячей прокатке.
Сущность изобретения
Проблема, решаемая изобретением
Согласно методике, раскрываемой в документе JP №8-100216, верхняя предельная температура стального листа соответствующим образом контролируется в процессе охлаждения от момента после завершения чистовой прокатки до намотки так, чтобы не допускать нежелательного выделения ингибиторов, тем самым снижая степень дефектности образующейся при вторичной рекристаллизации структуры и реализуя высокую плотность магнитного потока и низкие потери в железе. Этот способ способствует стабилизации качества текстурованных листов из электротехнической стали.
Однако даже при полным применении этой технологии концевой участок горячекатаного листа, в частности, концевой участок, представляющий от 5 до 10% всей длины рулона, имеет тенденцию к ухудшению приблизительно на 10% своих магнитных свойств, в частности, показателей потерь в железе, по сравнению со средним участком рулона. Таким образом, проблема обеспечения качества по-прежнему остается актуальной.
Настоящее изобретение было сделано для решения описанных выше проблем. Поэтому цель данного изобретения состоит в создании предпочтительного способа, пригодного для производства текстурованных листов из электротехнической стали, демонстрирующих превосходные магнитные свойства по всей длине рулона.
Пути решения проблемы
Для решения вышеописанных проблем авторы настоящего изобретения выполнили исследования, сосредоточенные на изменениях, протекающих с течением времени в процессе производства в рулоне горячекатаной полосы по его продольному направлению. В результате было подтверждено следующее. Вначале в случае периодической горячей прокатки, а именно горячей прокатки, при которой рулоны прокатываются по одному, толщина листа на концевом участке рулона часто отклоняется от заданной толщины листа приблизительно на 10% даже при текущем компьютеризированном высокоэффективном управлении с упреждением. Кроме того, так как концевой участок рулона до тех пор, пока конец рулона не обматывается вокруг моталки, прокатывается при низкой скорости, этот участок избыточно охлаждается по сравнению со средним участком рулона, который прокатывается на более высокой скорости, таким образом, концевой участок оказывается переохлажденным.
Авторы настоящего изобретения, основываясь на вышеуказанных результатах, провели дальнейшие исследования. При этом была обнаружена необходимость контроля не только верхней предельной температуры, как раскрывается в способе документа JP №8-100216 источника 1, но также и нижней предельной температуры для предупреждения ухудшения магнитных свойств концевого участка рулона горячекатаной полосы. Настоящее изобретение было выполнено на основе этих обнаружений.
Поэтому один объект настоящего изобретения направлен на способ производства текстурованных листов из электротехнической стали с превосходными магнитными свойствами, включающий последовательность стадий, на которых стальной сляб, содержащий от 0,01 до 0,10 масс.% C, от 2,5 до 4,5 масс.% Si, от 0,02 до 0,12 масс.% Mn, от 0,005 до 0,10 масс.% Al и от 0,004 до 0,015 масс.% N, а также от 0,005 до 0,06 масс.% Se и/или от 0,005 до 0,06 масс.% S, нагревают до температуры не ниже 1280°C и подвергают горячей прокатке, горячекатаный лист при необходимости отжигают и подвергают однократной холодной прокатке или двукратной или многократной холодной прокатке с выполняемым между ними промежуточным отжигом до достижения конечной толщины листа и холоднокатаный лист подвергают обезуглероживающему отжигу и окончательному отжигу,
при этом данный способ включает такой контроль температуры стального листа, чтобы по всей длине рулона во время охлаждения после завершения чистовой прокатки при горячей прокатке выполнялось приведенное ниже уравнение (1):
в котором T(t) представляет температуру стального листа (°C), FDT является температурой конца прокатки (°C) и t - время (c) после завершения чистовой прокатки;
при этом данный способ включает такой контроль температуры концевого участка рулона стального листа, представляющего 10% длины рулона, чтобы по истечении 3 секунд от момента завершения горячей прокатки она была не ниже 650°C.
В способе производства текстурованных листов из электротехнической стали согласно изобретению стальной сляб может, кроме того, содержать, в дополнение к вышеупомянутым компонентам, один, или два, или более компонентов, выбираемых из от 0,01 до 0,15 масс.% Cu, от 0,01 до 0,15 масс.% Sn, от 0,005 до 0,1 масс.% Sb, от 0,005 до 0,1 масс.% Mo, от 0,005 до 0,1 масс.% Te и от 0,005 до 0,1 масс.% Bi.
Таким образом, композиция применяемого в данном изобретении стального сляба в итоговом виде может быть представлена как включающая от 0,01 до 0,10 масс.% С, от 2,5 до 4,5 масс.% Si, от 0,02 до 0,12 масс.% Mn, от 0,005 до 0,10 масс.% Al и от 0,004 до 0,015 масс.% N, а также по меньшей мере один компонент, выбираемый из от 0,005 до 0,06 масс.% Se и от 0,005 до 0,06 масс.% S, и, при необходимости, по меньшей мере один компонент, выбираемый из от 0,01 до 0,15 масс.% Cu, от 0,01 до 0,15 масс.% Sn, от 0,005 до 0,1 масс.% Sb, от 0,005 до 0,1 масс.% Mo, от 0,005 до 6,1 масс.% Te и от 0,005 до 0,1 масс.% Bi, остальное Fe и неизбежные примеси.
Результат изобретения
Настоящее изобретение позволяет без проблем, с которыми сталкиваются в существующем уровне техники, когда продольный концевой участок рулона горячекатаной полосы демонстрирует более низкие магнитные свойства, производить текстурованные листы из электротехнической стали, содержащие по меньшей мере одно из MnSe и MnS, а также A1N в качестве ингибиторов. Таким образом, могут быть получены текстурованные листы из электротехнической стали, которые демонстрируют превосходные магнитные свойства по всей длине рулона.
Краткое описание чертежей
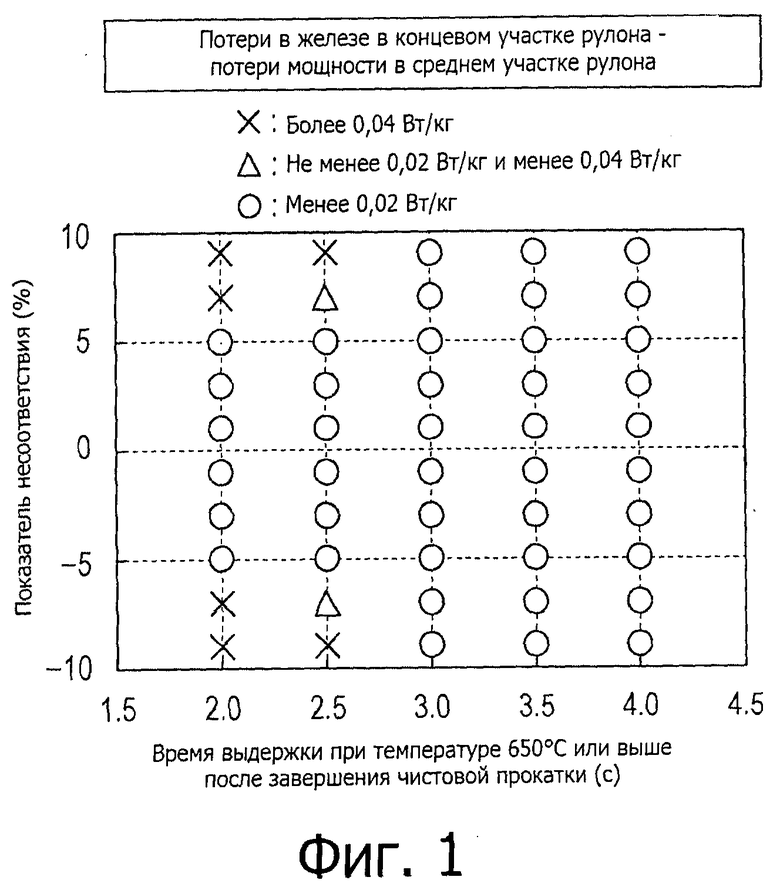
Фиг.1 является диаграммой, отображающей влияние времени выдержки при 650°C или выше после завершения чистовой горячей прокатки (абсцисса: секунды) и отклонений в толщине листа (ордината: показатель несоответствия, %) на различия в показателях потерь в железе между концевым участком и средним участком рулона горячекатаной полосы.
Фиг.2 является диаграммой, демонстрирующей диапазон температур, в пределах которого контролируется температура концевого участка рулона горячекатаной полосы согласно настоящему изобретению (ордината: температура стального листа, °C; абсцисса: время после завершения чистовой прокатки, c).
Осуществление изобретения
Далее будет описан способ производства текстурованных листов из электротехнической стали согласно настоящему изобретению.
Один признак способа производства данного изобретения состоит в том, что условия охлаждения после завершения горячей прокатки оптимизируются так, как будет описано ниже.
Способ согласно изобретению специальным образом не ограничивается, за исключением того, что условия охлаждения после горячей прокатки контролируются так, чтобы находиться в пределах оптимизированных диапазонов, описанных далее. Таким образом, известные условия могут быть приняты и для других стадий производства, например, производства стали, горячей прокатки, отжига горячекатаного листа, травления, промежуточного отжига, холодной прокатки, обезуглероживающего отжига, применения сепаратора отжига и окончательного отжига.
Далее будут описаны основные технологические идеи настоящего изобретения.
Как описано выше, выполненные авторами настоящего изобретения исследования показали, что в случае периодической горячей прокатки, при которой рулоны прокатываются по одному, толщина листа концевого участка рулона часто отклонялся от заданной толщины листа приблизительно на 10%, и поскольку такой концевой участок рулона прокатывается при низкой скорости до тех пор, пока конец рулона не обматывается вокруг моталки, такой участок часто переохлаждается по сравнению со средним участком рулона, который прокатывается при более высокой скорости.
Затем были выполнены исследования, касающиеся горячекатаных рулонов, различающихся в отношении толщины листа и ситуации с охлаждением концевых участков рулона, с целью изучения влияния времени (время выдержки), в течение которого прокатанный лист находится при температуре 650°C или выше после завершения чистовой прокатки, и отклонений в толщине листа по сравнению с заданной толщиной листа, на различия в показателях потерь в железе между концевым участком и средним участком рулона горячекатаной полосы. Эти исследования привели к новому обнаружению, состоящему в том, что, как показано на фиг.1, рулоны имели большие различия в показателях потерь в железе между концевым участком и средним участком (то есть заметное ухудшение потерь в железе в концевом участке), когда отклонение толщины листа концевого участка рулона было больше ±5%, а также когда рулон после завершения чистовой прокатки охлаждался до температур ниже 650°C настолько быстро, что время выдержки при 650°C или выше составляло менее 3 секунд.
Представленные на фиг.1 результаты были получены исследованием большого количества текстурованных листов из электротехнической стали, которые были изготовлены из стальных слябов различных видов с композициями, удовлетворяющими описанным. Далее требованиям (величины потерь в железе участков середины рулона (в направлении прокатки) в пределах от 0,72 до 0,84 Вт/кг).
Отклонения по толщине листа были оценены измерением отклонения (показатель несоответствия) толщины листа концевого участка от заданной толщины листа (средняя заданная толщина участка в середине рулона по продольному направлению), как определено далее в примерах.
Время после завершения чистовой прокатки отсчитывали, начиная с момента, когда стальной лист выходил из последней пары раскатных валков стана чистовой прокатки.
Авторы настоящего изобретения полагают, что объяснения для упомянутых выше результатов могут быть следующими.
Согласно существующему уровню техники (документ JP №8-100216), верхняя предельная температура стального листа по истечении времени от 2 до 6 секунд от момента завершения чистовой прокатки контролируется для препятствования укрупнению размеров частиц ингибиторов, таким образом предотвращая ослабление магнитных свойств. Однако, когда стальной лист слишком сильно охлаждается после завершения чистовой прокатки, ингибиторы выделяются в настолько тонкодисперсном виде, что ингибирующая способность таких ингибиторов становится чрезмерно высокой.
Кроме того, поскольку динамическая рекристаллизация не происходит, когда прошедшей чистовую прокатку стальной лист является закаленным, степень ориентации в направлении (111), которая является необходимой для внедрения и возрастания ориентации Госса, в ходе вторичной рекристаллизации снижается, в то время как степень ориентации в направлении (200), которая является неблагоприятной для такого внедрения и роста, увеличивается. Эти факторы затрудняют устойчивую вторичную рекристаллизацию и в результате показатели потерь в железе ухудшаются. Таким образом, найдено, что контролирование верхней предельной температуры по всей длине рулона вызывает проблему, связанную с тем, что концевой участок рулона горячекатаной полосы, который имеет относительно низкую температуру стального листа, может оказаться чрезмерно охлажденным.
Кроме того, целевая толщина листа при горячей прокатке обычно устанавливается соответствующей оптимальной величине, учитывающей влияние обжатия при холодной прокатке на образующуюся впоследствии микроструктуру стального листа. Таким образом, любая толщина листа, меньшая или большая, чем целевая величина, не может гарантировать соответствующего обжатия при холодной прокатке. В результате возникает тенденция к ухудшению магнитных свойств.
Такие ухудшения показателей потерь в железе, как полагают, становятся более значительными, если два вышеуказанных неблагоприятных эффекта присутствуют одновременно, а именно, если прошедший чистовую прокатку стальной лист закаливается настолько быстро, что температура листа стали опускается ниже 650°C за время, не превышающее 3 секунд после завершения чистовой прокатки, другими словами, время выдержки при температуре 650°C или выше становится менее 3 секунд, и, кроме того, если толщина стального листа отклоняется от заданной толщины листа настолько сильно, что обжатие при холодной прокатке оказывается вне границ надлежащего диапазона.
Вышеприведенное обсуждение результатов показывает эффективность контроля не только за верхним пределом, но также и за нижним пределом температуры стального листа в процессе охлаждения, когда горячекатаный стальной лист охлаждается после завершения чистовой прокатки, в частности, когда процессу охлаждения подвергается концевой участок рулона горячекатаной полосы, который проявляет тенденцию к наличию больших отклонений в отношении толщины листа и склонность к переохлаждению. Таким образом, найдено, что, даже если избежание отклонений в толщине листа оказывается сложным, вышеупомянутые проблемы могут быть предотвращены посредством соответствующего управления температурой стального листа в процессе охлаждения.
Согласно изобретению, ухудшение магнитных свойств концевого участка рулона горячекатаной полосы предотвращается следующим способом. Прежде всего, осуществляется контроль за температурой стального листа в отношении верхней предельной температуры таким образом, чтобы по всей длине рулона в процессе охлаждения после завершения чистовой горячей прокатки удовлетворялись условия нижеследующего уравнения (1):
в котором T(t) представляет температуру стального листа (°C), FDT является температурой конца прокатки (°C) и t - время (с) после завершения чистовой прокатки.
Кроме того, температура стального листа контролируется в отношении нижнего предела температуры концевого участка рулона горячекатаной полосы (участок, представляющий 10% всей длины рулона) так, чтобы по истечении 3 секунд с момента завершения горячей прокатки она была не ниже 650°C. Таким образом, условия охлаждения контролируются таким образом, чтобы температура стального листа такого концевого участка рулона горячекатаной полосы в процессе охлаждения концевого участка изменялась в границах заштрихованной области на фиг.2.
Причина, по которой термическая история стального листа должна в ходе охлаждения отвечать уравнению (1), состоит в том, что любая температура стального листа, которая не в состоянии удовлетворять уравнению (1) и смещается в более высокотемпературную область, вызывает изменения в характере выделения A1N и любого из MnSe и MnS, в результате чего выделяется меньше подавляющих и нежелательных ингибиторов с увеличением вероятности проявлений дефектной вторичной рекристаллизации, приводящей вследствие этого к ухудшенным магнитным свойствам, таким как высокие потери в железе и низкая плотность магнитного потока. То есть необходимо, чтобы уравнению (1) отвечал бы не только концевой участок рулона горячекатаной полосы, но и весь рулон горячекатаной полосы по всей его длине. Для предупреждения чрезмерного укрупнения частиц ингибиторов температура стального листа предпочтительно контролируется таким образом, чтобы по истечении 3 секунд после завершения горячей прокатки она составляла бы 800°C или ниже.
Причина, по которой необходимо такое охлаждение стального листа, при котором температура стального листа по истечении 3 секунд после завершения горячей прокатки составляет не ниже 650°C, то есть причина, по которой температура стального листа в течение 3 секунд после завершения горячей прокатки должна поддерживаться равной 650°C или выше, уже описана ранее. Таким образом, быстрая закалка горячекатаного стального листа до температур ниже 650°C приводит к чрезмерно высокой ингибирующей способности ингибиторов, а также к снижению степени (111) ориентации, которая является необходимой для роста в направлении ориентации Госса, поскольку в условиях такой закалки не происходит никакой динамической рекристаллизации и, таким образом, подавляется стабильность прохождения вторичной рекристаллизации.
Удержание температуры стального листа по истечении 3 секунд от момента начала охлаждения на уровне не ниже 650°C, а именно по меньшей мере в течение 3 секунд, является необходимым требованием для концевого участка, составляющего 10% длины рулона горячекатаной полосы, на котором проявляется тенденция к быстрому снижению температуры. Излишне упоминать, что весь рулон горячекатаной полосы по всей его длине может выдерживаться под такими условиями охлаждения. По истечении 3 секунд нижний предел условий охлаждения для концевого участка рулона каким-либо специальным образом не ограничивается.
При горячей прокатке в периодическом режиме в некоторых случаях отклонения в толщине листа концевого участка рулона максимально могут достигать примерно ±20%. Даже в таких случаях выдерживание концевого участка рулона в течение по меньшей мере 3 секунд при температуре в 650°C или выше может сохранять его магнитные свойства.
На существующем уровне техники, например в патентном источнике 1, изучалось влияние условий охлаждения после горячей прокатки на характеристики выделения ингибиторов. Однако такие исследования моделировали только поведение на участках, находящихся в стабильных условиях, таких как продольный средний участок рулона, и не уделяли внимания характеристикам выделения ингибиторов или характеристикам динамической рекристаллизации на нестабильных участках, таких как концевой участок рулона горячекатаной полосы. В отличие от этого настоящее изобретение сосредотачивает внимание на нестабильном участке в конце рулона горячекатаной полосы, как описано выше. Данное изобретение играет важную роль в обеспечении способа, пригодного для предупреждения ухудшения магнитных свойств, которое является специфическим для таких участков явлением. Действительно, для того, чтобы соответствовать тому верхнему пределу, который описывается в документе JP №8-100216, желательна интенсификация охлаждения после горячей прокатки. Однако в таких случаях, если охлаждение концевого участка тщательно не контролируется, не редким является охлаждение концевого участка рулона до приблизительно 600°C в течение периода времени, не превышающего 3 секунд.
В способе производства данного изобретения температура нагревания сляба, который должен быть горячекатаным, предпочтительно составляет не менее 1280°C для того, чтобы гарантировать достаточное растворение образующих ингибитор элементов. Температура конца прокатки при горячей прокатке предпочтительно составляет от 900 до 1100°C, а температура намотки в рулон после горячей прокатки предпочтительно не превышает 650°C.
Далее будет описана химическая композиция текстурованного листа из электротехнической стали согласно изобретению.
Сталь, которая является пригодной для производства текстурованных листов из электротехнической стали способом данного изобретения, должна содержать A1N и любой из MnSe и MnS в качестве ингибиторов, которые образуются при добавлении комбинации таких элементов. Химическая композиция такой стали описывается ниже.
C: от 0,01 до 0,10 масс.%.
Углерод является элементом, полезным не только с точки зрения обеспечения однородности и утончения микроструктуры в ходе горячей прокатки и холодной прокатки, но также и для развития ориентации Госса. Необходимо, чтобы сляб содержал углерод в количестве по меньшей мере 0,01 масс.%. С другой стороны, добавление углерода более 0,10 масс.% приводит к трудностям в обеспечении обезуглероживания на этапе отжига, а также вызывает нарушения в ориентации Госса и следующие из этого ослабления магнитных свойств. Таким образом, верхний предел его содержания составляет 0,10 масс.%. Нижний предел содержания С предпочтительно составляет 0,03 масс.%, а верхний предел предпочтительно равен 0,08 масс.%. Содержание С после окончательного отжига предпочтительно не превышает 0,004 масс.%.
Si: от 2,5 до 4,5 масс.%.
Кремний является обязательным элементом, который увеличивает удельное сопротивление стального листа и вносит вклад в снижение потерь в железе. Если содержание Si составляет менее 2,5 масс.%, не может быть достигнут достаточный эффект снижения потерь в железе; кроме того, кристаллическая ориентация рандомизируется вследствие α-γ-превращения, которое происходит в процессе окончательного отжига, выполняемого при высокой температуре для вторичной рекристаллизации и очистки, таким образом оказывается невозможным обеспечение достаточных магнитных свойств. С другой стороны, если содержание Si превышает 4,5 масс.%, ухудшаются свойства холодной прокатки, приводя к усложнению производства. Таким образом, содержание Si ограничивается диапазоном от 2,5 до 4,5 масс.%. Его предпочтительный нижний предел составляет 3,0 масс.%, а верхний предел предпочтительно равен 3,5 масс.%.
Mn: от 0,02 до 0,12 масс.%.
Марганец является элементом, эффективным с точки зрения предотвращения появления трещин, обусловленных присутствием в ходе горячей прокатки серы. Такой эффект не может быть достигнут, если содержание Мn составляет менее 0,02 масс.%. С другой стороны, добавление марганца сверх 0,12 масс.% приводит к ухудшению магнитных свойств. Таким образом, содержание Мn ограничивается диапазоном от 0,02 до 0,12 масс.%). Его предпочтительный нижний предел составляет 0,05 масс.%, а верхний предел предпочтительно равен 0,10 масс.%.
Al: от 0,005 до 0,10 масс.%.
Алюминий является элементом, который соединяется с азотом с образованием A1N, действующим как ингибитор. Если содержание Al составляет менее 0,005 масс.%, такой ингибитор не показывает достаточной ингибирующей способности. С другой стороны, добавление алюминия в количестве более 0,10 масс.%) приводит к укрупнению выделяющихся фаз, снижая тем самым его эффект.Таким образом, алюминий добавляется в количестве, ограничиваемом диапазоном от 0,005 до 0,10 масс.%. Его предпочтительный нижний предел составляет 0,01 масс.%, а верхний предел предпочтительно равен 0,05 масс.%.
N: от 0,004 до 0,015 масс.%.
Азот является элементом, который соединяется с алюминием с образованием A1N, действующим как ингибитор. Если содержание N составляет менее 0,004 масс.%, такой ингибитор не показывает достаточной ингибирующей способности. С другой стороны, добавление азота в количестве более 0,015 масс.% приводит к укрупнению выделяющихся фаз, снижая тем самым его эффект. Таким образом, азот добавляется в количестве, ограничиваемом диапазоном от 0,004 до 0,015 масс.%. Его предпочтительный нижний предел составляет 0,006 масс.%», а верхний предел предпочтительно равен 0,010 масс.%.
По меньшей мере один из Se: от 0,005 до 0,06 масс.% и S: от 0,005 до 0,06 масс.%».
Селен является важным элементом, который соединяется с марганцем с образованием MnSe, действующим как ингибитор. Сера является важным элементом, который соединяется с марганцем с образованием MnS, действующим как ингибитор. Таким образом, добавляется по меньшей мере одно из селена и серы.
Если содержание Se составляет менее 0,005 масс.%, образующийся ингибитор не показывает достаточной ингибирующей способности. С другой стороны, добавление селена в количестве более 0,06 масс.% приводит к укрупнению выделяющихся фаз, снижая тем самым его эффект. Таким образом, селен добавляется в количестве, находящемся в диапазоне от 0,005 до 0,06 масс.%, либо индивидуально, либо в комбинации с серой. Его предпочтительный нижний предел составляет 0,010 масс.%, а верхний предел предпочтительно равен 0,030 масс.%.
Если содержание S составляет менее 0,005 масс.%, образующийся ингибитор не показывает достаточной ингибирующей способности. С другой стороны, добавление серы в количестве более 0,06 масс.% приводит к укрупнению выделяющихся фаз, снижая тем самым его эффект. Таким образом, сера добавляется в количестве, находящемся в диапазоне от 0,005 до 0,06 масс.%, либо индивидуально, либо в комбинации с селеном. Его предпочтительный нижний предел составляет 0,015 масс.%», а верхний предел предпочтительно равен 0,035 масс.%.
К текстурованному листу из электротехнической стали согласно настоящему изобретению в дополнение к вышеприведенным образующим ингибиторы элементам S, Se, Al и N могут быть добавлены сегрегирующие на границах зерен элементы, такие как Cu, Sn, Sb, Mo, Te и Bi. В случаях добавления этих элементов они предпочтительно добавляются в количествах от 0,01 до 0,15 масс.% для Cu и Sn, и от 0,005 до 0,1 масс.% для Sb, Mo, Te и Bi. Эти образующие ингибиторы элементы могут добавляться отдельно или в комбинации друг с другом.
Остальная часть химической композиции предпочтительно представлена Fe и неизбежными примесями.
Примеры
Пример 1
Сляб непрерывного литья из кремнистой стали толщиной 220 мм и шириной 1200 мм, имеющий описанную в таблице 1 химическую композицию с остальной частью, представленной Fe и неизбежными примесями, был нагрет в обычной печи с газовым нагревом и, кроме того, нагрет до 1430°C в индукционной нагревательной печи, тем самым обеспечивая растворение образующих ингибиторы элементов. После этого данный стальной сляб был подвергнут черновой горячей прокатке, а затем чистовой горячей прокатке при температуре конца прокатки 1000°C, тем самым образуя горячекатаный лист, имеющий толщину листа 2,4 мм. Затем горячекатаный лист был охлажден при контролировании условий охлаждения так, чтобы температура стального листа по всей длине рулона удовлетворяла условию T(t)<FDT-(FDT-700)×t/6, а также так, чтобы концевой участок рулона горячекатаной полосы (продолжающийся от конца до 10% длины рулона) по истечении 3 секунд от момента завершения чистовой прокатки имел температуру стального листа, представленную в таблице 2. После этого стальной лист был подвергнут намотке в рулон при 550°C. Таблица 2 также описывает отклонения от заданной толщины листа каждого концевого участка рулона, определяемые уравнением:
{100(%) х (толщина листа концевого участка - целевая толщина листа) / (целевая толщина листа)}.
Горячекатаный лист был подвергнут отжигу и травлению, и двум этапам холодной прокатки с промежуточным отжигом между ними, образуя в результате холоднокатаный лист с итоговой толщиной листа 0,23 мм. После образования посредством травления канавок для измельчения магнитных доменов холоднокатаный лист в течение 2 минут подвергался обезуглероживающему отжигу в атмосфере влажного водорода при 850°C. Был нанесен сепаратор отжига на основе MgO, и стальной лист в течение 10 часов был подвергнут окончательному отжигу в водородной атмосфере при 1200°C для получения продукта (текстурованного листа из электротехнической стали).
Из полученного, как описано выше, продукта были взяты образцы для испытаний из локализации, соответствующей концевому участку рулона горячекатаной полосы (передний концевой участок), и из локализации, соответствующей среднему участку. Образцы для испытания были исследованы с целью измерения показателя потерь в железе W17/50 (потери в железе на частоте 50 Гц и при максимальной плотности магнитного потока 1,7 Тл).
Результаты этих измерений также представлены в таблице 2. Данные результаты показывают, что примеры изобретения, в которых температура концевого участка рулона стального листа по истечении 3 секунд от момента завершения чистовой горячей прокатки составляла 650°C, то есть концевой участок рулона по меньшей мере в течение 3 секунд выдерживался при температуре 650°C или выше, обеспечили улучшение магнитных свойств концевого участка рулона до уровня, сопоставимого с уровнем магнитных свойств на среднем участке рулона, несмотря на то, что концевой участок рулона имел значительное отклонение в толщине листа.
ли
Применимость в промышленности
Полученные согласно настоящему изобретению текстурованные листы из электротехнической стали, содержащие ингибиторы, демонстрируют превосходные магнитные свойства по всей длине рулона.

Изобретение относится к области металлургии. Для повышения магнитных свойств по всей длине рулона в способе производства текстурованных листов из электротехнической стали из слябов, содержащих в мас.%: от 0,01 до 0,10 С, от 2,5 до 4,5 Si, от 0,02 до 0,12 Mn, от 0,005 до 0,10 Al и от 0,004 до 0,015 N, а от 0,005 до 0,06 S и/или от 0,005 до 0,06 S, температура стального листа контролируется таким образом, чтобы удовлетворять уравнению T(t)<FDT-(FDT-700)×t/6 (где T(t) - температура стального листа (°C), FDT - температура конца прокатки (°C) и t - время (c) после завершения чистовой прокатки) по всей длине рулона в ходе охлаждения после завершения чистовой прокатки при горячей прокатке, и, кроме того, температура концевого участка рулона стального листа, представляющего 10% длины рулона, контролируется таким образом, чтобы по истечении 3 секунд после завершения горячей прокатки она составляла не менее 650°C. 1 з.п. ф-лы, 2 ил.,2 табл., 1 пр.
1.Способ производства текстурованных листов из электротехнической стали, включающий последовательные стадии, на которых стальной сляб, содержащий, мас.%:
С от 0,01 до 0,10
Si от 2,5 до 4,5
Mn от 0,02 до 0,12
Al от 0,005 до 0,10
N от 0,004 до 0,015
Se от 0,005 до 0,06 Se и/или
S от 0,005 до 0,06,
нагревают до температуры не ниже 1280°C, подвергают горячей прокатке и охлаждению, при необходимости дополнительно отжигают и подвергают однократной холодной прокатке или холодной прокатке два или более раз с выполняемым между ними промежуточным отжигом до достижения конечной толщины листа, а холоднокатаный лист подвергают обезуглероживающему отжигу и окончательному отжигу,
при этом осуществляют контролирование температуры стального листа таким образом, чтобы после завершения чистовой прокатки при горячей прокатке в ходе охлаждения она удовлетворяла по всей длине рулона условиям приведенного ниже уравнения (1),
где T(t) представляет температуру стального листа (°C), FDT является температурой конца прокатки (°C) и t - время (c) после завершения чистовой прокатки,
а также контролирование температуры концевого участка рулона стального листа, представляющего 10% длины рулона, таким образом, чтобы по истечении 3 секунд от момента завершения горячей прокатки она составляла не менее 650°C.
2.Способ по п.1, в котором стальной сляб дополнительно содержит один, или два, или более компонентов, в мас.%, выбираемых из: Cu от 0,01 до 0,15, Sn от 0,01 до 0,15, Sb от 0,005 до 0,1, Mo от 0,005 до 0,1, Te от 0,005 до 0,1, Bi от 0,005 до 0,1.
| Jp 8100216 A, 16.04.1996 | |||
| СПОСОБ ИНГИБИЦИОННОГО КОНТРОЛЯ ПРИ ИЗГОТОВЛЕНИИ ТЕКСТУРИРОВАННЫХ ЛИСТОВ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1997 |
|
RU2198230C2 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ИСКЛЮЧИТЕЛЬНО ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2363739C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2230801C2 |
| US 6423157 B2,23.07.2002 | |||
| US 5667598 A,16.09.1997 | |||

