7 S IS 5S
№№Я
ND
Л
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания группы изделий в пленку | 1984 |
|
SU1310291A1 |
| Устройство для упаковывания | 1989 |
|
SU1701594A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для упаковывания группы туб в термоусадочную пленку | 1986 |
|
SU1382751A1 |
| Устройство для упаковывания предметов в термопластичную пленку | 1986 |
|
SU1344685A1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающейся пленки | 1988 |
|
SU1570944A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| Устройство для упаковки изделий в термоусадочную пленку | 1977 |
|
SU627018A1 |
Изобретение относится к устройству для упаковывания блоков изделий в термоусадочную пленку и предназначено для использования в линиях по производству изделий санитарно- бытового назначения. Цель изобретения - повышение качества упаковывания и расширение технологических возможностей. Устройство содержит раму 1, рулонодержатель 2, рукавообразова- тель 4, Приспособление для транспортирования пленочного рукава, пред - ставляющее собой ленточные транспортеры 7 с приводом 8. Внутри рукаво- образователя 4 расположен направляющий туннель 9 для подачи блоков изделий 10, Устройство содержит приспособление 11 для поперечной сварки. Транспортер 12 состоит из двух последовательно расположенных транспортеров 13 и 14, между которыми установлено приспособление 15 для одновременного формирования клапанов на обращенных одна к другой торцовых поверхностях 16 и 17 рядом расположенных блоков 18 и 19. С боковых сторон блоков изделий 10 над транспортером 13 установлены транспортеры 20, удерживающие блок изделий 10 от возможного распадения. Приспособление 15 для одновременного формирования клапанов состоит из двух пар пластин, попарно установленных по обе стороны нагревательных элементов приспособления. 12 ил. 1C сл
. 3 Z J в12 13 J} -.
Изобретение относится к целлюлозно-бумажной промышленности и предназначено преиь{ущественно для применения в линиях по производству изделий санитарно-бытового назначения (рулоны туалетной бумаги, салфетки, пеленки и др.) .
Цель изобретения - повышение качества упаковывания и расширение тех- tO ностью встречного перемещения и свянологических возможностей.
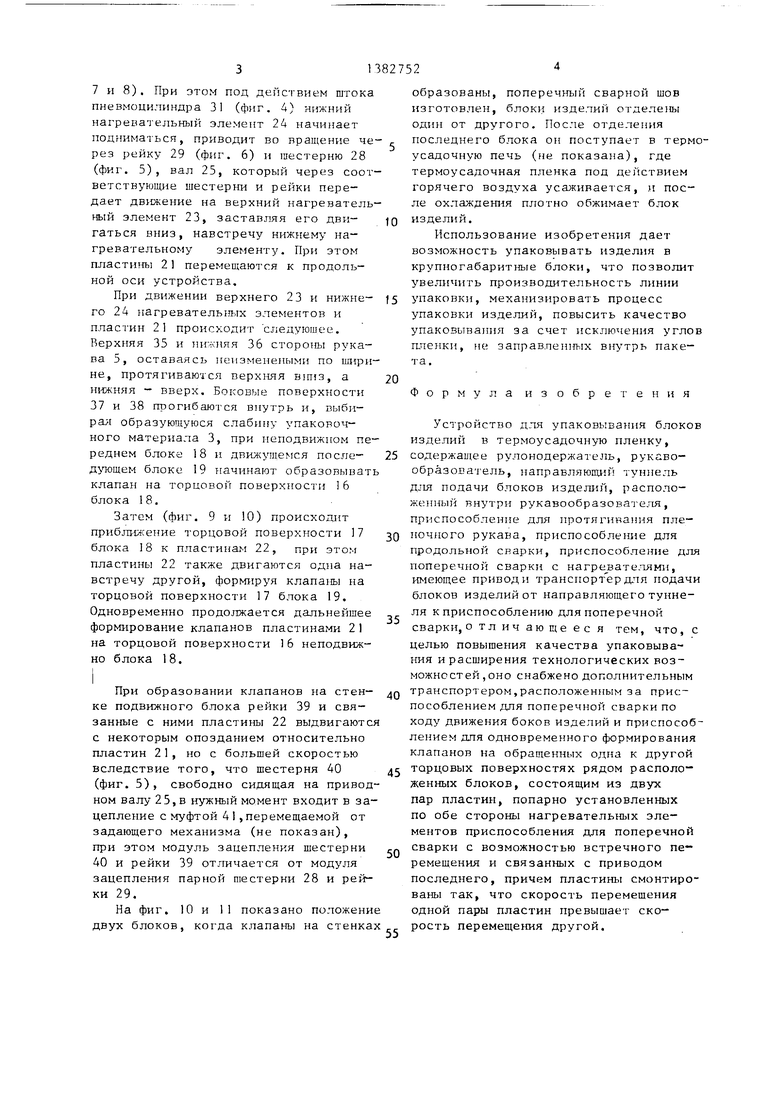
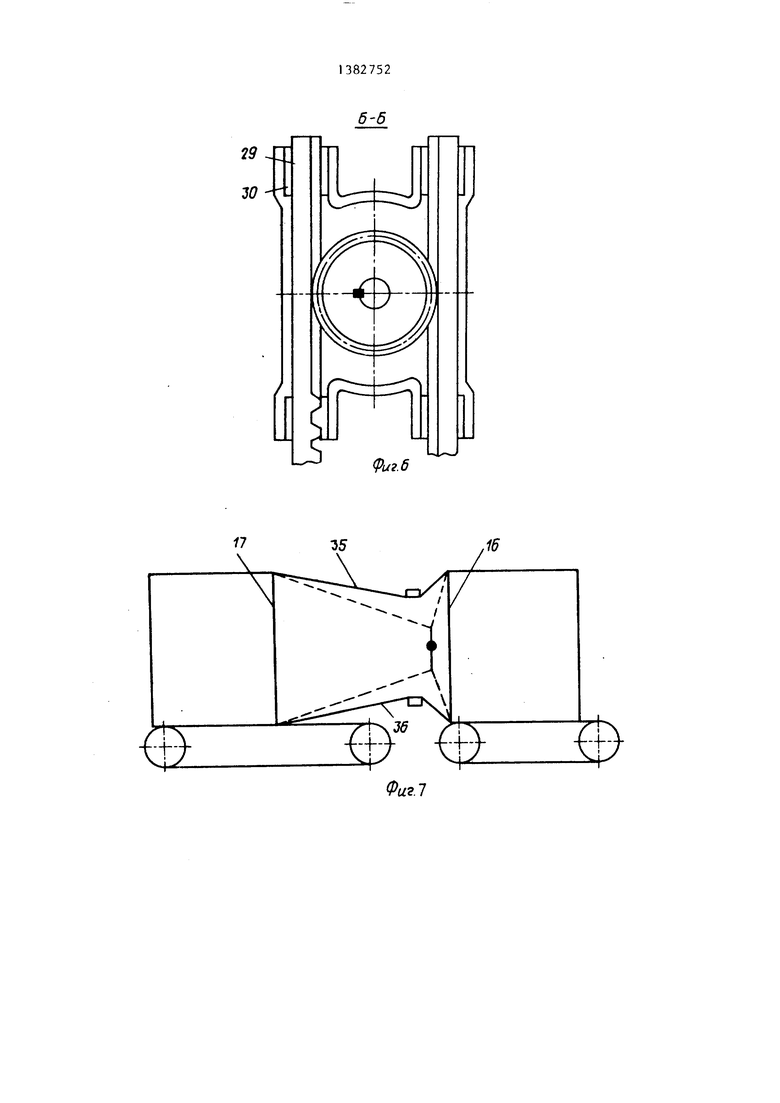
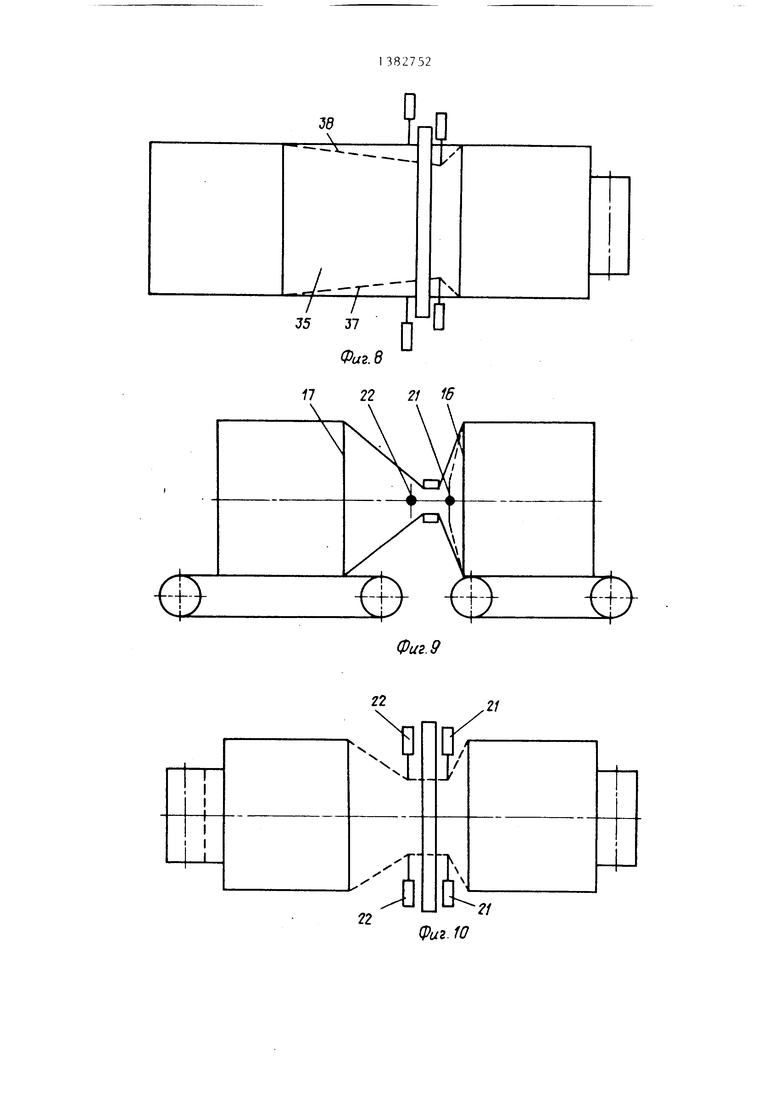
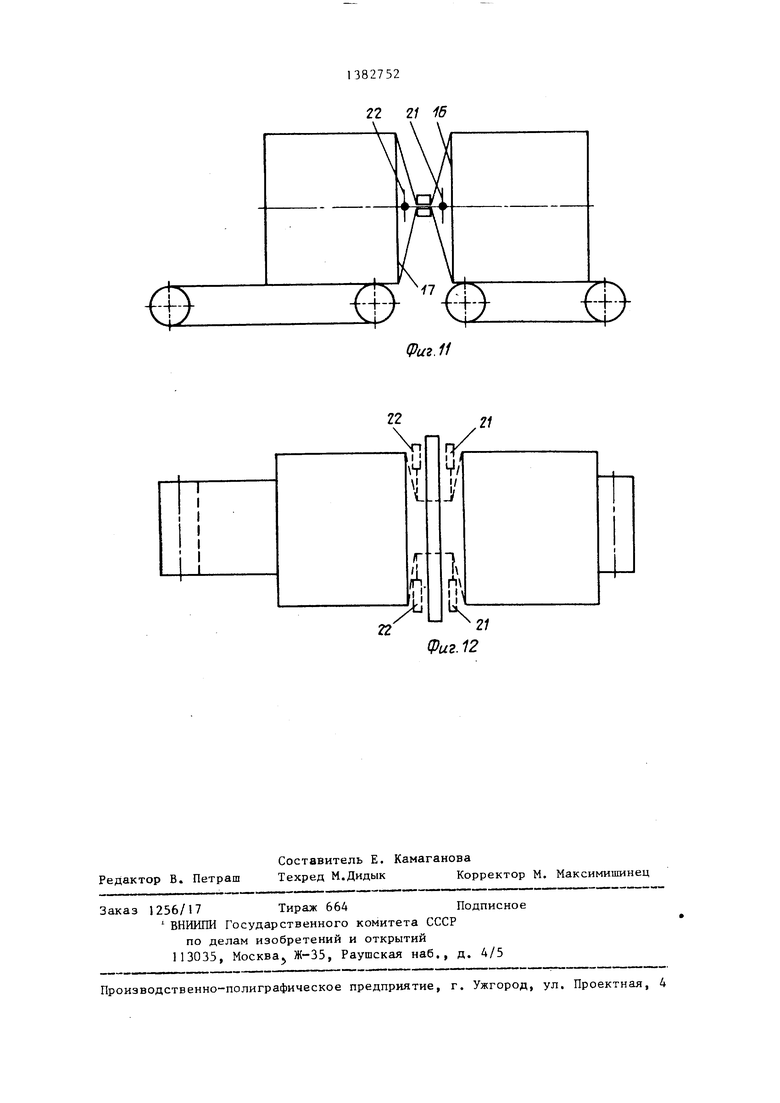
На фиг. 1 показано устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - приспособление для одновременного формирования клапанов из термоусадочного пленочного материала; на фиг, 4 - то же, вид сбоку; на фиг. 5 - разрез А-А н фиг. j; на фиг. 6 - разрез Б-Б на фиг. 3; на фиг. 7 и8 -схема начала формирования клапанов при двух выдвинутых пластинах; на фиг. 9 и 10 - то же, при четырех выдвинутых пластнах; на фиг. П и 12 - схема оконча
ПИЯ формирования клапанов, производ
ства сварки и отделения блоков один от другого.
Устройство содержит раму 1, руло- нодержатель 2, на котором закреплена термоусадочная пленка 3, рукаво- образователь 4 для образования замкнутого рукава 5 из пленки 3, приспособление 6 для транспортирования
Изделия 10, подлежащие упаковке, группируются в блоки и толкателем (не показан) блок проталкивается через направляющий туннель 9 в ру- 30 кав 5 (фиг. 1), образованный из термоусадочной пленки 3, т.е. упаковочного материала, поступающего через руковообразователь 4 с рулоно- держателя. Упаковочный материал 3
пленочного рукава 5, представляющее
собой ленточные транспортеры 7 с при- 5 протягивается через руковообразоваводом В, контактуфующие на боковых тель 4 с помощью транспортеров 7,
сторонах устройства с термоусадочной
пленкой 3, расположенный внутри рукавообразователя 4 направляющий туннель
9 для подачи блоков изделий 10 с 40 ремещается вдоль направляющего тунриметром, равным габаритам проталки- неля 9, при этом концы 32 и 33 упаконтактирующих с упаковочным материалом 3 и работающих от привода 8. Упаковочный материал 3 при этом пе-
ваемого через него блока изделий 10, приспособление,11 для поперечной сварки, в котором воздух нагревается
50
до температуры, необходимой для свар-45 приспособлении 11 для поперечной ки пленки, транспортер 12 для пода- сварки, свариваются щвом 34 (фиг.2), чи блоков изделий 10 от направляющего туннеля 9 к приспособлению 11 для поперечной сварки.
Транспортер 12 состоит из двух последовательно расположенных транс- портеров 13 и 14, между которыми установлено приспособление 15 для одновременного формирования клапанов на обращенных одна к другой торцовых по-55 жающемся движении блока 19 начинает верхностях 16 и 17 рядом расположен- работать приспособление 15 для одно- ных блоков 18 и 19. С боковых сторон временного формирования клапанов на блоков изделий 10 над транспортером торцовых поверхностях 16 и 17 рядом 13 установлены транспортеры 20, удер- расположенных блоков 18 и 19 (фиг.
Блок изделий 10, выходя из направляющего туннеля 9, попадает в замкнутый рукав 5 из упаковочного материала 3, который протягивается блоком 18 изделий 10 и транспортером 20. Блок 18 изделий 10 продвигается транспортерами 13 и 14. После остано ва блока 18 изделий 10 при продол-
жИвающие блок изделий 10 от возможного распадания.
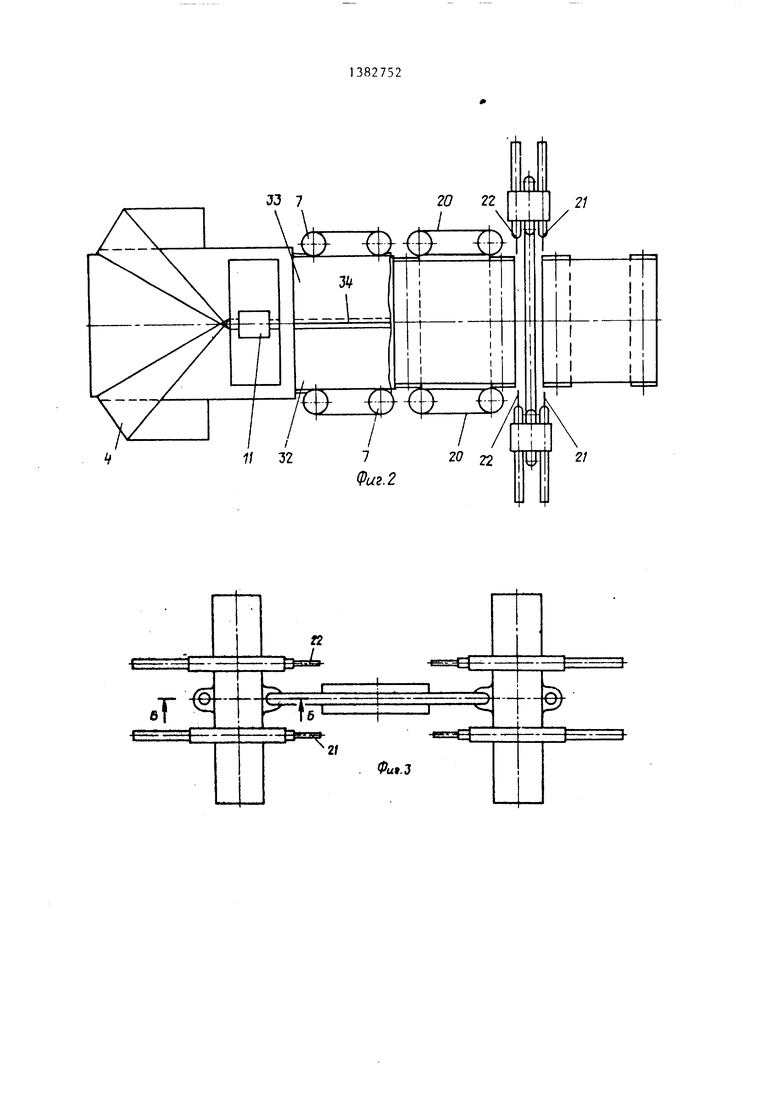
Приспособление 15 для одновр мен- ного формирования клапанов состоит из двух пар пластин 21 и 22, попарно установленных по обе стороны нагревательных элементов 23 и 24 приспособления для поперечной сварки с возможзанных с приводом последнего, включающего два приводных вала 25, расположенных в корпусе 26 на подшипниках 27, на каждом из валов имеется
шестерня 28, входящая в зацепление с рейками 29. Рейки 29 размещены в направляющих втулка}: 30, закрепленных в корпусе 26, Привод вала осуществляется от пневмоцилиндра 31, Привод
любой из реек для удобства согласования скоростей может также осуществляться от трансмиссии транспортеров 13, 14 и 20. ,
Устройство работает следующим
Изделия 10, подлежащие упаковке, группируются в блоки и толкателем (не показан) блок проталкивается через направляющий туннель 9 в ру- кав 5 (фиг. 1), образованный из термоусадочной пленки 3, т.е. упаковочного материала, поступающего через руковообразователь 4 с рулоно- держателя. Упаковочный материал 3
контактирующих с упаковочным материалом 3 и работающих от привода 8. Упаковочный материал 3 при этом пе-
ковочного материала 3 соединяются рукавообразователем 4 внахлест и горячим воздухом, подготовленным в
приспособлении 11 для поперечной сварки, свариваются щвом 34 (фиг.2),
жающемся движении блока 19 начинает работать приспособление 15 для одно- временного формирования клапанов на торцовых поверхностях 16 и 17 рядом расположенных блоков 18 и 19 (фиг.
Блок изделий 10, выходя из направляющего туннеля 9, попадает в замкнутый рукав 5 из упаковочного материала 3, который протягивается блоком 18 изделий 10 и транспортером 20. Блок 18 изделий 10 продвигается транспортерами 13 и 14. После останова блока 18 изделий 10 при продол-
313
7 и 8), При этом под действием штока пневмоцилиндра 31 (фиг. 4) нижний нагревательный элемент 24 начинает подниматься, приводит во вращение че- рез рейку 29 (фиг. 6) и шестерню 28 (фиг. 5), вал 25, который через соответствующие шестерни и рейки передает дв11жение на верхний нагревательный элемент 23, заставляя его дви-
гаться вниз, навстречу нижнему нагревательному элементу. При этом пластины 21 перемещаются к продольной оси устройства.
При движении верхнего 23 и нижнего 24 пагреватель а1х элементов и пластин 21 происходит следующее. Верхняя 35 и 36 сторот1ы рукава 5, оставаясь иеиэменеными по ширине, протягиваются верх11яя Binia, а
Формула изобретения
нижняя - вверх. Боковые поверхности 37 и 38 прогибаются внутрь и, выбирал образующуюся слабину упаковочного материала 3, при неподвижном переднем блоке 18 и двилсушемся после- 25 содержащее рулонодержатель, рукаво- д тощем блоке 19 начинают образовывать образователь, направляющий туннель
Устройство для упаковывания блоко изделий в термоусадочную пленку.
клапан на торцовой поверхности 16 блока 18.
Затем (фиг. 9 и 10) происходит приближение торцовой поверхности 17 блока 18 к пластинам 22, при этом пластины 22 также двигаются одна навстречу другой, формируя клапаны на торцовой поверхности 17 блока 19. Одновременно продолжается дальнейшее формирование клапанов пластинами 21 па торцовой поверхности 16 неподвижно блока 18. I
При образовании клапанов на стенке подвижного блока рейки 39 и связанные с ними пластины 22 выдвигаютс с некоторым опозданием относительно пластин 21, но с большей скоростью вследствие того, что шестерня 40 (фиг. 5), свободно сидящая на приводном валу 25,в нужный момент входит в зацепление с муфтой 41, перемещаемой от задающего механизма (не показан), при этом модуль зацепления шестерни 40 и рейки 39 отличается от модуля зацепления парной шестерни 28 и рей ки 29.
На фиг. 10 и 11 показано положени двух блоков, когда клапаны на стенка
, Q
5
0
образованы, поперечный сварной шов изготовлен, блоки изделий отделены один от другого. После отделения последнего блока он поступает в термоусадочную печь (не показана), где термоусадочная пленка под действием горячего воздуха усаживается, и после охлаждения плотно обжимает блок изделий.
Использование изобретения дает возможность упаковывать изделия в крупногабаритные блоки, что позволит увеличить производительность линии упаковки, механизировать процесс упаковки изделий, повысить качество упаковывания за счет исключения углов пленки, не заправлен тых внутрь пакета.
Формула изобретения
5 содержащее рулонодержатель, рукаво- образователь, направляющий туннель
содержащее рулонодержатель, рукаво- образователь, направляющий туннель
Устройство для упаковывания блоков изделий в термоусадочную пленку.
0
5
0
для подачи блоков изделий, расположенный внутри рукавообразователя, приспособление для протягивания пленочного рукава, приспособление для продольной сварки, приспособление для
поперечной сварки с нагревателями, имеющее приводи транспорт ердля подачи
блоков изделий от направляющего туннеля к приспособлению для поперечной сварки, отличающееся тем, что, с целью повышения качества упаковывания и расширения технологических возможностей ,оно снабжено дополнительным транспортером,расположенным за приспособлением для поперечной сварки по ходу движения боков изделиу и приспособлением для одновременного формирования клапанов на обращенных одна к другой
с торцовых поверхностях рядом расположенных блоков, состоящим из двух пар пластин, попарно установленных по обе стороны нагревательных элементов приспособления для поперечной
,. сварки с возможностью встречного перемещения и связанных с приводом последнего, причем пластины смонтированы так, что скорость перемещения одной пары пластин превышает скорость перемещения другой.
аТ
;
2Г
-i. «. J
Фа9Л
А-А
25 27
4i
П
ж
(риг.б
/
16
tBш
Ш
41 m
Фиг.9
22
2/
22
2/
.
5
(Риг. 11
22
21
| ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН | 0 |
|
SU343102A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
