ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу управления качеством древесной массы, производимой в рафинере щепы, в частности к способу оперативной оценки возможности загрузки рафинера и предотвращения работы устройства в нежелательном диапазоне рабочих режимов. Нагрузка на рафинер тесно связана с массой волокон в зоне размола. Недостаточная или избыточная масса волокон относительно той, которую можно нормально разместить в объеме зоны размола, приводит к затруднениям при загрузке рафинера и снижению качества полученной древесной массы. Коэффициент заполнения оценивается в оперативном режиме и используется для оценки рабочих условий и принятия при необходимости управляющих мер.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Загрузка рафинеров щепы
Механическое качество древесной массы в очень значительной степени является функцией энергии, приложенной к тонне продукта, т.е. удельной энергии. Поэтому очень важно иметь возможность регулировать нагрузку на электродвигатель рафинера, чтобы развивать требуемую удельную энергию для получения древесной массы требуемого качества. Большинство рафинеров имеет гидравлическую загрузку, и обычным способом увеличения нагрузки на электродвигатель рафинера является повышение осевого усилия за счет повышения гидравлического давления. Возникают увеличенные срезающие силы, действующие на волокна, которые приводят к повышению крутящего момента и нагрузке на электродвигатель. Уменьшается зазор плиты.
Хорошо известно, что невозможно достичь максимальной нагрузки электродвигателя, определяемой мощностью электродвигателя. В СА2130277, Allison et al., предложен способ определения максимально достижимой нагрузки электродвигателя и работы с нагрузкой, немного меньшей этой максимальной нагрузки. В публикации "A practical approach to operator acceptance of advanced control with dual functionality", Preprints of Control Systems'98 Conference, Porvoo, Finland, сентябрь 1-3, 1998, Owen et al. разработана технология управления для обеспечения работы рафинера с нагрузкой электродвигателя ниже максимальной для предотвращения ее внезапного падения и для предотвращения внезапного снижения качества древесной массы. Кроме того, в ней были проведены эксперименты, демонстрирующие, что работа при нагрузке электродвигателя сверх максимальной приводит к разрыву волокон и потере прочности древесной массы. Хотя эти две разработки представляют существенный шаг к определению подходящего рабочего диапазона рафинера, фундаментальные причины возникновения трудностей при загрузке рафинера исследованы не были. В результате, корректирующие меры являются эмпирическими и ограниченными регулировкой зазора плиты, что, по существу, не устраняет источник проблем. Такие разработки применимы к рафинерам определенных типов, которые быстро реагируют на изменение уставок гидравлического давления и оснащены датчиками положения плиты или зазора плиты.
В работе "Theoretical estimates of expected refining zone pressure in a mill scale TMP refiner", Nordic Pulp & Paper Research Journal (2006), 21(1), 82-89, Eriksen et al. было оценено механическое давление от древесной массы в двухдисковом рафинере как функция количества волокон, покрывающих стержни плит. Однако в ней не учитывалась проблема нагрузки рафинера, при этом загрузка связана с массой волокон в зоне размола.
Нигде в литературе не упоминается возможность того, что трудности с загрузкой рафинеров могут быть связаны с массой волокон в зоне размола, заполнением зоны размола или недостатком массы волокон. Однако это важно для мониторинга технологического процесса и принятия корректирующих мер.
Продолжительность обработки древесной массы
Оценка продолжительности обработки древесной массы в зоне размола является ключевым элементом оценки массы волокон в зоне размола. Пионерская работа в этой области "A Simplified Method for Calculating the Residence Time and Refining Intensity in a Chip Refiner", Paperi ja Puu, Vol. 73/No.9 (1991), Miles привела к возникновению концепции интенсивности размола, но не было предпринято попыток использовать ее для оценки массы волокон в рафинере и ее максимальной величины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на создание способа управления качеством древесной массы, производимой рафинером щепы.
Согласно настоящему изобретению предлагается способ управления качеством древесной массы, получаемой в рафинере щепы, включающий этапы, на которых:
размалывают древесную щепу в зоне размола рафинера щепы с формированием древесноволокнистой массы,
определяют коэффициент заполнения волокнами указанной зоны размола,
при необходимости, регулируют по меньшей мере один рабочий параметр рафинера щепы в ответ на найденный коэффициент заполнения для получения требуемого качества древесной массы.
Ключевым элементом настоящего изобретения является способ, который позволяет в оперативном режиме оценивать степень заполнения зоны размола рафинера и использовать эту оценку для правильной загрузки рафинера, и избегать некоторого вредного влияния на качество древесной массы работы при недостатке или избытке массы волокон. И реальная масса волокон в зоне размола, и масса, когда рафинер заполнен, оцениваются и сравниваются для расчета коэффициента заполнения, который используется для регулировки рафинера, если это необходимо. Настоящее изобретение состоит из:
способа оценки массы волокон в зоне размола,
способа оценки массы волокон, когда рафинер полон,
способа оценки коэффициента заполнения,
способа использования коэффициента заполнения для предотвращения работы в нежелательных областях, в которых качество древесной массы снижается.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - графическая иллюстрация отношения между нагрузкой на электродвигатель первичного рафинера и массой волокон в зоне размола, при этом отношение является линейным. Действительно, чтобы нагрузить электродвигатель рафинера, в зоне размола должна находиться достаточная масса волокон.
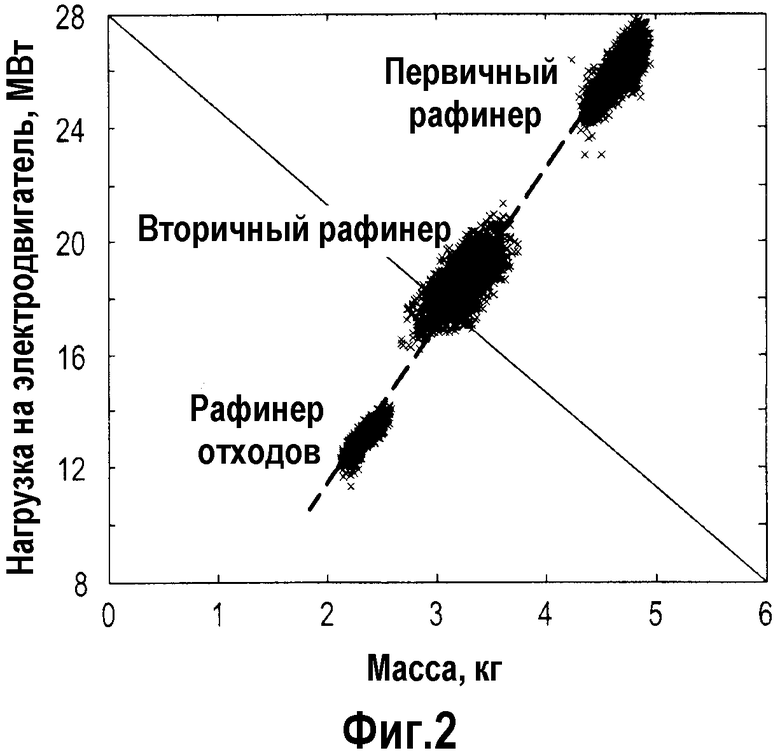
Фиг.2 - графическая иллюстрация отношения между нагрузкой на электродвигатель первичного, вторичного рафинера и рафинера отходов и массой волокон в зоне размола. Несмотря на очень разные рабочие диапазоны, эти три рафинера расположены на одной и той же линейной характеристике.
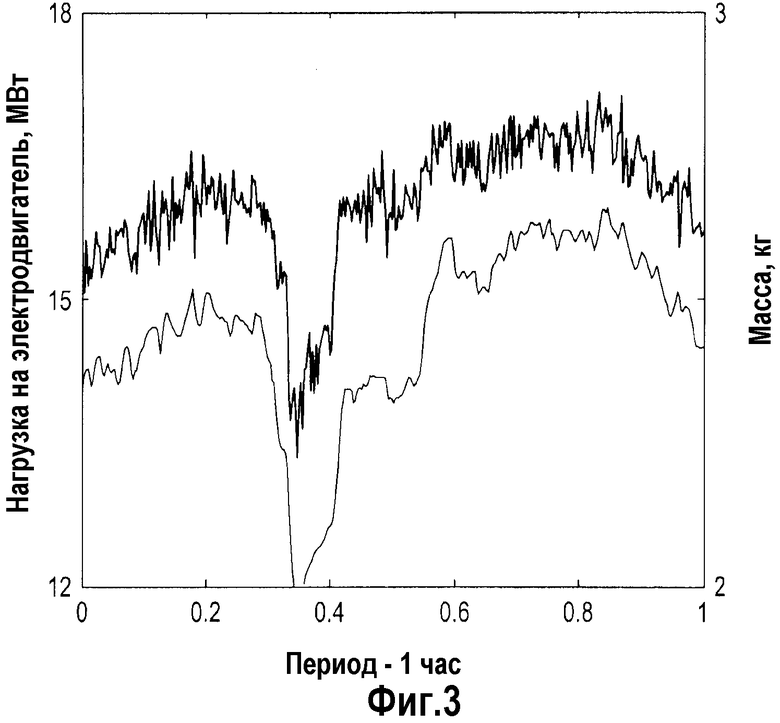
Фиг.3 - конкретный пример, графически иллюстрирующий недостаток массы волокон для поддержания загрузки рафинера.
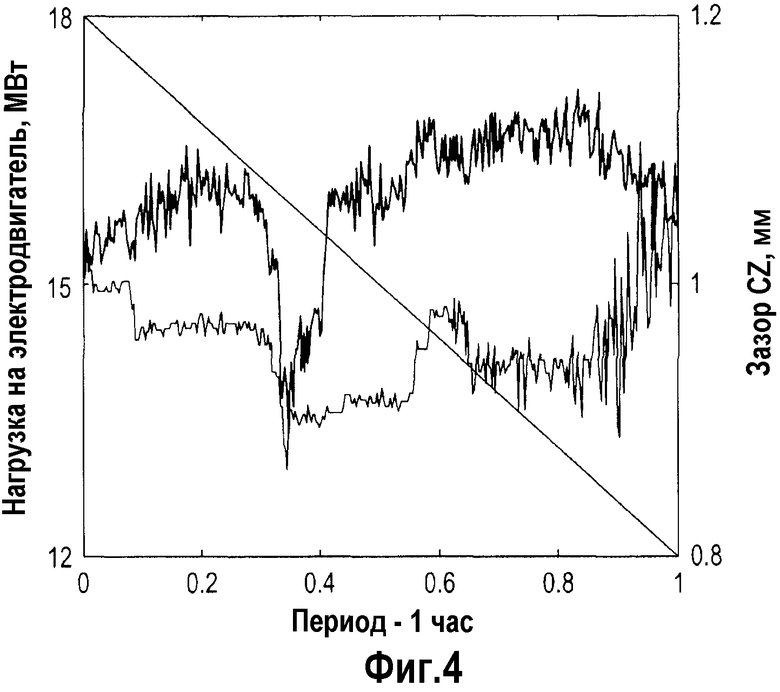
Фиг.4 - графическая иллюстрация отношения между нагрузкой на электродвигатель и зазором плиты рафинера, показывающая, что вскоре после 0,2 закрывание зазора плиты приводит к быстрому падению нагрузки на электродвигатель. Масса волокон недостаточна для создания требуемого срезающего усилия с приемлемым напряжением сдвига.
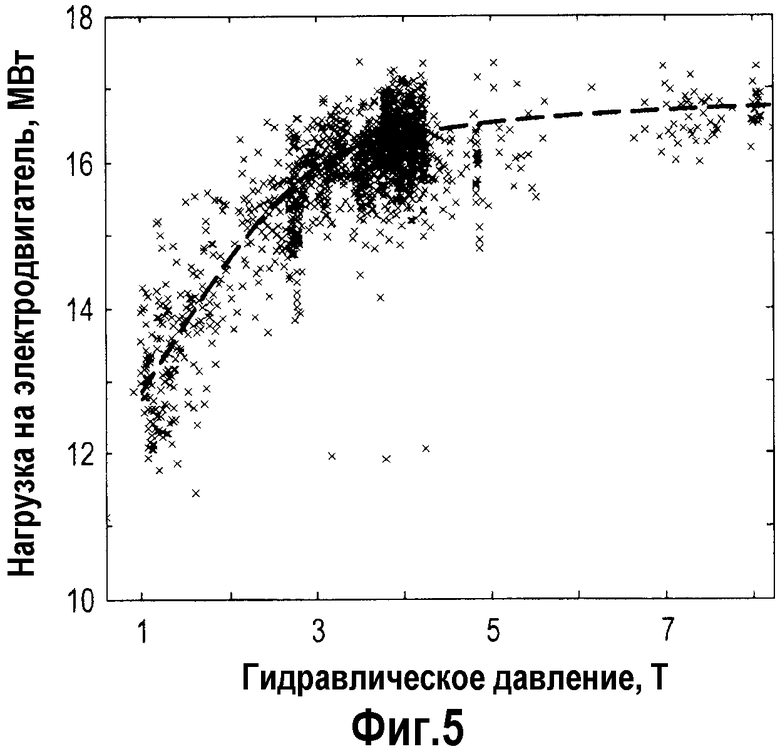
Фиг.5 - графическая иллюстрация отношения между нагрузкой на электродвигатель и гидравлическим давлением (напором). По мере заполнения зоны размола, нагрузка на электродвигатель достигает максимального значения и не увеличивается с увеличением гидравлического давления.
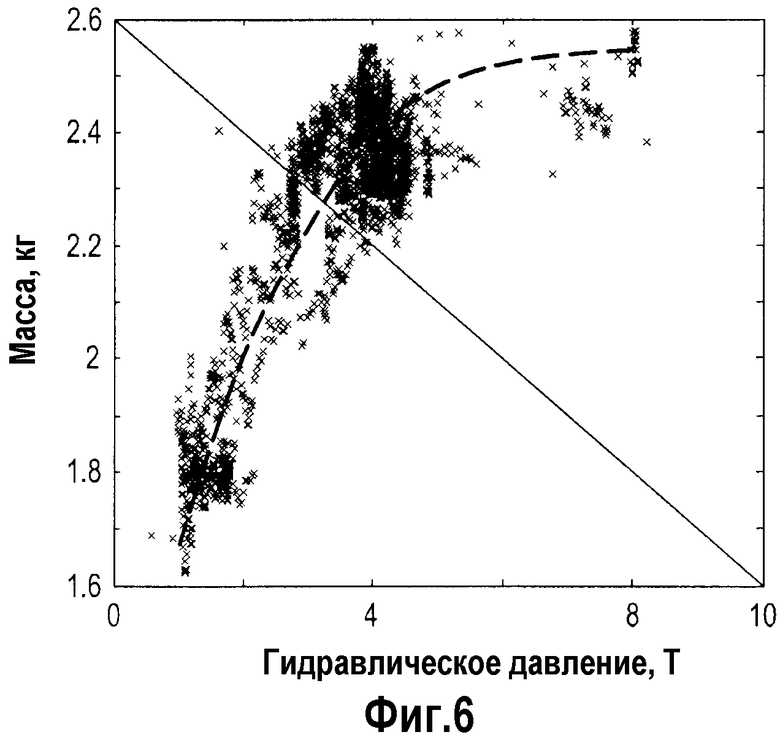
Фиг.6 - графическая иллюстрация отношения между массой волокон в зоне размола и напором или гидравлическим давлением.
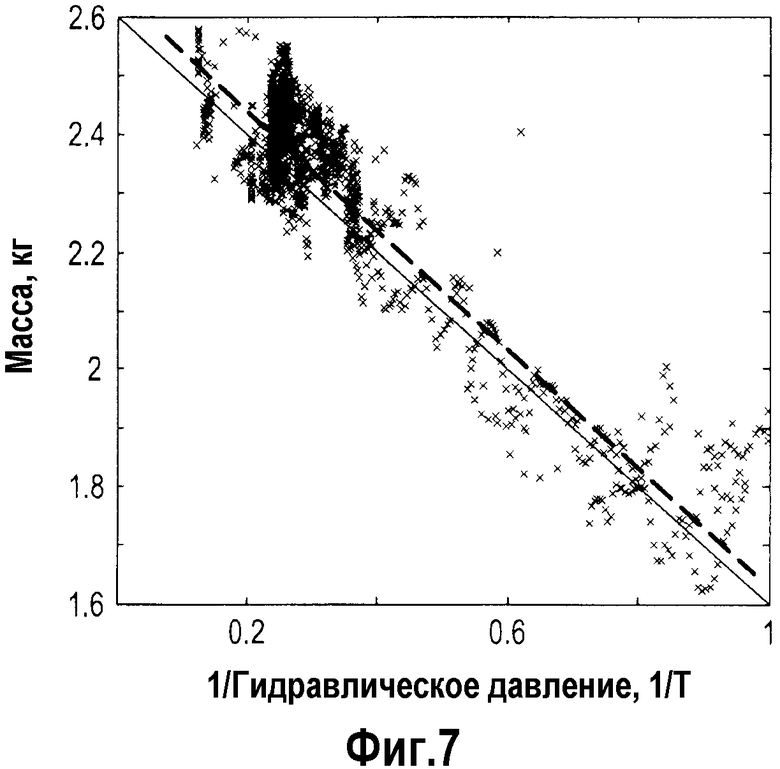
Фиг.7 - графическая иллюстрация линейного отношения массы волокон в зоне размола и величины, обратной напору или обратной гидравлическому давлению. Массу волокон, когда рафинер заполнен, можно оценить по величине этой характеристики в точке начала отсчета.
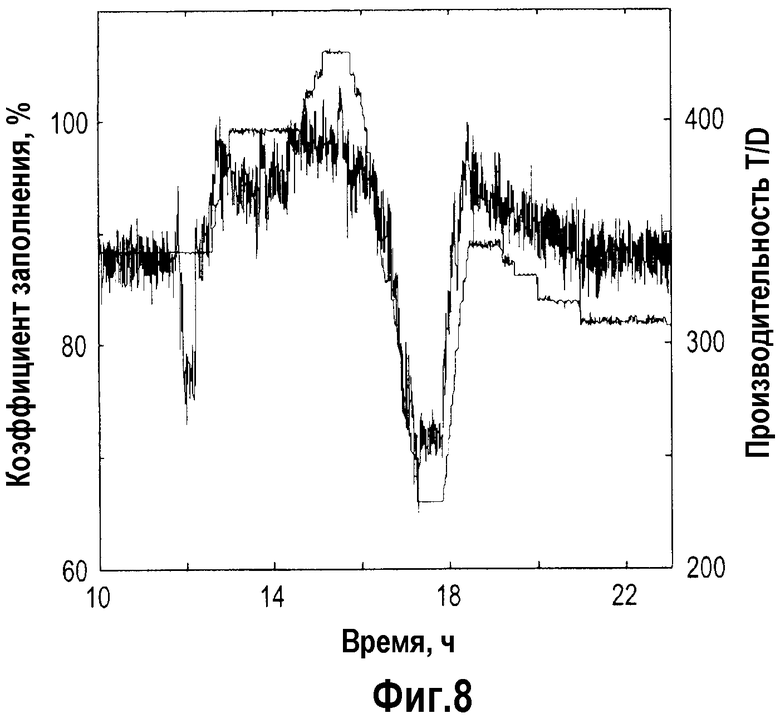
Фиг.8 - графическая иллюстрация отношения между коэффициентом заполнения и производительностью рафинера отходов. Зона размола заполняется, когда производительность достигает 400 тонн в сутки.
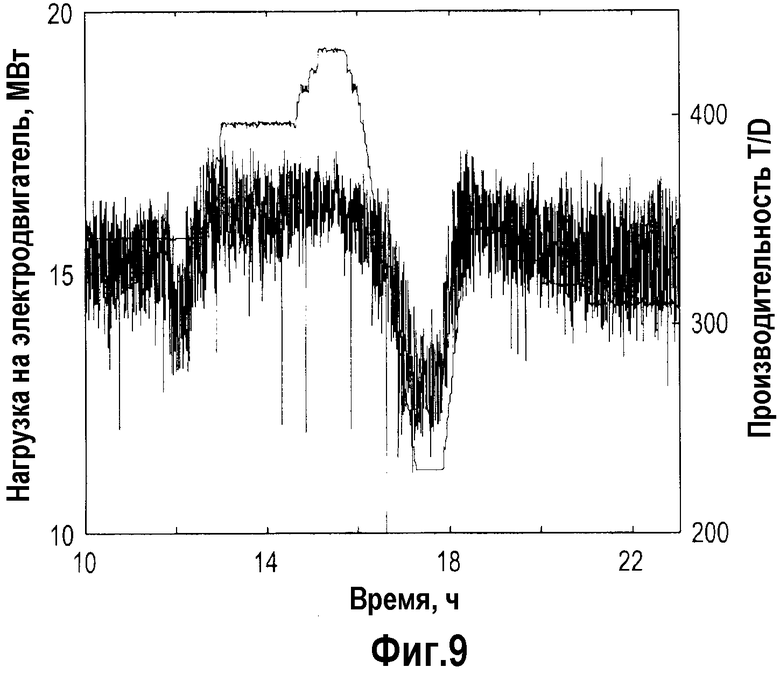
Фиг.9 - графическая иллюстрация отношения между нагрузкой на электродвигатель и производительностью. Когда зона размола заполнена, невозможно увеличить нагрузку на электродвигатель, несмотря на увеличение производительности.
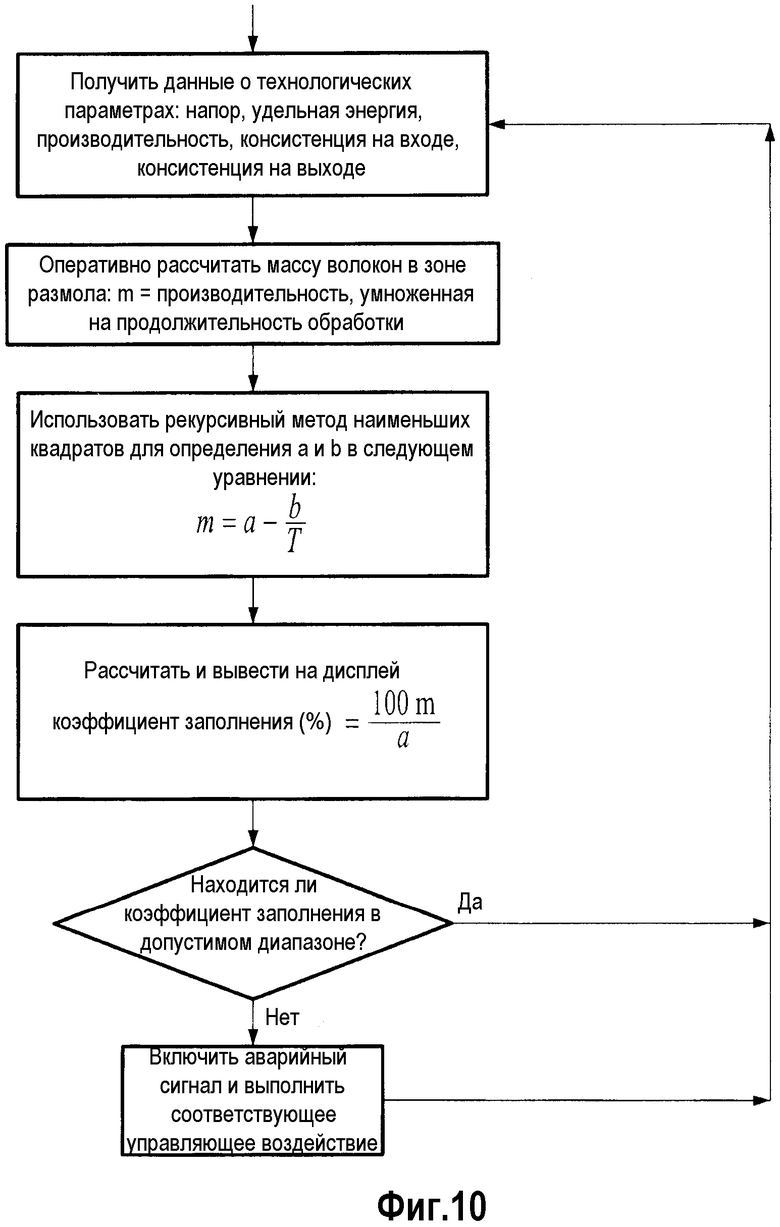
Фиг.10 - диаграмма последовательности способа по настоящему изобретению.
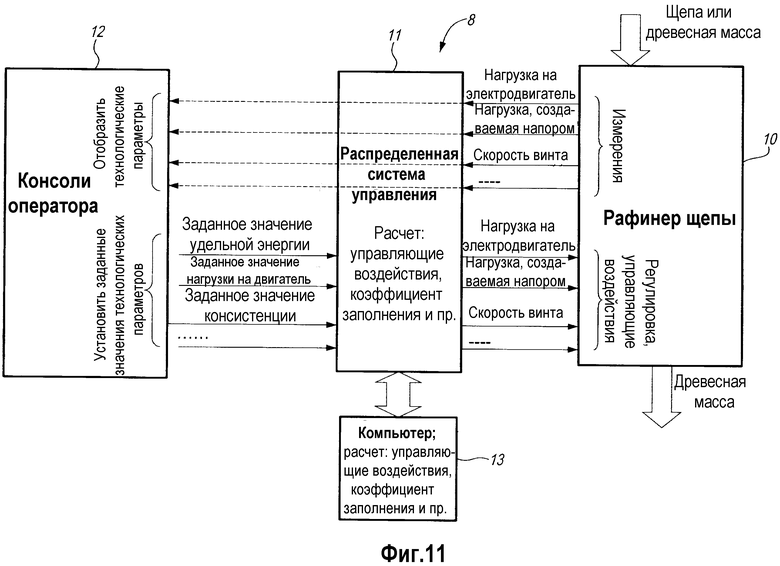
Фиг.11 - блок-схема устройства для осуществления способа по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Загрузка рафинера
Механическая древесная масса в основном производится из древесной щепы с использованием дисковых рафинеров. Для разделения и обработки щепы затрачивается большое количество электроэнергии, от 2000 до 3000 кВт·ч на тонну продукта. Качество полученной древесной массы в основном является функцией энергии, приложенной к тонне продукта, и, в некоторой степени, условий, в которых эта энергия прилагается, т.е. интенсивность размола или консистенция измельчения.
Изменение нагрузки на электродвигатель и прилагаемой энергии можно осуществлять, изменяя консистенцию измельчения (потоки раствора), производительность, но, в первую очередь, изменяя гидравлическое давление, прилагаемое к плитам рафинера.
Повышенное давление приводит к увеличению напорной нагрузки и увеличению механической силы, действующей на древесную массу. Напорная нагрузка уравновешивается суммой механической силы, действующей на древесную массу, и силы, создаваемой давлением пара на плиты.
Увеличение механической силы, действующей на древесную массу, приводит к увеличению срезающей силы и, следовательно, к увеличенному крутящему моменту и нагрузке на электродвигатель. В итоге, это может привести к чрезмерному напряжению сдвига в древесной массе.
Масса волокон и нагрузка на электродвигатель
Масса волокна в зоне размола является произведением производительности и продолжительности обработки. Производительность обычно оценивают по скорости питателя и калибровочному коэффициенту, пропорциональному объемной плотности подаваемого материала. Продолжительность обработки древесной массы можно оценить, используя модель, разработанную в работе "A Simplified Method for Calculating the Residence Time and Refining Intensity in a Chip Refiner", Paperi ja Puu, Vol. 73/No.9 (1991), Miles, и основанную на балансе сил, воздействующих на древесную массу. Такая продолжительность обработки зависит в основном от удельной энергии и консистенции измельчения, увеличиваясь вместе с обеими этими переменными.
Масса волокон в зоне размола играет важную роль при загрузке рафинера. Существует предел напряжения сдвига, которое может принять волокно прежде, чем оно разорвется. Масса волокон в зоне размола должна быть достаточной, чтобы обеспечить площадь поверхности, необходимую для возникновения срезающей силы и крутящего момента, требуемых для желаемой нагрузки на электродвигатель. Это хорошо показано на фиг.1, где данные о работе первичного рафинера показывают, что нагрузка на электродвигатель пропорциональна массе волокон в зоне размола.
Это дополнительно иллюстрируется сравнением оперативных данных для однопоточной термомеханической мельницы, как показано на фиг.2. Три рафинера - первичный, вторичный и рафинер отходов - являются идентичными. График нагрузки на электродвигатель относительно массы волокон для этих трех рафинеров лежит на одной и той же линейной характеристике, но диапазоны работы совершенно различны.
Хотя вторичный рафинер имеет такую же производительность, что и первичный рафинер, он работает с другой массой волокон в зоне размола и, следовательно, в другом диапазоне нагрузок на электродвигатель. Измельчая мелкие и более разложенные волокна, чем первичный рафинер, вторичный рафинер работает с меньшей удельной энергией, что уменьшает продолжительность обработки древесной массы и массу волокон в зоне размола.
Рафинер отходов обрабатывает лишь 30-40% от производительности основной линии с высокой долей длинных волокон. По сравнению с вторичным рафинером здесь можно приложить большее количество удельной энергии, чем во вторичном рафинере, и получить увеличенную продолжительность обработки и, следовательно, массу волокон, большую, чем можно было бы ожидать при сниженной производительности.
Знание массы волокон в зоне размола может помочь избежать условий, когда загрузка рафинера невозможна.
Загрузка недостаточной массы волокон
Недостаточная масса в зоне размола может воспрепятствовать нужной загрузке рафинера. Типичными такими условиями является работа при слишком низкой консистенции измельчения. Продолжительность обработки уменьшается, так как консистенция измельчения уменьшает массу волокон в зоне размола с постоянной производительностью. Попытки поддерживать нагрузку на электродвигатель путем смыкания зазора плиты увеличивают напряжение сдвига и приводят к разрыву волокон и к падению нагрузки на электродвигатель и удельной энергии. Падение удельной энергии снижает продолжительность обработки древесной массы и массу волокон. Возникает дополнительный разрыв волокон и дополнительное падение нагрузки на электродвигатель и массы волокон.
Это показано на фиг.3, где показано быстрое падение массы волокон и нагрузки на электродвигатель, несмотря на смыкание зазора плиты (см. фиг.4).
Заполнение зоны размола
При постоянной производительности продолжительность обработки древесной массы и, следовательно, масса волокон в зоне размола увеличиваются, если приложить больше удельной энергии (более высокую нагрузку на электродвигатель). При постоянной удельной энергии и консистенции измельчения масса волокон пропорционально увеличивается. В обоих случаях достигается точка, в которой становится невозможно увеличивать нагрузку на рафинер и в которой качество древесной массы начинает снижаться. Во всех этих ситуациях, когда зона размола становится заполненной волокнами, остается все меньше и меньше места для увеличивающегося объема пара, генерируемого при возрастающей нагрузке на электродвигатель. Давление пара растет почти экспоненциально. Гидравлический напор, необходимый для уравновешивания силы, создаваемой давлением пара на плиты, превышает возможности гидравлической системы, и нагрузку на электродвигатель увеличить невозможно. Достигнута максимальная нагрузка на электродвигатель. Это показано на фиг.5, где для рафинера отходов достигается нагрузка на электродвигатель как функция гидравлического давления. По мере увеличения гидравлического напора нагрузка на электродвигатель остается постоянной. Когда достигается предел гидравлической системы, нагрузка на электродвигатель максимальна.
Другим важным явлением является снижение прочностных свойств древесной массы. Когда увеличение массы волокон, вызванное повышением производительности или продолжительностью обработки, приведет к заполнению всей области зоны размола, любая попытка повысить нагрузку на электродвигатель приведет к пропорциональному увеличению напряжения сдвига в древесной массе. Это приводит к укорочению волокон.
Оперативная оценка коэффициента заполнения
Как было указано выше, масса волокон в зоне размола оценивается непосредственно по произведению производительности на продолжительность обработки древесной массы.
Существуют разные способы оценки массы волокон в зоне размола, когда рафинер заполнен.
Первый способ - это произведение объема зоны размола на плотность древесной массы. Объем зоны размола зависит от физических характеристик плит. Он изменяется вместе с зазором плиты, который, по существу, измеряют оперативно, и с износом плиты, который труднее оценить. Плотность древесной массы оперативно не измеряют. Этот способ довольно трудоемок.
Другой, предпочтительный, подход основан на отношении между осевым напором и массой волокон в зоне размола. Осевой напор, необходимый для поддержания нагрузки на электродвигатель, увеличивается очень быстро по мере заполнения зоны размола. Это иллюстрируется оперативными данными из рафинера отходов установки. Когда гидравлическое давление увеличивается, нагрузка на электродвигатель (фиг.5) и масса волокон (фиг.6) остаются постоянными. Рафинер заполнен. Масса волокон линейно связана с величиной, обратной величине осевого напора, или величиной, обратной величине гидравлического давления, как показано на фиг.7. Такая линейная характеристика, величина, обратная осевому напору относительно массы волокон, оценивается оперативно прямыми измерениями осевого напора и по оценке массы волокон. Такая линейная зависимость имеет вид
m=a-b/T,
где m - масса волокон в зоне размола, а - оценка массы волокон, когда рафинер заполнен, b - уклон линейной зависимости, а Т - напор.
Коэффициент а и коэффициент b легко определяются с использованием одного из способов оперативного расчета, например рекурсивного метода наименьших квадратов. Коэффициент а определяет массу, соответствующую заполненному рафинеру. Это линейное отношение используется только для определения коэффициента а. Фактическую массу m в зоне размола определяют по производительности, умноженной на продолжительность обработки, как указывалось выше. Оценочный коэффициент заполнения определяют по формуле
Коэффициент заполнения (%)=100m/а,
что является отношением текущей массы волокон к массе волокон, когда рафинер заполнен.
Максимальная масса волокон в зоне размола или масса волокон, при которой рафинер заполнен, может меняться в зависимости от износа плиты, зазора, консистенции измельчения и свойств измельчаемого материала.
Конкретные условия для конических дисковых рафинеров
Рафинеры с плоскими дисками загружаются только с помощью осевого напора, и оценка коэффициента заполнения может проводиться в любых рабочих условиях. Конические рафинеры содержат плоскую зону, но имеют и коническую зону, которая образует основную часть зоны размола.
В конической зоне, из-за геометрической конфигурации, основной вклад в развитие крутящего момента и нагрузки на электродвигатель вносит центробежная сила. Существуют условия, когда давление входного потока недостаточно и для поддержания требуемой нагрузки на электродвигатель применяют отрицательный осевой напор. Рафинер в этом случае нагружается только центробежной силой. Хотя в таких условиях можно работать длительное время, с точки зрения стабильности и управляемости рафинера такой режим не является желательным.
Способ, применяемый для оценки коэффициента заполнения, применим для конических рафинеров, только когда гидравлический напор остается положительным. Когда гидравлический напор становится отрицательным, оперативная оценка откладывается.
Мониторинг и управление
Средства оценки массы волокон в зоне помола и коэффициента заполнения можно считать программными датчиками, выходные сигналы которых можно выводить на консоль оператора и использовать для мониторинга работы рафинера и для управляющих воздействий.
В частности, коэффициент заполнения указывает на наличие некоторого резерва для повышения производительности или увеличения удельной энергии. Он может включать аварийную сигнализацию, указывающую на то, что рафинер достиг предела емкости, и качество древесной массы может снизиться. Его можно использовать для рекомендации или инициации управляющих воздействий, таких как снижение производительности или уменьшение удельной энергии.
Пример использования коэффициента заполнения приведен на фиг.8, где для некоторого отрезка времени работы показана производительность и расчетный коэффициент заполнения. Понятно, что с 10:30 до 13:30 коэффициент заполнения поднимается до 100%, производительность становится слишком высокой, чтобы обеспечить адекватный размол, и, как показано на фиг.9, нагрузка на электродвигатель остается на максимально достижимой величине. В этот период производительность нужно было уменьшить до менее 400 тонн в сутки.
Приблизительно в 12:00 на фиг.8 наблюдается внезапное падение коэффициента заполнения при постоянной производительности. Это явилось результатом увеличения потока разбавляющей воды. Продолжительность обработки древесной массы и масса волокон в зоне помола уменьшились. Этот пример иллюстрирует применение разбавляющей воды для регулировки массы волокон в зоне размола и коэффициента заполнения.
Способ по настоящему изобретению, таким образом, может быть основан на следующих этапах:
1. Способ оперативной оценки массы волокон в зоне размола;
2. Способ оперативной оценки массы волокон при заполненном рафинере;
3. Способ оперативной оценки коэффициента заполнения рафинера;
4. Использование коэффициента заполнения для поддержания рафинера в подходящем рабочем диапазоне, когда рафинер может быть правильно нагружен.
В частности, способ предусматривает определение коэффициента заполнения по фактической массе волокон в зоне размола и массы волокон в зоне размола, когда рафинер полон.
Фактическую массу волокон в зоне размола можно определить по измеренной производительности рафинера щепы и продолжительности обработки древесной массы в зоне размола.
Массу волокон в зоне размола, когда эта зона заполнена, можно определить по осевому напору, создаваемому гидравлическим давлением в зоне размола.
Коэффициент заполнения отслеживается через измельчение в зоне размола, и в ответ на найденный коэффициент заполнения при необходимости регулируется по меньшей мере один технологический параметр.
Это дополнительно показано на диаграмме последовательности, приведенной на фиг.10, начинающейся с обновления текущими данными технологических параметров, таких как нагрузка, создаваемая напором, удельная энергия, производительность, консистенция в линии нагнетания, консистенция на выходе, которые нужны для расчета коэффициента заполнения. Затем рассчитывают массу волокон в зоне размола, массу волокон, когда рафинер полон, и коэффициент заполнения, как описано выше, и выводят коэффициент заполнения на дисплей. Если коэффициент заполнения находится в приемлемом диапазоне, процедура повторяется обновлением данных технологических параметров. Если коэффициент заполнения слишком низок или слишком высок, включается аварийная сигнализация и применяются соответствующие управляющие воздействия, такие как уменьшение или увеличение производительности, или уменьшение прилагаемой энергии. После принятия корректирующих мер процедура возобновляется, начиная с текущих данных технологических параметров.
Описание предпочтительного варианта
На фиг.11 показана распределенная система управления (РСУ), типичное аппаратное средство, используемое на целлюлозно-бумажных заводах для мониторинга технологического процесса и выполнения функций управления. В частности, на фиг.11 показан узел 8 рафинера 10 щепы, имеющего вход 15 для древесной щепы или древесной массы, подлежащей размолу, и выход 17 для измельченной древесной массы; распределенную систему 11 управления, находящуюся в оперативной связи с рафинером 10; консоль 12 оператора, находящуюся в оперативной связи с распределенной системой 11 управления; и опциональный компьютер 13, находящийся в оперативной связи с распределенной системой 11 управления. Рафинер 10 определяет зону размола (не показана). Распределенная система 11 управления может быть запрограммирована так, чтобы определять коэффициент заполнения, и в этом случае компьютер 13 не требуется, либо компьютер 13 может быть запрограммирован так, чтобы определять коэффициент заполнения и передавать информацию в распределенную систему 11 управления.
Технологические параметры, такие как нагрузка, создаваемая напором, удельная энергия, производительность, консистенция в линии нагнетания и консистенция на входе, легко доступны в РСУ 11 большинства заводов либо за счет непосредственных измерений в процессе, предшествующем рафинеру 10, либо путем расчетов. В большинстве современных заводов такие параметры регулируются, и их уставки являются регулируемыми. С РСУ 11 соединены консоли 12 оператора и, во многих случаях, компьютерная система 13.
В предпочтительном варианте в РСУ 11 имеются программные средства, которые выполняют расчеты массы волокон в зоне размола рафинера 10 и расчеты коэффициента заполнения так, чтобы выводить на консоль 12 оператора аварийную индикацию.
В более старых установках, где РСУ имеет ограниченные вычислительные возможности, программные средства, оценивающие коэффициент заполнения, будут установлены в компьютере 13, соединенном с РСУ 11.
Как показано на фиг.11, результаты измерений технологических параметров рафинера 10 щепы, таких как нагрузка на электродвигатель, нагрузка, создаваемая напором, частота вращения винта, собираются РСУ 11, которая инициирует и осуществляет регулировки или управление этими параметрами рафинера 10 щепы. Информация и данные для расчетов коэффициента заполнения, управляющих воздействий и т.п. являются частью коммуникационного обмена между РСУ 11 и компьютером 13. Консоль 12 оператора отображает информацию и данные о технологических параметрах и режимах работы рафинера 10 щепы, а также заданные значения технологических параметров и уставки, такие как удельная энергия, нагрузка на электродвигатель и консистенция, которые передаются на РСУ 11 для управления и регулировок технологических параметров и режимов работы рафинера 10.
Определение коэффициента заполнения может осуществляться непрерывно или периодически, или прерывисто. Однако в последнем случае такое определение отключается на короткие промежутки времени.
Разработан способ оценки пропорции массы волокон в рафинере щепы относительно массы в полностью заполненной зоне размола путем оперативных измерений легкодоступных технологических параметров. Эта оценка коэффициента заполнения используется для определения резерва загрузки рафинера и управления, необходимого для предотвращения нештатной работы. 2 н. и 21 з.п. ф-лы, 11 ил.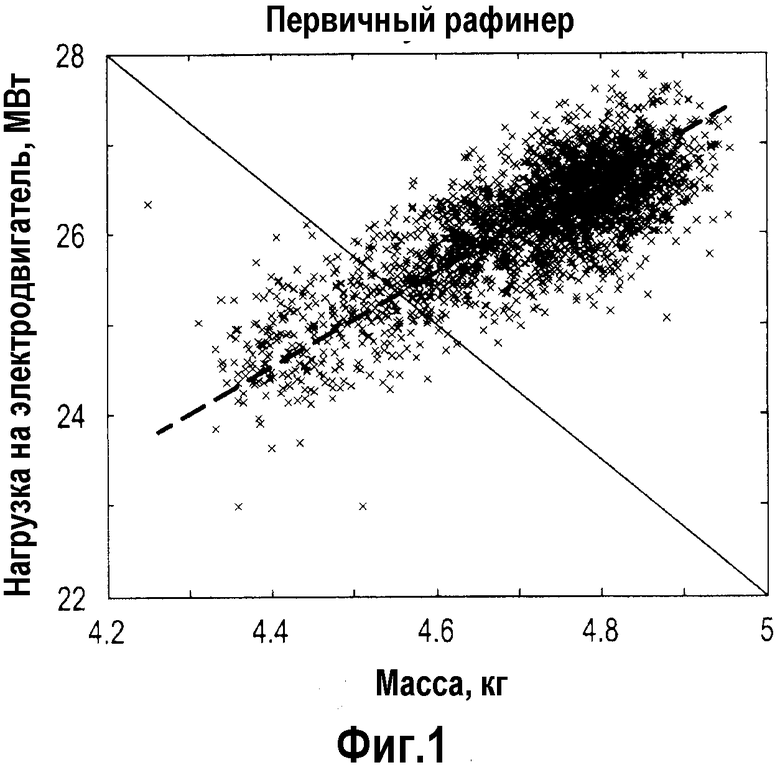
1. Способ управления качеством древесной массы, получаемой в рафинере щепы, включающий этапы, на которых:
размалывают древесную щепу в зоне размола рафинера щепы с образованием древесноволокнистой массы,
определяют коэффициент заполнения волокнами указанной зоны размола по фактической массе волокон в зоне размола и по массе волокон в зоне размола при полностью заполненной зоне размола и,
при необходимости, регулируют по меньшей мере один рабочий параметр рафинера в ответ на определенный коэффициент заполнения для получения требуемого качества древесной массы.
2. Способ по п.1, включающий этап, на котором определяют фактическую массу волокон в зоне размола по измеренной производительности рафинера щепы и по продолжительности обработки древесной массы в зоне размола.
3. Способ по п.1, включающий этап, на котором определяют массу волокон в зоне размола, когда эта зона полностью заполнена, по осевому напору, создаваемому гидравлическим давлением в зоне размола.
4. Способ по п.2, включающий этап, на котором определяют массу волокон в зоне размола, когда эта зона полностью заполнена, по осевому напору, создаваемому гидравлическим давлением в зоне размола.
5. Способ по п.1, при котором осуществляют мониторинг коэффициента заполнения во время размола в зоне размола и, при необходимости, регулируют указанный по меньшей мере один рабочий параметр в ответ на определенный коэффициент заполнения.
6. Способ по п.4, при котором осуществляют мониторинг коэффициента заполнения во время размола в зоне размола и, при необходимости, регулируют указанный по меньшей мере один рабочий параметр в ответ на определенный коэффициент заполнения.
7. Способ по любому из пп.1-6, осуществляемый в линейном процессе получения древесной массы из древесной щепы.
8. Способ по п.1, при котором в ответ на определение факта выхода коэффициента заполнения за пределы допустимого диапазона регулируют указанный по меньшей мере один рабочий параметр для возврата коэффициента заполнения в допустимый диапазон.
9. Способ по п.4, при котором в ответ на определение факта выхода коэффициента заполнения за пределы допустимого диапазона регулируют указанный по меньшей мере один рабочий параметр для возврата коэффициента заполнения в допустимый диапазон.
10. Способ по п.5, при котором в ответ на определение факта выхода коэффициента заполнения за пределы допустимого диапазона регулируют указанный по меньшей мере один рабочий параметр для возврата коэффициента заполнения в допустимый диапазон.
11. Способ по п.6, при котором в ответ на определение факта выхода коэффициента заполнения за пределы допустимого диапазона регулируют указанный по меньшей мере один рабочий параметр для возврата коэффициента заполнения в допустимый диапазон.
12. Способ по п.10, при котором при определении факта выхода коэффициента заполнения за пределы допустимого диапазона включают аварийную сигнализацию и в ответ на включение аварийной сигнализации регулируют указанный по меньшей мере один рабочий параметр.
13. Способ по п.11, при котором при определении факта выхода коэффициента заполнения за пределы допустимого диапазона включают аварийную сигнализацию и в ответ на включение аварийной сигнализации регулируют указанный по меньшей мере один рабочий параметр.
14. Способ по п.1, при котором в ответ на определение факта нахождения коэффициента заполнения в допустимом диапазоне указанный по меньшей мере один рабочий параметр не регулируют.
15. Способ по п.1, при котором указанный по меньшей мере один рабочий параметр выбирают из уменьшения производительности, повышения производительности и уменьшения потребляемой энергии.
16. Способ по п.4, при котором указанный по меньшей мере один рабочий параметр выбирают из уменьшения производительности, повышения производительности и уменьшения потребляемой энергии.
17. Способ по п.10, при котором указанный по меньшей мере один рабочий параметр выбирают из уменьшения производительности, повышения производительности и уменьшения потребляемой энергии.
18. Способ по п.14, при котором указанный по меньшей мере один рабочий параметр выбирают из уменьшения производительности, повышения производительности и уменьшения потребляемой энергии.
19. Устройство для осуществления способа по п.1, содержащее средство для определения коэффициента заполнения волокнами зоны размола.
20. Устройство по п.19, содержащее рафинер щепы, определяющий зону размола и имеющий входное отверстие для древесной щепы и выходное отверстие для древесной массы; распределенную систему управления, оперативно соединенную с рафинером щепы для осуществления функций мониторинга технологического процесса и управления технологическим процессом, при этом указанное средство для определения содержится в указанной распределенной системе управления.
21. Устройство по п.19, содержащее рафинер щепы, определяющий зону размола и имеющий входное отверстие для древесной щепы и выходное отверстие для древесной массы; распределенную систему управления, оперативно соединенную с рафинером щепы для осуществления функций мониторинга технологического процесса и управления технологическим процессом, и компьютер, оперативно соединенный с распределенной системой управления, при этом указанное средство для определения содержится в указанном компьютере.
22. Устройство по п.20, далее содержащее аварийную сигнализацию, которой управляет распределенная система управления, при этом аварийная сигнализация включается, когда определяется выход коэффициента заполнения за пределы допустимого диапазона, при этом распределенная система управления регулирует по меньшей мере один рабочий параметр в ответ на включение аварийной сигнализации.
23. Устройство по п.21, далее содержащее аварийную сигнализацию, которой управляет распределенная система управления, при этом аварийная сигнализация включается, когда определяется выход коэффициента заполнения за пределы допустимого диапазона, при этом распределенная система управления регулирует по меньшей мере один технологический параметр в ответ на включение аварийной сигнализации.
| US 20030065453 A1, 03.04.2003 | |||
| US 6752165 B2, 22.06.2004 | |||
| US 3711687 A, 16.01.1973 | |||
| Способ автоматического управления процессом непрерывного размола бумажной массы высокой концентрации | 1977 |
|
SU643570A1 |
| Измельчающее устройство | 1975 |
|
SU539772A1 |
| Способ управления рафинером для производства термодревесной массы | 1990 |
|
SU1784053A3 |

