Изобретение направлено на трехмерный структурированный металлический лист для тепловых экранов и тепловой экран, используемый в автомобильной промышленности.
В производстве автомобилей существует значительная потребность в легкой конструкции с использованием компонентов из металлических листов. Использование более тонких листов является важным для обеспечения снижения веса. Тем не менее, во время формирования возникают серьезные проблемы, поскольку жесткость сформированной части снижается по мере того, как снижается толщина листа. Кроме того, формуемость также снижается со снижением толщины листа.
Повышение жесткости компонентов из металлических листов при уменьшении веса может достигаться посредством замены стали на алюминиевые, магниевые или титановые сплавы или посредством использования трехмерного структурированного металлического листа. Трехмерная структура улучшает механические свойства компонентов, главным образом, посредством повышения жесткости при изгибе вследствие повышенной инерции (чем выше структура, тем более жестким является лист). Деформационное упрочнение, которое возникает во время процесса структурирования, также повышает жесткость продукта.
Трехмерный структурированный металлический лист задается как лист металла с выступающим рельефом от поверхности металлического листа, также известным как выпуклости. Выступание поверхности в эти утолщения или возвышения может достигаться, например, посредством давления от штамповочного ролика. Другая форма превращения рельефного рисунка в лист металла осуществляется посредством формирования углубления, причем выемки в поверхности создаются посредством осаждения в ударном режиме или прессования. В дальнейшем описании термины "тиснение" и "выпуклость" используются как для процесса, так и для продукта (формирования) углубления и выпуклости.
Трехмерный структурированный металлический лист может быть сформирован посредством прокатки, главным образом, между 2 роликами, причем, по меньшей мере, один ролик имеет поверхность в форме требуемой трехмерной структуры, полученной посредством тиснения между двумя прессовальными плитами или посредством гидроформинга. Прокатка является непрерывным процессом, а прессование может работать только в полунепрерывном процессе. Эти процессы обычно создают высокое деформационное упрочнение.
Тепловые экраны классически изготавливаются из металлического листового материала, главным образом, из стали, сплавов или алюминия, причем этот материал используется для листа-основы, листа-покрытия, а также для изоляции. Тем не менее, другие материалы, такие как стекловолокно, войлочный материал, а также специальные пенопласты и минеральные пены, могут использоваться для защиты от высоких температур и шума, в частности в качестве изоляционного материала. Например, в US 5901428 описаны примеры для трехмерных структурированных листов, используемых в тепловом экране. Трехмерная структура имеет форму пирамидальных точек, сформированных посредством тисненых ямок, и таким образом сформированный лист используется в штабеле структурированных листов, чтобы формировать перегородку в виде теплового экрана с зазорами, чтобы формировать воздушные карманы. В US 2006/0194025 раскрыт другой пример многослойного теплового экрана с комплементарными контурами или ямками, сформированными в смежных слоях. Ямки формируются с помощью чеканочного штампа.
Чтобы повышать эффективность теплового экрана и уменьшать пространство, требуемое для экрана, металлический лист или штабель листов могут иметь контур, который сильно напоминает форму внешней поверхности, например выпускного коллектора. Чтобы предоставлять требуемый контур в металлическом листе, результирующий внешний металлический слой теплового экрана типично включает в себя определенное число складок. Эти складки не только портят эстетичность внешнего вида, но они также являются местом, в котором может сначала наблюдаться усталость продукта.
Большинство известных шаблонов в виде трехмерной структуры, используемых сегодня, изготавливается из повторяющейся одиночной формы. В US 6966402 раскрыт шаблон с множеством ямок, сформированных в геометрической форме, выбранной из группы, состоящей из сферической формы, пирамидальной формы, конической формы или трапецеидальной формы, причем ямки распределяются в смещенных или равномерных строках и столбцах, либо в случайном шаблоне.
В EP 0439046 раскрыт трехмерный шаблон в форме ромбовидного перекрестно заштрихованного шаблона, который дает возможность растягивания и сжатия листа по мере необходимости. Также раскрывается использование складкообразования или выдавливания ямок, например множества сгибов или выступов, к примеру, в форме волнистостей.
В US 6821607 раскрыто использование выпуклостей, имеющих драпированную или складчатую структуру, которая повышает сопротивление сжатию для отдельных выпуклостей и, следовательно, повышает прочность на изгиб всего листового материала.
Все эти шаблоны имеют такую общую черту, что для того, чтобы формировать выпуклость, материал растягивается вокруг ямки, размещенной в качестве автономного признака в общем шаблоне. Посредством этого растяжения материал смещается от нейтральной плоскости плоского металлического листа, повышая жесткость при изгибе. Если ямки размещаются достаточно близко друг к другу, то материал между ямками должен быть частично смещен по сравнению с нейтральной плоскостью плоского металлического листа. Торцы выпуклостей должны начинать накладываться. Тем не менее, вершина ямки всегда должна формировать самую высокую точку смещения. Вследствие используемых стандартных шаблонов тиснения и выбранной формы ямки жесткость при изгибе оптимизируется в одном направлении или в двух направлениях плоскости, тем не менее, за счет других направлений в идентичной плоскости, например, посредством формирования нежелательных линий изгибания, например линий, в которых металлический лист становится очень просто изгибать.
Следовательно, задачей изобретения является создание трехмерного структурированного металлического листа с повышенной жесткостью при изгибе во множестве направлений плоскости листа так, что жесткость при изгибе трехмерного структурированного металлического листа является более однородной во всех направлениях.
Эта задача решается посредством создания металлического листа, имеющего трехмерные структуры согласно п.1 формулы изобретения. В частности, трехмерный структурированный металлический лист для использования в автомобильных тепловых экранах имеет множество углублений или выпуклостей, при этом выпуклости выступают в одном и том же направлении, нормальном к поверхности гладкого листового материала, определяющей нейтральную плоскость n, по существу, на одно и то же расстояние h от этой нейтральной плоскости, причем множество выпуклостей совместно образуют регулярную сеть, при этом, по существу, каждая выпуклость пересекается, по меньшей мере, с двумя другими выпуклостями, чтобы образовать соединение.
Регулярная сеть задается как регулярный повторяющийся рисунок выпуклостей, соединенных друг с другом, чтобы формировать выступающую сеть выше поверхности металлического листа.
Таким образом, сформированный трехмерный структурированный металлический лист имеет улучшенные свойства изгибания в нескольких направлениях плоскости листа. Это обусловлено сформированной сетью и пересечениями выпуклостей посредством формирования столбиков. Эти столбики должны дополнительно повышать жесткость при изгибе возможных линий изгибания. Следовательно, допустимо использовать более тонкие листы металла, уменьшая вес и стоимость материалов в конечном продукте.
Трехмерный структурный лист с рисунком согласно изобретению может использоваться в одиночных тепловых экранах, а также в многослойных тепловых экранах. Сами тепловые экраны могут формироваться так, что они соответствуют форме источника тепла, такого как, например, электродвигатель, выхлопная труба или пространство под полом автомобиля. В этом случае трехмерный структурированный металлический лист больше не является плоским, а является искривленным, когда нейтральная поверхность больше не является плоскостью, а соответствует искривленной поверхности.
Фиг.1 предоставляет схематичный чертеж примера трехмерной структуры согласно изобретению. Этот чертеж используется для того, чтобы пояснять и задавать общие параметры рисунка согласно изобретению в целом и без ограничения конкретной, показанной сетью.
Выпуклость 2 предпочтительно имеет продолговатую форму, причем область 4 выступает, по существу, параллельно поверхности нейтральной плоскости n металлического листа на максимальное расстояние h от нейтральной плоскости n. Таким образом сформированная выпуклость 1 похожа на полый туннель (см. фиг.2b и 3b), с высотой h, формирующий каркас сети. Форма арки туннеля предпочтительно является округленной или эллиптической.
Расстояние между двумя сопряженными соединениями обеспечивает длину L выпуклости 2. Форма выпуклости в длину может быть скругленной, прямой или изогнутой формы. Тем не менее, они соединяются в соединениях с другими выпуклостями, чтобы формировать общую сеть по поверхности металлического листа.
Ширина обеспечивается в качестве наибольшего расстояния между боковыми стенками каждой выпуклости, при этом боковые стенки являются смещенным материалом между верхней областью 4 выпуклости и материалом, который не выступает и остается на нейтральной плоскости (например, треугольник 3 в этом примере).
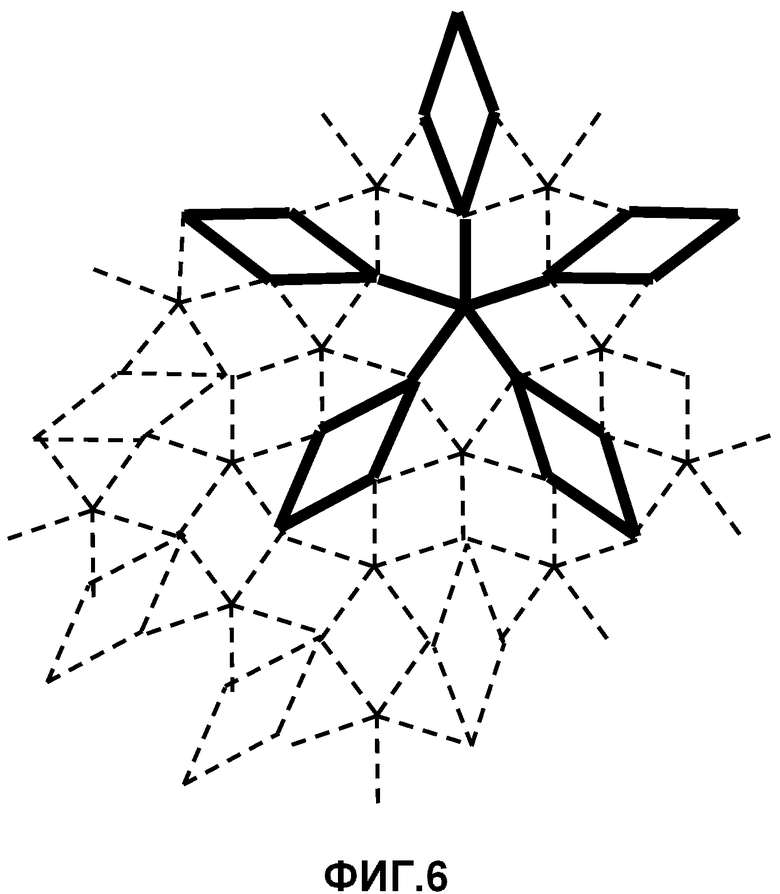
Чтобы формировать сеть, необязательно, чтобы все выпуклости были одинаковыми. Также допустимо формировать регулярную сеть с различной длиной выпуклостей и/или с различными формами. Также в пределах объема изобретения находится получение регулярной сети, в которой число выпуклостей, сходящихся в соединениях, может варьироваться. Примеры другой сети показаны на фиг.6 и 7. Схематичные чертежи в форме линий задают сформированный рисунок в виде сети сверху.
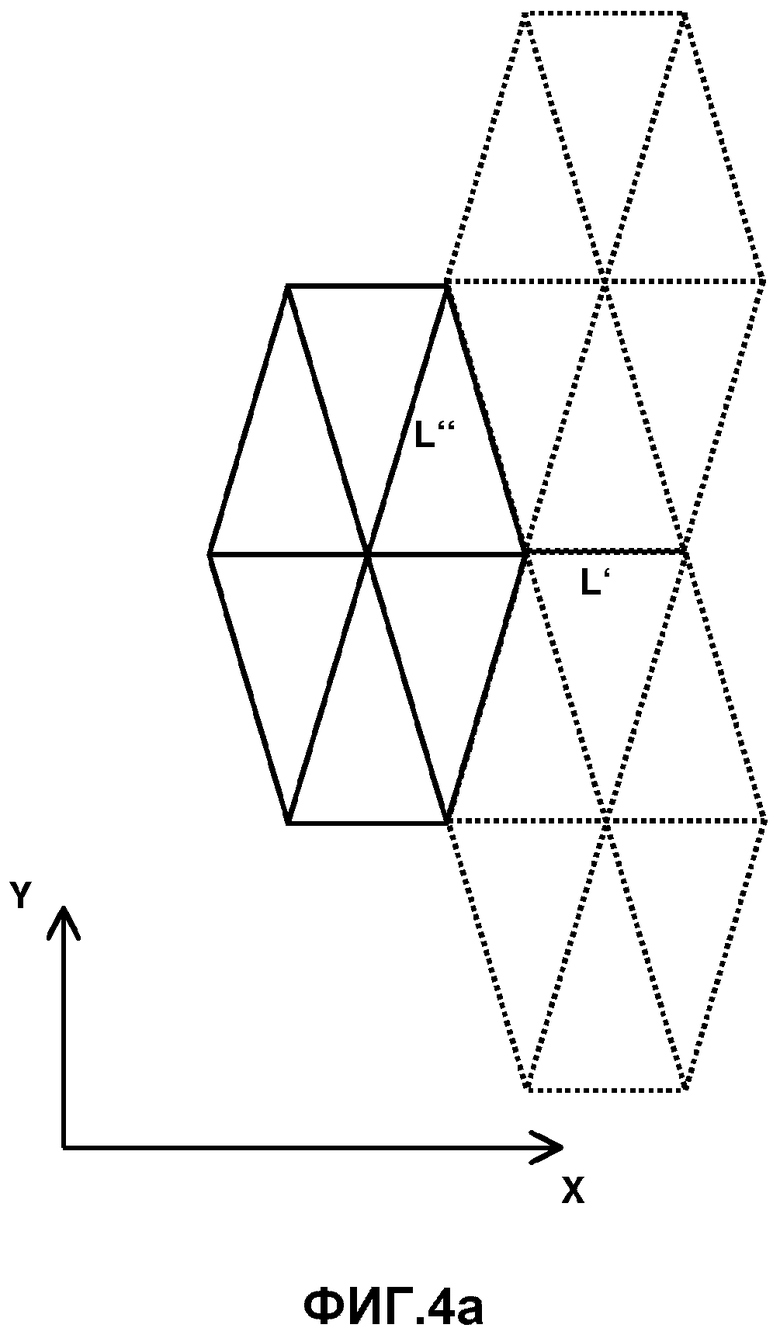
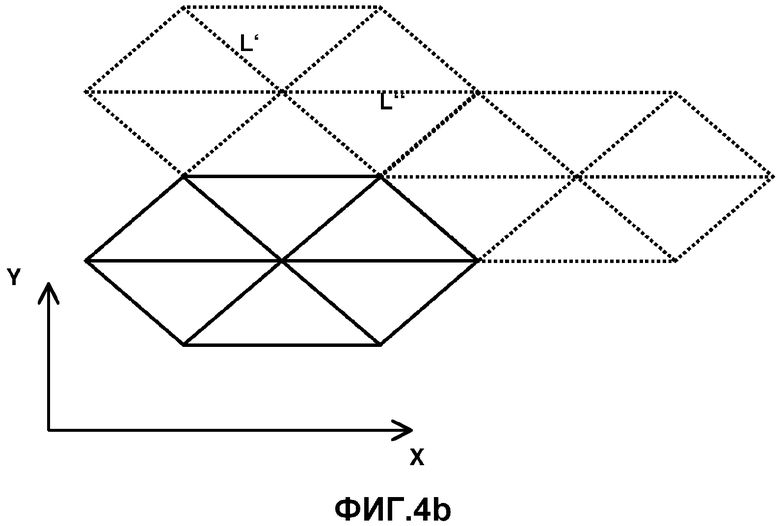
Предпочтительно, расстояние L между любыми двумя сопряженными соединениями 1 является постоянным. Тем не менее, также является возможной сеть, растянутая, по меньшей мере, в одном направлении плоскости, причем расстояние L' между двумя сопряженными соединениями, которые находятся преимущественно в растянутом направлении, превышает расстояние L" между двумя сопряженными соединениями в нерастянутом направлении (см. фиг.4a и 4b).
Эти и другие характеристики изобретения должны становиться очевидными из последующего описания предпочтительных форм, предоставленного в качестве неограничивающего примера, со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - схематичный пример трехмерной структуры согласно изобретению;
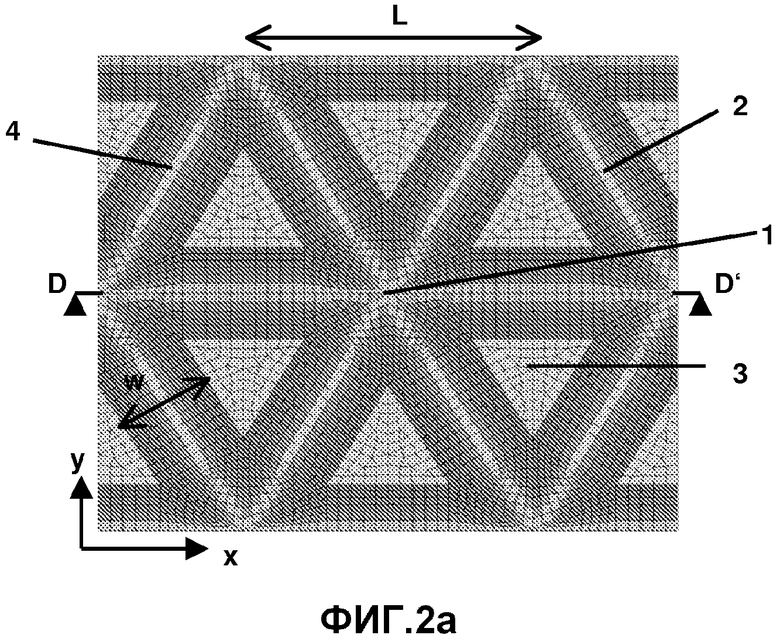
Фиг.2a - схематичный пример трехмерной структуры согласно изобретению (вид сверху);
Фиг.2b - вид сбоку D-D' фиг.2a;
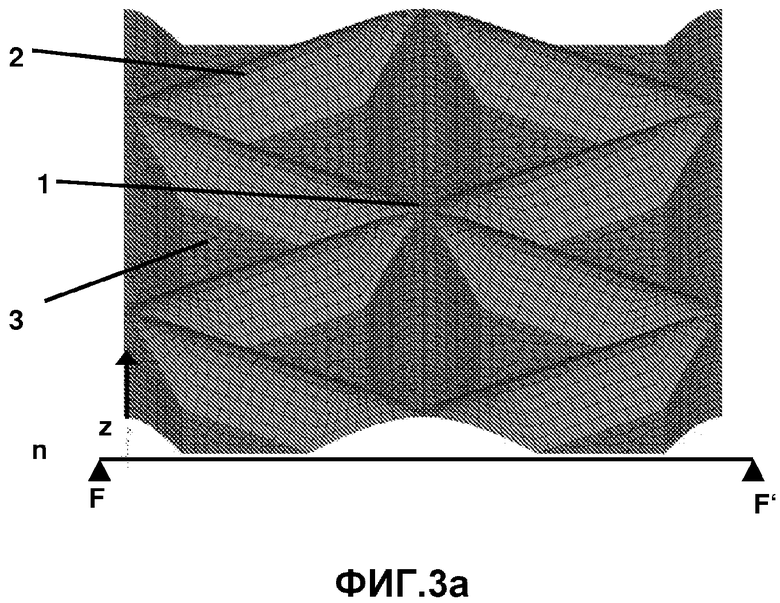
Фиг.3a - схематичный пример трехмерной структуры согласно изобретению (трехмерный вид под небольшим наклоном);
Фиг.3b - вид сбоку F-F' фиг.3a;
Фиг.4a - пример сети с 6 выпуклостями, пересекающимися в каждом соединении, с растянутым рисунком в направлении оси Y;
Фиг.4b - пример сети с 6 выпуклостями, пересекающимися в каждом соединении, с растянутым рисунком в направлении оси X;
Фиг.5A - схематичный чертеж одностенного теплового экрана;
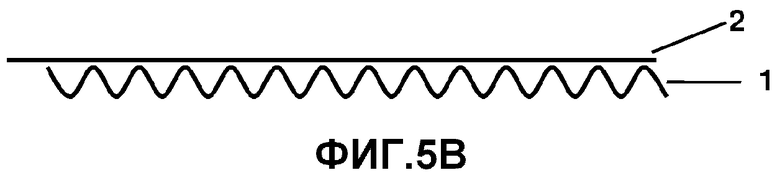
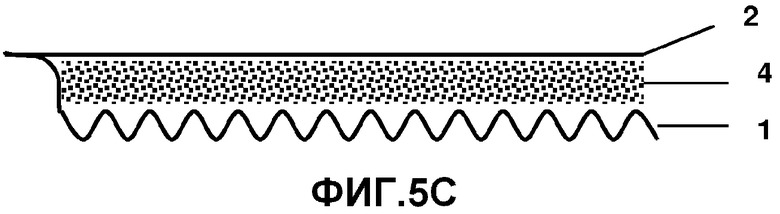
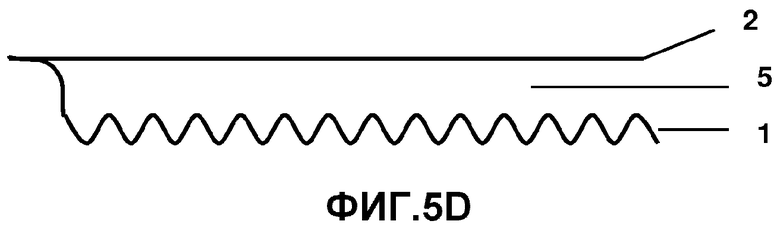
Фиг.5B-D - схематичный чертеж двухстенного теплового экрана;
Фиг.6-7 - схематичные примеры других сетей согласно изобретению.
Фиг.1 и 2 показывают схематичный пример трехмерного структурированного металлического листа согласно изобретению. Направления по оси X и Y находятся в нейтральной плоскости n металлического листа. Направление по оси Z является смещением материала от нейтральной плоскости гладкого листа; и оно может осуществляться либо посредством тиснения, либо посредством углублений.
Выпуклости 2 пересеченно формируют непрерывную трехмерную сеть на поверхности металлического листа. Эти выпуклости 2 имеют одинаковое направление и максимальное расстояние h от нейтральной плоскости в направлении по оси Z. Максимальное расстояние h предоставляется посредством расположенной горизонтально и параллельно поверхности нейтральной плоскости задней стороны 4 выпуклостей.
Предпочтительно, длина L выпуклостей 2 является такой, что сопряженные соединения 1 симметрично распределяются между собой.
Предпочтительно, обеспечивается регулярный рисунок выпуклостей, пересекаемых в сопряженных соединениях, например, по существу, в каждом из сопряженных соединений соединяются шесть выпуклостей 2. Тем не менее, это число также может составлять, например, три, четыре, пять, семь восемь или больше. Посредством использования, по существу, 6 выпуклостей, пересекающихся в каждом соединении, мнимый равнобедренный треугольник 3 формируется между каждыми тремя выпуклостями. Материал этих треугольников 3 находится в нейтральной плоскости, что означает то, что, по существу, перемещение материала не осуществляется во время трехмерного структурирования металлического листа в этих областях.
По сравнению с рисунком в форме ямок предшествующего уровня техники, в котором материал растягивается, формируя наверху ямки более тонкий слой материала, который может легко разламываться, материал в структурированном металлическом листе согласно изобретению размещается наверху структуры сети. В частности, по существу, большая часть материала может располагаться в центре соединений, где сходятся выпуклости. Это является одной из причин повышенной жесткости и лучшего усталостного поведения в листовом металле согласно изобретению. Затененные цвета на фиг.1-3 показывают распределение материалов в конечном продукте, причем более темный цвет указывает более тонкую область.
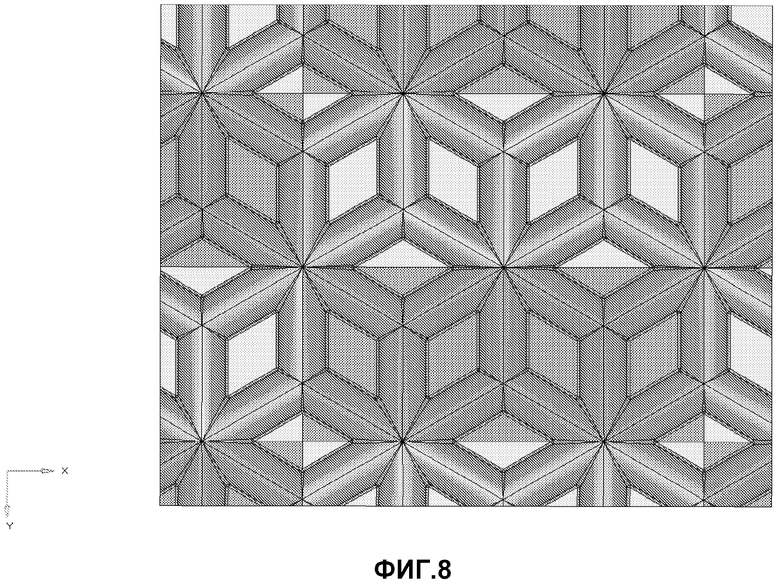
В зависимости от числа выпуклостей, пересекающихся в соединении, также могут формироваться другие рисунки невыступающего материала. В примере на фиг.4a число выпуклостей, пересекающихся в каждом соединении, равняется 3, и невыступающий материал является гексагональным. Также другие нерегулярные рисунки, формирующие структурированный металлический лист в виде трехмерной сети, причем сеть формируется посредством выпуклости, попадают в пределы раскрытого объема изобретения (см. фиг.6). Фиг.8 показывает другой пример рисунка согласно изобретению, в котором соединения содержат различные числа пересечений, в этом случае 6 или 3. Это должно повышать жесткость, а также однородность жесткости в различных направлениях плоскости. Одновременно, если трещина возникает, она не может распространяться до большой трещины, как происходит с выпуклостями согласно предшествующему уровню техники.
По сравнению с предшествующим уровнем техники, в котором одиночные формы ямок выступают, а сеть не выступает, либо только частично выступает, создается обратная выпуклость согласно изобретению. Посредством использования этого обратного рисунка согласно изобретению больше материала перемещается от нейтральной плоскости к выступающей плоскости. Это приводит к локализованному деформационному упрочнению вследствие формирования и обеспечивает улучшенное сопротивление зарождению дефектов, а также общее повышение жесткости при изгибе в различных направлениях. Дополнительно, вследствие сети в виде трехмерной структуры, сформированной посредством многонаправленных выпуклостей, прямое распространение трещины в металлическом листе запрещается.
Фактическая длина, ширина и высота выпуклостей зависят от толщины листа тиснения, а также жесткости при изгибе и предела прочности, которые должны быть достигнуты.
Предпочтительно, длина L существенно превышает ширину w и высоту h выпуклостей.
Если используется идентичный структурирующий штамп, то ширина выпуклостей должна увеличиваться с увеличением толщины вследствие увеличения объема материала, перемещаемого в эти области.
Конструкция теплового экрана варьируется согласно требуемой функции и конструктивному пространству в каждой области транспортного средства. Это пространство обычно составляет вплоть до нескольких мм, например, 2-3 мм. Трехмерный структурированный металлический лист согласно изобретению может использоваться, например, в качестве одностенных тепловых экранов (фиг.5A), в которых он формирует лист-основу (1). В конечном счете, изоляция может быть присоединена к этому одностенному тепловому экрану с использованием уплотнительной фольги. Одностенный тепловой экран может иметь согнутый край (не показан) для упрочнения внешнего контура и улучшать транспортировку частей во время производства и сборки автомобилей. Кроме того, материал может формироваться так, что он соответствует форме объекта, который должен быть защищен, такого как электродвигатель или части системы выпуска отработавших газов. Трехмерный структурированный металлический лист с тисненой сетью согласно изобретению также может использоваться в двухстенных тепловых экранах (фиг.5B-D). Они изготавливаются из листа-основы (1) и листа-покрытия (2), при этом форма изоляции (3) размещается между этими двумя листами. Лист-покрытие служит для того, чтобы присоединять изоляцию и повышать жесткость компонента. Изоляция также может иметь форму воздушного зазора (4).
Двухстенные тепловые экраны почти всегда сгибаются (не показано), в основном, для того, чтобы закреплять изоляцию между двумя внешними листами. В зависимости от функции лист-основа или лист-покрытие может быть трехмерным структурированным металлическим листом согласно изобретению. Дополнительно штабель, по меньшей мере, из двух слоев структурированного металлического листа согласно изобретению также может использоваться в качестве теплового экрана.
Предпочтительно, тиснение структурированного металлического листа согласно изобретению выполняется только частично и/или локально, чтобы получать области повышенной жесткости, если требуется сохранение других областей для сгибания в форме требуемого теплового экрана.
Предпочтительно, структурированный металлический лист согласно изобретению перфорируется только частично и/или локально с помощью макроотверстий или микроотверстий. Перфорированные тепловые экраны как таковые являются известными в данной области техники и используются, например, в многослойном тепловом экране, используемом для звукоизоляции.
Все направления должны пониматься для пояснения сформированного рисунка в виде сети, а не в качестве указания фактического способа изготовления изобретаемого структурированного листового металлического материала.
Трехмерный структурированный металл согласно изобретению может быть сформирован с помощью стандартных процессов согласно предшествующему уровню техники, в частности лист может быть сформирован посредством прокатки, главным образом, между 2 роликами, причем, по меньшей мере, один ролик имеет поверхность в форме требуемой трехмерной структуры посредством тиснения между двумя прессовальными плитами (так называемого линейного тиснения) или посредством гидроформинга. Прокатка является непрерывным процессом, а прессование может работать только в полунепрерывном процессе. Эти процессы обычно создают высокое деформационное упрочнение.



Группа изобретений относится к области транспортного машиностроения. Трехмерный структурированный металлический лист для использования в автомобильных тепловых экранах имеет множество углублений или выпуклостей. Все выпуклости выступают в одном и том же направлении, нормальном к поверхности гладкого листового материала, определяющей нейтральную плоскость n, на одно и то же расстояние h от этой нейтральной плоскости. Множество выпуклостей совместно образуют регулярную сеть. Каждая выпуклость пересекается с двумя другими выпуклостями, чтобы образовать соединение. Тепловой экран для транспортного средства содержит слой упомянутого трехмерного структурированного металлического листа с множеством углублений или выпуклостей. Достигается повышение жесткости трехмерного структурированного металлического листа. 2 н. и 6 з.п. ф-лы, 14 ил.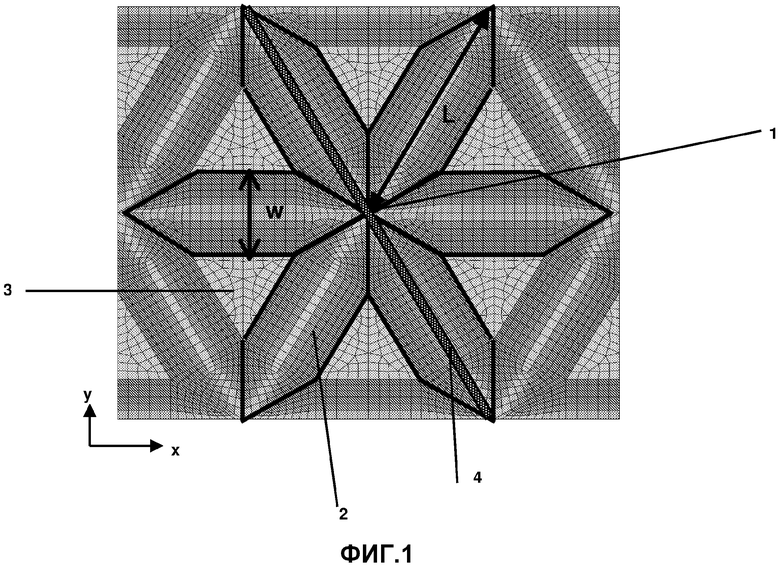
1. Трехмерный структурированный металлический лист для использования в автомобильных тепловых экранах, имеющий множество углублений или выпуклостей, отличающийся тем, что все выпуклости выступают в одном и том же направлении, нормальном к поверхности гладкого листового материала, определяющей нейтральную плоскость n, по существу, на одно и то же расстояние h от этой нейтральной плоскости, причем множество выпуклостей совместно образуют регулярную сеть, при этом, по существу, каждая выпуклость пересекается, по меньшей мере, с двумя другими выпуклостями, чтобы образовать соединение.
2. Лист по п.1, отличающийся тем, что расстояние между любыми двумя сопряженными соединениями является постоянным.
3. Лист по п.1 или 2, отличающийся тем, что форма выпуклостей в длину является продолговатой и, предпочтительно, прямой, скругленной или изогнутой.
4. Лист по п.1 или 2, отличающийся тем, что, по существу, в каждом соединении сходятся, по меньшей мере, три, предпочтительно шесть выпуклостей.
5. Лист по п.1 или 2, отличающийся тем, что число выпуклостей, сходящихся в соединении, варьируется по рисунку сформированной сети.
6. Лист по п.5, отличающийся тем, что число выпуклостей, сходящихся в соединении, составляет 3 или 6, образуя рисунок в виде регулярной сети.
7. Тепловой экран для транспортного средства, содержащий, по меньшей мере, один слой трехмерного структурированного металлического листа с множеством углублений или выпуклостей, отличающийся тем, что все выпуклости выступают в одном и том же направлении, нормальном к поверхности гладкого листового материала, определяющей нейтральную плоскость n, по существу, на идентичное расстояние h от этой нейтральной плоскости, причем множество выпуклостей совместно образует регулярную сеть, при этом, по существу, каждая выпуклость пересекается, по меньшей мере, с двумя другими выпуклостями, чтобы образовать соединение.
8. Тепловой экран по п.7, отличающийся тем, что, по меньшей мере, один слой трехмерного структурированного металлического листа только частично покрыт регулярной сетью.
| EP 1985439 A1, 29.10.2008 | |||
| ГИБКАЯ ПРОКЛАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2120857C1 |
| МЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ С СОТОВОЙ СТРУКТУРОЙ | 1995 |
|
RU2153933C2 |

