Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывной разливки стали, в котором получается листовая заготовка путем разливки расплавленной стали, при регулировании потока расплавленной стали в литейной форме под действием электромагнитной силы, и к способу производства стального листа с использованием листовой заготовки, полученной путем разливки с использованием способа непрерывной разливки.
Уровень техники
При непрерывной разливке стали, расплавленную сталь загружают в разливочное устройство и заливают в литейную форму для непрерывной разливки через погружаемый патрубок, соединенный с нижней частью разливочного устройства. В указанном случае поток расплавленной стали, выпущенный внутрь литейной формы из выпускных отверстий погружаемого патрубка, содержит неметаллические включения, такие как кластеры оксида алюминия и пузырьки инертного газа, который вдувается из поверхности внутренней стенки верхнего патрубка (инертный газ вдувается для предотвращения закупоривания патрубка, вызванного адгезией или прилипанием оксида алюминия или тому подобного). Когда эти неметаллические включения и пузырьки захватываются затвердевающей коркой, возникают дефекты продукта (дефекты, вызванные включениями, дефекты, вызванные пузырьками). Кроме того, флюс литейной формы (гранулированный порошок) увлекается восходящим потоком расплавленной стали, который достигает мениска, так что флюс литейной формы также захватывается затвердевающей коркой, приводя к дефектам продукта.
Традиционно, для предотвращения захвата неметаллических включений, флюса литейной формы и пузырьков затвердевающей коркой и попадания в расплавленную сталь с образованием дефекта продукта, на поток расплавленной стали в литейную форму воздействует магнитное поле, причем поток расплавленной стали регулируется под действием электромагнитной силы, генерируемой магнитным полем. В связи с указанной технологией были предложены многие технические решения.
Например, в патентном документе 1 описан способ, в котором поток расплавленной стали тормозится магнитным полем постоянного тока, приложенным к паре верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, причем пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами. В этом способе, вне потока расплавленной стали, который разделяется на восходящий поток и нисходящий поток, после разгрузки из выпускных отверстий погружаемого патрубка нисходящий поток тормозится нижним магнитным полем постоянного тока, а восходящий поток тормозится верхним магнитным полем постоянного тока, и таким образом, предотвращается захват затвердевающей коркой неметаллических включений и флюса литейной формы, содержащихся в потоке расплавленной стали.
В патентном документе 2 раскрыт способ, в котором поток расплавленной стали тормозится магнитным полем постоянного тока, приложенным к паре верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, причем пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами таким же образом, как в патентном документе 1, и магнитное поле переменного тока прилагается к верхним полюсам магнита или к нижним полюсам магнита накладывающимся образом. Этот способ обеспечивает торможение потока расплавленной стали магнитным полем постоянного тока таким же образом, как в патентном документе 1, а также направлен на получение очищающего действия в отношении неметаллических включений или тому подобного на поверхности раздела затвердевающей корки, благодаря перемешиванию расплавленной стали под действием магнитного поля переменного тока.
Кроме того, в патентном документе 3 раскрыт способ, где поток расплавленной стали тормозится магнитным полем постоянного тока, которое приложено к паре верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, причем пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно прослоенной между полюсами. В этом способе интенсивность магнитного поля постоянного тока и отношение интенсивностей магнитного поля постоянного тока верхних полюсов магнита и магнитного поля постоянного тока нижних полюсов магнита имеет заданное значение, находящееся в конкретном численном диапазоне.
Кроме того, в патентных документах 4, 5 описан способ непрерывной разливки, в котором захват пузырьков затвердевающей коркой может быть подавлен путем регулирования поверхностного натяжения, благодаря градиенту концентрации С, S, N, О в расплавленной стали на передней поверхности затвердевающей корки, то есть путем регулирования концентраций С, S, N, О в расплавленной стали таким образом, чтобы поверхностное натяжение стало равным или ниже заданного значения.
Патентный документ 1: JP-A-3-142049
Патентный документ 2: JP-A-10-305353
Патентный документ 3: JP-A-2008-200732
Патентный документ 4: JP-A-2003-205349
Патентный документ 5: JP-A-2003-251438
Раскрытие изобретения
Наряду с современной тенденцией ужесточения требований к качеству стального листа для обшивки автомобиля, в настоящее время считаются проблемными дефекты, вызванные увлечением мелких пузырьков, мелких неметаллических включений и мелких частиц флюса литейной формы, которые ранее не трактовались как проблема. Способ непрерывной разливки, раскрытый в патентных документах 1-3, не способен эффективно справиться с указанным ужесточением требований к качеству. Особенно при производстве стального листа, оцинкованного горячим способом, после нанесения покрытия погружением в расплав стальной лист нагревается в такой степени, что компонент железа в стальном листе материала подложки диффундирует в оцинкованный слой, и поэтому качество поверхностного слоя стального листа материала подложки значительно влияет на качество отожженного и оцинкованного стального листа, полученного погружением в расплав. Другими словами, когда дефекты, вызванные пузырьками, дефекты, вызванные включениями, или дефекты, вызванные флюсом литейной формы, присутствуют в поверхностном слое материала подложки стального листа, и поэтому возникают неоднородности толщины покрытого слоя, даже в случае мелких дефектов, причем эти неоднородности появляются как полосообразные дефекты на поверхности стального листа материала подложки, так что указанный стальной лист нельзя использовать в тех областях, где предъявляются жесткие требования к качеству, например, в качестве листа для обшивки автомобиля.
Кроме того, в патентном документе 4 и в патентном документе 5, вообще не исследован захват неметаллических включений, таких как оксид алюминия, затвердевающей коркой. Более того, хотя в этих документах предполагается, что на захват пузырьков затвердевающей коркой влияет соответствующий состав расплавленной стали, не выяснено соотношение между захватом пузырьков и скоростью течения расплавленной стали на поверхности раздела «расплавленная сталь/затвердевающая корка», и поэтому нельзя количественно контролировать захват пузырьков. Это связано с тем, что внутри реальной литейной формы сопротивление, приписываемое скорости течения расплавленной стали, работает одновременно с поверхностным натяжением (равно захватывающему усилию затвердевающей корки), генерированным распределением концентрации С, S, N, О, а также и поэтому, при исследовании захвата пузырьков и неметаллических включений затвердевающей коркой, необходимо учитывать сопротивление под действием скорости течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка.
Соответственно, целью настоящего изобретения является разработка способа непрерывной разливки стали с очень малым содержанием углерода, в котором могут быть преодолены указанные выше недостатки уровня техники, и за счет регулирования течения расплавленной стали в литейной форме с помощью электромагнитной силы, может быть получена листовая заготовка, обладающая высоким качеством, не только с малым количеством дефектов, вызванных неметаллическими включениями и флюсом литейной формы, которые традиционно рассматриваются как проблемные, но также с малым количеством дефектов, вызванных увлечением мелких пузырьков, мелких неметаллических включений и мелких частиц флюса литейной формы.
Авторы настоящего изобретения исследовали различные условия разливки во время регулирования течения расплавленной стали в литейной форме с использованием электромагнитной силы для преодоления указанных выше недостатков. В результате этого исследования, авторы изобретения установили, что в способе непрерывной разливки стали с очень малым содержанием углерода при торможении течения расплавленной стали магнитным полем постоянного тока, приложенным к паре верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, и пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно прослоенной между полюсами, химический состав стали с очень малым содержанием углерода регулируется в заданном диапазоне, который определяется с учетом градиента натяжения на поверхности раздела в концентрационном граничном слое на передней поверхности затвердевающей корки; причем интенсивности магнитного поля постоянного тока, приложенным соответственно к верхним полюсам магнита и к нижним полюсам магнита, оптимизированы в соответствии с шириной листовой заготовки, которая будет отлита, и скоростью разливки, таким образом, что расплавленная сталь в литейной форме будет приведена в соответствующее состояние течения, в котором неметаллические включения и пузырьки не захватываются затвердевающей коркой, и не наблюдается увлечение гранулированного порошка, в результате чего возможно получение листовой заготовки, имеющей высокое качество, не только с малым количеством дефектов, вызванных неметаллическими включениями и флюсом литейной формы, которые традиционно рассматриваются как проблемные, но также с малым количеством дефектов, вызванных мелкими пузырьками, мелкими неметаллическими включениями и мелкими частицами флюса литейной формы. Кроме того, авторы изобретения обнаружили, что для получения листовой заготовки, обладающей высоким качеством, в таком способе непрерывной разливки с глубиной погружения патрубка, существует оптимальный диапазон относительно внутреннего диаметра погружаемого патрубка, толщины листовой заготовки и тому подобного, причем в этом диапазоне выгодные эффекты настоящего изобретения могут быть достигнуты в наибольшей степени.
При непрерывной отливке листовой заготовки путем регулирования потока расплавленной стали в литейной форме с помощью магнитного поля постоянного тока, приложенного соответственно к верхним полюсам магнита, и к нижним полюсам магнита, можно предотвратить образование дефектов, вызванных увлечением частиц флюса литейной формы, а также дефектов, вызванных пузырьками и неметаллическими включениями, имеющими относительно большой размер (обычно диаметром 1 мм или больше). Однако в указанном способе непрерывной разливки, несомненно, трудно предотвратить улавливание более мелких пузырьков и мелких неметаллических включений затвердевающей коркой, и поэтому существует вероятность возникновения поверхностных дефектов, вызванных увлечением таких мелких пузырьков и мелких неметаллических включений. Напротив, путем регулирования химического состава стали с очень малым содержанием углерода в заданном диапазоне, с учетом градиента натяжения на поверхности раздела в концентрационном граничном слое на передней поверхности затвердевающей корки, а также путем оптимизации интенсивности магнитного поля постоянного тока, приложенного к верхним полюсам магнита и к нижним полюсам магнита, в соответствии с шириной листовой заготовки, которая будет отлита, и скоростью разливки, возможно подавление захвата мелких пузырьков и мелких неметаллических включений затвердевающей коркой. Соответственно можно предотвратить увлечение частиц флюса литейной формы, а также захват пузырьков и неметаллических включений затвердевающей коркой независимо от размера пузырьков и неметаллических включений, и поэтому возможно производство стального листа, имеющего высокое качество, с очень небольшим количеством поверхностных дефектов, вызванных увлечением пузырьков, неметаллических включений и частиц флюса литейной формы.
Кроме того, установлено, что за счет использования травления и холодной прокатки для горячекатаного стального листа, полученного путем прокатки листовой заготовки, полученной при разливке указанным выше способом непрерывной разливки при определенных условиях, можно производить стальной лист, имеющий высокое качество с очень небольшим количеством газовых раковин.
Настоящее изобретение было выполнено на основе указанных исследований, причем сущность настоящего изобретения заключается в следующем.
1. Способ непрерывной разливки стали, в котором сталь с очень малым содержанием углерода, содержащая 0,003 мас.% С или меньше, непрерывно разливается с использованием машины непрерывной разливки, где пара верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, и пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно прослоенной между полюсами, предусмотрены на внешней стороне литейной формы, предусмотрен погружаемый патрубок с углом наклона при выгрузке расплавленной стали из выпускного отверстия, направленного вниз от горизонтального направления на уровне 10° или больше и меньше чем 30°, причем выпускное отверстие расплавленной стали расположено между точкой максимума магнитного поля верхних полюсов магнита и точкой максимума магнитного поля нижних полюсов магнита, в то время как течение расплавленной стали тормозится магнитным полем постоянного тока, приложенным к паре верхних полюсов магнита и к паре нижних полюсов магнита, в котором расплавленная сталь, содержащая химические компоненты, где параметр X, определяемый следующей ниже формулой (1), удовлетворяет условию Х≤5000, непрерывно разливается со скоростью 0,75 м/мин или больше и в соответствии со следующими условиями (X), (Y):

Здесь [%Ti] означает содержание Ti в расплавленной стали (мас.%), [%S]: содержание S в расплавленной стали (мас.%) и [%O]: содержание О в расплавленной стали (мас.%).
Условие (X): Когда ширина листовой заготовки, которая будет отлита, и скорость разливки попадает в следующие ниже диапазоны от (а) до (i), интенсивность магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляет от 0,03 до 0,15 Тесла (Т) и интенсивность магнитного поля постоянного тока, приложенного к нижним полюсам магнита, составляет от 0,24 до 0,45 Т.
(а) Ширина листовой заготовки составляет меньше чем 950 мм, и скорость разливки составляет меньше чем 2,05 м/мин,
(b) ширина листовой заготовки составляет 950 мм или больше и меньше чем 1050 мм, и скорость разливки - меньше чем 2,25 м/мин,
(c) ширина листовой заготовки составляет 1050 мм или больше и меньше чем 1350 мм, и скорость разливки - меньше чем 2,35 м/мин,
(d) ширина листовой заготовки составляет 1350 мм или больше и меньше чем 1450 мм, и скорость разливки - меньше чем 2,25 м/мин,
(e) ширина листовой заготовки составляет 1450 мм или больше и меньше чем 1650 мм, и скорость разливки - меньше чем 2,15 м/мин,
(f) ширина листовой заготовки составляет 1650 мм или больше и меньше чем 1750 мм, и скорость разливки - меньше чем 2,05 м/мин,
(g) ширина листовой заготовки составляет 1750 мм или больше и меньше чем 1850 мм, и скорость разливки - меньше чем 1,95 м/мин,
(h) ширина листовой заготовки составляет 1850 мм или больше и меньше чем 1950 мм, и скорость разливки - меньше чем 1,85 м/мин, и
(i) ширина листовой заготовки составляет 1950 мм или больше и меньше чем 2150 мм, и скорость разливки - меньше чем 1,75 м/мин.
Условие (Y): когда ширина листовой заготовки, которая будет отлита, и скорость разливки попадает в следующие ниже диапазоны от (j) до (s), интенсивность магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляет больше чем 0,15-0,30 Т, и интенсивность магнитного поля постоянного тока, приложенного к нижним полюсам магнита, составляет от 0,24 до 0,45 Т.
(j) Ширина листовой заготовки составляет меньше чем 950 мм, и скорость разливки составляет 2,05 м/мин или больше и 3,05 м/мин или меньше,
(k) ширина листовой заготовки составляет 950 мм или больше и меньше чем 1050 мм, и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(l) ширина листовой заготовки составляет 1050 мм или больше и меньше чем 1350 мм, и скорость разливки составляет 2,35 м/мин или больше и 3,05 м/мин или меньше,
(m) ширина листовой заготовки составляет 1350 мм или больше и меньше чем 1450 мм, и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(n) ширина листовой заготовки составляет 1450 мм или больше и меньше чем 1550 мм, и скорость разливки составляет 2,15 м/мин или больше и 3,05 м/мин или меньше,
(о) ширина листовой заготовки составляет 1550 мм или больше и меньше чем 1650 мм, и скорость разливки составляет 2,15 м/мин или больше и 2,85 м/мин или меньше,
(р) ширина листовой заготовки составляет 1650 мм или больше и меньше чем 1750 мм, и скорость разливки составляет 2,05 м/мин или больше и 2,65 м/мин или меньше,
(q) ширина листовой заготовки составляет 1750 мм или больше и меньше чем 1850 мм, и скорость разливки составляет 1,95 м/мин или больше и 2,55 м/мин или меньше,
(r) ширина листовой заготовки составляет 1850 мм или больше и меньше чем 1950 мм, и скорость разливки составляет 1,85 м/мин или больше и 2,55 м/мин или меньше, и
(s) ширина листовой заготовки составляет 1950 мм или больше и меньше чем 2150 мм, и скорость разливки составляет 1,75 м/мин или больше и 2,55 м/мин или меньше.
2. Способ производства стального листа, где горячекатаный стальной лист получают путем горячей прокатки листовой заготовки, полученной при разливке с использованием способа непрерывной разливки в указанном выше пункте [1], горячекатаный стальной лист подвергается травлению, и впоследствии, при использовании холодной прокатки горячекатаного стального листа, время t и/или максимальная температура поверхности Т стального листа регулируется таким образом, чтобы соответствовать следующей формуле (1а).

Здесь Но: концентрация водорода (м.д. по массе) в стальном листе сразу после окончания травления.
Hc: критическая концентрация водорода (м.д. по массе) в стальном листе непосредственно до холодной прокатки, на которой возникают дефекты качества поверхности за счет газовых раковин, причем критическая концентрация водорода определяется на основе условий холодной прокатки.
t: время до начала холодной прокатки после окончания травления (секунды).
Т: максимальная температура поверхности Т (К) стального листа после окончания травления и до начала холодной прокатки (температура поверхности стального листа также включает температуру поверхности стального листа, когда стальной лист нагревается после окончания травления и до холодной прокатки).
3. В способе непрерывной разливки стали или способе производства стального листа в указанном выше пункте [1] или [2], глубина погружения патрубка имеет значение, которое попадает в диапазон от 230 до 290 мм.
4. В способе непрерывной разливки стали или способе производства стального листа в любом указанном выше пункте [1]-[3], внутренний диаметр погружаемого патрубка (внутренний диаметр патрубка в позиции, где образуется выпускное отверстие для расплавленной стали) имеет значение, которое попадает в диапазон от 70 до 90 мм.
5. В способе непрерывной разливки стали или способе производства стального листа в любом указанном выше пункте [1]-[4], пропускное сечение каждого выпускного отверстия погружаемого патрубка для расплавленной стали имеет значение, которое попадает в диапазон от 3600 до 8100 мм2.
6. В способе непрерывной разливки стали или способе производства стального листа в любом указанном выше пункте [1]-[5], что касается расплавленной стали в литейной форме, энергия турбулентности расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,0010 до 0,0015 м2 /с2, скорость течения расплавленной стали на верхней поверхности составляет 0,30 м/с или меньше, и скорость течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка имеет значение, которое попадает в диапазон от 0,08 до 0,15 м/с.
7. В способе непрерывной разливки стали или способе производства стального листа в указанном выше пункте [6], что касается расплавленной стали в литейной форме, скорость течения расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,05 до 0,30 м/с.
8. В способе непрерывной разливки стали или способе производства стального листа в указанном выше пункте [6] или [7], что касается расплавленной стали в литейной форме, отношение А/В между скоростью течения расплавленной стали А на поверхности раздела расплавленная сталь/затвердевающая корка и скоростью течения расплавленной стали В на верхней поверхности имеет значение, которое попадает в диапазон от 1,0 до 2,0.
9. В способе непрерывной разливки стали или способе производства стального листа в любом указанном выше пункте [6]-[8], что касается расплавленной стали в литейной форме, концентрация пузырьков на поверхности раздела расплавленная сталь/затвердевающая корка составляет 0,008 кг/м3 или меньше.
10. В способе непрерывной разливки стали или способе производства стального листа в указанном выше пункте [9], толщина листовой заготовки, которая будет отлита, имеет значение, которое попадает в диапазон от 220 до 300 мм, и количество выпускаемого инертного газа с поверхности внутренней стенки погружаемого патрубка имеет значение, которое попадает в диапазон от 3 до 25 норм. л/мин.
11. В способе производства стального листа в любом указанном выше пункте [2]-[10], горячекатаный стальной лист после травления и до холодной прокатки нагревается до температуры выше, чем температура стального листа сразу после окончания травления.
В способе непрерывной разливки стали согласно настоящему изобретению, путем регулирования химического состава стали с очень малым содержанием углерода в определенном диапазоне, с учетом градиента натяжения на поверхности раздела в концентрационном граничном слое на передней поверхности затвердевающей корки, а также путем оптимизации интенсивности магнитного поля постоянного тока приложенного соответственно к верхним полюсам магнита, и нижним полюсам магнита в соответствии с шириной листовой заготовки, которая будет отлита, и со скоростью разливки, возможно получение листовой заготовки, имеющей высокое качество, не только с малым количеством дефектов, вызванных неметаллическими включениями и флюсом литейной формы, которые традиционно рассматриваются как проблемные, но также с малым количеством дефектов, вызванных мелкими пузырьками и мелкими неметаллическими включениями.
Кроме того, в частности, путем оптимизации глубины погружения патрубка, внутреннего диаметра погружаемого патрубка и пропускного сечения выпускного отверстия для расплавленной стали, возможно получение листовой заготовки, обладающей улучшенным качеством.
К тому же, согласно способу производства стального листа, может быть получен стальной лист, имеющий высокое качество, с очень небольшим количеством газовых раковин.
Краткое описание чертежей
На фиг.1 показан продольный вид поперечного сечения литейной формы машины непрерывной разливки и погружаемого патрубка варианта осуществления настоящего изобретения.
Фиг.2 представляет собой горизонтальный вид поперечного сечения литейной формы и погружаемого патрубка варианта осуществления, показанного на фиг.1.
На фиг.3 показана зависимость частоты появления поверхностных дефектов (коэффициент дефектов) от угла наклона погружаемого патрубка при выгрузке расплавленной стали.
На фиг.4 показана зависимость между параметром Х расплавленной стали, скоростью течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка, и интенсивностью захвата неметаллических включений затвердевающей коркой.
На фиг.5 показан график влияния глубины погружения погружаемого патрубка (влияние, которое проявляется на дефектах, вызванных флюсом литейной формы, и дефектах, вызванных пузырьками) в способе настоящего изобретения.
На фиг.6 показан график влияния внутреннего диаметра погружаемого патрубка (влияние, которое проявляется на дефектах, вызванных флюсом литейной формы) в способе настоящего изобретения.
На фиг.7 показан график влияния пропускного сечения соответствующих выпускных отверстий погружаемого патрубка для расплавленной стали (влияние, которое проявляется на дефектах, вызванных флюсом литейной формы и дефектах, вызванных пузырьками) в способе настоящего изобретения.
Фиг.8 дает концептуальное представление для объяснения энергии турбулентности расплавленной стали на верхней поверхности, скорости течения расплавленной стали на затвердевающей поверхности раздела (скорость течения расплавленной стали на поверхности раздела расплавленной стали с затвердевающей коркой), скорости течения расплавленной стали на верхней поверхности и концентрации пузырьков на затвердевающей поверхности раздела (концентрация пузырьков на поверхности раздела расплавленной стали с затвердевающей коркой) расплавленной стали в литейной форме.
На фиг.9 показан график влияния энергии турбулентности расплавленной стали на верхней поверхности на интенсивность поверхностных дефектов (количество дефектов) в расплавленной стали в литейной форме.
На фиг.10 показан график влияния скорости течения расплавленной стали на верхней поверхности на интенсивность поверхностных дефектов (количество дефектов) в расплавленной стали в литейной форме.
На фиг.11 показан график влияния скорости течения расплавленной стали на затвердевающей поверхности раздела (скорость течения расплавленной стали на поверхности раздела расплавленной стали с затвердевающей коркой) на интенсивность поверхностных дефектов (количество дефектов) в расплавленной стали в литейной форме.
На фиг.12 показан график влияния отношения А/В между скоростью течения расплавленной стали на затвердевающей поверхности раздела А и скоростью течения расплавленной стали на верхней поверхности В на интенсивность поверхностных дефектов (количество дефектов) в расплавленной стали в литейной форме.
На фиг.13 показан график влияния концентрации пузырьков на затвердевающей поверхности раздела (концентрации пузырьков на поверхности раздела расплавленной стали с затвердевающей коркой) на интенсивность поверхностных дефектов (количество дефектов) в расплавленной стали в литейной форме.
На фиг.14 показан график влияния уменьшения массы горячекатаного стального листа под действием травления на концентрацию водорода Но в стальном листе сразу после окончания травления.
На фиг.15 показан график зависимости Но·ехр{-0,002×(Tо+t1/100)} от концентрации водорода H1 в стальном листе в момент времени t1 после окончания травления, где концентрация водорода в горячекатаном стальном листе сразу после окончания травления принята равной Но и от температуры поверхности стального листа То.
На фиг.16 показан график влияния концентрации водорода Н в стальном листе непосредственно до холодной прокатки на частоту появления дефектов - газовых раковин - в зависимости от толщины готовой холоднокатаной пластины.
Осуществление изобретения
В способе непрерывной разливки стали согласно настоящему изобретению, сталь с очень малым содержанием углерода непрерывно разливают с использованием машины непрерывной разливки, где пара верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, и пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, предусмотрены на внешней стороне литейной формы (тыльная поверхность боковой стенки литейной формы), предусмотрен погружаемый патрубок с углом наклона α при выгрузке расплавленной стали из выпускного отверстия для направления вниз от горизонтального уровня, составляющим 10° или больше и меньше чем 30°, причем выпускное отверстие расплавленной стали расположено между точкой максимума магнитного поля верхних полюсов магнита и точкой максимума магнитного поля нижних полюсов магнита. Сталь с очень малым содержанием углерода непрерывно разливают, причем поток расплавленной стали тормозят магнитным полем постоянного тока, приложенным к паре верхних полюсов магнита и паре нижних полюсов магнита.
Авторы настоящего изобретения исследовали указанный выше способ непрерывной разливки, проведя численное моделирование процесса и тому подобное, и в результате этого исследования было установлено, что факторами, влияющими на появление дефектов, вызванных пузырьками, дефектов, вызванных включениями и дефектов, вызванных флюсом литейной формы (основными факторами), являются энергия турбулентности расплавленной стали на верхней поверхности (относится к возникновению вихревого течения вблизи верхней поверхности), скорость течения расплавленной стали на поверхности раздела расплавленной стали с затвердевающей коркой (в последующем может просто называться "затвердевающей поверхностью раздела") (в последующем может просто называться "скорость течения расплавленной стали на затвердевающей поверхности раздела") и скоростью течения расплавленной стали на верхней поверхности, причем указанные факторы влияют на возникновение дефектов. В частности, авторы изобретения обнаружили, что скорость течения расплавленной стали на верхней поверхности и энергия турбулентности расплавленной стали на верхней поверхности влияют на увлечение флюса литейной формы, а скорость течения расплавленной стали на затвердевающей поверхности раздела влияет на дефекты, вызванные пузырьками, и дефекты, вызванные включениями. На основе указанных данных авторы настоящего изобретения исследовали различные эффекты, возникающие под действием верхнего магнитного поля постоянного тока и нижнего магнитного поля постоянного тока, приложенного к потоку расплавленной стали, и ниже приведено разъяснение результатов указанного исследования.
(1) Когда магнитное поле постоянного тока приложено к верхним полюсам магнита, восходящий поток расплавленной стали (восходящий поток, который генерируется, когда поток расплавленной стали, выдуваемый из выпускного отверстия, сталкивается с торцом литейной формы и возвращается обратно) тормозится таким образом, что могут быть снижены скорость течения расплавленной стали на верхней поверхности и энергия турбулентности расплавленной стали на верхней поверхности. Однако только с таким магнитным полем постоянного тока, в идеальном состоянии, нельзя контролировать скорость течения расплавленной стали на верхней поверхности, энергию турбулентности расплавленной стали на верхней поверхности и скорость течения расплавленной стали на затвердевающей поверхности раздела.
(2) С указанной выше точки зрения, полагают, что приложение магнитного поля постоянного тока к верхним полюсам магнита является эффективным для предотвращения как дефектов, вызванных пузырьками/дефектов, вызванных включениями, так и дефектов, вызванных флюсом литейной формы. Однако, когда магнитное поле постоянного тока прилагается только к верхним полюсам магнита, не может быть получен достаточно выгодный эффект торможения, и условия разливки (ширина листовой заготовки, которая будет отлита, скорость разливки), причем условия применения магнитного поля постоянного тока, приложенного соответственно к верхним полюсам магнита, и к нижним полюсам магнита, взаимно влияют друг на друга, и в отношении этих условий существует оптимальный диапазон.
(3) В частности, для предотвращения захвата затвердевающей коркой мелких неметаллических включений или тому подобного необходимо отрегулировать химический состав расплавленной стали в диапазоне композиции, где неметаллические включения или тому подобное едва захватываются затвердевающей коркой на поверхности раздела расплавленная сталь/затвердевающая корка (то есть в диапазоне, определенным с учетом градиента натяжения на поверхности раздела в концентрационном граничном слое на передней поверхности затвердевающей корки), и на основе указанной регулировки, необходимо установить на соответствующем уровне скорость течения расплавленной стали на затвердевающей поверхности раздела, путем оптимизации интенсивности указанного выше магнитного поля постоянного тока, и, таким образом, получить очищающий эффект на поток расплавленной стали.
В настоящем изобретении непрерывная разливка стали с очень малым содержанием углерода осуществляется в следующих условиях (А), (В) на основе указанных данных, и при такой непрерывной разливке можно эффективно подавить как образование дефектов, вызванных пузырьками/дефектов, вызванных включениями, так и появление дефектов, вызванных флюсом литейной формы.
Условие (А): химический состав расплавленной стали (стали с очень малым содержанием углерода) регулируется в определенном диапазоне, который определяется с учетом градиента натяжения на поверхности раздела в концентрационном граничном слое передней поверхности затвердевающей корки.
Условие (В): Интенсивности магнитного поля постоянного тока, приложенного соответственно к верхним полюсам магнита, нижним полюсам магнита, оптимизированы в соответствии с шириной листовой заготовки, которая будет отлита, и скоростью разливки.
На фиг.1 и 2 показана литейная форма машины непрерывной разливки и погружаемый патрубок одного варианта осуществления настоящего изобретения, где на фиг.1 показан продольный вид поперечного сечения литейной формы и погружаемого патрубка, и фигура 2 представляет собой горизонтальный вид поперечного сечения литейной формы и погружаемого патрубка (поперечное сечение сделано вдоль линии II-II на фиг.1).
На чертеже позиция 1 обозначает литейную форму, где форма 1 образуется из длинных боковых частей 10 литейной формы (боковые стенки литейной формы) и коротких боковых частей 11 литейной формы (боковые стенки литейной формы) и имеет прямоугольную форму, если смотреть на горизонтальное сечение.
Позиция 2 обозначает погружаемый патрубок, причем расплавленную сталь в разливочном устройстве (на чертеже не показано), расположенном выше литейной формы 1, заливают в литейную форму 1 через погружаемый патрубок 2. Этот погружаемый патрубок 2 имеет нижнюю часть 21 на нижнем конце цилиндрического корпуса патрубка и пару выпускных отверстий 20 для расплавленной стали, находящихся на боковой части стенки, немного выше нижней части 21, так что выпускные отверстия 20 для расплавленной стали расположены напротив коротких боковых частей 11 соответственно.
С целью предотвращения ситуации, когда неметаллические включения в расплавленной стали, такие как оксид алюминия, прилипают или накапливаются на внутренней поверхности стенок погружаемого патрубка 2, и, таким образом, закупоривают указанный патрубок, инертный газ, такой как аргон (Ar) вводится в канал для газа, образовавшийся внутри корпуса погружаемого патрубка 2 или внутри верхней форсунки (на чертеже не показана), и указанный инертный газ поступает внутрь патрубка через поверхность внутренней стенки.
Расплавленная сталь, которую вливают в погружаемый патрубок 2 из разливочного устройства, выпускается внутрь литейной формы 1 через пару выпускных отверстий 20 для расплавленной стали, имеющихся в погружаемом патрубке 2. Выгруженная расплавленная сталь образует затвердевающую корку 5, охлаждаясь в литейной форме 1, и затвердевающая корка 5 непрерывно извлекается в область ниже литейной формы 1, и, таким образом, образуется листовая заготовка. Флюс литейной формы добавляется в мениск 6 в литейной форме 1 в качестве теплоизоляционного средства для расплавленной стали и в качестве смазочного материала между затвердевающей коркой 5 и литейной формой 1.
Кроме того, пузырьки инертного газа, поступающие через поверхность внутренней стенки погружаемого патрубка 2 и через внутреннюю часть верхней форсунки выпускаются внутри литейной формы 1 вместе с расплавленной сталью из выпускных отверстий 20 расплавленной стали.
На внешней стороне литейной формы 1 (тыльная поверхность боковой стенки литейной формы), смонтирована пара верхних полюсов магнита 3а, 3b, которые расположены так, чтобы лицевые поверхности верхних полюсов магнита 3а, 3b находились противоположно длинной стороне литейной формы, прослоенной между полюсами, а пара нижних полюсов магнита 4а, 4b, которые расположены так, чтобы лицевые поверхности верхних полюсов магнита 4а, 4b находились противоположно длинной стороне литейной формы, прослоенной между полюсами. Верхние полюса магнита 3а, 3b и нижние полюса магнита 4а, 4b расположены таким образом, чтобы простираться по всей ширине длинных боковых частей 10 литейной формы в направлении ширины.
Верхние полюса магнита 3а, 3b и нижние полюса магнита 4а, 4b расположены таким образом, чтобы в вертикальном направлении литейной формы 1 выпускные отверстия 20 расплавленной стали были расположены между точкой максимума магнитного поля верхних полюсов магнита 3а, 3b (точкой максимума в вертикальном направлении: обычно в положении центра верхних полюсов магнита 3а, 3b в вертикальном направлении) и точкой максимума магнитного поля нижних полюсов магнита 4а, 4b (точкой максимума в вертикальном направлении: обычно в положении центра нижних полюсов магнита 4а, 4b в вертикальном направлении). Кроме того, пара верхних полюсов магнита 3а, 3b обычно находится в положении, где верхние полюса магнита 3а, 3b закрывают мениск 6.
Расплавленная сталь, выгруженная из выпускных отверстий 20 погружаемого патрубка 2 для расплавленной стали, в направлении коротких боковых частей 11 литейной формы, сталкивается с затвердевающей коркой 5, образовавшейся на передней поверхности коротких боковых частей 11 литейной формы, таким образом, чтобы масса расплавленной стали разделялась на восходящий и нисходящий потоки расплавленной стали. Магнитное поле постоянного тока, приложенное к паре верхних полюсов магнита 3а, 3b и паре нижних полюсов магнита 4а, 4b соответственно. Основное действие, осуществляемое указанными полюсами магнита, состоит в том, что с использованием электромагнитной силы, воздействующей на расплавленную сталь, которая движется в магнитном поле постоянного тока, восходящий поток расплавленной стали тормозится (подвергается уменьшению скорости) магнитным полем постоянного тока, приложенным к верхним полюсам магнита, 3а, 3b, а нисходящий поток расплавленной стали тормозится (подвергается уменьшению скорости) магнитным полем постоянного тока, приложенным к нижним полюсам магнита 4а, 4b.
В способе настоящего изобретения используется погружаемый патрубок, причем угол наклона α при выгрузке расплавленной стали из выпускного отверстия 20, то есть направление угла наклона α потока расплавленной стали при выгрузке, вниз от горизонтального направления составляет 10° или больше и меньше чем 30°. В случае, когда угол наклона α при выгрузке расплавленной стали составляет меньше чем 10°, даже если восходящий поток расплавленной стали тормозится магнитным полем постоянного тока от верхних полюсов магнита 3а, 3b, невозможно должным образом контролировать возмущение поверхности расплавленной стали, и поэтому происходит увлечение флюса литейной формы. Напротив, было установлено, что, когда угол наклона α при выгрузке расплавленной стали становится большим, неметаллические включения и пузырьки уносятся в нижнюю часть литейной формы нисходящим потоком расплавленной стали, так что неметаллические включения и пузырьки могут захватываться затвердевающей коркой, однако, когда угол наклона α при выгрузке расплавленной стали составляет меньше чем 30°, поток расплавленной стали можно оптимизировать с использованием регулирования магнитным полем постоянного тока согласно способу настоящего изобретения. Следовательно, в настоящем изобретении используется погружаемый патрубок 2 с углом наклона α при выгрузке расплавленной стали меньше чем 30°. Кроме того, с учетом вышеупомянутой точки зрения, нижний предел угла наклона α потока расплавленной стали при выгрузке более предпочтительно составляет 15°, и верхний предел угла наклона α при выгрузке расплавленной стали более предпочтительно составляет до 25°.
На фиг.3 показана зависимость частоты появления поверхностных дефектов (коэффициент дефектов) от угла наклона α при выгрузке расплавленной стали из погружаемого патрубка. Испытания непрерывной разливки проведены в различных условиях, когда состав расплавленной стали и интенсивность магнитного поля, скорость разливки и ширина листовой заготовки в описанных ниже условиях (X), (Y) соответствуют диапазонам, определяемым в настоящем изобретении. В этих испытаниях листовая заготовка, которая получается при непрерывной разливке, формуется в стальной лист путем горячей прокатки и холодной прокатки, и применяется обработка отожженного и оцинкованного стального листа путем погружения в расплав, и исследуется влияние, которое оказывает угол наклона α при выгрузке расплавленной на появление указанных поверхностных дефектов. В этих испытаниях непрерывно измеряется в оперативном режиме количество поверхностных дефектов отожженного и оцинкованного стального листа, полученного погружением в расплав, с использованием поверхностного дефектометра. Дефекты вне поверхности, дефекты, вызванные производством стали (дефекты, вызванные флюсом литейной формы и дефекты, вызванные пузырьками/дефекты, вызванные включениями) определяются по появлению дефектов, при анализе методом сканирующей электронной микроскопии (СЭМ), при анализе индуцируемой плазмой (или тому подобное), и количество дефектов на 100 м длины полосы рулона оценивается на основе следующих критериев и устанавливается как коэффициент дефектов.
3: количество дефектов составляет 0,30 или меньше
2: количество дефектов составляет 0,30 или больше и 1,00 или меньше
1: количество дефектов составляет 1,00 или больше.
В дальнейшем описанные выше условия (А), (В) последовательно объясняются.
Условие (А)
В настоящем изобретении в качестве объекта разливки определена расплавленная сталь, содержащая химические компоненты с 0,003 мас.% углерода или меньше, причем параметр X, найденный по следующей формуле (1), удовлетворяет условию Х≤5000:
Здесь [%Ti]: содержание Ti в расплавленной стали (мас.%), [%S]: содержание S в расплавленной стали (мас.%), и [%O]: содержание О в расплавленной стали (мас.%). Сталь с очень малым содержанием углерода, в которой содержание С составляет 0,003 мас.% или меньше, получается путем плавления посредством обезуглероживающей очистки при атмосферном давлении в конвертере стали и обезуглероживающей очистки при пониженном давлении в установке вакуумного дегазирования, такой как установка вакуумного дегазирования фирмы RH (Ruhrstahl-Heraues) (в последующем называется "вакуумная обезуглероживающая очистка"). Обезуглероживающая очистка не развивается, пока концентрация растворенного кислорода в расплавленной стали не достигнет определенного уровня, и, следовательно, в расплавленной стали остается большое количество растворенного кислорода в момент завершения обезуглероживающей очистки. Чистота стали ухудшается, когда в результате остается большое количество растворенного кислорода, и поэтому на стадии плавления стали с очень малым содержанием углерода, после завершения вакуумной обезуглероживающей очистки, в расплавленную сталь добавляют металлический Al, и, таким образом, осуществляется раскислительная обработка расплавленной стали. Благодаря указанной раскислительной обработке, концентрация растворенного кислорода в расплавленной стали быстро снижается, и в качестве продукта раскисления образуется оксид алюминия.
Образовавшийся таким образом оксид алюминия коагулирует в период до заливки расплавленной стали внутрь литейной формы для разливки образовавшегося оксида алюминия. Большинство неметаллических включений (в дальнейшем просто называются "включения"), присутствующих в расплавленной стали, состоят из оксида алюминия. Когда такие включения попадают внутрь литейной формы вместе с расплавленной сталью и захватываются затвердевающей коркой листовой заготовки, указанные включения становятся поверхностными дефектами в листовой заготовке из стали с очень малым содержанием углерода, и, таким образом, снижается качество листовой заготовки.
Авторы настоящего изобретения подробно изучили влияние химических компонентов расплавленной стали и скорости течения расплавленной стали на передней поверхности затвердевающей корки, оказываемое на процесс улавливания включений затвердевающей коркой, и в результате этого исследования авторы изобретения установили, что улавливание включений (или тому подобного) затвердевающей коркой может быть эффективно подавлено путем регулирования химического состава расплавленной стали (стали с очень малым содержанием углерода, имеющей содержание углерода 0,003 мас.% или меньше), чтобы соответствовать значению Х≤5000 и путем регулирования состояния течения расплавленной стали по условию (В), описанному ниже, и таким образом устанавливается соответствующее значение скорости течения расплавленной стали на затвердевающей поверхности раздела.
Указанное выше значение Х означает шкалу силы притяжения в направлении затвердевающей корки, обусловленной градиентом межфазного натяжения, которая действует на включения, входящие в концентрационный граничный слой растворенных элементов (Ti, S, О), образовавшийся на передней поверхности затвердевающей корки в литейной форме.
В дальнейшем, объясняются причины, по которым вводится параметр X.
Как описано в публикации "Iron and Steel, Vol.80 (1994)" p.527, сила F, которая действует на включения в направлении затвердевающей корки, обусловленная градиентом межфазного натяжения К, то есть dσ/dx (σ: межфазное натяжение, х: расстояние), в концентрационном граничном слое, сформировавшемся на передней поверхности затвердевающей корки, выражается следующей формулой (2)

Здесь F: сила, которая действует на включения (Н)
π: отношение длины окружности к диаметру
R: радиус частицы включения (м)
К: градиент межфазного натяжения (Н/м2).
Градиент межфазного натяжения К, который выражается следующей формулой (3), представляет собой произведение изменения межфазного натяжения за счет концентрации растворенного элемента и градиента концентрации компонента.

Здесь σ: межфазное натяжение между расплавленной сталью и частицей включения (Н/м)
х: расстояние от затвердевающей поверхности раздела (м)
dσ/dc: изменение межфазного натяжения за счет концентрации растворенного элемента (Н/м/ мас.%)
dc/dx: градиент концентрации компонента (мас.%/м).
На основе теории затвердевания, градиент концентрации dc/dx компонента, при условии, что существует скорость течения расплавленной стали, как и в случае внутри литейной формы, выражается следующей формулой (4).

Здесь Со: концентрация растворенного элемента в расплавленной стали до разливки (мас.%)
Ко: коэффициент распределения растворенного элемента (-)
Vs: скорость затвердевания (м/с)
D: коэффициент диффузии растворенного элемента в расплавленной стали (м2/с)
δ: толщина концентрационного граничного слоя (м).
В приведенной выше формуле (4), задавая δ вместо х, можно выразить градиент концентрации (dc/dx), когда х равен δ (х=δ) следующей формулой (5):

Подставляя формулу (5) в выражение (3), можно выразить градиент межфазного натяжения К, определяющий шкалу усилия, которое действует сразу после внедрения включений в концентрационный граничный слой, следующей формулой (6).

Здесь величина dσ/dc в указанной выше формуле (6) описана в «Справочнике по физическим свойствам расплавленного железа и шлака» (Manual on physical property of molten iron и molten slag, п/ред. The Iron и Steel Institute of Japan, 1972), и было установлено, что из составных химических элементов в стали с очень малым содержанием углерода, элементами, которые существенно влияют на величину градиента межфазного натяжения К, являются Ti (титан), S (сера) и О (растворенный кислород), и при этом не возникают затруднения, даже когда величина градиента межфазного натяжения К, которую рассчитывают с использованием указанных активных элементов, используется при исследовании улавливания включений затвердевающей коркой.
Кроме того, хотя коэффициенты распределения Ко растворенных элементов и тому подобное описаны в «Справочнике по основам железа и стали, 3-е издание» ("Basis of Manual on Iron и Steel, third version" п/ред. The Iron и Steel Institute of Japan, 1981, p.194), например, что касается коэффициентов распределения Ко соответствующих растворенных элементов, использовались значения коэффициентов распределения Ко соответствующих растворенных элементов, указанные в публикации "Iron и Steel, Vol.80 (1994)", р.534.
Хотя коэффициент диффузии D и тому подобное описан в «Справочнике по физическим свойствам расплавленного железа и шлака»" (Manual on physical property of molten iron и molten slag, п/ред. The Iron и Steel Institute of Japan, 1992), например, что касается кислорода и S, использовались значения, приведенные в публикации "Iron и Steel Vol.80 (1994)", р.534, и что касается Ti, - значения из публикации в "Iron и Steel Vol.83 (1997)" р.566.
Кроме того, скорость затвердевания Vs также можно получить путем расчета теплообмена. В расчете получено значение Vs=0,0002 м/с.
В таблице 1 приведены используемые значения dσ/dc, Ко, D, Vs для Ti (титан), S (сера) и О (растворенный кислород).
Следовательно, подставляя изменение межфазного натяжения каждого растворенного элемента dσ/dc на основе концентрации, коэффициент распределения Ко, коэффициент диффузии D и скорость затвердевания Vs в литейной форме, соответственно для указанных выше растворенных элементов в приведенную выше формулу (6), можно получить выражение 24989·[%Ti], 386147·[%S] и 853354·[%O] для соответствующих градиентов межфазного натяжения К, обусловленные Ti, S и О, которые действуют на кластеры оксида алюминия в концентрационном граничном слое, причем сумма этих градиентов межфазного натяжения К составляет величину X.
Путем проведения испытания разливки с использованием расплавленных сталей, имеющих различный состав, была исследована связь между указанным выше параметром Х и интенсивностью захвата включений затвердевающей коркой. В этом испытании исследована зависимость интенсивности захвата включений от параметра Х при соответствующих скоростях течения расплавленной стали на затвердевающей поверхности раздела в случаях, когда скорость течения расплавленной стали на затвердевающей поверхности раздела в литейной форме составляет 0,01 м/с, 0,08 м/с, 0,10 м/с и 0,15 м/с соответственно. Здесь интенсивность захвата включений, как видно из приведенной выше формулы (7), представляет собой величину, которая получена путем деления коэффициента включений в затвердевающей корке на коэффициент включений в расплавленной стали, и является величиной, характеризующей частоту улавливания включений на единичную концентрацию включений.
Здесь α: интенсивность захвата включений (-)
I: коэффициент включений в затвердевающей корке (-)
А: коэффициент включений в расплавленной стали (-).
Здесь коэффициент включений представляет собой величину, которая получена таким образом, что наибольший и наименьший размеры частицы включения измеряются с помощью оптического микроскопа, площадь включения рассчитывается как для эллипсоидного тела, и величина, полученная путем суммирования площадей наблюдаемых включений, делится на измеренную площадь, и представляет собой коэффициент, характеризующий число включений, наблюдаемых на измеренной единичной площади. Коэффициент включений в расплавленной стали можно рассчитать путем измерения включений в образце, отобранном из расплавленной стали.
Результаты указанного выше испытания показаны на фиг.4. Понятно, что, когда значение Х равно 5000 или меньше (значение Х≤5000), улавливание включений затвердевающей коркой может быть подавлено путем обеспечения определенного уровня скорости течения расплавленной стали на затвердевающей поверхности раздела. Более того, указанный выгодный эффект становится значительным, когда параметр Х равен 4000 или меньше (значению Х≤4000), в частности, когда значение Х равно 3000 или меньше (значение Х≤3000). Следовательно, путем регулирования химического состава расплавленной стали таким образом, чтобы значение Х стало равным 5000 или меньше (значение Х≤5000) предпочтительно 4000 или меньше (значение Х≤4000), более предпочтительно до 3000 или меньше (значение Х≤3000)), и путем обеспечения скорости течения расплавленной стали на затвердевающей поверхности раздела в условиях (В), описанных ниже, можно надлежащим образом предотвратить улавливание включений (в частности, мелких частиц включений) и тому подобного затвердевающей коркой. Здесь, благодаря ограничению, налагаемому на химические компоненты в расплавленной стали (сталь с очень малым содержанием углерода), обычно устанавливается меньший предел для параметра X, приблизительно 2000.
Что касается химического состава расплавленной стали, полученной путем разливки согласно настоящему изобретению, при условии, что содержание С составляет 0,003 мас.% или меньше и значение Х меньше чем 5000 (значение Х≤5000), составные элементы конкретно не ограничиваются. Однако, в частности, с точки зрения особенно эффективного получения выгодных эффектов настоящего изобретения, для химических компонентов, отличающихся от углерода, предпочтительно сталь содержит Si: 0,05 мас.% или меньше, Mn: 1,0 мас.% или меньше, Р: 0,05 мас.% или меньше, S: 0,015 мас.% или меньше, Al: от 0,010 до 0,075 мас.%, Ti: от 0,005 до 0,05 мас.%, а также содержит один или несколько типов компонентов, выбранных из группы, состоящей из Nb: от 0,005 до 0,05 мас.%, в случае необходимости, и содержит Fe и неизбежные примеси в виде остатка.
В дальнейшем объясняется причина ограничения указанных выше химических компонентов.
Углерод ухудшает обрабатываемость тонкого стального листа, когда содержание С становится высоким. Поэтому содержание С составляет 0,003 мас.% или меньше, таким образом, можно получить сталь, обладающую отличными характеристиками удлинения и глубокой вытяжки, как IF сталь (сталь, не содержащая элементов внедрения), когда в сталь добавляется карбидообразующий элемент, такой как Ti или Nb.
Кремний представляет собой элемент, упрочняющий твердый раствор, при большом содержании Si обрабатываемость тонкого стального листа ухудшается. Дополнительно верхний предел содержания Si предпочтительно ограничивается до 0,05 мас.%, также с учетом влияния, которое кремний оказывает на обработку поверхности.
Марганец представляет собой элемент, упрочняющий твердый раствор. Хотя добавка Mn увеличивает прочность стали, с другой стороны, добавление Mn ухудшает обрабатываемость стали. Следовательно, верхний предел содержания Mn предпочтительно ограничивается до 1,0 мас.%.
Фосфор представляет собой элемент, упрочняющий твердый раствор, и добавка Р увеличивает прочность стали. Однако, когда содержание Р превышает 0,05 мас.%, ухудшается обрабатываемость и свариваемость, и поэтому верхний предел содержания Р предпочтительно ограничивается до 0,05 мас.%.
Сера вызывает растрескивание во время горячей прокатки и образует включения на А-основе, что снижает обрабатываемость тонкого стального листа. Следовательно, содержание S предпочтительно уменьшается как можно значительнее. Поэтому верхний предел содержания S предпочтительно ограничивается до 0,015 мас.%.
Алюминий выполняет функцию раскислителя, и предпочтительно содержание Al составляет до 0,010 мас.% или больше для получения эффекта раскисления. Однако добавление Al свыше необходимого количества повышает затраты на производство, и поэтому содержание Al предпочтительно имеет величину, которая попадает в диапазон от 0,010 до 0,075 мас.%.
Титан фиксирует С, N, S в стали в виде выделившихся фаз, причем добавка Ti улучшает характеристики обрабатываемости и глубокой вытяжки стали. Однако, когда содержание Ti меньше чем 0,005 мас.%, нельзя получить достаточное улучшение характеристик обрабатываемости и глубокой вытяжки. С другой стороны, Ti также является элементом, усиливающим выделение фаз, и поэтому, когда содержание Ti превышает 0,05 мас.%, стальной лист упрочняется, и обрабатываемость ухудшается. Поэтому предпочтительно величина содержания Ti попадает в диапазон от 0,005 до 0,05 мас.%.
Ниобий фиксирует С, N, S в стали в виде выделившихся фаз таким же образом, как Ti, причем добавление Nb улучшает характеристики обрабатываемости и глубокой вытяжки стали. Однако, когда содержание Nb меньше чем 0,005 мас.%, нельзя получить достаточное улучшение характеристик обрабатываемости и глубокой вытяжки. С другой стороны, Nb также является элементом, усиливающим выделение фаз, и поэтому, когда содержание Nb превышает 0,05 мас.%, стальной лист упрочняется таким образом, что происходит ухудшение обрабатываемости. Поэтому предпочтительно величина содержания Nb попадает в диапазон от 0,005 до 0,05 мас.%.
Условие (В)
Установлено, что при разливке расплавленной стали, которая содержит указанные выше химические компоненты (значение Х≤5000), достаточно оптимизировать интенсивность магнитного поля постоянного тока, приложенного к верхним полюсам магнита и к нижним полюсам магнита в соответствии с шириной листовой заготовки, которая будет отлита, и скорость разливки, как в общих чертах указано в (I) и (II).
(I) Область "скорости разливки по ширине листовой заготовки", где скорость разливки, которую задают в соответствии с каждой шириной листовой заготовки, является относительно небольшой. Величина производительности является относительно небольшой, и поэтому скорость выдувания расплавленной стали из выпускного отверстия погружаемого патрубка является относительно малой. Следовательно, восходящий поток (обратный поток) также становится небольшим, и поэтому интенсивность магнитного поля постоянного тока верхних полюсов магнита для торможения восходящего потока задается относительно малой. С другой стороны, чтобы подавить попадание включений и пузырьков, которые сопровождают нисходящий поток, вниз в расплавленную сталь, а также, чтобы подавить захватывание включений и пузырьков затвердевающей коркой путем изменения направления нисходящего потока расплавленной стали на восходящий поток и увеличения скорости течения расплавленной стали на затвердевающей поверхности раздела в области выше нижнего магнитного поля, устанавливается достаточно высокая интенсивность магнитного поля постоянного тока нижних полюсов магнита. За счет воздействия указанного выше магнитного поля постоянного тока на расплавленную сталь в условиях, когда химический состав расплавленной стали удовлетворяет условию: значение Х≤5000, можно контролировать энергию турбулентности расплавленной стали на верхней поверхности, скорость течения расплавленной стали на затвердевающей поверхности раздела, и скорость течения расплавленной стали на верхней поверхности в соответствующих диапазонах, и, следовательно, можно предотвратить возникновение дефектов, вызванных пузырьками, дефектов, вызванных включениями, и дефектов, вызванных флюсом литейной формы.
(II) Область "скорости разливки по ширине листовой заготовки", где скорость разливки, которую задают в соответствии с каждой шириной листовой заготовки, является относительно большой. Величина производительности является относительно большой, и поэтому скорость выдувания расплавленной стали из выпускного отверстия погружаемого патрубка является относительно высокой. Следовательно, восходящий поток (обратный поток) также становится большим, и поэтому интенсивность магнитного поля постоянного тока верхних полюсов магнита для торможения восходящего потока задается относительно высокой. С другой стороны, таким же образом, как указано выше в (I), чтобы подавить попадание включений и пузырьков, которые сопровождают нисходящий поток, вниз в расплавленную сталь, а также, чтобы подавить захватывание включений и пузырьков затвердевающей коркой, путем изменения направления нисходящего потока расплавленной стали на восходящий поток и увеличения скорости течения расплавленной стали на затвердевающей поверхности раздела в области выше нижнего магнитного поля, устанавливается достаточно высокая интенсивность магнитного поля постоянного тока нижних полюсов магнита. За счет воздействия указанного выше магнитного поля постоянного тока на расплавленную сталь в условиях, когда химический состав расплавленной стали удовлетворяет условию: значение Х≤5000, можно контролировать энергию турбулентности расплавленной стали на верхней поверхности, скорость течения расплавленной стали на затвердевающей поверхности раздела, и скорость течения расплавленной стали на верхней поверхности в соответствующих диапазонах, и, следовательно, можно предотвратить возникновение дефектов, вызванных пузырьками, дефектов, вызванных включениями, и дефектов, вызванных флюсом литейной формы.
Согласно способу настоящего изобретения, кроме регулирования скорости разливки, равной 0,75 м/мин или больше, с точки зрения производительности, оптимизации интенсивности магнитного поля постоянного тока, которое прилагается соответственно к верхним полюсам магнита 3а, 3b и к нижним полюсам магнита 4а, 4b в соответствии с шириной листовой заготовки, которая будет отлита, и скоростью разливки в следующих условиях (X), (Y), можно подавить увлечение и улавливание флюса литейной формы затвердевающей коркой 5 и, в то же самое время, улавливание мелких пузырьков (главным образом, пузырьков инертного газа, выдуваемого из внутренней стенки поверхности погружаемого патрубка) и включений затвердевающей коркой 5, что дает дефекты, вызванные флюсом литейной формы, дефекты, вызванные пузырьками и дефекты, вызванные включениями.
Условие (X): Когда ширина листовой заготовки, которая будет отлита, и скорость разливки попадает в следующие ниже диапазоны от (а) до (i), интенсивность магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляет от 0,03 до 0,15 Т, и интенсивность магнитного поля постоянного тока, приложенного к нижним полюсам магнита составляет от 0,24 до 0,45 Т.
(a) ширина листовой заготовки составляет меньше чем 950 мм и скорость разливки составляет меньше чем 2,05 м/мин,
(b) ширина листовой заготовки составляет 950 мм или больше и меньше чем 1050 мм и скорость разливки составляет меньше чем 2,25 м/мин,
(c) ширина листовой заготовки составляет 1050 мм или больше и меньше чем 1350 мм и скорость разливки составляет меньше чем 2,35 м/мин,
(d) ширина листовой заготовки составляет 1350 мм или больше и меньше чем 1450 мм и скорость разливки составляет меньше чем 2,25 м/мин,
(e) ширина листовой заготовки составляет 1450 мм или больше и меньше чем 1650 мм и скорость разливки составляет меньше чем 2,15 м/мин,
(f) ширина листовой заготовки составляет 1650 мм или больше и меньше чем 1750 мм, и скорость разливки составляет меньше чем 2,05 м/мин,
(g) ширина листовой заготовки составляет 1750 мм или больше и меньше чем 1850 мм и скорость разливки составляет меньше чем 1,95 м/мин,
(h) ширина листовой заготовки составляет 1850 мм или больше и меньше чем 1950 мм и скорость разливки составляет меньше чем 1,85 м/мин, и
(i) ширина листовой заготовки составляет 1950 мм или больше и меньше чем 2150 мм и скорость разливки составляет меньше чем 1,75 м/мин.
Поток расплавленной стали, выпускаемый из погружаемого патрубка 2, сталкивается с затвердевающей коркой на торцевой части литейной формы таким образом, что генерируется обратный поток, направленный в верхнюю сторону, и нисходящий поток, направленный в нижнюю сторону. Когда скорость разливки, которая задается в соответствии с шириной соответствующей листовой заготовки, как и в указанных выше случаях от (а) до (i), является относительно малой (по сравнению с условием (Y)), величина производительности становится относительно малой, и поэтому скорость выдувания расплавленной стали из выпускного отверстия погружаемого патрубка является относительно малой. Следовательно, восходящий поток (обратный поток) также становится небольшим, и поэтому интенсивность магнитного поля постоянного тока верхних полюсов магнита 3а, 3b, для торможения восходящего потока, задается относительно малой. С другой стороны, чтобы подавить попадание неметаллических включений и пузырьков, которые сопровождают нисходящий поток, вниз в расплавленную сталь, а также, чтобы подавить захватывание неметаллических включений и пузырьков затвердевающей коркой путем изменения направления нисходящего потока расплавленной стали на восходящий поток и увеличения скорости течения расплавленной стали на затвердевающей поверхности раздела в области выше нижнего магнитного поля, устанавливается достаточно высокая интенсивность магнитного поля постоянного тока нижних полюсов магнита 4а, 4b. В частности, путем воздействия указанного выше магнитного поля постоянного тока на расплавленную сталь, таким образом, обеспечивается скорость течения расплавленной стали на затвердевающей поверхности раздела в условиях, когда химический состав расплавленной стали задается таким, что значение Х≤5000, можно надлежащим образом предотвратить улавливание включений и пузырьков затвердевающей коркой, даже мелких частиц включений и пузырьков.
В указанных выше случаях от (а) до (i), когда интенсивность магнитного поля постоянного тока верхних полюсов магнита 3а, 3b составляет меньше чем 0,03 Т, эффект торможения восходящего потока расплавленной стали магнитным полем постоянного тока является недостаточным, так что возмущение поверхности расплавленной стали становится большим, в соответствии с чем увлечение флюса литейной формы обязательно будет генерироваться. С другой стороны, когда интенсивность магнитного поля постоянного тока верхних полюсов магнита 3а, 3b превышает 0,15 Т, уменьшается очищающий эффект под действием восходящего потока расплавленной стали, в силу чего неметаллические включения и пузырьки будут подвергаться захвату затвердевающей коркой. Когда интенсивность магнитного поля постоянного тока нижних полюсов магнита 4а, 4b составляет меньше чем 0,24 Т, эффект торможения нисходящего потока расплавленной стали магнитным полем постоянного тока становится недостаточным, и поэтому неметаллические включения и пузырьки, которые сопровождают нисходящий поток, попадают в нисходящий поток расплавленной стали, так что неметаллические включения и пузырьки будут подвергаться захвату затвердевающей коркой. С другой стороны, когда интенсивность магнитного поля постоянного тока нижних полюсов магнита 4а, 4b превышает 0,45 Т, уменьшается очищающий эффект под действием нисходящего потока расплавленной стали, и поэтому неметаллические включения и пузырьки будут подвергаться захвату затвердевающей коркой.
Условие (Y): Когда ширина листовой заготовки, которая будет отлита, и скорость разливки попадают в следующие ниже диапазоны от (j) до (s), интенсивность магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляет от более чем 0,15 Т до 0,30 Т или меньше, и интенсивность магнитного поля постоянного тока, приложенного к нижним полюсам магнита составляет от 0,24 до 0,45 Т.
(j) Ширина листовой заготовки составляет меньше чем 950 мм и скорость разливки составляет 2,05 м/мин или больше и 3,05 м/мин или меньше,
(k) ширина листовой заготовки составляет 950 мм или больше и меньше чем 1050 мм и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(l) ширина листовой заготовки составляет 1050 мм или больше и меньше чем 1350 мм и скорость разливки составляет 2,35 м/мин или больше и 3,05 м/мин или меньше,
(m) ширина листовой заготовки составляет 1350 мм или больше и меньше чем 1450 мм и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(n) ширина листовой заготовки составляет 1450 мм или больше и меньше чем 1550 мм и скорость разливки составляет 2,15 м/мин или больше и 3,05 м/мин или меньше,
(о) ширина листовой заготовки составляет 1550 мм или больше и меньше чем 1650 мм и скорость разливки составляет 2,15 м/мин или больше и 2,85 м/мин или меньше,
(р) ширина листовой заготовки составляет 1650 мм или больше и меньше чем 1750 мм и скорость разливки составляет 2,05 м/мин или больше и 2,65 м/мин или меньше,
(q) ширина листовой заготовки составляет 1750 мм или больше и меньше чем 1850 мм и скорость разливки составляет 1,95 м/мин или больше и 2,55 м/мин или меньше,
(r) ширина листовой заготовки составляет 1850 мм или больше и меньше чем 1950 мм и скорость разливки составляет 1,85 м/мин или больше и 2,55 м/мин или меньше, и
(s) ширина листовой заготовки составляет 1950 мм или больше и меньше чем 2150 мм и скорость разливки составляет 1,75 м/мин или больше и 2,55 м/мин или меньше.
Когда скорость разливки, которая задается в соответствии с шириной соответствующей листовой заготовки, как и в указанных выше случаях от (j) до (s), является относительно большой (по сравнению с условием (X)), величина производительности неизбежно становится относительно большой, и поэтому скорость выдувания расплавленной стали из выпускного отверстия погружаемого патрубка также становится относительно высокой. Следовательно, восходящий поток (обратный поток) также становится большим, и поэтому задается относительно высокая интенсивность магнитного поля постоянного тока верхних полюсов магнита 3а, 3b для торможения восходящего потока. С другой стороны, таким же образом, как в условии (X), чтобы подавить попадание неметаллических включений и пузырьков, которые сопровождают нисходящий поток, вниз в расплавленную сталь, а также, чтобы предотвратить захватывание неметаллических включений и пузырьков затвердевающей коркой путем изменения направления нисходящего потока расплавленной стали на восходящий поток и увеличения скорости течения расплавленной стали на затвердевающей поверхности раздела в области выше нижнего магнитного поля, устанавливается достаточно высокая интенсивность магнитного поля постоянного тока нижних полюсов магнита 4а, 4b. В частности, путем воздействия указанного выше магнитного поля постоянного тока на расплавленную сталь, таким образом, обеспечивается скорость течения расплавленной стали на затвердевающей поверхности раздела в условиях, когда химический состав расплавленной стали задается таким, что значение Х≤5000, можно надлежащим образом предотвратить улавливание включений и пузырьков затвердевающей коркой, даже мелких частиц включений и пузырьков.
В указанных выше случаях от (j) до (s), когда интенсивность магнитного поля постоянного тока верхних полюсов магнита 3а, 3b составляет меньше чем 0,15 Т, эффект торможения восходящего потока расплавленной стали магнитным полем постоянного тока является недостаточным, так что возмущение поверхности расплавленной стали становится значительным, в соответствии с чем обязательно будет генерироваться увлечение флюса литейной формы. С другой стороны, когда интенсивность магнитного поля постоянного тока верхних полюсов магнита 3а, 3b превышает 0,30 Т, очищающий эффект под действием восходящего потока расплавленной стали уменьшается, в силу чего неметаллические включения и пузырьки будут подвергаться захвату затвердевающей коркой.
Когда интенсивность магнитного поля постоянного тока нижних полюсов магнита 4а, 4b составляет меньше чем 0,24 Т, эффект торможения нисходящего потока расплавленной стали магнитным полем постоянного тока становится недостаточным, и поэтому неметаллические включения и пузырьки, которые сопровождают нисходящий поток, попадают в нисходящий поток расплавленной стали, так что неметаллические включения и пузырьки будут подвергаться захвату затвердевающей коркой. С другой стороны, когда интенсивность магнитного поля постоянного тока нижних полюсов магнита 4а, 4b превышает 0,45 Т, уменьшается очищающий эффект под действием нисходящего потока расплавленной стали, и поэтому неметаллические включения и пузырьки будут подвергаться захвату затвердевающей коркой.
Способ непрерывной разливки настоящего изобретения, разъясненный выше, также можно представить в виде двух следующих способов непрерывной разливки (i), (ii), которые определяются в соответствии с шириной листовой заготовки и скоростью разливки.
(i) Способ непрерывной разливки стали с очень малым содержанием углерода, в котором сталь с очень малым содержанием углерода, содержащая 0,003 мас.% С или меньше, непрерывно разливается с использованием машины непрерывной разливки, где предусмотрена пара верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, и пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно прослоенной между полюсами, на внешней стороне литейной формы, предусмотрен погружаемый патрубок с углом наклона при выгрузке расплавленной стали из выпускного отверстия, направленного вниз от горизонтального направления на уровне 10° или больше и меньше чем 30°, и выпускное отверстие расплавленной стали расположено между точкой максимума магнитного поля верхних полюсов магнита и точкой максимума магнитного поля нижних полюсов магнита, сталь с очень малым содержанием углерода непрерывно разливается, причем течение расплавленной стали тормозится магнитным полем постоянного тока, соответственно приложенным к паре верхних полюсов магнита и к паре нижних полюсов магнита, в котором расплавленная сталь, содержащая химические компоненты, где параметр X, определяемый следующей ниже формулой (1), удовлетворяет условию Х≤5000, непрерывно разливается со скоростью 0,75 м/мин или больше, при любом из условий от (а) до (i), в соответствии с шириной листовой заготовки и скоростью разливки, с интенсивностью магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляющей от 0,03 до 0,15 Т, и с интенсивностью магнитного поля постоянного тока, приложенного к нижним полюсам магнита, составляющей от 0,24 до 0,45 Т.
Здесь [%Ti]: содержание Ti в расплавленной стали (мас.%),
[%S]: содержание S в расплавленной стали (мас.%) и
[%O]: содержание О в расплавленной стали (мас.%).
(a) ширина листовой заготовки составляет меньше чем 950 мм и скорость разливки составляет меньше чем 2,05 м/мин,
(b) ширина листовой заготовки составляет 950 мм или больше и меньше чем 1050 мм и скорость разливки составляет меньше чем 2,25 м/мин,
(c) ширина листовой заготовки составляет 1050 мм или больше и меньше чем 1350 мм и скорость разливки составляет меньше чем 2,35 м/мин,
(d) ширина листовой заготовки составляет 1350 мм или больше и меньше чем 1450 мм и скорость разливки составляет меньше чем 2,25 м/мин,
(e) ширина листовой заготовки составляет 1450 мм или больше и меньше чем 1650 мм и скорость разливки составляет меньше чем 2,15 м/мин,
(f) ширина листовой заготовки составляет 1650 мм или больше и меньше чем 1750 мм и скорость разливки составляет меньше чем 2,05 м/мин,
(g) ширина листовой заготовки составляет 1750 мм или больше и меньше чем 1850 мм и скорость разливки составляет меньше чем 1,95 м/мин,
(h) ширина листовой заготовки составляет 1850 мм или больше и меньше чем 1950 мм и скорость разливки составляет меньше чем 1,85 м/мин, и
(i) ширина листовой заготовки составляет 1950 мм или больше и меньше чем 2150 мм и скорость разливки составляет меньше чем 1,75 м/мин.
(ii) Способ непрерывной разливки стали с очень малым содержанием углерода, в котором сталь с очень малым содержанием углерода 0,003 мас.% С или меньше непрерывно разливается с использованием машины непрерывной разливки, где предусмотрена пара верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, и пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно прослоенной между полюсами, на внешней стороне литейной формы, предусмотрен погружаемый патрубок с углом наклона при выгрузке расплавленной стали из выпускного отверстия, направленного вниз от горизонтального направления на уровне 10° или больше и меньше чем 30°, и выпускное отверстие расплавленной стали расположено между точкой максимума магнитного поля верхних полюсов магнита и точкой максимума магнитного поля нижних полюсов магнита, сталь с очень малым содержанием углерода непрерывно разливается, причем течение расплавленной стали тормозится магнитным полем постоянного тока, соответственно приложенным к паре верхних полюсов магнита и к паре нижних полюсов магнита, в котором расплавленная сталь, содержащая химические компоненты, где параметр X, определяемый следующей ниже формулой (1), удовлетворяет условию Х≤5000, непрерывно разливается со скоростью 0,75 м/мин или больше, при любом из условий от (j) до (s), в соответствии с шириной листовой заготовки и скоростью разливки, с интенсивностью магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляющей от более чем 0,15 Т до 0,30 Т и/или меньше, и с интенсивностью магнитного поля постоянного тока, приложенного к нижним полюсам магнита, составляющей от 0,24 до 0,45 Т.
Здесь [%Ti]: содержание Ti в расплавленной стали (мас.%),
[%S]: содержание S в расплавленной стали (мас.%) и
[%O]: содержание О в расплавленной стали (мас.%).
(j) ширина листовой заготовки составляет меньше чем 950 мм и скорость разливки составляет 2,05 м/мин или больше и 3,05 м/мин или меньше,
(k) ширина листовой заготовки составляет 950 мм или больше и меньше чем 1050 мм и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(l) ширина листовой заготовки составляет 1050 мм или больше и меньше чем 1350 мм и скорость разливки составляет 2,35 м/мин или больше и 3,05 м/мин или меньше,
(m) ширина листовой заготовки составляет 1350 мм или больше и меньше чем 1450 мм и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(n) ширина листовой заготовки составляет 1450 мм или больше и меньше чем 1550 мм и скорость разливки составляет 2,15 м/мин или больше и 3,05 м/мин или меньше,
(о) ширина листовой заготовки составляет 1550 мм или больше и меньше чем 1650 мм и скорость разливки составляет 2,15 м/мин или больше и 2,85 м/мин или меньше,
(р) ширина листовой заготовки составляет 1650 мм или больше и меньше чем 1750 мм и скорость разливки составляет 2,05 м/мин или больше и 2,65 м/мин или меньше,
(q) ширина листовой заготовки составляет 1750 мм или больше и меньше чем 1850 мм и скорость разливки составляет 1,95 м/мин или больше и 2,55 м/мин или меньше,
(r) ширина листовой заготовки составляет 1850 мм или больше и меньше чем 1950 мм и скорость разливки составляет 1,85 м/мин или больше и 2,55 м/мин или меньше, и
(s) ширина листовой заготовки составляет 1950 мм или больше и меньше чем 2150 мм и скорость разливки составляет 1,75 м/мин или больше и 2,55 м/мин или меньше.
Особенно предпочтительные условия разливки, при которых могут быть наиболее просто реализованы выгодные эффекты настоящего изобретения, объясняются в дальнейшем.
Во-первых, предпочтительно глубина погружения погружаемого патрубка 2 может иметь значение, которое попадает в диапазон от 230 до 290 мм. Здесь, глубина погружения патрубка означает расстояние от мениска 6 до верхнего конца выпускного отверстия 20 для расплавленной стали.
Причина влияния глубины погружения патрубка на выгодные эффекты настоящего изобретения заключается в том, что в любом случае, когда глубина погружения патрубка является слишком большой или в случае, когда глубина погружения патрубка является слишком незначительной, изменение количества потока или скорости течения расплавленной стали, выходящей из погружаемого патрубка 2, существенно изменяет состояние течения расплавленной стали в литейной форме, и поэтому подходящий контроль потока расплавленной стали становится затруднительным. Иными словами, когда глубина погружения патрубка меньше чем 230 мм, когда изменяется количество потока или скорость течения расплавленной стали, выходящей из погружаемого патрубка 2, поверхность расплавленной стали (мениск) непосредственно изменяется, и поэтому возмущение поверхности становится значительным, в соответствии с чем может происходить увлечение частиц флюса литейной формы и, с другой стороны, когда глубина погружения патрубка превышает 290 мм, при изменении количества потока расплавленной стали или тому подобного, существует тенденция, что скорость нисходящего потока становится большой, в соответствии с чем неметаллические включения и пузырьки в основном попадают в расплавленную сталь.
На фиг.5 показаны результаты исследования влияния глубины погружения патрубка 2 (влияние, которое она оказывает на дефекты, вызванные флюсом литейной формы и дефекты, вызванные пузырьками) в способе настоящего изобретения, и показаны результаты обследования в условиях разливки, когда угол наклона α потока при выгрузке расплавленной стали из выпускного отверстия погружаемого патрубка составляет 15°, ширина листовой заготовки равна 1200 мм, толщины листовой заготовки - 260 мм, скорость разливки равна 1,8 м/мин, интенсивность магнитного поля постоянного тока верхних полюсов магнита составляет 0,12 Т, и интенсивность магнитного поля постоянного тока нижнего полюса магнита равна 0,38 Т. Другие условия разливки являются такими, что внутренний диаметр погружаемого патрубка равен 80 мм, пропускное сечение соответствующих выпускных отверстий расплавленной стали погружаемого патрубка составляет 4900 мм2 (70 мм · 70 мм), количество выпускаемого инертного газа из поверхности внутренней стенки погружаемого патрубка равно 12 л/мин, и вязкость применяемого флюса литейной формы (при 1300°С) равна 0,6 сП.
Что касается литейных заготовок, то с использованием ультразвукового дефектоскопа, было измерено соответствующее число дефектов, вызванных пузырьками и дефектов, вызванных частицами флюса литейной формы, имеющими размер приблизительно 80 мкм или больше, которые находятся в слое на глубине от 2 до 3 мм от поверхности листовой заготовки, и степень распространения дефектов указана соответствующими коэффициентами. Из фиг.5 ясно, что согласно способу настоящего изобретения, в частности путем регулирования глубины погружения погружаемого патрубка 2 на уровне, который попадает в диапазон от 230 до 290 мм, можно более эффективно подавить дефекты, вызванные пузырьками и дефекты, вызванные флюсом литейной формы.
Кроме того, внутренний диаметр погружаемого патрубка 2, то есть внутренний диаметр погружаемого патрубка 2 в положении, где образуется выпускное отверстие 20 для расплавленной стали, предпочтительно имеет значение, которое попадает в диапазон от 70 до 90 мм. Когда оксид алюминия или тому подобное частично прилипает внутри погружаемого патрубка 2, может образоваться смещенный поток (нарушается симметрия распределения скорости течения по ширине) расплавленной стали, выпущенной из погружаемого патрубка 2, и указанный смещенный поток может очень сильно увеличиться в случае, когда внутренний диаметр патрубка меньше чем 70 мм. Когда формируется такой очень сильно смещенный поток, течение расплавленной стали в литейной форме нельзя контролировать надлежащим образом. С другой стороны, хотя регулирование количества расплавленной стали, которое вливается внутрь погружаемого патрубка 2, осуществляется путем регулирования просвета в скользящем разливочном стакане, расположенном выше погружаемого патрубка 2, когда внутренний диаметр патрубка превышает 90 мм, внутри патрубка может остаться часть, не заполненная расплавленной сталью. Кроме того, в этом случае, формируется очень сильно смещенный поток, практически равный указанному выше смещенному потоку, и поэтому поток расплавленной стали в литейной форме нельзя контролировать надлежащим образом.
На фиг.6 показаны результаты исследования влияния внутреннего диаметра погружаемого патрубка 2 на дефекты, вызванные флюсом литейной формы, в способе настоящего изобретения, и показаны результаты исследования условий разливки, где угол наклона α при выгрузке расплавленной стали из выпускного отверстия погружаемого патрубка составляет 15°, ширина листовой заготовки равна 1300 мм, толщина листовой заготовки равна 260 мм, скорость разливки равна 2,5 м/мин, интенсивность магнитного поля постоянного тока для верхнего полюса магнита составляет 0,16 Т и интенсивность магнитного поля постоянного тока нижнего полюса магнита равна 0,38 Т. Прочие условия разливки таковы: глубина погружения погружаемого патрубка составляет 260 мм, пропускное сечение соответствующих отверстий для выпуска расплавленной стали из погружаемого патрубка равна 4900 мм2 (70 мм · 70 мм), количество инертного газа, выпускаемого из поверхности внутренней стенки погружаемого патрубка составляет 12 л/мин, и вязкость применяемого флюса литейной формы (при 1300°С) равна 0,6 сП. Что касается литейных заготовок, то с использованием ультразвукового дефектоскопа измерено количество дефектов, вызванных частицами флюса литейной формы, имеющими размер приблизительно 80 мкм или больше и которые находятся на глубине от 2 до 3 мм от поверхностного слоя листовой заготовки, причем частота появления дефектов указана с помощью коэффициентов. Из фиг.6 понятно, что согласно способу настоящего изобретения, в частности путем регулирования внутреннего диаметра погружаемого патрубка 2 до значения, которое попадает в диапазон от 70 до 90 мм, можно более эффективно подавить дефекты, вызванные флюсом литейной формы.
Кроме того, предпочтительно пропускное сечение соответствующих отверстий 20 погружаемого патрубка 2 для выпуска расплавленной стали задают в диапазоне от 3600 до 8200 мм. Причина того, что пропускное сечение отверстия 20 для выпуска расплавленной стали влияет на выгодные эффекты настоящего изобретения, заключается в том, что, когда пропускное сечение отверстия 20 для выпуска расплавленной стали является очень малым, скорость течения расплавленной стали, выходящей из выпускного отверстия 20 для расплавленной стали, становится чрезмерно большой, тогда как при чрезмерно большом пропускном сечении отверстия 20 для выпуска расплавленной стали, напротив, скорость течения расплавленной стали, выходящей из выпускного отверстия 20 для расплавленной стали, становится чрезмерно малой, и поэтому скорость течения потока расплавленной стали в литейной форме нельзя надлежащим образом контролировать в любом случае.
На фиг.7 показаны результаты исследования влияния пропускного сечения соответствующих отверстий погружаемого патрубка 2 для выпуска расплавленной стали (влияние, оказываемое на дефекты, вызванные флюсом литейной формы и дефекты, вызванные пузырьками) в способе настоящего изобретения и показаны результаты исследования в условиях разливки, где угол наклона α при выгрузке расплавленной стали из выпускного отверстия погружаемого патрубка составляет 15°, ширина листовой заготовки равна 1300 мм, толщина листовой заготовки равна 260 мм, скорость разливки равна 2,0 м/мин, интенсивность магнитного поля постоянного тока верхнего полюса магнита составляет 0,14 Т и интенсивность магнитного поля постоянного тока нижнего полюса магнита равна 0,38 Т. Прочие условия разливки таковы: глубина погружения погружаемого патрубка составляет 260 мм, внутренний диаметр погружаемого патрубка равен 80 мм, количество инертного газа, выпускаемого из поверхности внутренней стенки погружаемого патрубка составляет 12 л/мин и вязкость применяемого флюса литейной формы (при 1300°С) равна 0,6 сП.
Что касается литейных заготовок, то с использованием ультразвукового дефектоскопа измерено соответствующее количество дефектов, вызванных пузырьками и дефектов, вызванных частицами флюса литейной формы, имеющими размер приблизительно 80 мкм или больше и которые находятся на глубине от 2 до 3 мм от поверхностного слоя листовой заготовки, причем частота появления дефектов указана с помощью коэффициентов. Из фиг.7 понятно, что согласно способу настоящего изобретения, в частности, путем регулирования пропускного сечения каждого отверстия 20 для выпуска расплавленной стали из погружаемого патрубка 2 до значения, которое попадает в диапазон от 3600 до 8200 мм2, можно более эффективно подавить дефекты, вызванные пузырьками и дефекты, вызванные флюсом литейной формы.
Ниже приведены другие предпочтительные условия разливки.
Предпочтительно, флюс литейной формы, используемый в способе изобретения, может иметь вязкость от 0,4 до 10 сП при 1300°С. Когда вязкость флюса литейной формы является чрезмерно большой, может быть нарушен спокойный режим разливки, в то время как при чрезмерно низкой вязкости флюса литейной формы, будет обязательно происходить увлечение флюса литейной формы.
При осуществлении настоящего изобретения предпочтительно выполняют автоматическое регулирование интенсивности магнитного поля постоянного тока, приложенного к верхним полюсам магнита, и для нижних полюсов магнита используется контрольно-управляющий компьютер таким образом, что величина постоянного тока, который подается в соответствующие катушки магнитного поля постоянного тока верхних полюсов магнита и нижних полюсов магнита, получается с использованием предварительно заданной таблицы перекрестных ссылок или численной формулы, на основе данных о ширине листовой заготовки, которая будет отлита, скорости разливки, угла наклона при выгрузке расплавленной стали из выпускного отверстия, направленного вниз от горизонтального направления расплавленной стали при выгрузке из погружаемого патрубка и тому подобного; причем постоянный ток подается в соответствующие катушки магнитного поля постоянного тока, и, таким образом, магнитное поле прилагается к верхним полюсам магнита и к нижним полюсам магнита. Кроме того, в качестве условий разливки, которые будут служить основой для получения указанных выше значений тока, могут быть добавлены глубина погружения патрубка (расстояние от мениска до верхнего конца выпускного отверстия для расплавленной стали), толщина листовой заготовки, количество инертного газа, выпускаемого из поверхности внутренней стенки погружаемого патрубка.
Фиг.8 дает концептуальное представление для демонстрации энергии турбулентности расплавленной стали на верхней поверхности, скорости течения расплавленной стали на затвердевающей поверхности раздела (скорость течения расплавленной стали на поверхности раздела расплавленной стали с затвердевающей коркой), скорости течения расплавленной стали на верхней поверхности, и концентрации пузырьков на затвердевающей поверхности раздела (концентрация пузырьков на поверхности раздела расплавленной стали с затвердевающей коркой) расплавленной стали в литейной форме.
Энергия турбулентности расплавленной стали на верхней поверхности расплавленной стали представляет собой пространственное среднее значение параметра k, рассчитанное по следующей ниже формуле, и определяется путем моделирования течения с использованием численного анализа величин на основе пространственной k-ε модели, определяемой в гидродинамике. Отмечается, что необходимо учитывать скорость выдувания инертного газа (например, Ar), где принимаются во внимание угол наклона потока расплавленной стали при выгрузке, глубина погружения патрубка и объемное расширение погружаемого патрубка. Например, объемное расширение при скорости выдувания инертного газа, равной 15 норм. л/мин, увеличивается в 6 раз. Другими словами, модель численного анализа величин представляет собой модель, в которой связаны кинетический момент, уравнение непрерывности, k-e модель турбулентного течения и лоренцова сила в магнитном поле, и учитывается подъемная сила при выпуске из патрубка (литература: на основе описания, относящегося к двум формулам модели на с.129 и следующих страницах в "Справочнике численных величин по гидродинамике" (опубликован 31 марта, 2003)).
Уравнение (1):

Где V'x=∂Vx/∂t
V'y=∂Vy/∂t
V'z=∂Vz/∂t
Vx: скорость течения в направлении Х на поверхности расплавленной стали (поверхность в ванне) [м/с]
Vy: скорость течения в направлении Y на поверхности расплавленной стали (поверхность в ванне) [м/с]
Vz: скорость течения в направлении Z на поверхности расплавленной стали (поверхность в ванне) [м/с].
Пространственное среднее значение скорости течения расплавленной стали в местоположении ниже мениска на 50 мм, где относительная доля твердой фазы fs равна 0,5, используется в качестве скорости течения расплавленной стали на затвердевающей поверхности раздела (скорость течения расплавленной стали на поверхности раздела расплавленной стали с затвердевающей коркой).
Здесь необходимо учитывать скрытую теплоту затвердевания и теплопередачу, и кроме того, температурную зависимость вязкости расплавленной стали, в связи со скоростью течения расплавленной стали на затвердевающей поверхности раздела. Согласно подробному расчету, выполненному авторами настоящего изобретения, установлено, что скорость течения расплавленной стали на затвердевающей поверхности раздела, при относительной доле твердой фазы fs=0,5, соответствует половине скорости течения расплавленной стали на затвердевающей поверхности раздела при угле наклона дендрита (fs=0).
Другими словами, когда согласно расчету скорость течения расплавленной стали на затвердевающей поверхности раздела равна 0,1 м/с, при относительной доле твердой фазы fs, равной 0,5 (fs=0,5), скорость течения расплавленной стали на затвердевающей поверхности раздела листовой заготовки, при угле наклона дендрита (fs=0), составляет 0,2 м/с. Скорость течения расплавленной стали на затвердевающей поверхности раздела листовой заготовки, при угле наклона дендрита (fs=0) определяется путем измерения скорости течения расплавленной стали на затвердевающей поверхности раздела в местоположении, где относительная доля твердой фазы fs для передней поверхности затвердевающей корки равна 0. Здесь, угол наклона дендрита означает угол наклона ветви первого порядка дендрита, который распространяется в направлении толщины листовой заготовки, относительно направления по нормали к поверхности листовой заготовки (литература: "Взаимоотношение между крупноразмерными включениями в листовой заготовке непрерывного литья и направлением роста столбчатых кристаллов в листовой заготовке непрерывного литья" в томе 14, Iron и Steel, 1975, с.2982-2990).
Пространственное среднее значение скорости течения расплавленной стали на поверхности расплавленной стали (поверхность в ванне) задается, как скорость течения расплавленной стали на верхней поверхности. Указанная скорость течения расплавленной стали на верхней поверхности также определяется с помощью упомянутой выше пространственной модели численного анализа величин. Хотя значение скорости течения расплавленной стали на верхней поверхности согласуется с измеренной величиной сопротивления, полученной с использованием погружного стержня, измеренная величина сопротивления находится в области среднего местоположения погружного стержня согласно указанному определению, и поэтому значение скорости течения расплавленной стали на верхней поверхности можно определить с помощью численного расчета.
Для большей конкретности, численный анализ величины энергии турбулентности расплавленной стали на верхней поверхности, скорость течения расплавленной стали на затвердевающей поверхности раздела и скорость течения расплавленной стали на верхней поверхности можно выполнить следующим образом. Другими словами, указанные величины можно получить с помощью расчета на основе аналитической программы Fluent (или ей подобной) общего употребления в гидродинамике, например, с использованием модели, в которой учитываются кинетический момент, уравнение непрерывности, k-ε модель турбулентного течения, в сочетании с анализом магнитного поля и распределения газовых пузырьков в качестве модели численного анализа величин (литература: на основе описания инструкции по эксплуатации программы Fluent 6.3 (фирма Fluent Inc. USA)).
Энергия турбулентности расплавленной стали на верхней поверхности существенно влияет на увлечение флюса литейной формы. Другими словами, когда возрастает энергия турбулентности расплавленной стали на верхней поверхности, обязательно происходит увлечение флюса литейной формы, так что увеличивается содержание дефектов, вызванных флюсом литейной формы. С другой стороны, когда энергия турбулентности расплавленной стали на верхней поверхности является совсем незначительной, шлакоотделение флюса литейной формы становится недостаточным. На фиг.9 показана зависимость интенсивности поверхностных дефектов (количество дефектов на 1 м длины рулона, измеренное по методике, которая аналогична использованной в примерах, описанных позднее) от энергии турбулентности расплавленной стали на верхней поверхности. Что касается других условий, скорость течения расплавленной стали на затвердевающей поверхности раздела имеет значение, которое попадает в диапазон от 0,08 до 0,15 м/с, скорость течения расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,05 до 0,30 м/с, и концентрация пузырьков на затвердевающей поверхности раздела составляет 0,008 кг/м3 или меньше. В соответствии с фиг.9, когда энергия турбулентности расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,0010 до 0,0015 м2/с2, увлечение флюса литейной формы может быть эффективно подавлено, причем отсутствует проблема шлакоотделения флюса литейной формы.
Скорость течения расплавленной стали на верхней поверхности также существенно влияет на увлечение флюса литейной формы. Другими словами, когда увеличивается скорость течения расплавленной стали на верхней поверхности, обязательно происходит увлечение флюса литейной формы, так что увеличивается количество дефектов, вызванных флюсом литейной формы. На фиг.10 показано взаимоотношение между скоростью течения расплавленной стали на верхней поверхности и интенсивностью поверхностных дефектов (количество дефектов на 1 м длины рулона, измеренное по такой же методике, которая использована в описанных далее примерах). Что касается прочих условий, то энергия турбулентности расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на затвердевающей поверхности раздела имеет значение, которое попадает в диапазон от 0,08 до 0,15 м/с, и концентрация пузырьков на затвердевающей поверхности раздела составляет 0,008 кг/м3 или меньше. Согласно фиг.10, когда скорость течения расплавленной стали на верхней поверхности находится внутри диапазона 0,30 м/с или меньше, увлечение флюса литейной формы может быть эффективно подавлено. Следовательно, скорость течения расплавленной стали на верхней поверхности предпочтительно составляет до 0,30 м/с или меньше. Здесь, когда скорость течения расплавленной стали на верхней поверхности является чрезмерно малой, образуется область, в которой снижается температура поверхности расплавленной стали, и поэтому ускоряется включение шлака или частичное затвердевание расплавленной стали из-за недостаточного плавления флюса литейной формы, в соответствии с чем процесс производства стали становится затруднительным. Следовательно, скорость течения расплавленной стали на верхней поверхности предпочтительно задается до 0,05 м/с или больше.
Скорость течения расплавленной стали на затвердевающей поверхности раздела значительно влияет на захват пузырьков или включений затвердевающей коркой. Другими словами, когда скорость течения расплавленной стали на затвердевающей поверхности раздела является небольшой, пузырьки или включения обязательно захватываются затвердевающей коркой, так что увеличивается концентрация дефектов, вызванных пузырьками, и тому подобное. С другой стороны, когда скорость течения расплавленной стали на затвердевающей поверхности раздела является чрезмерно большой, происходит повторное плавление образовавшейся затвердевшей корки и таким образом, замедляется рост затвердевающей корки. В наихудшем случае осуществляется прорыв металла, так что прекращается производство стали, что приводит к неизбежным проблемам производительности. На фиг.11 показано взаимоотношение между скоростью течения расплавленной стали на затвердевающей поверхности раздела и интенсивностью поверхностных дефектов (количество дефектов на 1 м длины рулона, измеренное по методике, которая аналогична использованной в примерах, описанных позднее). Что касается других условий, энергия турбулентности расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,05 до 0,30 м/с, и концентрация пузырьков на затвердевающей поверхности раздела составляет 0,008 кг/м или меньше. В соответствии с данными фиг.11, когда скорость течения расплавленной стали на затвердевающей поверхности раздела попадает в диапазон от 0,08 до 0,15 м/с, захват пузырьков затвердевающей коркой может быть эффективно подавлен, и не возникает такая проблема, как прорыв металла, вызванный замедлением роста затвердевающей корки.
Отношение А/В между скоростью течения расплавленной стали на затвердевающей поверхности раздела А и скоростью течения расплавленной стали на верхней поверхности В влияет как на захват пузырьков, так и на увлечение флюса литейной формы. Другими словами, при небольшом значении А/В, пузырьки и включения обязательно будут захватываться затвердевающей коркой, так что увеличивается концентрация дефектов, вызванных пузырьками и тому подобным. С другой стороны, когда отношение А/В является чрезмерно большим, будет происходить увлечение гранулированного порошка, так что увеличивается концентрация дефектов, вызванных флюсом литейной формы. На фиг.12 показано взаимоотношение между величиной отношения А/В и интенсивностью поверхностных дефектов (количество дефектов на 1 м длины рулона, измеренное по методике, которая аналогична использованной в примерах, описанных позднее). Что касается других условий, то энергия турбулентности расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,05 до 0,30 м/с, скорость течения расплавленной стали на затвердевающей поверхности раздела имеет значение, которое попадает в диапазон от 0,08 до 0,15 м/с, и концентрация пузырьков на затвердевающей поверхности раздела составляет 0,008 кг/м3 или меньше. В соответствии с данными на фиг.12, возникновение дефектов качества поверхности можно предотвратить, в частности, когда отношение А/В попадает в диапазон от 1,0 до 2,0. Следовательно, отношение А/В между скоростью течения расплавленной стали на затвердевающей поверхности раздела А и скоростью течения расплавленной стали на верхней поверхности В предпочтительно задается от 1,0 до 2,0.
По указанным выше причинам предпочтительно состояние течения расплавленной стали в литейной форме задается таким образом, чтобы энергия турбулентности расплавленной стали на верхней поверхности составляла от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности была 0,30 м/с или меньше, и скорость течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка составляла от 0,08 до 0,15 м/с. Более предпочтительно, скорость течения расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,05 до 0,30 м/с, и отношение А/В между расплавленной сталью на затвердевающей поверхности раздела (А) и скоростью течения расплавленной стали на верхней поверхности (В) предпочтительно задается в диапазоне от 1,0 до 2,0.
Кроме того, в качестве другого фактора, который имеет отношение к появлению дефектов, вызванных пузырьками, упоминается концентрация пузырьков на поверхности раздела расплавленная сталь/затвердевающая корка (в дальнейшем, называется просто "концентрация пузырьков на затвердевающей поверхности раздела"). С помощью регулирования надлежащим образом концентрации пузырьков на затвердевающей поверхности раздела, захват пузырьков на затвердевающей поверхности раздела можно подавить соответствующим образом. Концентрация пузырьков на затвердевающей поверхности раздела означает концентрацию пузырьков, которые имеют диаметр 1 мм в местоположении на 50 мм ниже мениска, где относительная доля твердой фазы fs равна 0,5, и концентрация пузырьков на затвердевающей поверхности раздела определяется путем упомянутого выше расчета численного значения. Здесь, число N пузырьков, выдуваемых из патрубка можно рассчитать как N=AD-5, где А означает скорость выдуваемого газа и D означает диаметр пузырька (литература: ISIJ Int. Vol.43 (2003), №10, p.1548-1555). Обычно скорость выдуваемого газа составляет от 5 до 20 норм. л/мин.
Концентрация пузырьков на затвердевающей поверхности раздела существенно влияет на улавливание пузырьков. Другими словами, при высокой концентрации пузырьков возрастает количество пузырьков, захватываемых затвердевающей коркой. На фиг.13 показано взаимоотношение между концентрацией пузырьков на затвердевающей поверхности раздела и интенсивностью поверхностных дефектов (количество дефектов на 1 м длины рулона, измеренное по методике, которая аналогична использованной в примерах, описанных позднее). Что касается других условий, то энергия турбулентности расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности имеет значение, которое попадает в диапазон от 0,05 до 0,30 м/с, и скорость течения расплавленной стали на затвердевающей поверхности раздела имеет значение, которое попадает в диапазон от 0,08 до 0,15 м/с. В соответствии с данными на фиг.13, когда концентрация пузырьков на затвердевающей поверхности раздела находится в диапазоне 0,008 кг/м3 или меньше, количество пузырьков, захватываемых затвердевающей коркой, может быть подавлено на низком уровне. Следовательно, предпочтительно концентрация пузырьков на затвердевающей поверхности раздела задается на уровне 0,008 кг/м3 или меньше.
Концентрацию пузырьков на затвердевающей поверхности раздела можно регулировать с помощью толщины листовой заготовки, которая будет отлита, и количества инертного газа, выпускаемого с поверхности внутренней стенки погружаемого патрубка, причем толщина листовой заготовки, которая будет отлита, предпочтительно задается равной 220 мм или больше, и количество инертного газа, выпускаемого с поверхности внутренней стенки погружаемого патрубка предпочтительно задается до 25 норм. л/мин или меньше.
Пузырьки сопровождают расплавленную сталь, которая выгружается из выпускного отверстия 20 для расплавленной стали погружаемого патрубка 2, и поэтому, когда толщина листовой заготовки является чрезмерно малой, поток расплавленной стали, которая выгружается из выпускного отверстия 20 для расплавленной стали, приближаются к затвердевающей корке 5 в области длинной стороны литейной формы, так что концентрация пузырьков на затвердевающей поверхности раздела становится высокой, в соответствии с чем пузырьки будут захватываться на поверхности раздела затвердевающей корки. В частности, когда толщина листовой заготовки становится меньше чем 220 мм, даже при осуществлении электромагнитного регулирования потока расплавленной стали согласно настоящему изобретению, контроль распределения пузырьков становится затруднительным по указанной выше причине. С другой стороны, когда толщина листовой заготовки превышает 300 мм, происходит снижение производительности на стадии горячей прокатки, что является недостатком. Следовательно, значение толщины листовой заготовки, которая будет отлита, предпочтительно задается в диапазоне от 220 до 300 мм.
Когда увеличивается количество инертного газа, выпускаемого с поверхности внутренней стенки погружаемого патрубка 2, концентрация пузырьков на затвердевающей поверхности раздела становится высокой, и поэтому пузырьки будут захватываться на поверхности раздела затвердевающей корки. В частности, когда количество выпускаемого инертного газа превышает 20 норм. л/мин, даже при осуществлении электромагнитного регулирования потока расплавленной стали согласно настоящему изобретению, контроль распределения пузырьков становится затруднительным по указанной выше причине. С другой стороны, когда количество выпускаемого инертного газа становится чрезмерно малым, будет происходить закупоривание патрубка, возникает значительное смещение потока, и поэтому регулирование скорости течения все же становится затруднительным. Следовательно, количество инертного газа, выпускаемого с поверхности внутренней стенки погружаемого патрубка 2, предпочтительно имеет значение, которое попадает в диапазон от 3 до 25 норм. л/мин.
В последующем даются разъяснения, касающиеся способа производства стального листа с использованием листовой заготовки, полученной путем разливки с помощью указанного выше способа непрерывной разливки согласно настоящему изобретению (способ непрерывной разливки, в котором листовая заготовка получается при непрерывной разливке стали с использованием машины непрерывной разливки, где пара верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, и пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно прослоенной между полюсами, предусмотрены на внешней стороне литейной формы, и отверстия для выпуска расплавленной стали расположены между точкой максимума магнитного поля верхних полюсов магнита и точкой максимума магнитного поля нижних полюсов магнита, при торможении потока расплавленной стали магнитным полем постоянного тока, приложенным к паре верхних полюсов магнита и к паре нижних полюсов магнита). Указанные выше условия (А) и (В) для непрерывной разливки являются необязательными для получения выгодных эффектов в описанном ниже процессе производства стального листа настоящего изобретения (уменьшение газовых раковин). Однако возможно искусственное улучшение отличного качества поверхности стального листа путем комбинирования указанных условий.
Как описано выше, дефекты холоднокатаного стального листа, называемые газовыми раковинами, являются поверхностными дефектами в утолщенном состоянии, где водород, который насыщает стальной лист во время травления после горячей прокатки и остается в таких местах, как неметаллические включения, пузырьки, ликвация или внутренние трещины в стальном листе, после холодной прокатки расширяется в объеме и наряду с повышением давления при нагревании во время отжига, деформирует стальной лист, смягченный нагреванием.
Авторы настоящего изобретения исследовали взаимоотношение между появлением указанных газовых раковин, условиями травления горячекатаного стального листа и условиями холодной прокатки, а также используемой листовой заготовки, и в результате этого исследования сделали следующие выводы.
(1) Концентрация водорода Но в горячекатаном стальном листе сразу после окончания травления достаточно хорошо коррелирует с величиной потери массы горячекатаного стального листа под действием травления, и поэтому концентрацию водорода Но в горячекатаном стальном листе сразу после окончания травления можно определить по величине потери массы при травлении.
(2) Концентрация водорода H1 (м.д. по массе) в горячекатаном стальном листе в момент времени р, где время t1 (секунды), прошедшее после окончания травления, можно выразить следующей формулой (i) на основе взаимоотношения между концентрацией водорода Но (м.д. по массе) в горячекатаном стальном листе, сразу после окончания травления, и максимальной температурой поверхности T1(K) стального листа, до момента времени р после окончания травления. Следовательно, принимая время t1 в следующей формуле (i) за "время t до начала холодной прокатки после окончания травления" и максимальную температуру T1 поверхности как "максимальную температуру Т поверхности стального листа до начала холодной прокатки после окончания травления", можно определить концентрацию водорода Н в стальном листе непосредственно до холодной прокатки:

(3) Независимо от того, происходит ли ухудшение качества поверхности стального листа, дефекты, вызванные газовыми раковинами, определяются на основе концентрации водорода Н в стальном листе, непосредственно до холодной прокатки, причем условия холодной прокатки (коэффициент вытяжки при прокатке) и "критическая концентрация водорода Hc в стальном листе непосредственно до холодной прокатки", при которой происходит ухудшение качества поверхности (дефектное качество поверхности), вызванное газовыми раковинами, определяется в соответствии с условиями холодной прокатки.
(4) На основе вышеуказанного, путем регулирования времени t от окончания травления до начала холодной прокатки и/или максимальной температуры поверхности Т стального листа таким образом, чтобы концентрация водорода Н в стальном листе непосредственно до холодной прокатки, рассчитанная по указанной выше формуле (i), не достигала критической концентрации водорода Hc, можно подавить появление газовых раковин и, следовательно, можно предотвратить возникновение ухудшения качества поверхности (дефектное качество поверхности), вызванное газовыми раковинами.
(5) Путем разливки листовой заготовки с помощью указанного выше способа непрерывной разливки согласно настоящему изобретению можно подавить дефекты, вызванные увлечением неметаллических включений и частиц флюса литейной формы (так называемые дефекты заливины), причем также можно снизить количество дефектов, вызванных увлечением мелких пузырьков. Тем не менее, трудно надежно предотвратить увлечение более мелких пузырьков (например, пузырьков, имеющих диаметр 5 мм или меньше) и включений таким образом, чтобы такие мелкие пузырьки и мелкие включения вошли внутрь стального листа и инициировали дефекты в утолщенном состоянии благодаря водороду (Н2), с использованием мелких пузырьков или мелких включений в качестве области инициации (дефект газовой раковины). Для преодоления указанного недостатка путем комбинирования способа непрерывной разливки настоящего изобретения со способом, описанным выше (4), другими словами, за счет применения травления и холодной прокатки для горячекатаного стального листа, полученного с помощью прокатки листовой заготовки, полученной путем разливки указанным выше способом непрерывной разливки согласно настоящему изобретению в указанных выше условиях (4), можно получать стальной лист, имеющий высокое качество с очень малым количеством поверхностных дефектов, вызванных увлечением пузырьков, включений и частиц флюса литейной формы, при включении газовых раковин, вызванных увлечением очень мелких пузырьков и мелких включений.
Согласно способу производства стального листа настоящего изобретения, который разработан на основе указанных данных, получают горячекатаный стальной лист с помощью горячей прокатки листовой заготовки, полученной путем разливки с использованием указанного выше способа непрерывной разливки согласно настоящему изобретению, причем горячекатаный стальной лист подвергается травлению с последующим применением холодной прокатки горячекатаного стального листа, а время t и/или максимальная температура Т поверхности стального листа регулируются таким образом, чтобы соответствовать следующей формуле (1а):

здесь Но: концентрация водорода (м.д. по массе) в стальном листе сразу после окончания травления,
Hc: критическая концентрация водорода (м.д. по массе) в стальном листе непосредственно до холодной прокатки, при которой возникают дефекты качества поверхности за счет газовых раковин, причем критическая концентрация водорода определяется на основе условий холодной прокатки,
t: время до начала холодной прокатки после окончания травления (секунды),
Т: максимальная температура поверхности Т (К) стального листа до начала холодной прокатки (температура поверхности стального листа также включает температуру поверхности стального листа, когда стальной лист нагревают после окончания травления и до холодной прокатки).
Указанный выше способ производства стального листа может эффективно применяться в случае, когда способ производства осуществляется в непрерывной линии травления и холодной прокатки (линия контурного управления травлением и холодной прокаткой (КУТХ)), где непрерывно проводятся стадии в диапазоне от травления до холодной прокатки. В частности, это обусловлено тенденцией к появлению газовых раковин в стальном листе, который производится в такой линии КУТХ.
В вышеупомянутом объяснении фактически измеренные значения концентрации водорода в стальном листе являются значениями, которые получены таким образом, что температура стального листа повышается до 800°С, и водород, выделившийся из стального листа, анализируют с помощью масс-спектрометра.
В таблице 2 приведены результаты, полученные путем травления горячекатаного стального листа в различных условиях в устройстве травления, в котором расположены пять последовательных ванн травления, и путем исследования величин потери массы стального листа за счет травления и концентрации водорода Но в стальном листе сразу после окончания травления. На основе полученных результатов на фиг.14 показано взаимоотношение между величиной потери массы стального листа за счет травления и концентрацией водорода Но в стальном листе сразу после окончания травления.
Условия травления включают в себя концентрацию кислоты, температуру травления и время травления. Как показано в таблице 2, отсутствует зависимость величины потери массы стального листа за счет травления от условий травления. Предполагается, что величина потери массы стального листа за счет травления изменяется в зависимости от состояния поверхности (толщина окалины или тому подобное) стального листа до травления. С другой стороны, концентрация водорода Но в стальном листе сразу после окончания травления достаточно хорошо коррелирует с величиной потери массы стального листа за счет травления, как видно из фиг.14. Следовательно, концентрацию водорода Но в стальном листе сразу после окончания травления можно определить по величине потери массы стального листа при травлении.
Путем соответствующего измерения температуры поверхности То стального листа, а также концентрации водорода Но в горячекатаном стальном листе сразу по окончании травления, а также путем измерения концентрации водорода H1 в стальном листе в момент времени, когда прошло время t1 после окончания травления горячекатаного стального листа, получены результаты, приведенные в таблице 3. На основе результатов, приведенных в таблице 3, понятно, что водород постепенно выделяется из горячекатаного стального листа, травление которого уже завершено, и что существует взаимоотношение, выраженное следующей приблизительной формулой (ii), между концентрацией водорода Но (м.д. по массе) в горячекатаном стальном листе, концентрацией водорода H1 (м.д. по массе) в горячекатаном стальном листе, временем t1 (секунды) и температурой поверхности стального листа То (К). На фиг.15 показана зависимость величины Hо·exp{-0,002·(To+t1/100)} от концентрации водорода H1 в стальном листе в момент времени, когда прошло время t1 после завершения травления. Причина, по которой на концентрацию водорода H1 в стальном листе влияет не только время t1, но также и температура поверхности стального листа сразу после окончания травления, заключается в том, что выделяемое количество водорода, в частности, зависит (контролируется) от температуры стального листа, и особенно, достигаемой максимальной температурой, причем значение наивысшей температуры стального листа (достигнутый максимум температуры) принимается сразу после окончания травления при указанных выше условиях испытания.

Следовательно, когда стальной лист нагревается до температуры выше, чем температура стального листа сразу после окончания травления и до начала холодной прокатки, температура То поверхности стального листа в указанной выше формуле (ii) становится температурой поверхности стального листа в момент указанного нагревания (достигнутый максимум температуры). Как описано выше, это связано с тем, что количество водорода, выделяемое из горячекатаного стального листа по окончании травления, зависит (контролируется) от достигнутого максимума температуры стального листа.
Из приведенного выше установлено, что концентрацию водорода H1 (м.д. по массе) в горячекатаном стальном листе в момент времени р, когда прошло время t1 (секунды) после окончания травления, можно выразить следующей формулой (i) на основе взаимоотношения между концентрацией водорода Но (м.д. по массе) в горячекатаном стальном листе, сразу после окончания травления, и максимальной температурой поверхности T1(K) стального листа между моментом окончания травления и моментом времени р. Следовательно, принимая время t1 в следующей ниже формуле (i), как "время t до начала холодной прокатки по окончании травления", и максимальную температуру поверхности T1 как "максимальную температуру поверхности Т стального листа после окончания травления и до начала холодной прокатки", можно определить концентрацию водорода Н в стальном листе непосредственно до холодной прокатки:

С другой стороны, установлено, что независимо от наличия дефектов качества поверхности, вызванных газовыми раковинами, которые определяются на основе концентрации водорода Н в стальном листе непосредственно до холодной прокатки и условий холодной прокатки (коэффициент вытяжки при прокатке), "критическая концентрация водорода Hc в стальном листе непосредственно до холодной прокатки", при которой возникают дефекты качества поверхности (дефектное качество поверхности), вызванные газовыми раковинами, определяется в соответствии с условиями холодной прокатки.
Что касается случая, когда горячекатаный стальной лист, имеющий толщину 4 мм, прокатывают до различной конечной толщины пластины методом холодной прокатки (конечная толщина пластины при холодной прокатке), то исследуется концентрация водорода Н в стальном листе непосредственно до холодной прокатки, конечная толщина пластины при холодной прокатке, и количество появившихся дефектов - газовых раковин. Полученные результаты приведены в таблице 4. На фиг.16 показано взаимоотношение между концентрацией водорода Н в стальном листе непосредственно до холодной прокатки и количеством появившихся дефектов - газовых раковин при различной конечной толщине пластины после холодной прокатки.
Согласно указанным выше результатам, установлено, что, когда концентрация водорода Н в стальном листе непосредственно до холодной прокатки превышает определенное значение, количество дефектов - газовых раковин - быстро возрастает. Кроме того, установлено, что чем меньше конечная толщина пластины стального листа после холодной прокатки (другими словами, чем больше коэффициент вытяжки при холодной прокатке стального листа), тем меньше значение указанной выше концентрации водорода Н в стальном листе непосредственно до холодной прокатки, при котором происходит быстрый рост дефектов - газовых раковин. Авторы полагают, что чем больше концентрация водорода Н в стальном листе непосредственно до холодной прокатки или чем больше коэффициент вытяжки при холодной прокатке стального листа, тем больше повышается внутреннее давление водорода, который остается внутри стального листа. Обычно, когда количество дефектов - газовых раковин - превышает приблизительно 0,0350×10-2 деф./м, ухудшение качества поверхности, вызванное дефектами - газовыми раковинами, становится очевидным, и поэтому количество дефектов - газовых раковин - ограничивается, не больше чем 0,0350×10-2 деф./м, например, в качестве показателя "появления дефектов качества поверхности, вызванных газовыми раковинами" (дефектное качество поверхности).
Из приведенного выше установлено, что "критическая концентрация водорода Hc в стальном листе непосредственно до холодной прокатки", при которой появляются дефекты качества поверхности, вызванные газовыми раковинами, может быть определена в соответствии с условиями холодной прокатки (коэффициент вытяжки при прокатке). Для большей конкретности, критическая концентрация водорода Hc в стальном листе непосредственно до холодной прокатки может быть определена в соответствии с конечной толщиной пластины, на основе коэффициента вытяжки при холодной прокатке. Например, когда толщина горячекатаной пластины составляет 4 мм, на основании результатов, приведенных на фиг.16, критическую концентрацию водорода Hc в стальном листе, непосредственно до холодной прокатки, можно определить следующим образом, в соответствии с конкретной конечной толщиной пластины при холодной прокатке.
Отсюда следует, что путем регулирования времени t от окончания травления до начала холодной прокатки и максимальной температуры поверхности Т стального листа таким образом, чтобы концентрация водорода в стальном листе непосредственно до холодной прокатки не достигла критической концентрации водорода Hc, в соответствии с условиями холодной прокатки, можно предотвратить появление дефектов качества поверхности, вызванных газовыми раковинами. Следовательно, в настоящем изобретении, при проведении холодной прокатки после травления горячекатаного стального листа, время t и/или максимальная температура поверхности Т стального листа регулируют таким образом, чтобы выполнялось следующее ограничение (1а):

Здесь Но: концентрация водорода (м.д. по массе) в стальном листе сразу после окончания травления,
Hc: критическая концентрация водорода (м.д. по массе) в стальном листе непосредственно до холодной прокатки, при которой возникают дефекты качества поверхности за счет газовых раковин, причем критическая концентрация водорода определяется на основе условий холодной прокатки,
t: время до начала холодной прокатки после окончания травления (секунды),
Т: максимальная температура поверхности Т (К) стального листа до начала холодной прокатки (температура поверхности стального листа также включает температуру поверхности стального листа, когда стальной лист нагревается после окончания травления и до холодной прокатки).
В таком способе настоящего изобретения, который описан выше, необходимо заранее задать "критическую концентрацию водорода Hc в стальном листе непосредственно до холодной прокатки" в соответствии с условиями холодной прокатки (коэффициент вытяжки при прокатке). Кроме того, предпочтительно заранее определить взаимоотношение между величиной потери массы стального листа путем травления и концентрацией водорода Но в стальном листе сразу после травления.
В качестве горячекатаного стального листа используется горячекатаная стальная пластина, произведенная с помощью горячей прокатки листовой заготовки, полученной путем разливки с использованием указанного выше способа непрерывной разливки настоящего изобретения. Следовательно, по причинам, изложенным в (5), возможно получение стального листа, имеющего высокое качество, в котором присутствует очень малое количество поверхностных дефектов, вызванных увлечением пузырьков, включений и частиц флюса литейной формы, в том числе газовые раковины, вызванные увлечением очень мелких пузырьков и мелких включений.
При осуществлении способа настоящего изобретения, например, стальной лист после окончания травления остается в виде рулона при комнатной температуре, причем холодная прокатка проводится спустя некоторое время t, при котором выполняется условие, указанное выше в формуле (1а). Кроме того, за счет повышения максимальной температуры поверхности Т стального листа путем нагрева горячекатаного стального листа после окончания травления, можно сократить время t, при котором выполняется условие, указанное выше в формуле (1а), и поэтому способ настоящего изобретения также может быть использован для линии КУТХ, что дает повышение производительности. Для нагревания горячекатаного стального листа может быть использован нагрев с помощью: газовой горелки, электронагревателя, высокочастотного индукционного нагрева и тому подобное. Поскольку холодная прокатка проводится после указанного нагрева, предпочтительно нагрев осуществляют в атмосфере инертного газа, при регулировании парциального давления кислорода. Кроме того, при использовании способа настоящего изобретения в линии КУТХ, можно отрегулировать скорость линии с использованием петледержателя, который может варьировать расстояние между бегунами.
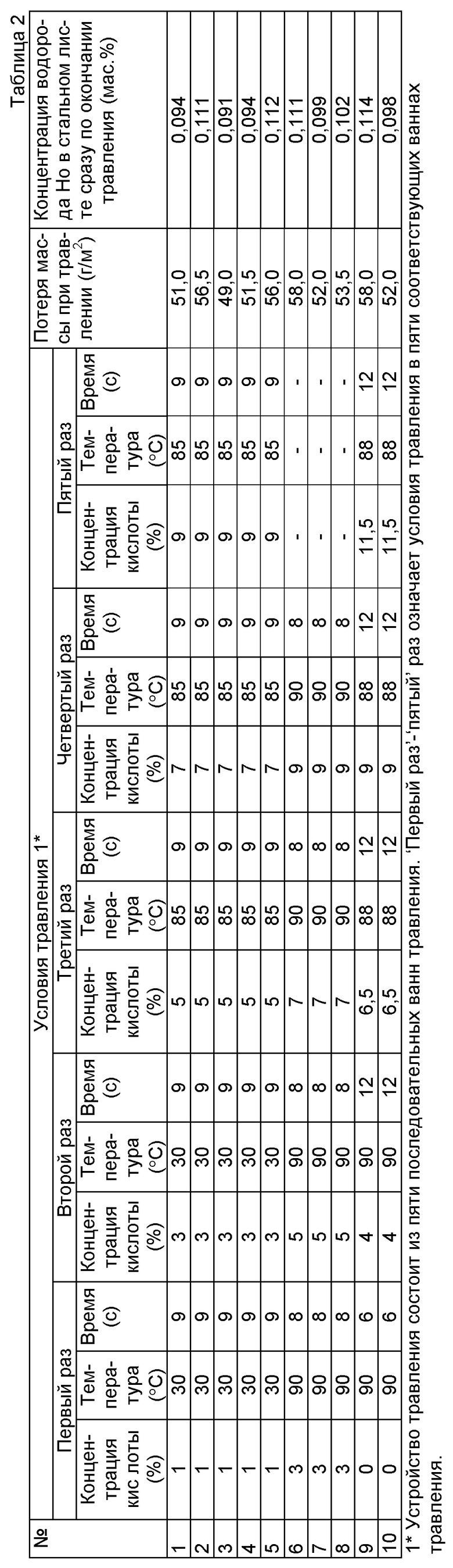
Примеры
Пример 1
С использованием машины непрерывной разливки, показанной на фиг.1 и 2, то есть используя машину непрерывной разливки, в которой пара верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, прослоенной между полюсами, и пара нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно прослоенной между полюсами, предусмотрены на внешней стороне литейной формы (тыльная поверхность литейной формы), выпускные отверстия для расплавленной стали расположены между точкой максимума магнитного поля верхних полюсов магнита и точкой максимума магнитного поля нижних полюсов магнита, разливают приблизительно 300 тонн раскисленной алюминием стали с очень малым содержанием углерода способом непрерывной разливки, в котором течение расплавленной стали регулируется с использованием магнитного поля постоянного тока, приложенного соответственно к паре верхних полюсов магнита и к паре нижних полюсов магнита.
В качестве инертного газа используется аргон, который выдувается из погружаемого патрубка, причем количество выпускаемого газа Ar регулируется в диапазоне от 5 до 12 норм. л/мин в соответствии со скользящим разливочным стаканом так, чтобы предотвратить случаи закупоривания патрубка. Технические условия машины непрерывной разливки и прочие условия разливки изложены ниже:
угол наклона при выгрузке расплавленной стали из выпускного отверстия при выгрузке расплавленной стали из погружаемого патрубка α: 15°
глубина погружения погружаемого патрубка: 230 мм
форма выпускного отверстия для расплавленной стали в погружаемом патрубке:
прямоугольная форма, имеющая размер 70 мм · 80 мм
внутренний диаметр погружаемого патрубка: 80 мм
пропускное сечение каждого выпускного отверстия для расплавленной стали в погружаемом патрубке: 5600 мм2
вязкость флюса литейной формы, использованного в примерах (1300°С): 2,5 сП.
Расплавленные стали, которые содержат химические компоненты, приведенные в таблице 5, непрерывно разливают в условиях, указанных в таблицах 6-15.
Химический состав расплавленной стали определяют с использованием значений, измеренных путем анализа образцов, которые были отобраны из расплавленной стали в момент окончания завершающей очистки с использованием устройства вакуумного дегазирования фирмы RH, и общую концентрацию кислорода в расплавленной стали определяют с использованием величин, измеренных путем анализа образцов, которые были отобраны из расплавленной стали в разливочное устройство до заливки расплавленной стали в литейную форму.
Непрерывно отлитая листовая заготовка формуется в стальную пластину путем горячей прокатки и холодной прокатки, причем стальную пластину подвергают обработке отжигом и оцинкования стального листа, погруженного в расплав. Что касается отожженной и оцинкованной стальной пластины, то поверхностные дефекты непрерывно измеряют поверхностным дефектометром в оперативном режиме. Поверхностные дефекты отожженного и оцинкованного стального листа, полученного погружением в расплав, непрерывно измеряют поверхностным дефектометром в оперативном режиме. Дефекты вне поверхности, дефекты, вызванные флюсом литейной формы, дефекты, вызванные пузырьками, дефекты, вызванные включениями, дефекты заливины и дефекты - газовые раковины - определяются по появлению дефектов, при анализе методом сканирующей электронной микроскопии (СЭМ), при анализе индуцируемой плазмой (или тому подобное), причем дефекты после цинкования оцениваются на основании количества дефектов на 1 м длины полосы рулона в соответствии со следующими ниже критериями. Результаты оценки указаны в таблицах 6-15, наряду с вышеупомянутыми условиями разливки:
хорошая: количество дефектов составляет 0,01 или меньше
удовлетворительная: количество дефектов составляет больше чем 0,01 и 0,05 или меньше
плохая: количество дефектов составляет больше чем 0,05 и 0,10 или меньше очень плохая: количество дефектов составляет больше чем 0,10.
Что касается примеров, где отливаются листовые заготовки, имеющие ширину заготовки, превышающую 1700 мм, в таблицах приведены данные, полученные путем моделирования на основе результатов с использованием реальной машины.
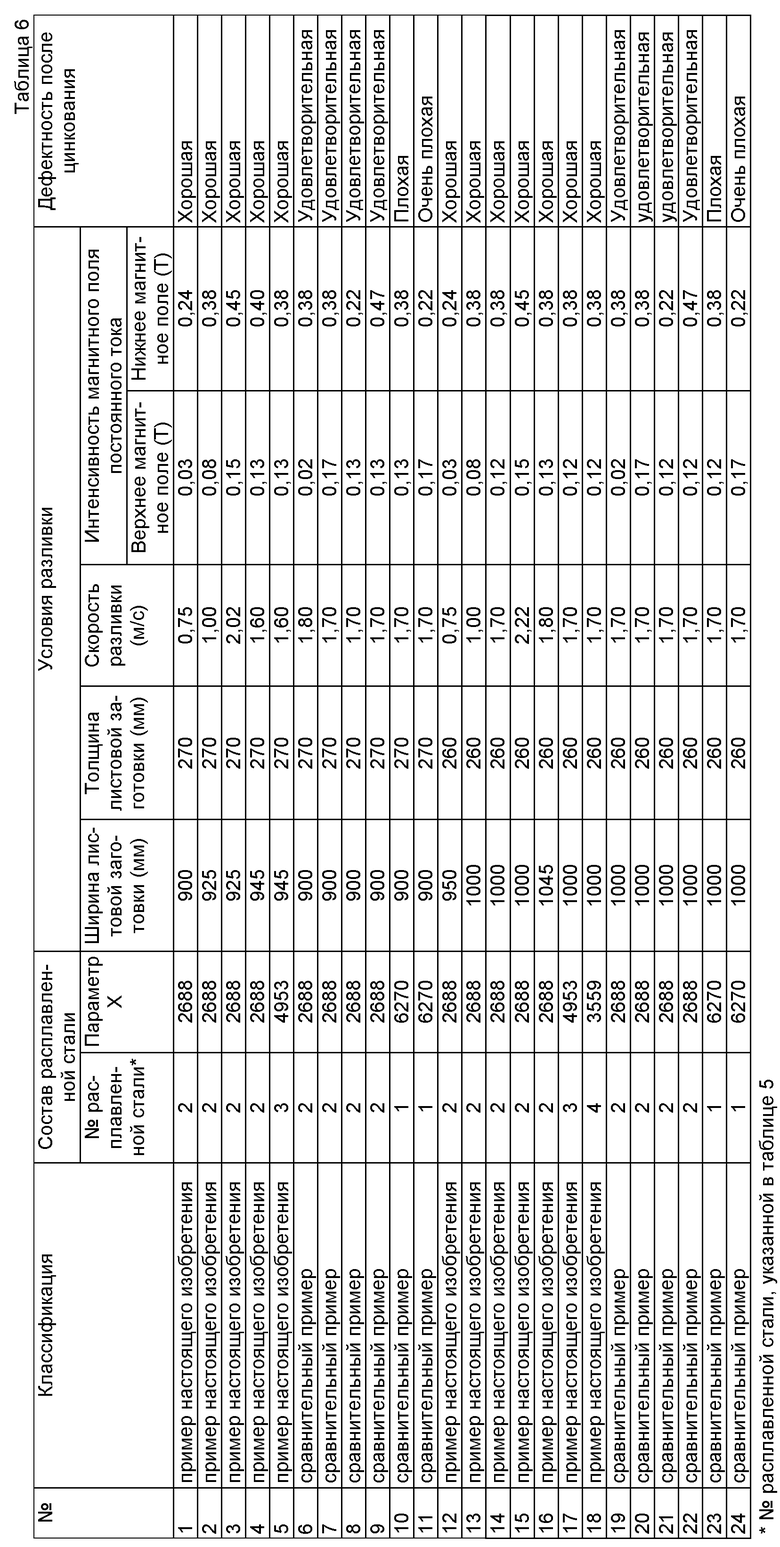
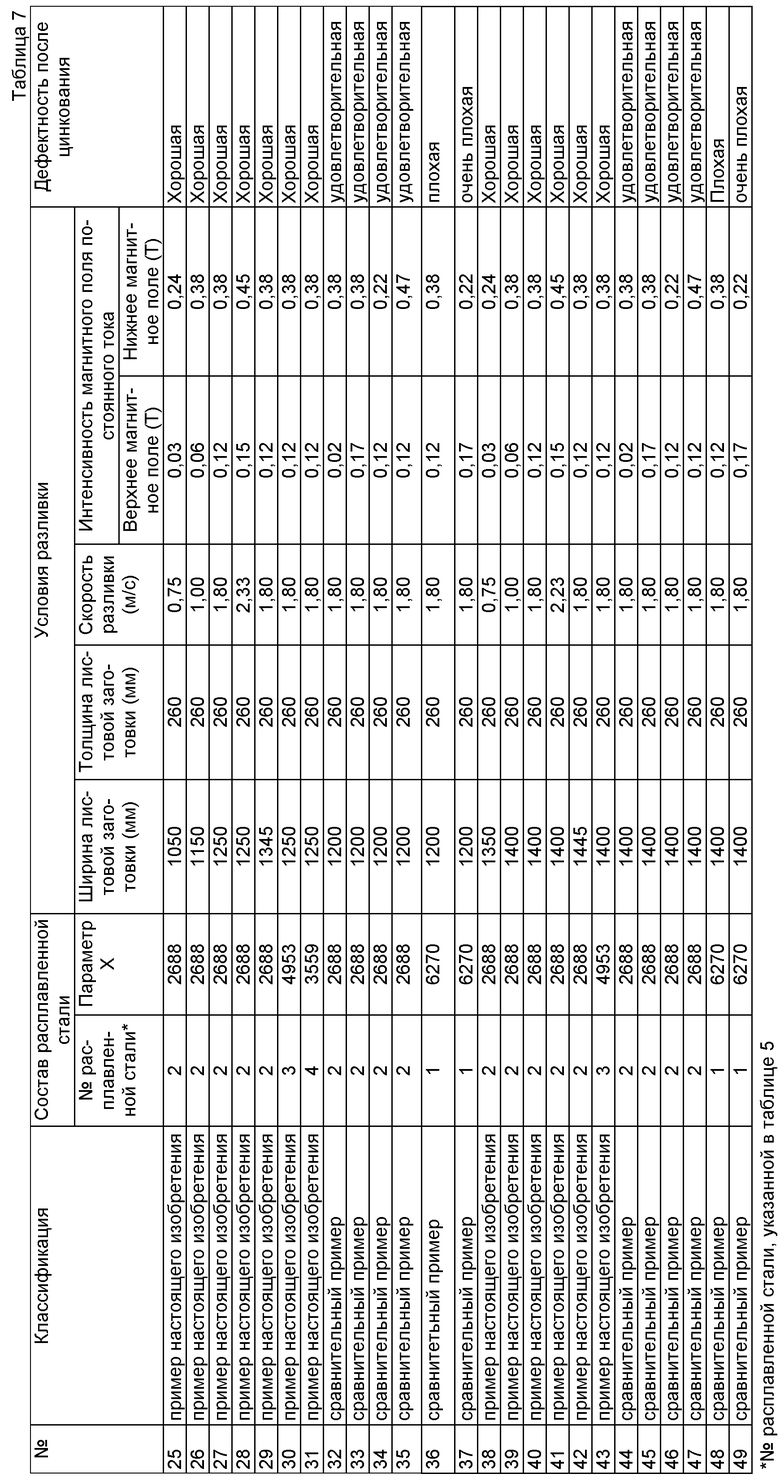
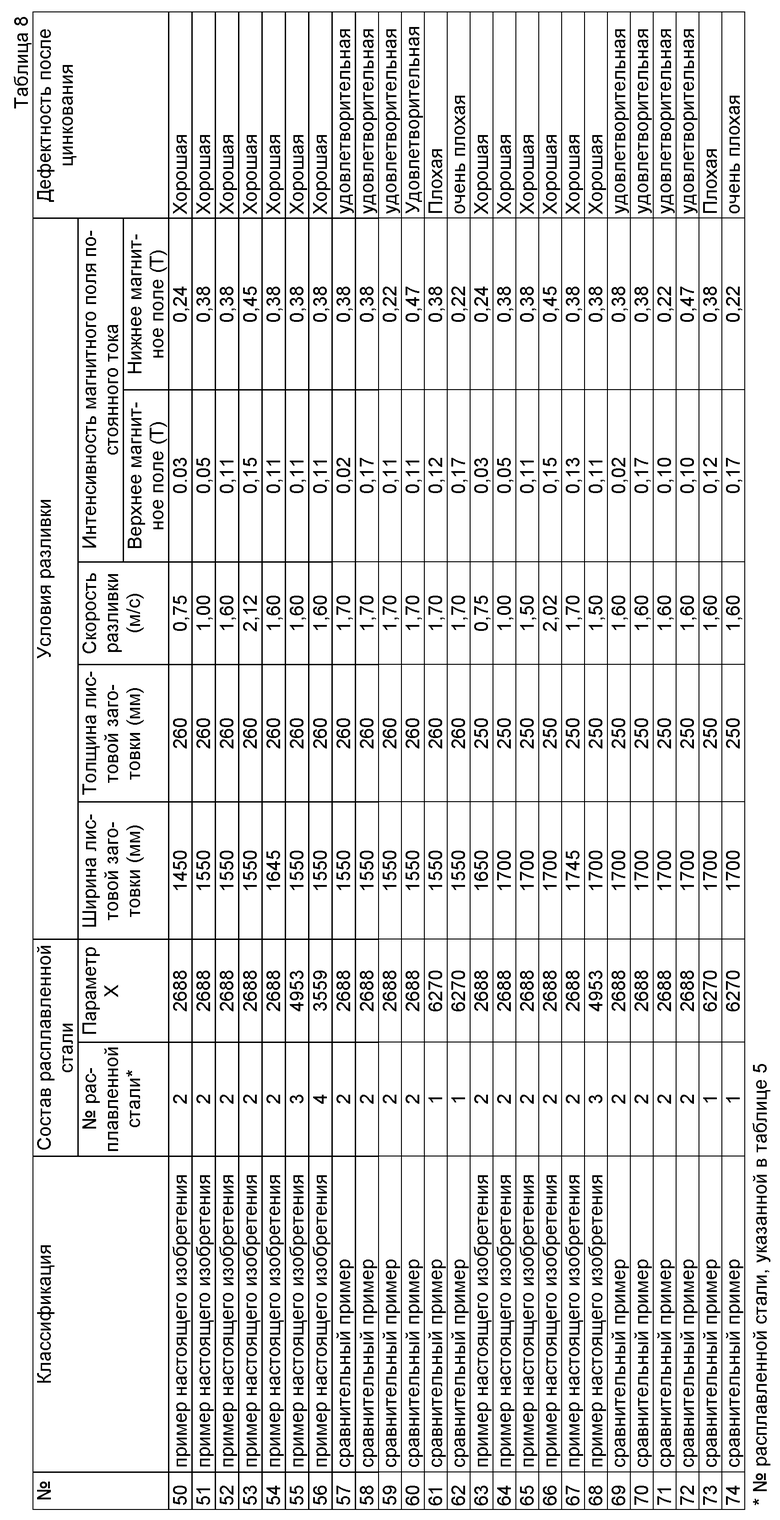
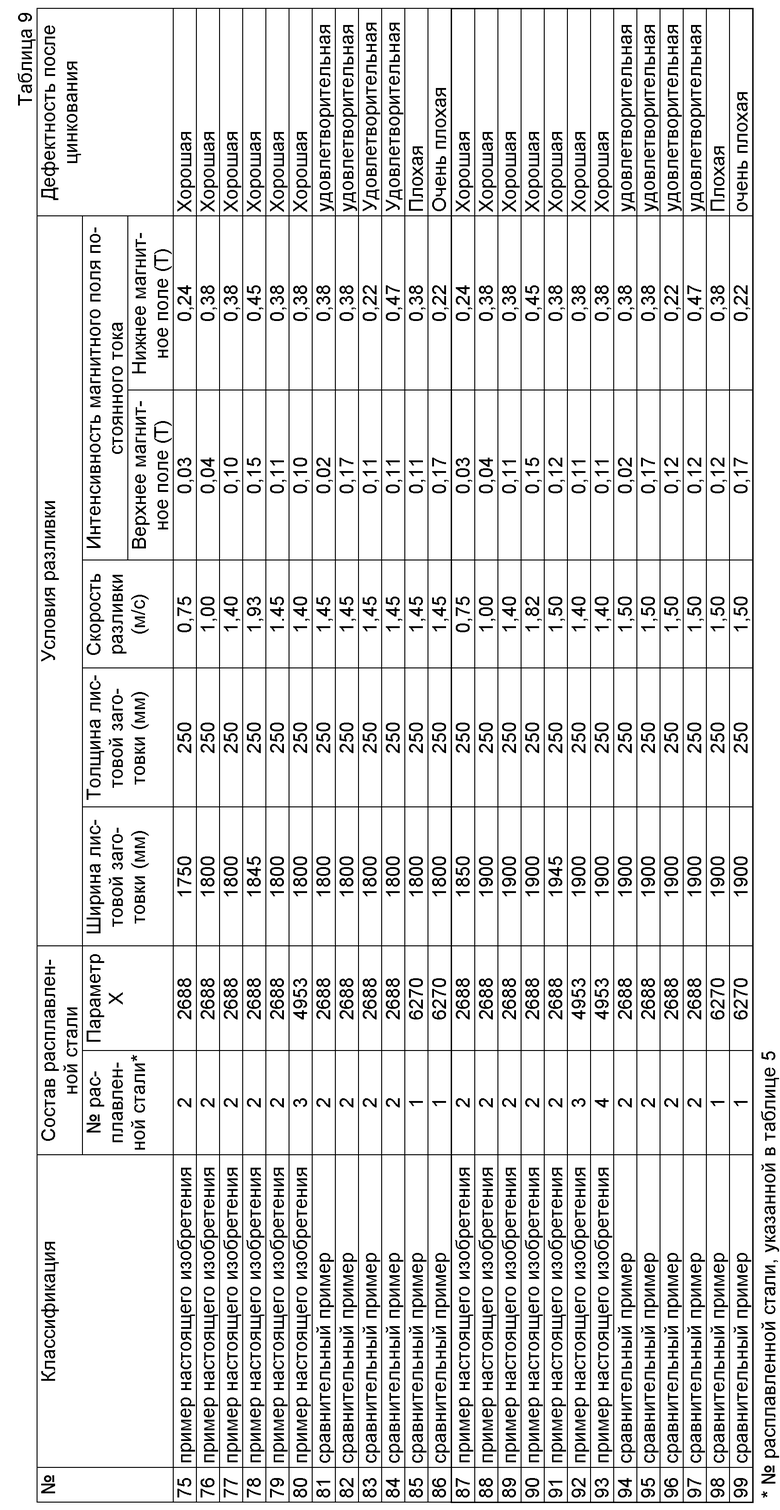
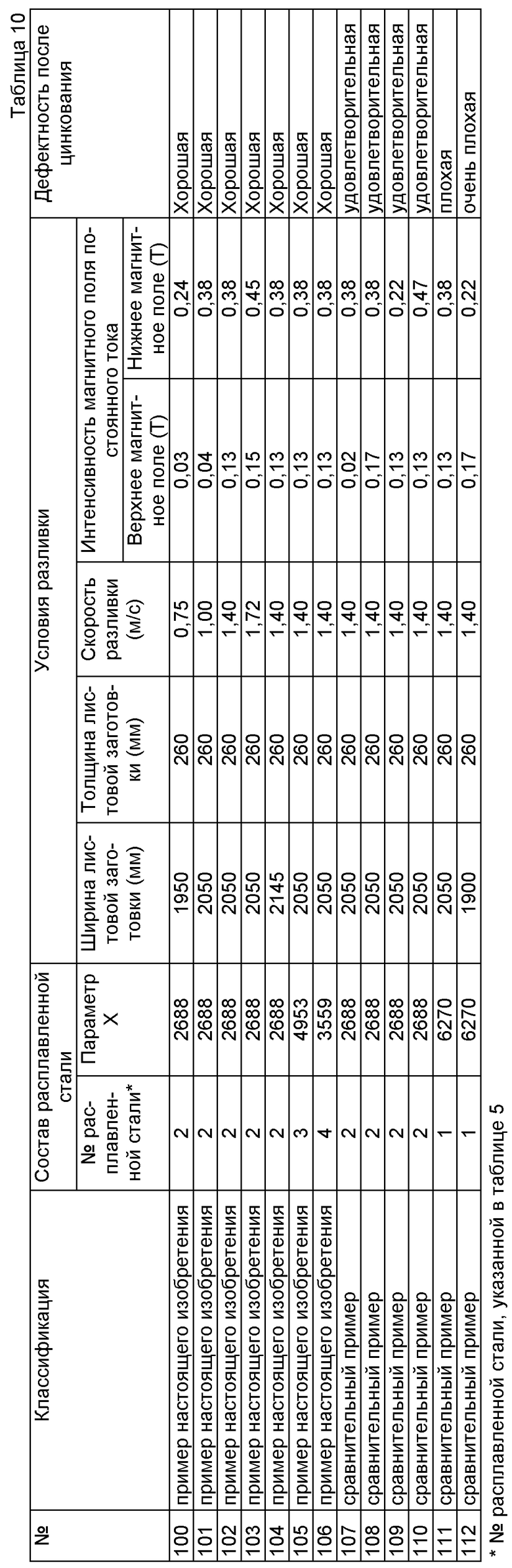
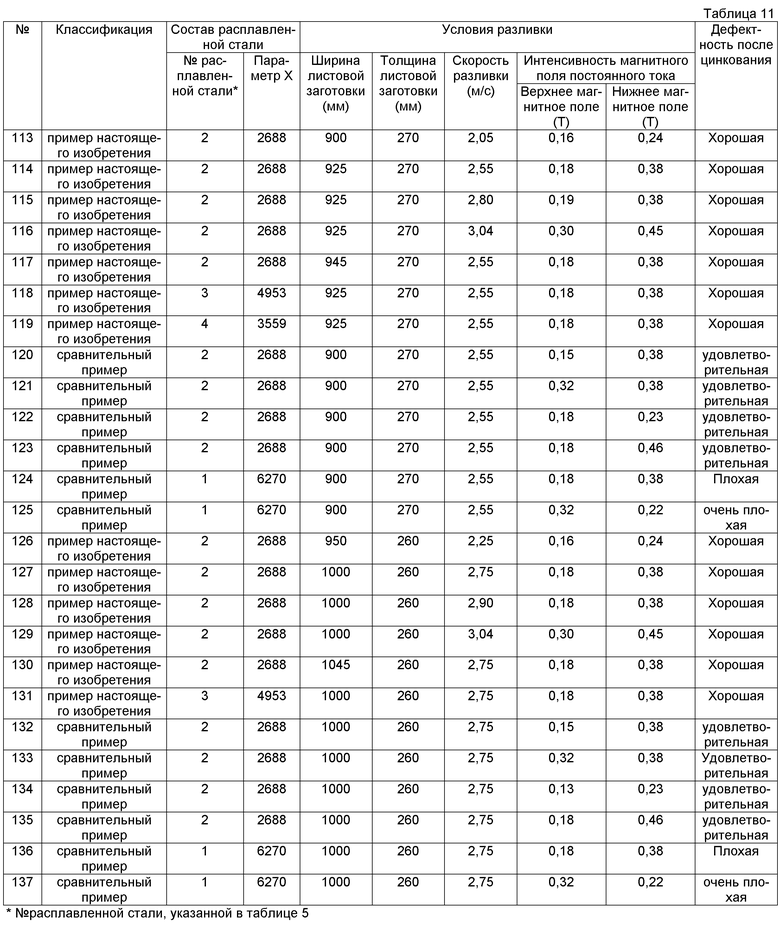
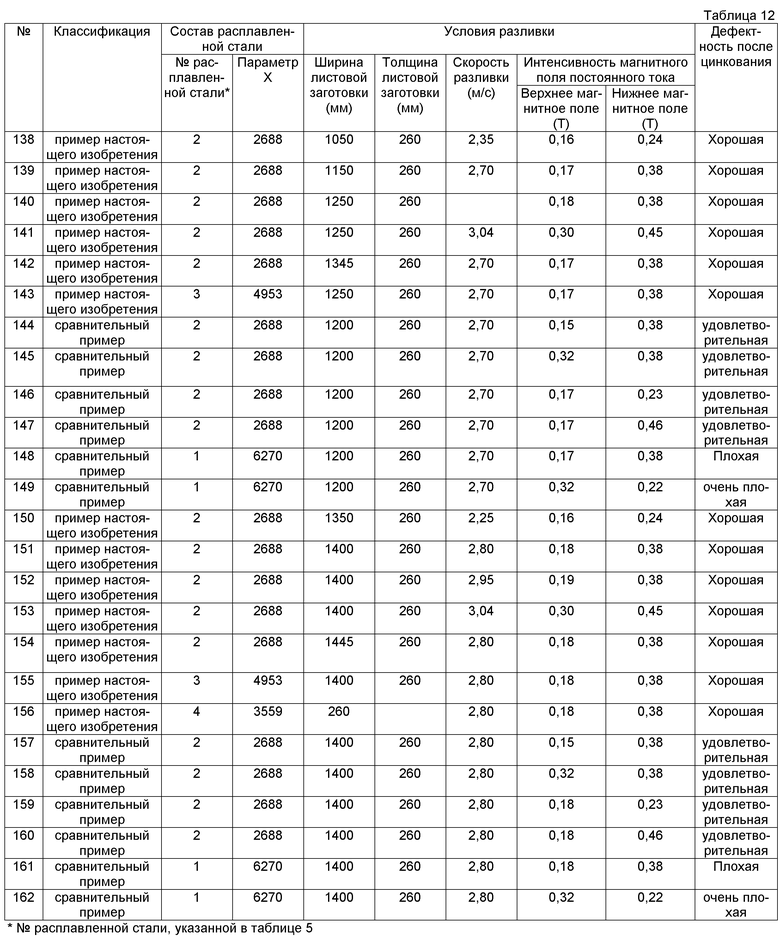
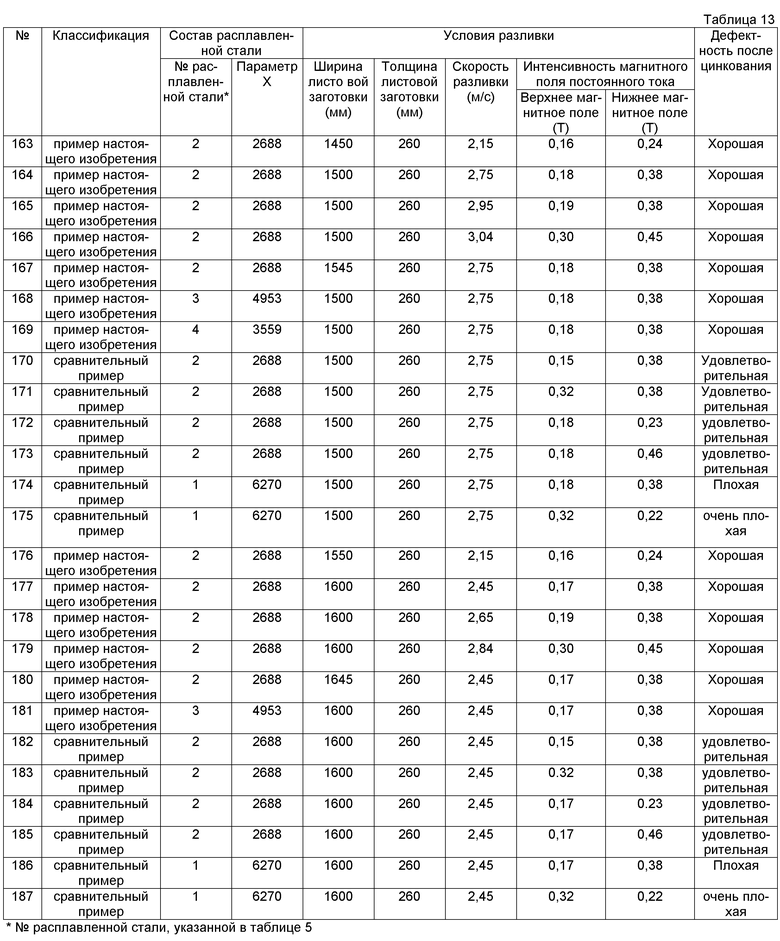
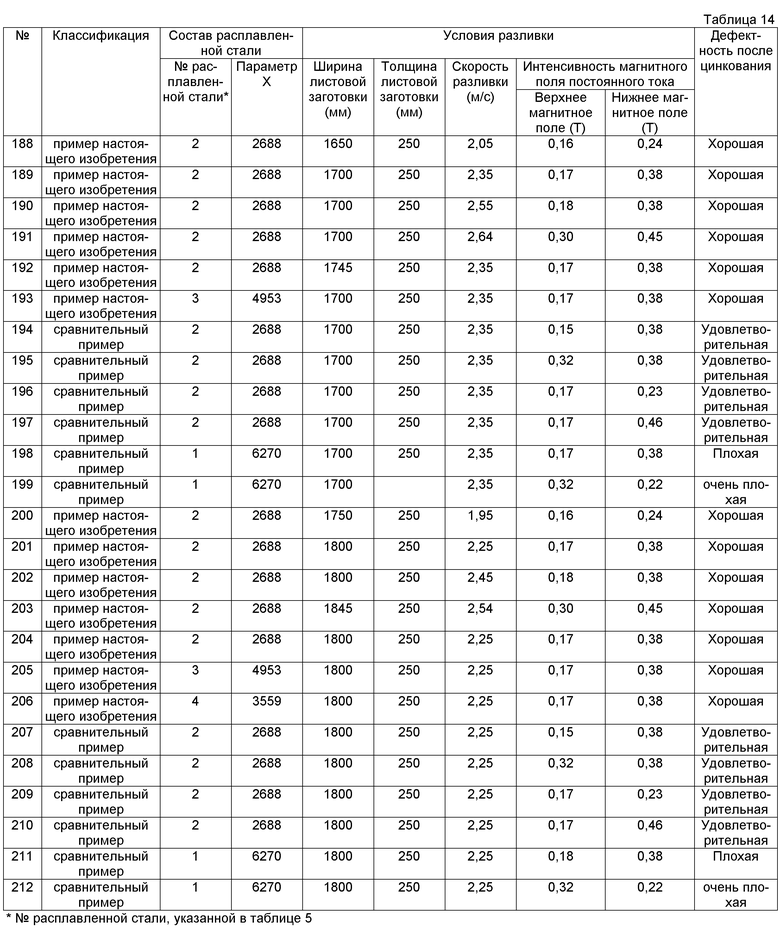
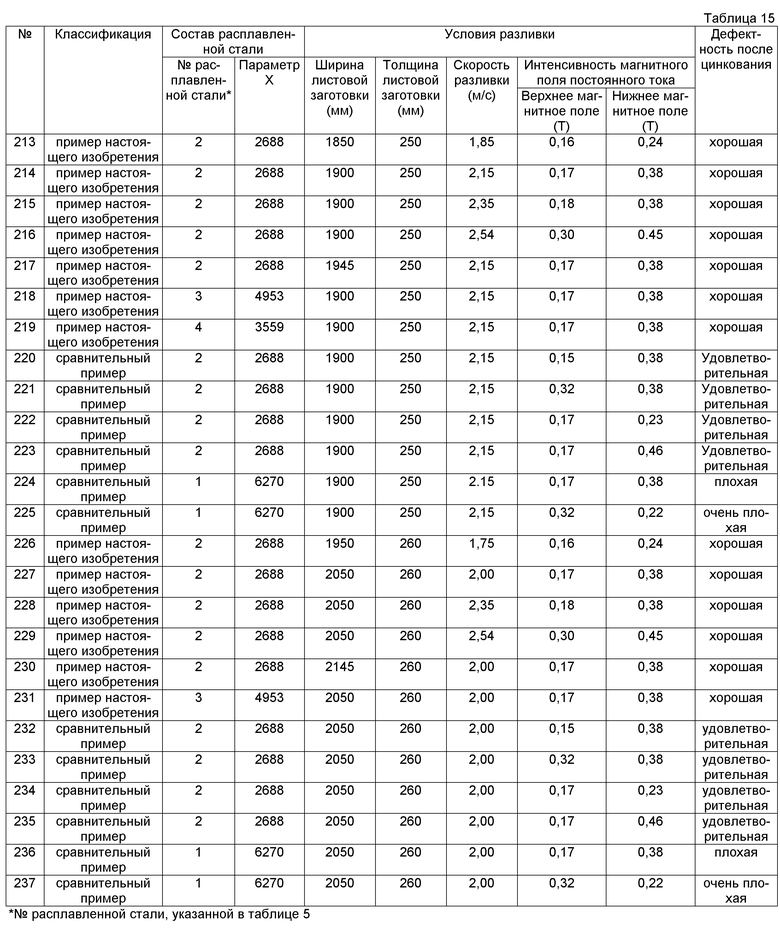
Пример 2
Используя практически такую же установку и методику, как в примере 1 (машина непрерывной разливки, условия выдувания газообразного Ar, состояние флюса литейной формы и тому подобное), непрерывно разливают расплавленную сталь, содержащую компоненты примера №2, показанные в таблице 5, в условиях, указанных в таблице 16. Непрерывно отлитая листовая заготовка формуется в стальной лист путем горячей прокатки, травления и холодной прокатки, причем стальной лист подвергают обработке оцинкованием с погружением в расплав. За исключением примеров, указанных в таблице 16, в примерах от №1 до №3 и в примерах от №9 до №11, после завершения травления, стальные листы выдерживают при комнатной температуре в течение времени t, показанного в той же таблице, и впоследствии, листы из указанных примеров подвергают холодной прокатке. С другой стороны, в других примерах, с использованием линии КУТХ, в которой нагревательная печь с электрическим нагревателем расположена между устройством травления и устройством холодной прокатки, после завершения травления стальной лист нагревают до температуры поверхности листа Т в атмосфере газообразного Ar с использованием нагревательной печи, и впоследствии стальной лист подвергают холодной прокатке.
Поверхностные дефекты отожженного и оцинкованного стального листа, полученного погружением в расплав, непрерывно измеряют, используя поверхностный дефектометр в оперативном режиме. Дефекты вне поверхности, дефекты заливины (дефекты, вызванные флюсом литейной формы, дефекты, вызванные пузырьками, дефекты, вызванные включениями) и дефекты - газовые раковины - определяются по появлению дефектов, при анализе методом сканирующей электронной микроскопии (СЭМ), при анализе индуцируемой плазмой (или подобными методами), причем дефекты после цинкования оцениваются на основании количества дефектов на 1 м длины полосы рулона в соответствии со следующими ниже критериями. В критериях дефектности после цинкования первый символ (хорошая) указывает количество дефектов заливины (по таким же критериям оценки, как в примере 1) и второй символ (очень хорошая, хорошая, удовлетворительная, плохая) указывает количество дефектов - газовых раковин. Первый символ "хорошая" указывает, что количество дефектов составляет 0,01 штук или меньше, и количество дефектов, которое указывает второй символ, означает следующее:
очень хорошая: количество дефектов составляет 0,0200×10-2 или меньше,
хорошая: количество дефектов составляет больше чем 0,0200×10-2 и 0,0250×10-2 или меньше,
удовлетворительная: количество дефектов составляет больше чем 0,0250×10-2 и 0,0350×10-2 или меньше
плохая: количество дефектов составляет больше чем 0,0350×10-2.
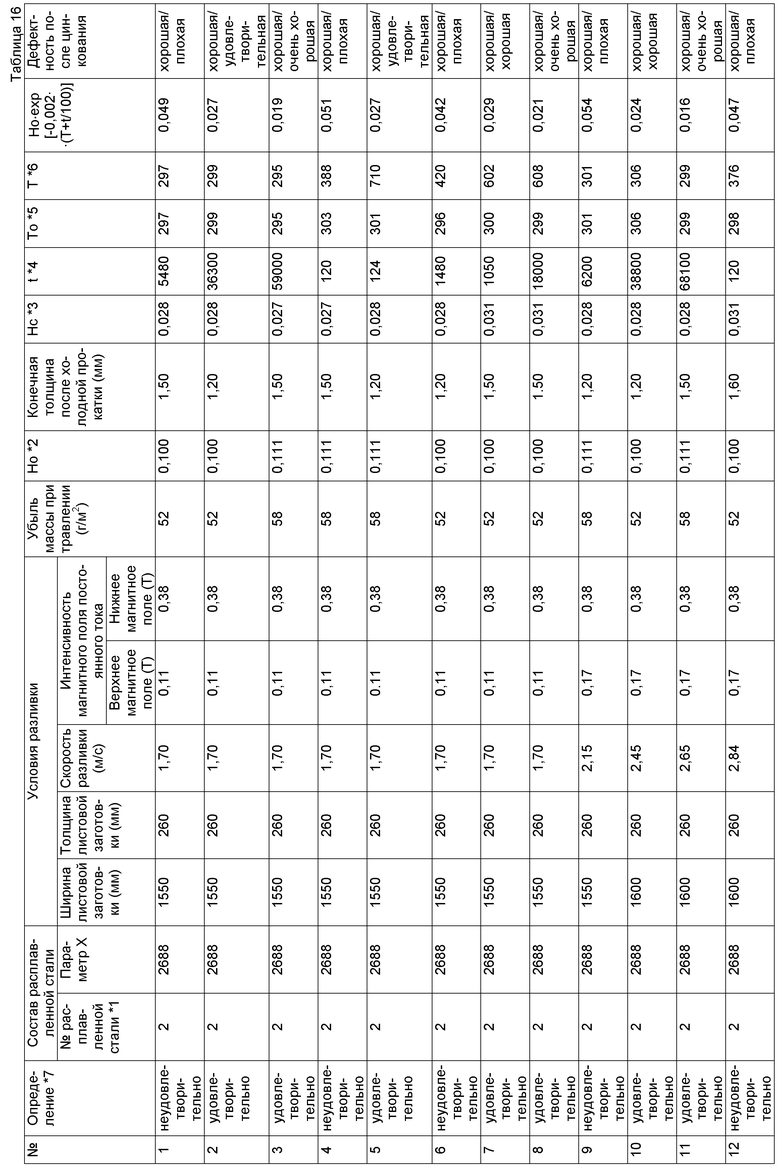
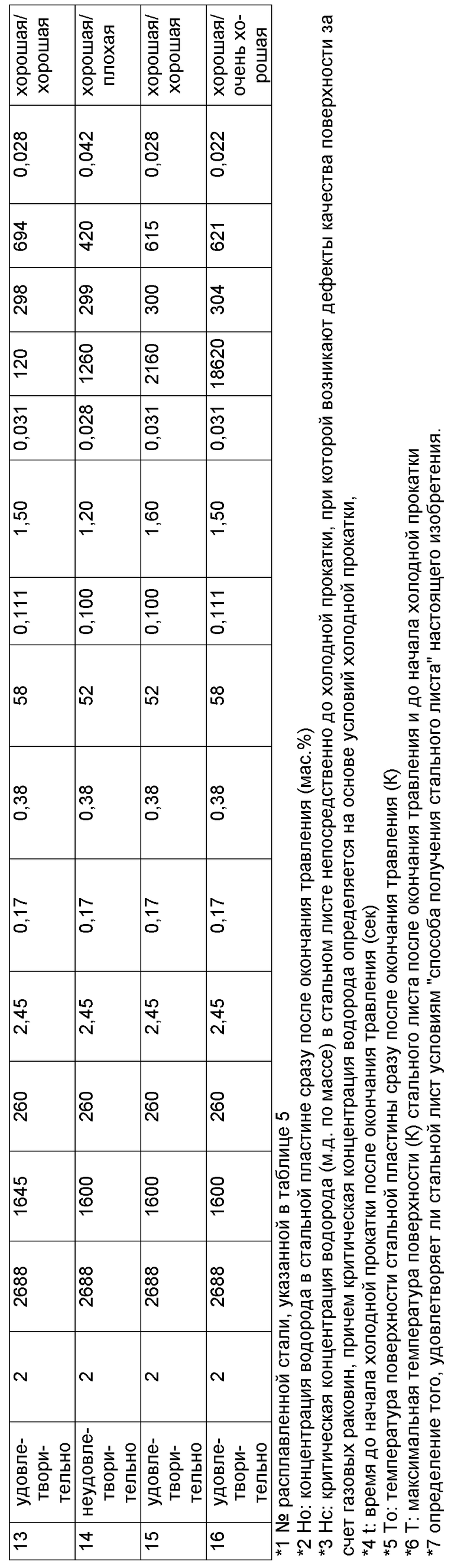
Все примеры от №1 до №16 настоящего изобретения удовлетворяют условиям непрерывной разливки настоящего изобретения. С другой стороны, хотя данные для примеров №2, №3, №5, №7, №8, №10, №11, №13, №15 и №16 соответствуют формуле (1a), которая отражает условия производства стального листа настоящего изобретения, данные примеров №1, №4, №6, №9, №12 и №14, не соответствуют формуле (1a). Согласно указанным примерам, установлено, что в примерах, соответствующих формуле (1а), которая отражает условия производства стального листа настоящего изобретения, появление дефектов - газовых раковин - может быть подавлено более эффективно.
Сверх того, также установлено, что чем меньше значение Hо·exp[-0,002·(T+t/100)] для величины Hc, тем значительнее проявляется эффект, предотвращающий появление дефектов - газовых раковин. В частности, когда разность между величиной Hc и значением Hо·exp[0,002·(T+t/100)] составляет 0,005 или больше, количество дефектов после цинкования является весьма незначительным, и поэтому указанное регулирование является предпочтительным. После травления горячекатаный стальной лист до холодной прокатки можно нагревать до более высокой температуры, чем температура стального листа сразу после травления. Значение Hо·exp[-0,002·(T+t/100)] можно снизить путем повышения температуры Т, и поэтому указанное нагревание является эффективным для предотвращения дефектов - газовых раковин.
Промышленная применимость
Согласно способу непрерывной разливки настоящего изобретения, возможно получение листовой заготовки, имеющей высокое качество, не только с малым количеством дефектов, вызванных неметаллическими включениями и частицами флюса литейной формы, которые традиционно рассматриваются как проблемные, но также с малым количеством дефектов, вызванных мелкими пузырьками и мелкими неметаллическими включениями. Кроме того, в частности, путем оптимизации глубины погружения патрубка, внутреннего диаметра погружаемого патрубка и пропускного сечения выпускного отверстия для расплавленной стали, возможно получение листовой заготовки, имеющей повышенное качество. Однако сверх того, согласно способу производства стального листа, может быть получен стальной лист, имеющий высокое качество, с очень небольшим количеством газовых раковин.
Перечень обозначенных позиций
1 - литейная форма
2 - погружаемый патрубок
3а, 3b - верхние полюса магнита
4а, 4b - нижние полюса магнита
5 - затвердевающая корка
6 - мениск
10 - длинная сторона литейной формы
11 - торцевая сторона литейной формы
21 - нижняя часть
20 - выпускное отверстие для расплавленной стали
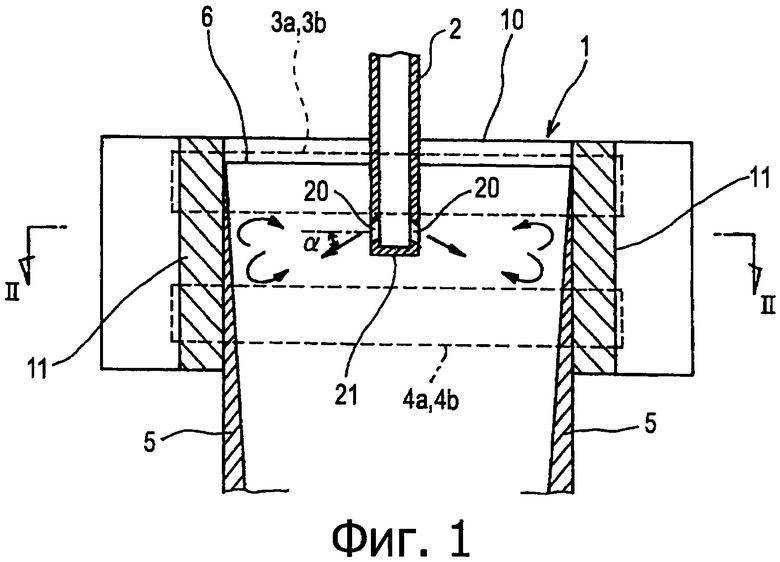
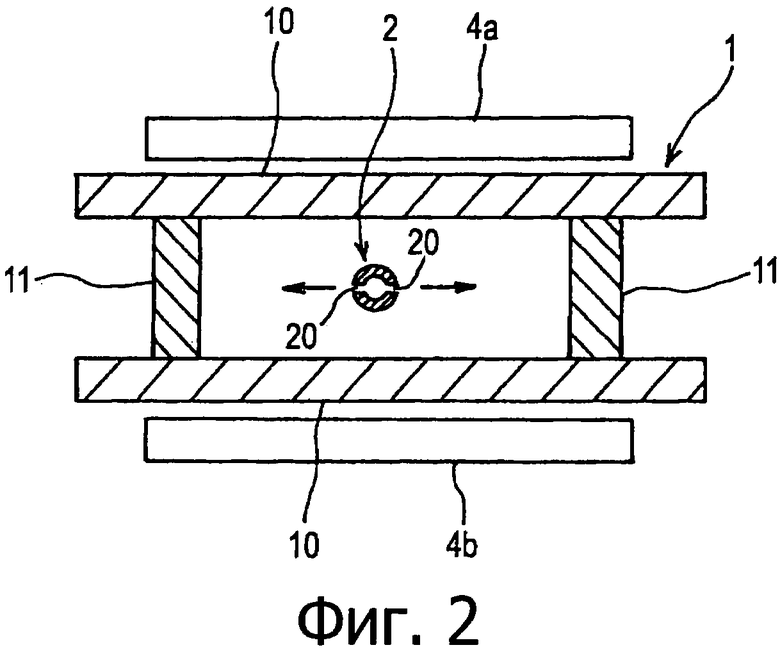
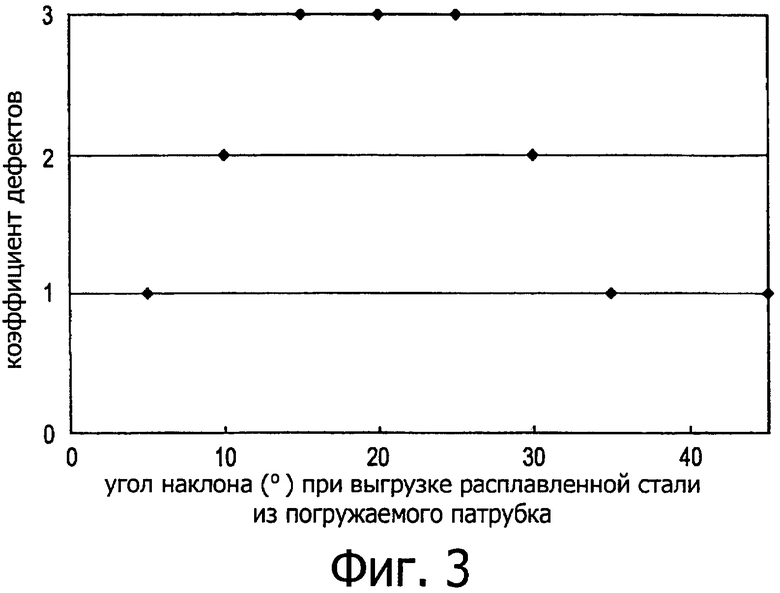
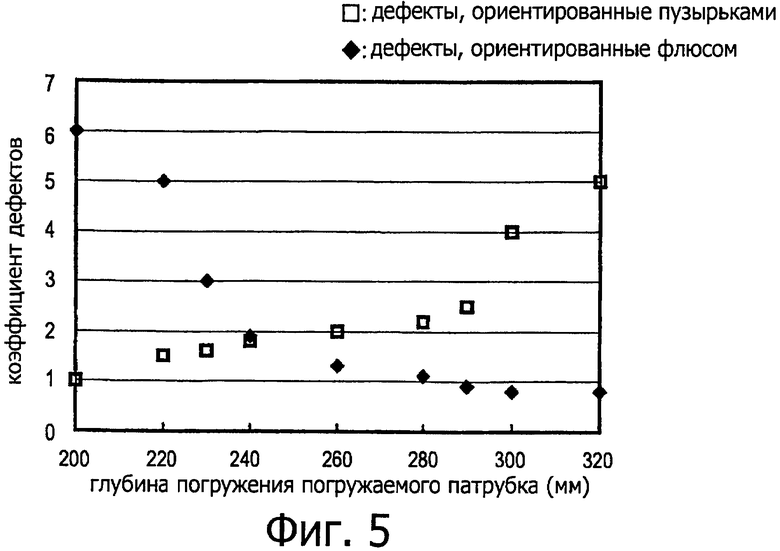
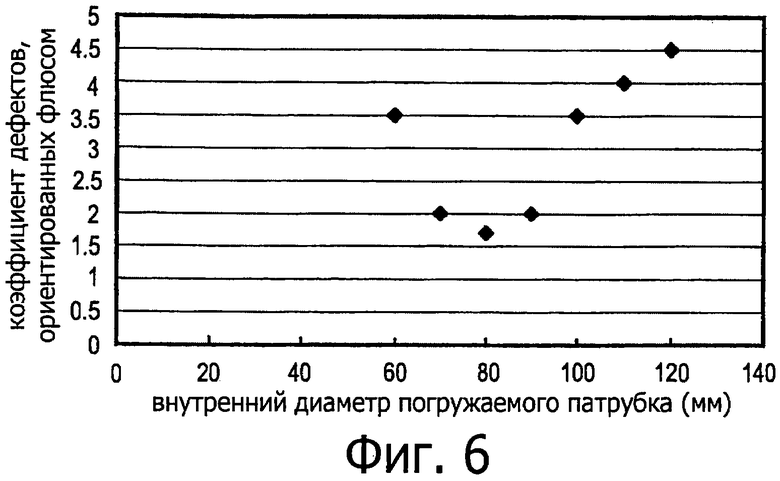
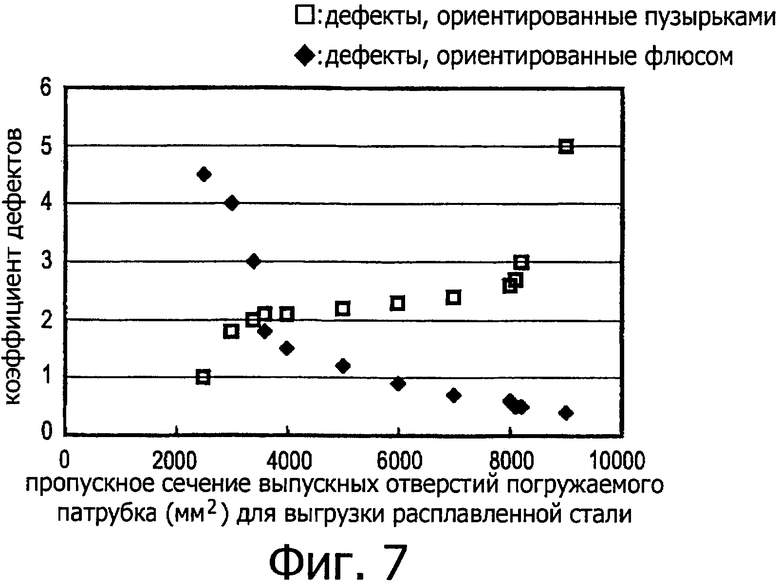
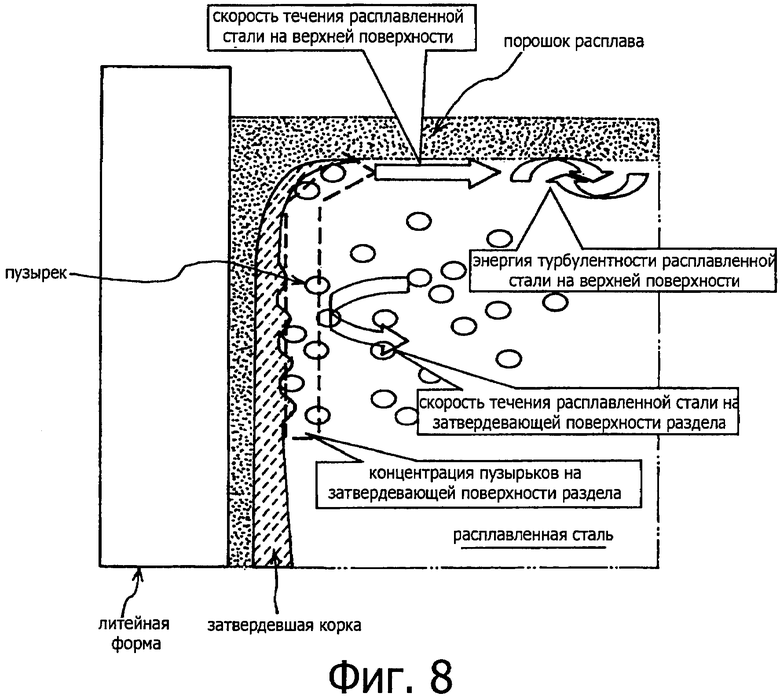
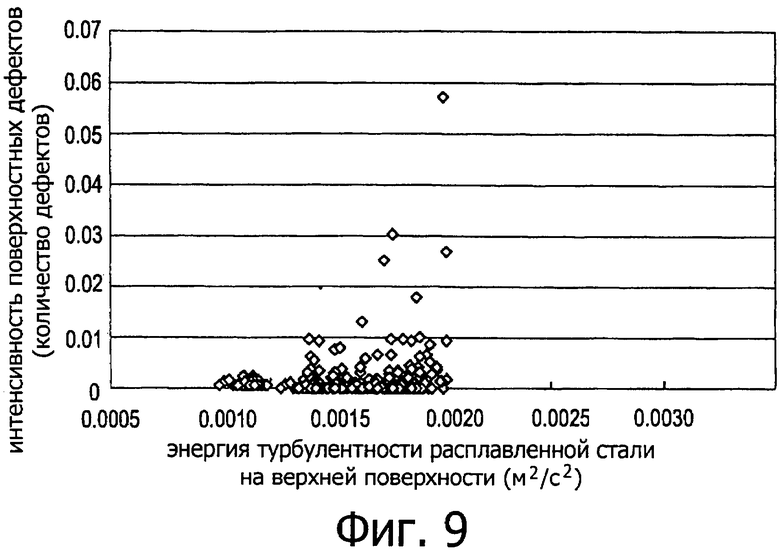
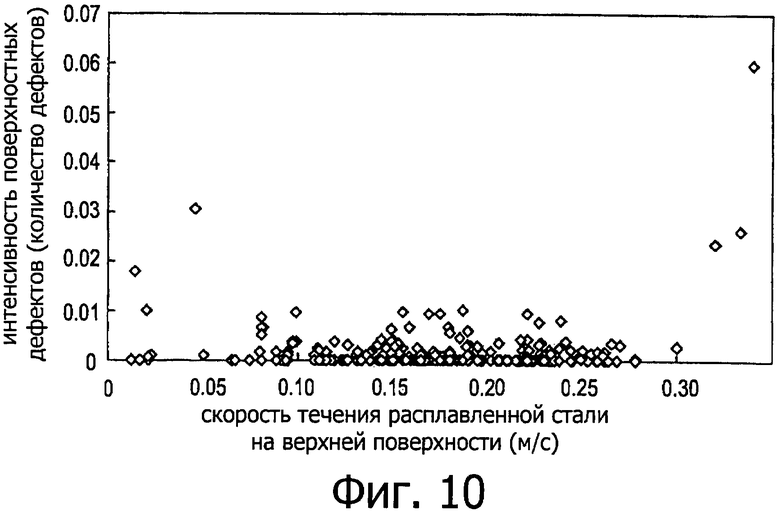
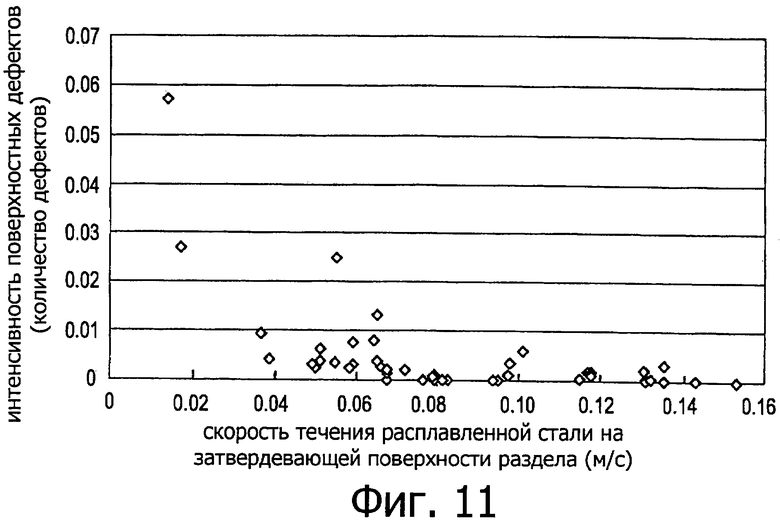
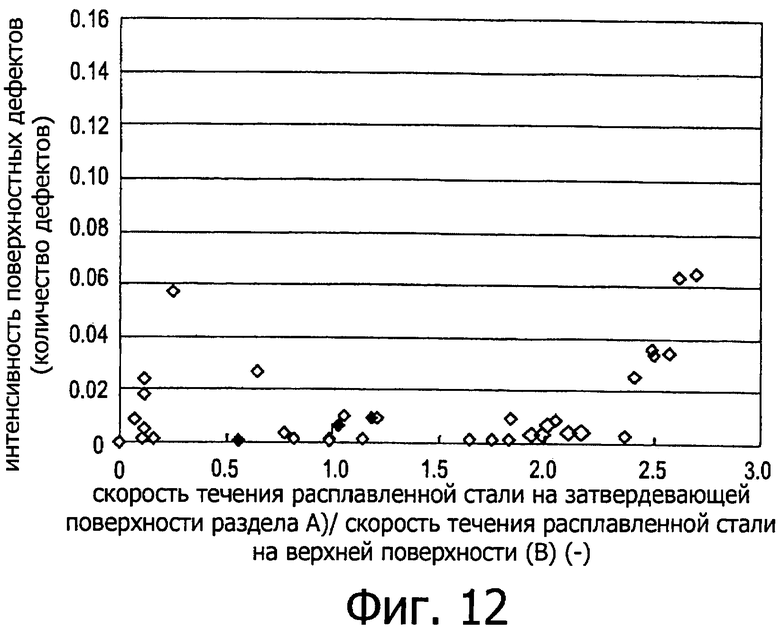
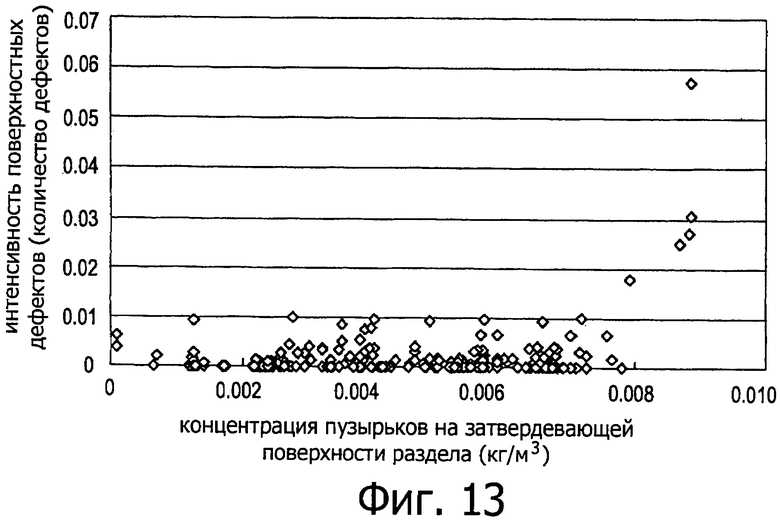
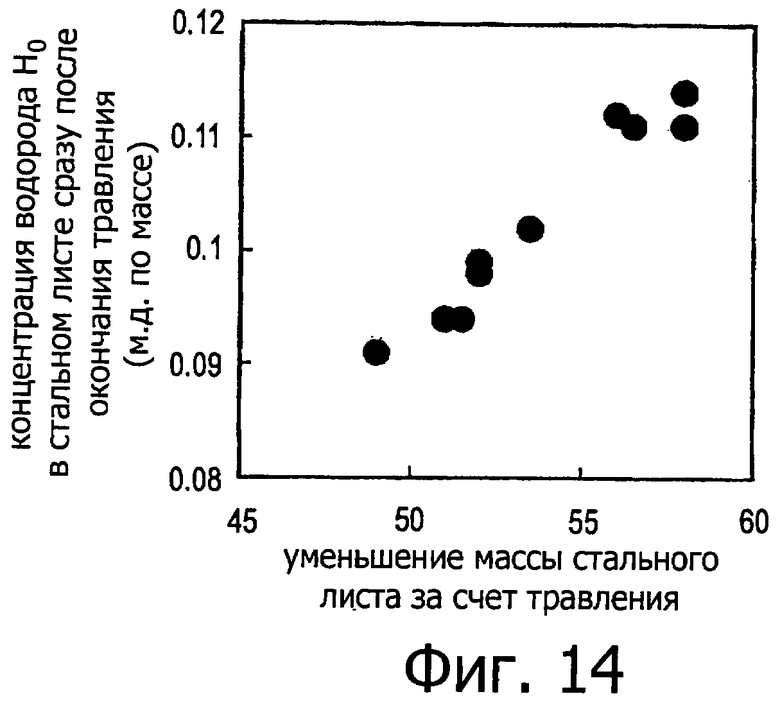
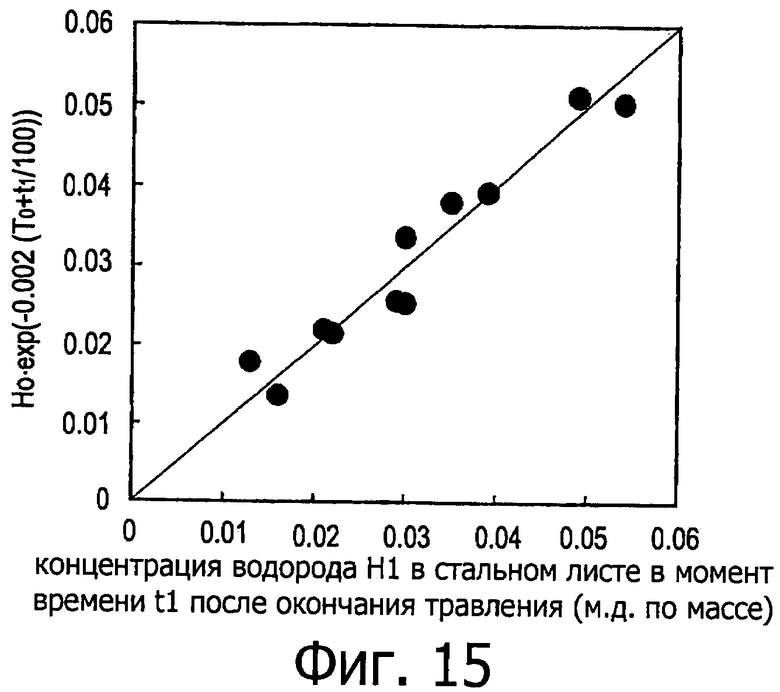
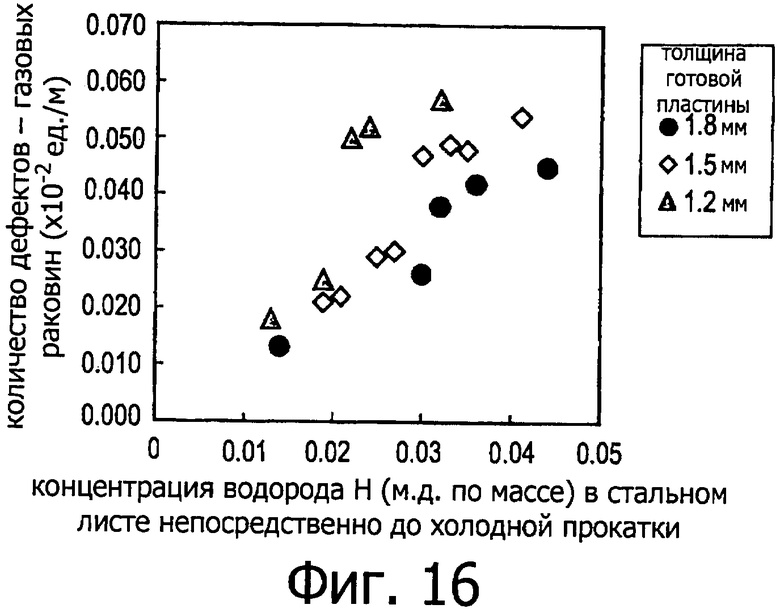
Непрерывную разливку стали с содержанием углерода 0,003 мас.% С или менее осуществляют на машине, которая содержит пару верхних полюсов магнита и пару нижних полюсов магнита и погружаемый патрубок с выпускными отверстиями, направленными вниз под углом 10° или более и меньше чем 30°. Выходящий из патрубка поток расплавленной стали тормозится магнитным полем постоянного тока, приложенным соответственно к верхним полюсам магнита и к нижним полюсам магнита. При разливке учитывают химический состав стали, градиент натяжения на поверхности раздела в граничном слое на передней поверхности затвердевающей корки и оптимизируют интенсивность магнитного поля постоянного тока в соответствии с шириной отливаемой листовой заготовки. Листовую заготовку подвергают горячей прокатке, травлению и последующей холодной прокатке с получением горячекатаного стального листа. Время до начала холодной прокатки и/или максимальную температуру поверхности стального листа регулируют. Повышается качество стального листа за счет уменьшения присутствия газовых и неметаллических включений в расплавленной стали, находящейся в литейной форме. 2 н. и 21 з.п. ф-лы, 16 ил., 16 табл.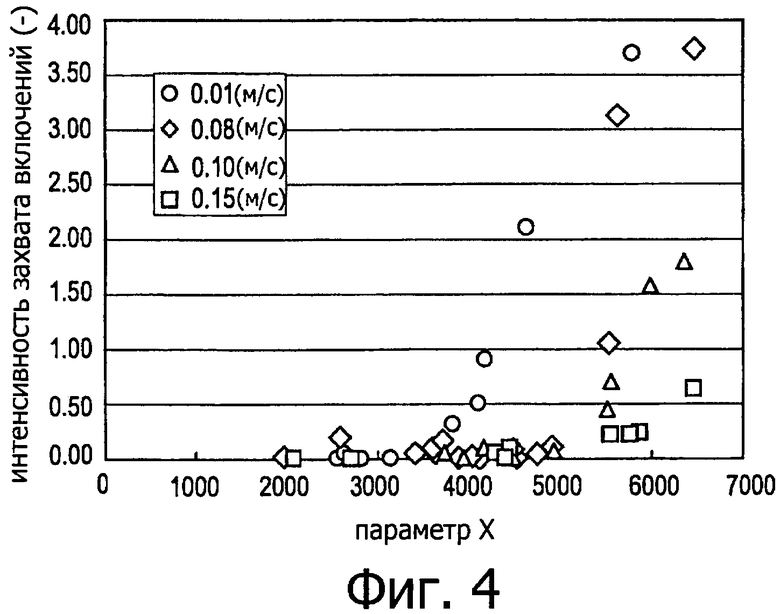
1. Способ непрерывной разливки стали с содержанием углерода 0,003 мас.% или меньше, включающий непрерывную разливку стали с использованием машины непрерывной разливки, содержащей пару верхних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, помещенной между полюсами, и пару нижних полюсов магнита, лицевые поверхности которых расположены противоположно длинной стороне литейной формы, соответственно помещенной между полюсами, погружаемый патрубок с выгрузкой расплавленной стали под углом из выпускного отверстия, направленного вниз от горизонтального направления на уровне 10° или больше и меньше 30°, причем выпускное отверстие для расплавленной стали располагают между точкой максимума магнитного поля верхних полюсов магнита и точкой максимума магнитного поля нижних полюсов магнита, при этом осуществляют торможение течения расплавленной стали магнитным полем постоянного тока, приложенным к паре верхних полюсов магнита и к паре нижних полюсов магнита, причем расплавленную сталь, содержащую химические компоненты, определяемые по формуле
где [%Ti] - содержание Ti в расплавленной стали (мас.%),
[%S] - содержание S в расплавленной стали (мас.%),
[%O] - содержание О в расплавленной стали (мас.%),
и удовлетворяющие условию Х≤5000, непрерывно разливают со скоростью 0,75 м/мин или больше и в соответствии со следующими условиями (X) и (Y):
условие (X): если ширина отливаемой листовой заготовки и скорость разливки попадают в указанные ниже диапазоны от (а) до (i), то интенсивность магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляет от 0,03 до 0,15 Т, а интенсивность магнитного поля постоянного тока, приложенного к нижним полюсам магнита, составляет от 0,24 до 0,45 Т, при этом:
(a) ширина листовой заготовки составляет меньше 950 мм и скорость разливки меньше 2,05 м/мин,
(b) ширина листовой заготовки составляет 950 мм или больше и меньше 1050 мм и скорость разливки меньше 2,25 м/мин,
(c) ширина листовой заготовки составляет 1050 мм или больше и меньше 1350 мм и скорость разливки меньше 2,35 м/мин,
(d) ширина листовой заготовки составляет 1350 мм или больше и меньше 1450 мм и скорость разливки меньше чем 2,25 м/мин,
(e) ширина листовой заготовки составляет 1450 мм или больше и меньше 1650 мм и скорость разливки меньше 2,15 м/мин,
(f) ширина листовой заготовки составляет 1650 мм или больше и меньше 1750 мм и скорость разливки меньше 2,05 м/мин,
(g) ширина листовой заготовки составляет 1750 мм или больше и меньше 1850 мм и скорость разливки меньше 1,95 м/мин,
(h) ширина листовой заготовки составляет 1850 мм или больше и меньше 1950 мм и скорость разливки меньше 1,85 м/мин, и
(i) ширина листовой заготовки составляет 1950 мм или больше и меньше 2150 мм и скорость разливки меньше 1,75 м/мин,
условие (Y): если ширина отливаемой листовой заготовки и скорость разливки попадают в указанные ниже диапазоны от (j) до (s), то интенсивность магнитного поля постоянного тока, приложенного к верхним полюсам магнита, составляет больше 0,15-0,30 Т, а интенсивность магнитного поля постоянного тока, приложенного к нижним полюсам магнита, составляет от 0,24 до 0,45 Т, при этом:
(j) ширина листовой заготовки составляет меньше 950 мм и скорость разливки составляет 2,05 м/мин или больше и 3,05 м/мин или меньше,
(k) ширина листовой заготовки составляет 950 мм или больше и меньше 1050 мм и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(l) ширина листовой заготовки составляет 1050 мм или больше и меньше 1350 мм и скорость разливки составляет 2,35 м/мин или больше и 3,05 м/мин или меньше,
(m) ширина листовой заготовки составляет 1350 мм или больше и меньше 1450 мм и скорость разливки составляет 2,25 м/мин или больше и 3,05 м/мин или меньше,
(n) ширина листовой заготовки составляет 1450 мм или больше и меньше 1550 мм и скорость разливки составляет 2,15 м/мин или больше и 3,05 м/мин или меньше,
(о) ширина листовой заготовки составляет 1550 мм или больше и меньше 1650 мм и скорость разливки составляет 2,15 м/мин или больше и 2,85 м/мин или меньше,
(р) ширина листовой заготовки составляет 1650 мм или больше и меньше чем 1750 мм и скорость разливки составляет 2,05 м/мин или больше и 2,65 м/мин или меньше,
(q) ширина листовой заготовки составляет 1750 мм или больше и меньше 1850 мм и скорость разливки составляет 1,95 м/мин или больше и 2,55 м/мин или меньше,
(r) ширина листовой заготовки составляет 1850 мм или больше и меньше 1950 мм и скорость разливки составляет 1,85 м/мин или больше и 2,55 м/мин или меньше, и
(s) ширина листовой заготовки составляет 1950 мм или больше и меньше 2150 мм и скорость разливки составляет 1,75 м/мин или больше и 2,55 м/мин или меньше.
2. Способ получения стального листа, включающий горячую прокатку листовой заготовки, полученной способом непрерывной разливки по п.1, травление горячекатаного стального листа и последующую холодную прокатку горячекатаного стального листа, при этом время t и/или максимальную температуру поверхности Т стального листа регулируют в соответствии со следующей формулой (1а)
где Но - концентрация водорода в стальном листе сразу после окончания травления, м.д. по массе,
Hc - критическая концентрация водорода в стальном листе непосредственно до холодной прокатки, при которой возникают дефекты качества поверхности за счет газовых раковин, причем критическую концентрацию водорода определяют на основе условий холодной прокатки, м.д. по массе,
t - время до начала холодной прокатки после окончания травления, с,
Т - максимальная температура поверхности Т стального листа после окончания травления и до начала холодной прокатки, К.
3. Способ непрерывной разливки стали по п.1, в котором глубина погружения патрубка имеет значение, попадающее в диапазон от 230 до 290 мм.
4. Способ непрерывной разливки стали по п.1, в котором внутренний диаметр патрубка в позиции, где образуется выпускное отверстие для расплавленной стали, имеет значение, попадающее в диапазон от 70 до 90 мм.
5. Способ непрерывной разливки стали по п.1, в котором пропускное сечение каждого указанного выпускного отверстия погружаемого патрубка для расплавленной стали имеет значение, попадающее в диапазон от 3600 до 8100 мм2.
6. Способ непрерывной разливки стали по п.1, в котором глубина погружения патрубка имеет значение, попадающее в диапазон от 230 до 290 мм, внутренний диаметр патрубка в позиции образования выпускного отверстия для расплавленной стали имеет значение, попадающее в диапазон от 70 до 90 мм, и пропускное сечение каждого указанного выпускного отверстия погружаемого патрубка для расплавленной стали имеет значение, попадающее в диапазон от 3600 до 8100 мм2.
7. Способ непрерывной разливки стали по п.1, в котором энергия турбулентности расплавленной стали на верхней поверхности в литейной форме имеет значение, попадающее в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности составляет 0,30 м/с или меньше и скорость течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка имеет значение, попадающее в диапазон от 0,08 до 0,15 м/с.
8. Способ непрерывной разливки стали по п.7, в котором скорость течения расплавленной стали на верхней поверхности в литейной форме имеет значение, попадающее в диапазон от 0,05 до 0,30 м/с.
9. Способ непрерывной разливки стали по п.7, в котором отношение А/В между скоростью течения расплавленной стали в литейной форме на поверхности раздела расплавленная сталь/затвердевающая корка (А) и скоростью течения расплавленной стали на верхней поверхности (В) имеет значение, попадающее в диапазон от 1,0 до 2,0.
10. Способ непрерывной разливки стали по п.1, в котором энергия турбулентности расплавленной стали на верхней поверхности в литейной форме имеет значение, попадающее в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности составляет от 0,05 до 0,30 м/с или меньше, скорость течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка имеет значение, попадающее в диапазон от 0,08 до 0,15 м/с, и отношение А/В между скоростью течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка (А) и скоростью течения расплавленной стали на верхней поверхности (В) имеет значение, попадающее в диапазон от 1,0 до 2,0.
11. Способ непрерывной разливки стали по п.7, в котором концентрация пузырьков на поверхности раздела в литейной форме расплавленная сталь/затвердевающая корка составляет 0,008 кг/м3 или меньше.
12. Способ непрерывной разливки стали по п.11, в котором толщина листовой заготовки, которая будет отлита, имеет значение, попадающее в диапазон от 220 до 300 мм, и количество инертного газа, выпускаемого с поверхности внутренней стенки погружаемого патрубка, имеет значение, попадающее в диапазон от 3 до 25 норм. л/мин.
13. Способ получения стального листа по п.2, в котором глубина погружения патрубка имеет значение, попадающее в диапазон от 230 до 290 мм.
14. Способ получения стального листа по п.2, в котором внутренний диаметр погружаемого патрубка в позиции образования выпускного отверстия для расплавленной стали имеет значение, попадающее в диапазон от 70 до 90 мм.
15. Способ получения стального листа по п.2, в котором пропускное сечение каждого указанного выпускного отверстия для расплавленной стали в погружаемом патрубке имеет значение, попадающее в диапазон от 3600 до 8100 мм2.
16. Способ получения стального листа по п.2, в котором глубина погружения патрубка имеет значение, попадающее в диапазон от 230 до 290 мм, внутренний диаметр погружаемого патрубка в позиции образования выпускного отверстия для расплавленной стали имеет значение, попадающее в диапазон от 70 до 90 мм, пропускное сечение каждого указанного выпускного отверстия для расплавленной стали в погружаемом патрубке имеет значение, попадающее в диапазон от 3600 до 8100 мм2.
17. Способ получения стального листа по п.2, в котором энергия турбулентности расплавленной стали на верхней поверхности в литейной форме имеет значение, которое попадает в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности составляет 0,30 м/с или меньше и скорость течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка имеет значение, попадающее в диапазон от 0,08 до 0,15 м/с.
18. Способ получения стального листа по п.17, в котором скорость течения расплавленной стали на верхней поверхности в литейной форме имеет значение, попадающее в диапазон от 0,05 до 0,30 м/с.
19. Способ получения стального листа по п.17, в котором отношение А/В между скоростью течения расплавленной стали в литейной форме на поверхности раздела расплавленная сталь/затвердевающая корка (А) и скоростью течения расплавленной стали на верхней поверхности (В) имеет значение, попадающее в диапазон от 1,0 до 2,0.
20. Способ получения стального листа по п.2, в котором, что касается расплавленной стали в литейной форме, энергия турбулентности расплавленной стали на верхней поверхности имеет значение, попадающее в диапазон от 0,0010 до 0,0015 м2/с2, скорость течения расплавленной стали на верхней поверхности составляет от 0,05 до 0,30 м/с или меньше, скорость течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка имеет значение, попадающее в диапазон от 0,08 до 0,15 м/с, и отношение А/В между скоростью течения расплавленной стали на поверхности раздела расплавленная сталь/затвердевающая корка (А) и скоростью течения расплавленной стали на верхней поверхности (В) имеет значение, попадающее в диапазон от 1,0 до 2,0.
21. Способ получения стального листа по п.17, в котором концентрация пузырьков в литейной форме на поверхности раздела расплавленная сталь/затвердевающая корка составляет 0,008 кг/м3 или меньше.
22. Способ получения стального листа по п.21, в котором толщина листовой заготовки, которая будет отлита, имеет значение, попадающее в диапазон от 220 до 300 мм, и количество инертного газа, выпускаемого с поверхности внутренней стенки погружаемого патрубка, имеет значение, попадающее в диапазон от 3 до 25 норм. л/мин.
23. Способ получения стального листа по п.2, в котором горячекатаный стальной лист после травления и до холодной прокатки нагревают до более высокой температуры, чем температура стального листа сразу после окончания травления.
| JP 2005152954A, 16.06.2005 | |||
| US 5381857A, 17.01.1995 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2212977C2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

