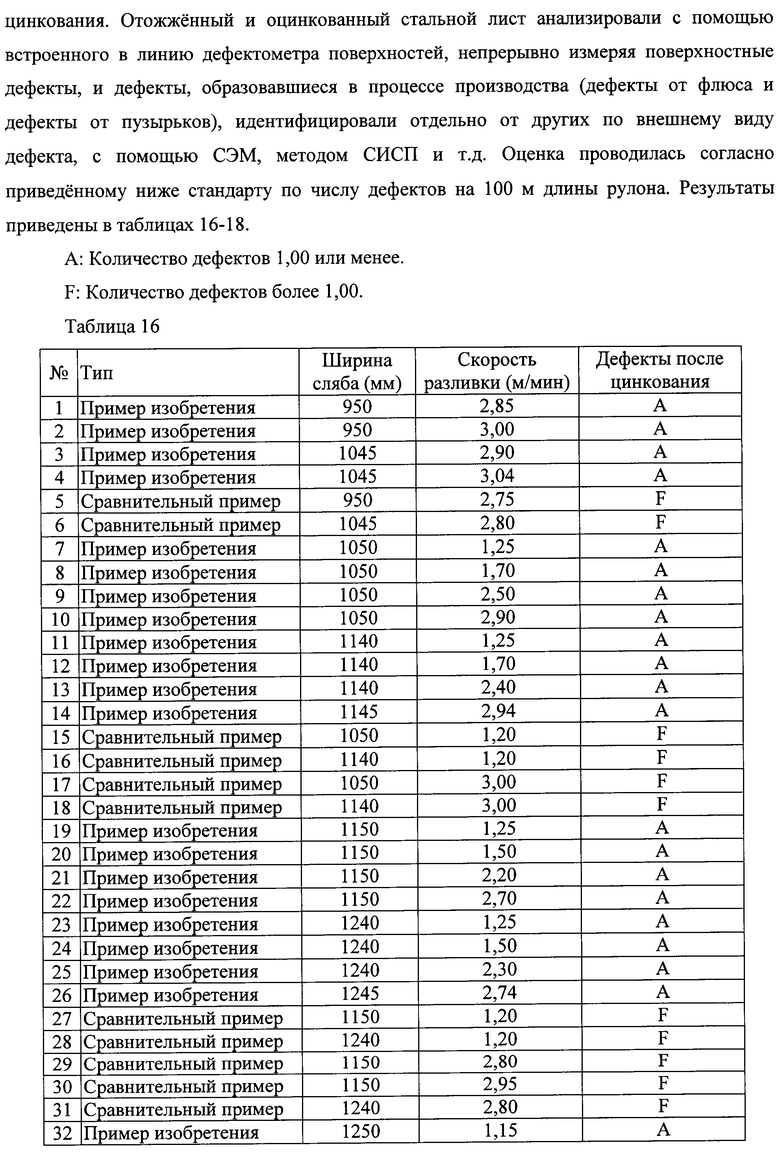
Текст описания приведен в факсимильном виде.

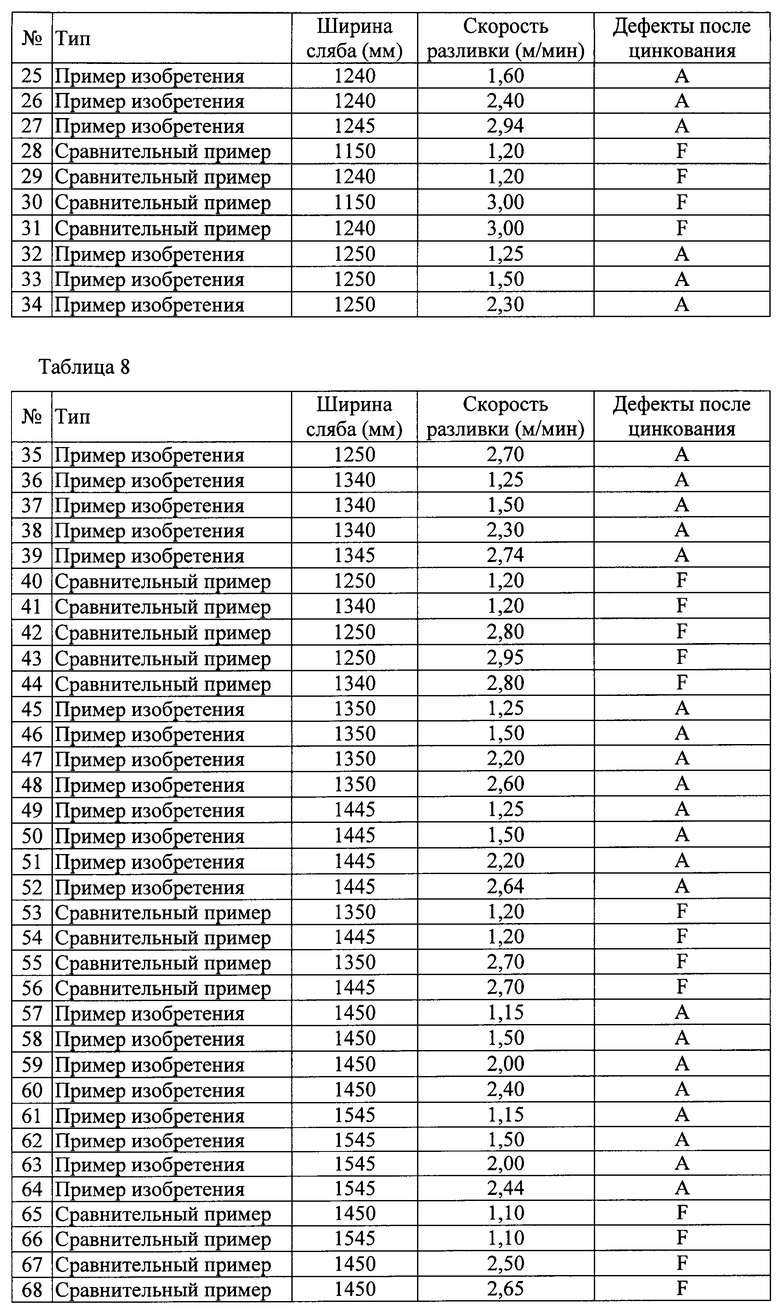
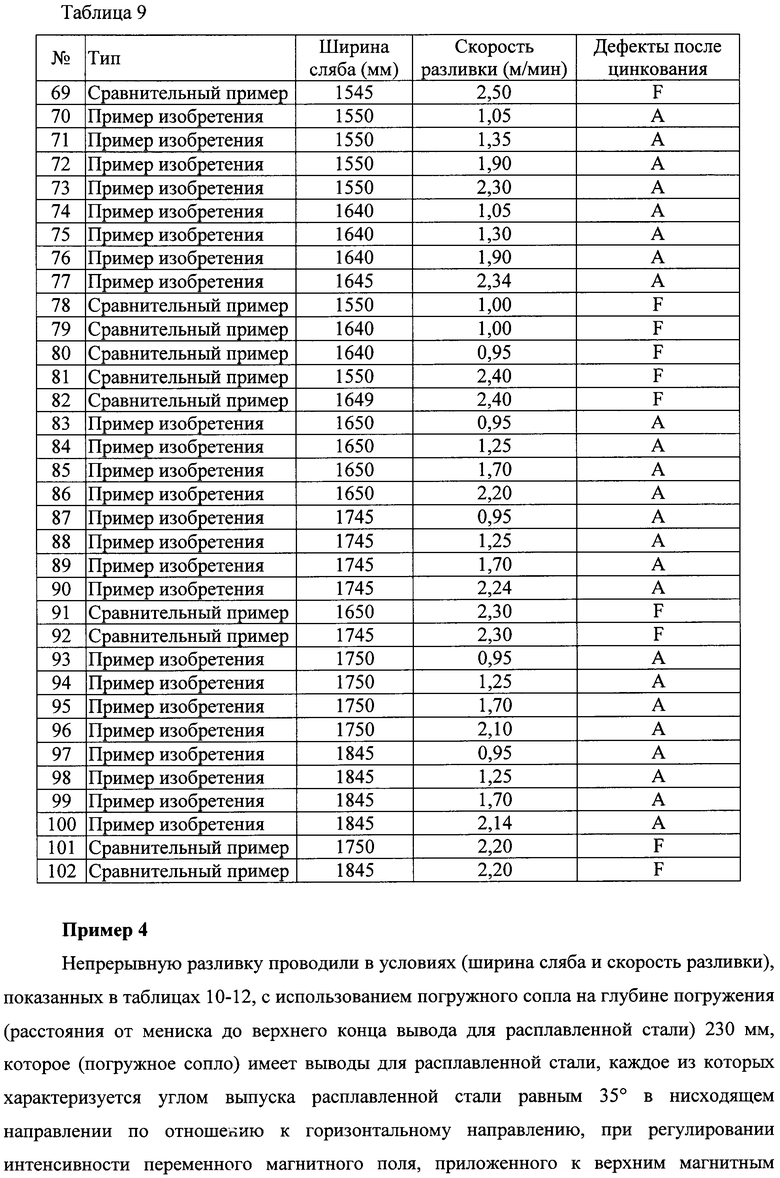
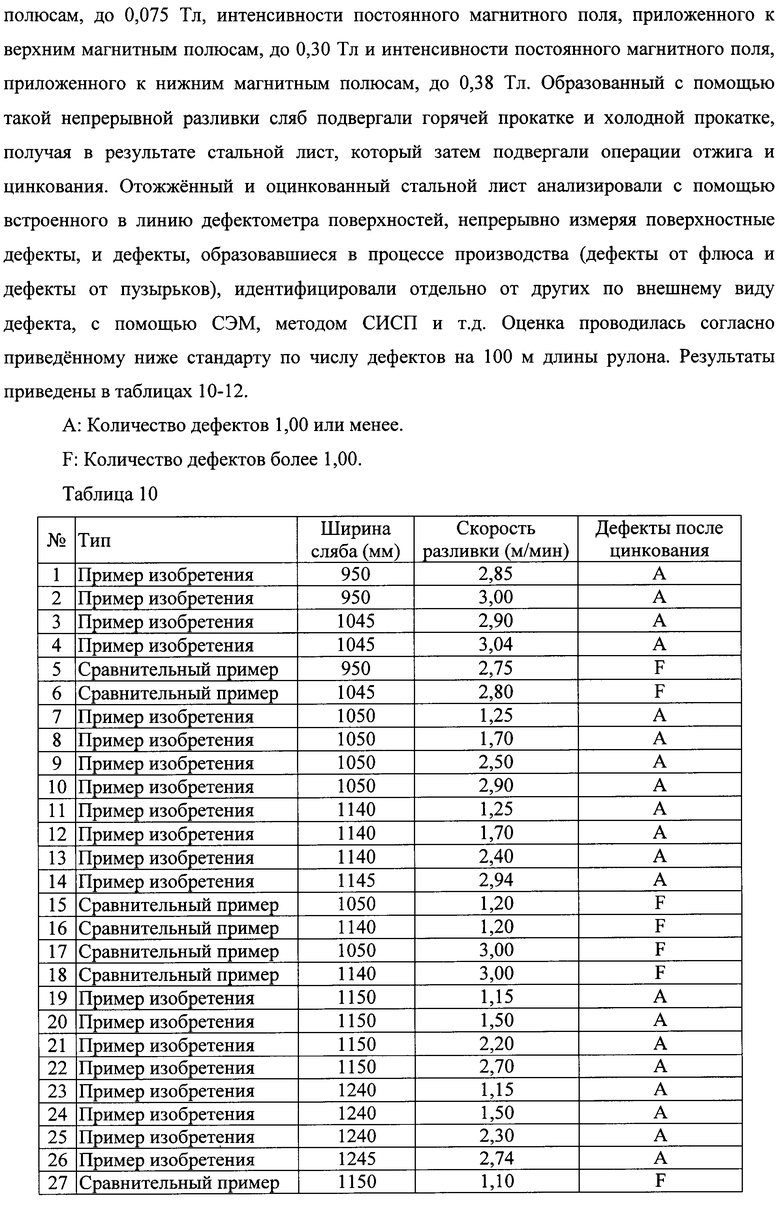
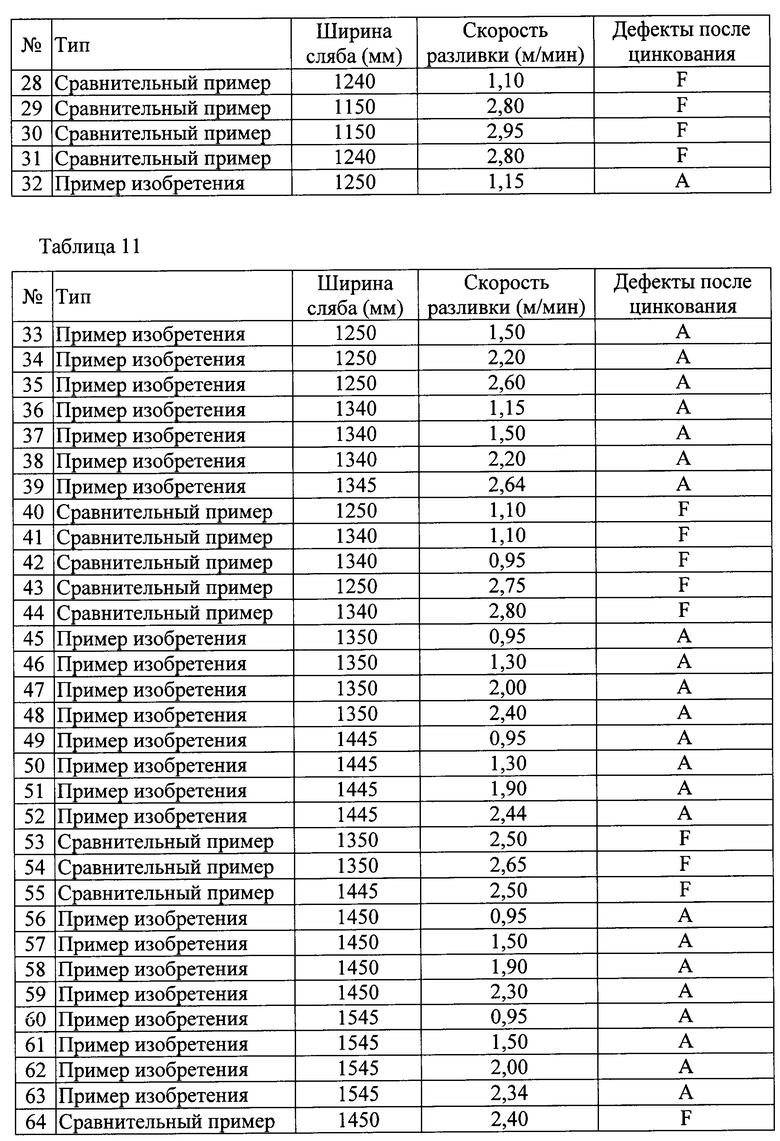


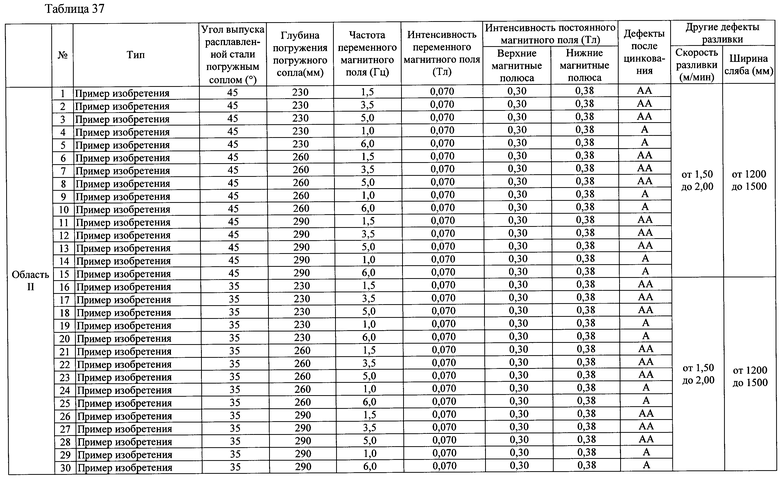
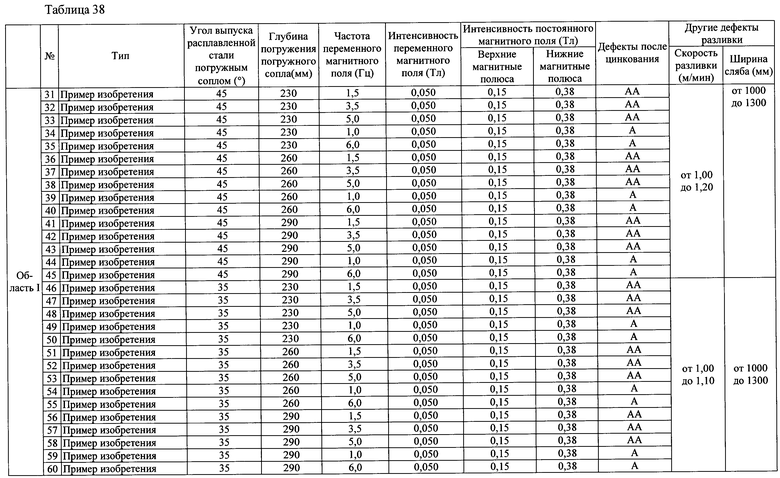
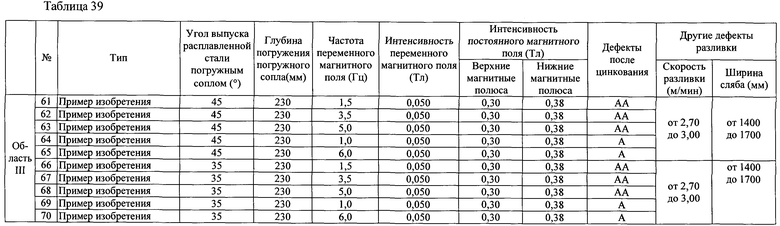
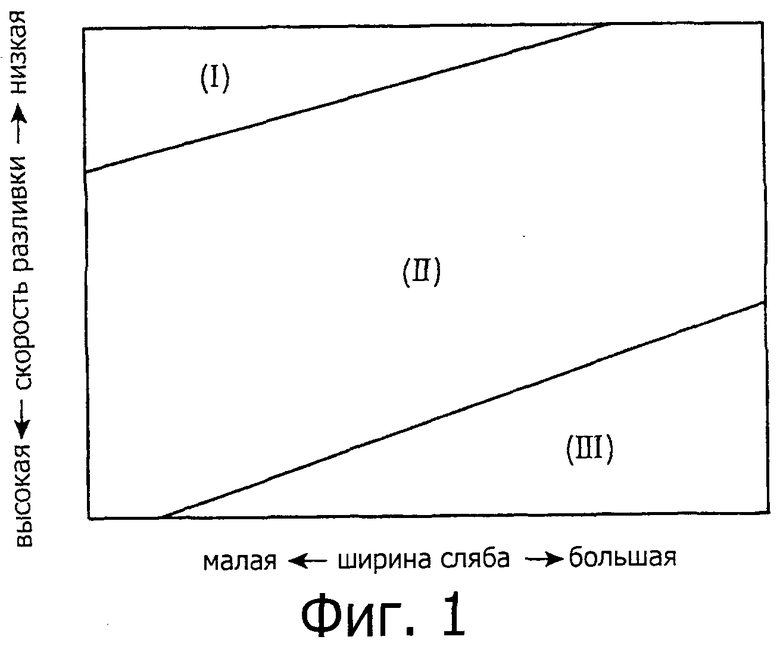
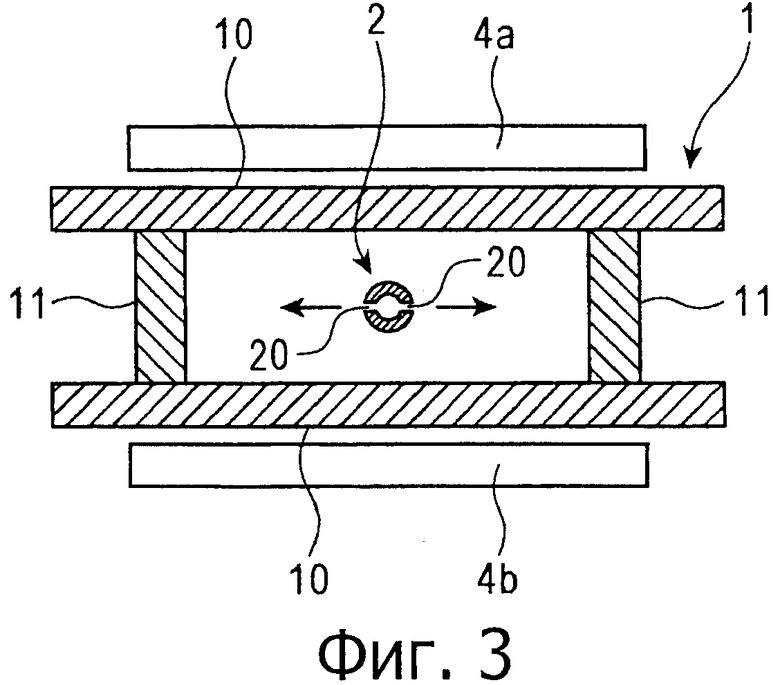
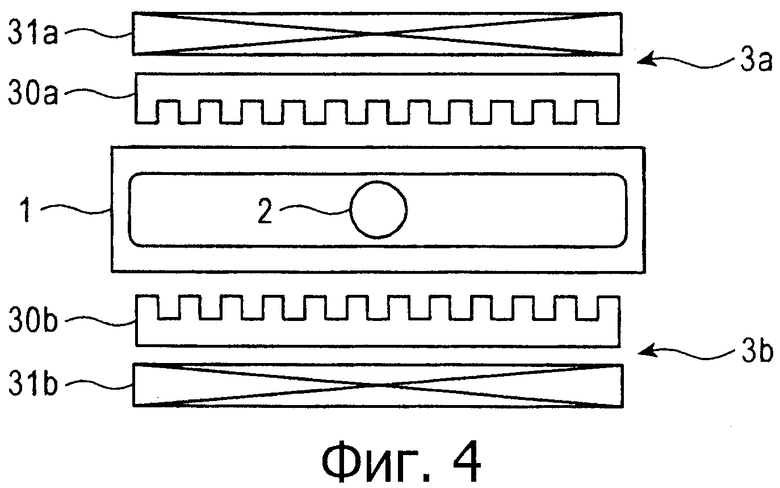
Изобретение относится к металлургии. Разливку стали осуществляют на машине непрерывного литья, которая содержит литейную форму, пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы один напротив другого вдоль длинной стороны формы. Разливку стали осуществляют через погружное сопло, имеющее вывод для расплавленной стали между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов. Постоянными магнитными полями, приложенными к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, осуществляют торможение потока расплавленной стали. Расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов. Интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, и интенсивности постоянных магнитных полей, приложенных к верхним магнитным полюсам и к нижним магнитным полюсам, регулируют в определенных диапазонах в зависимости от ширины отливаемого сляба. В результате получают высококачественный сляб, не имеющий газовых включений и включений флюса. 14 н. и 14 з.п. ф-лы, 11 ил., 39 табл., 17 пp.
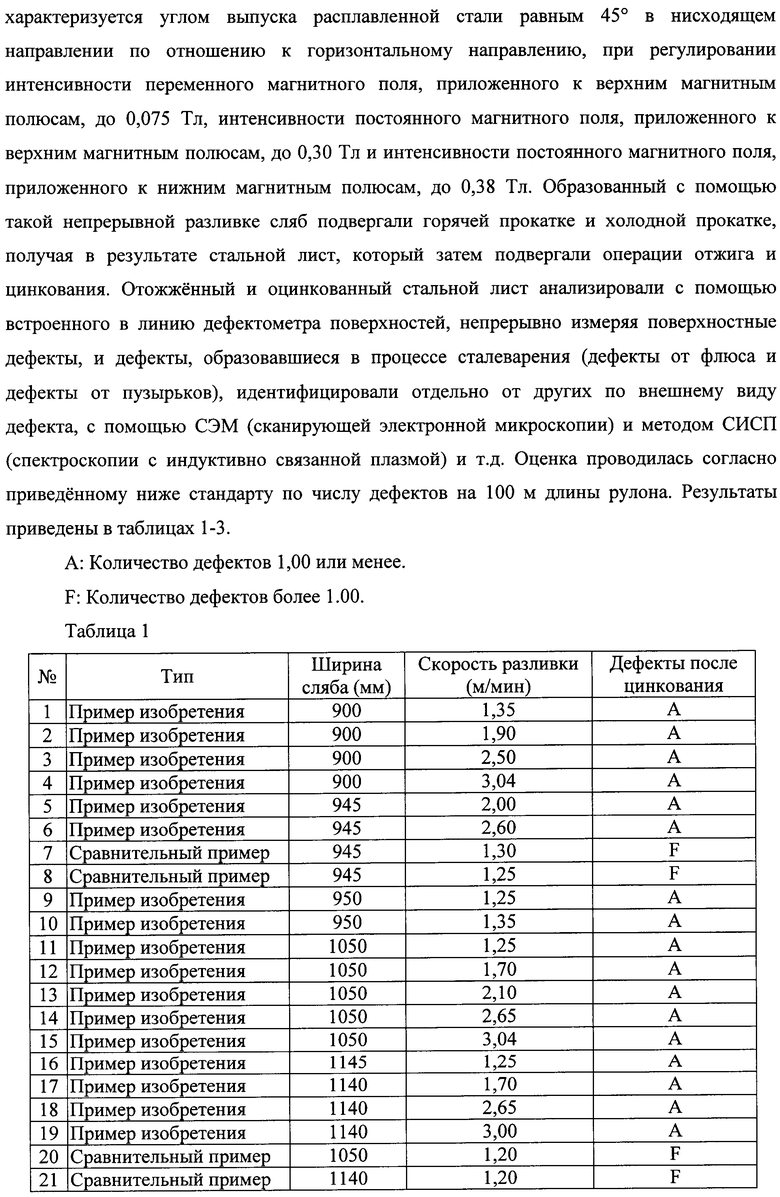
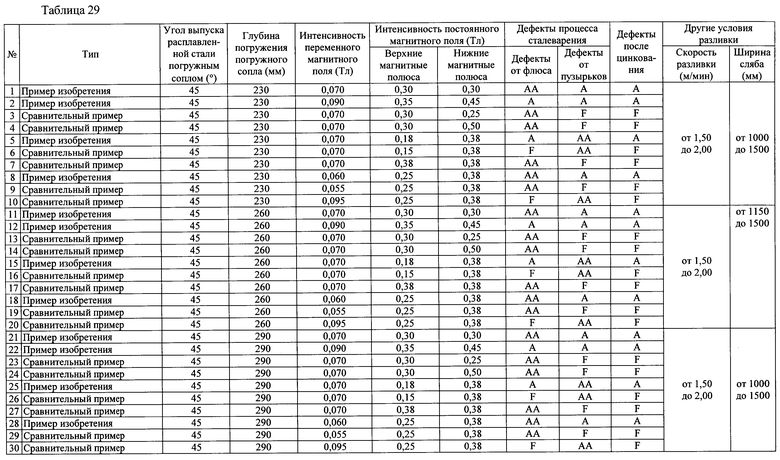
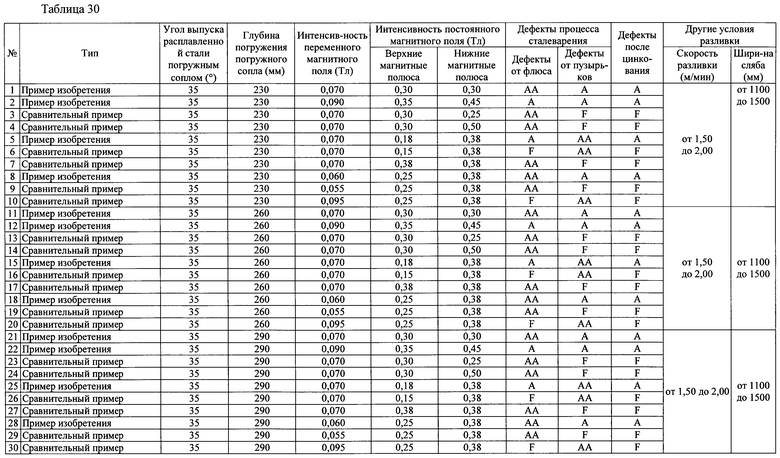
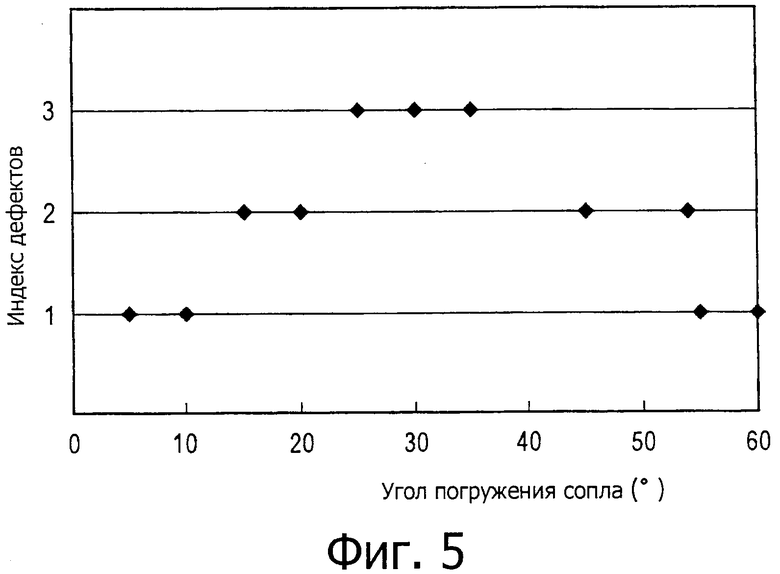
1. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 40° или больше, но меньше 55°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (i):
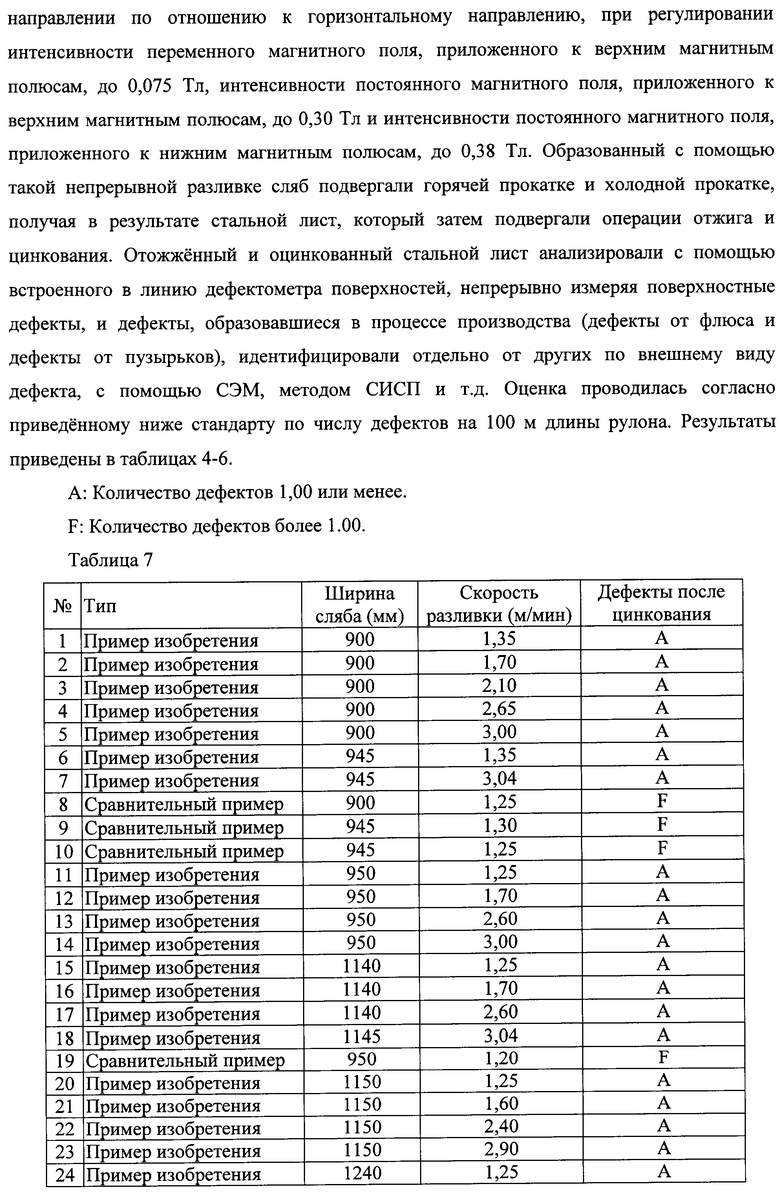
(a) при ширине сляба меньше 950 мм, скорость разливки составляет 1,35 м/мин или выше, но ниже 3,05 м/мин;
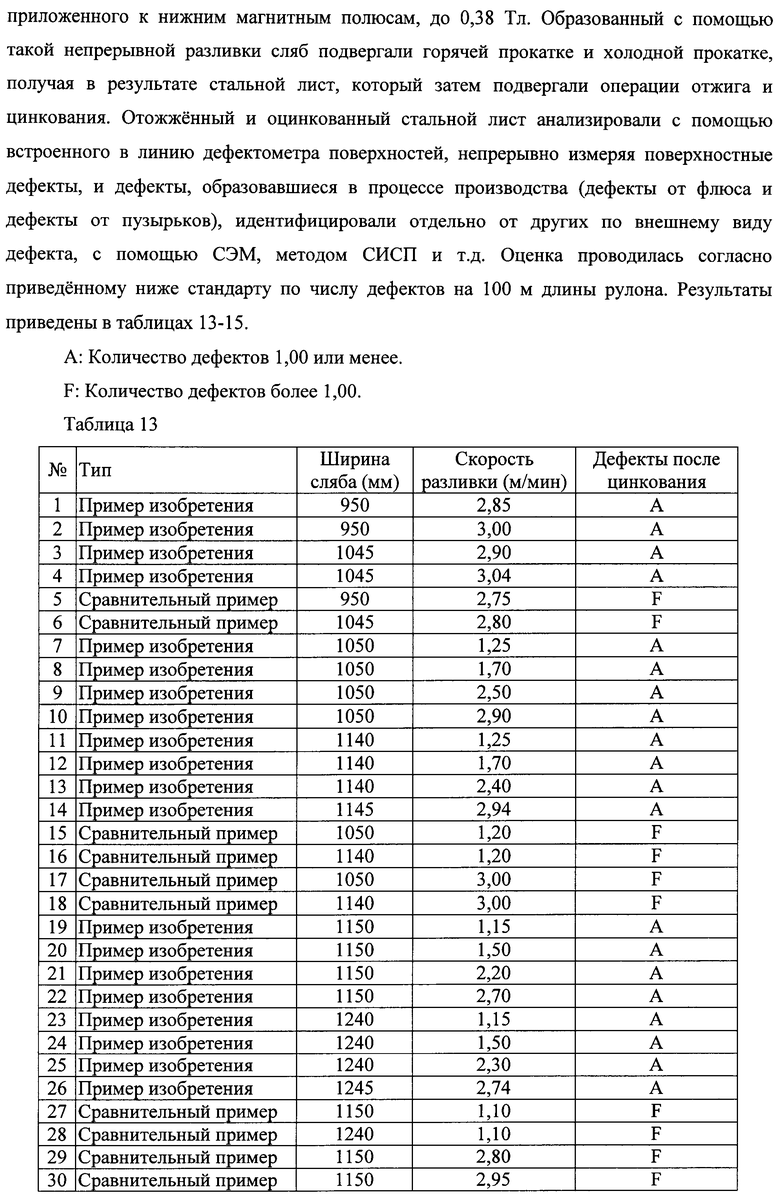
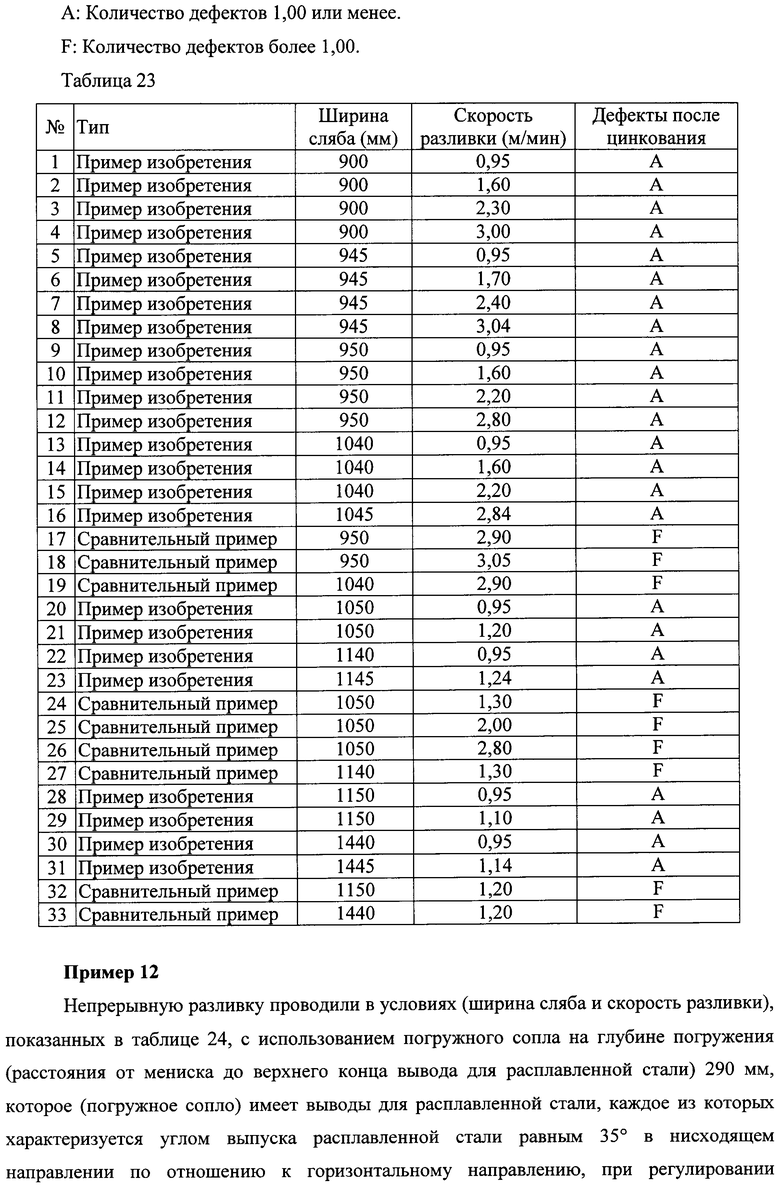
(b) при ширине сляба, равной 950 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 3,05 м/мин;
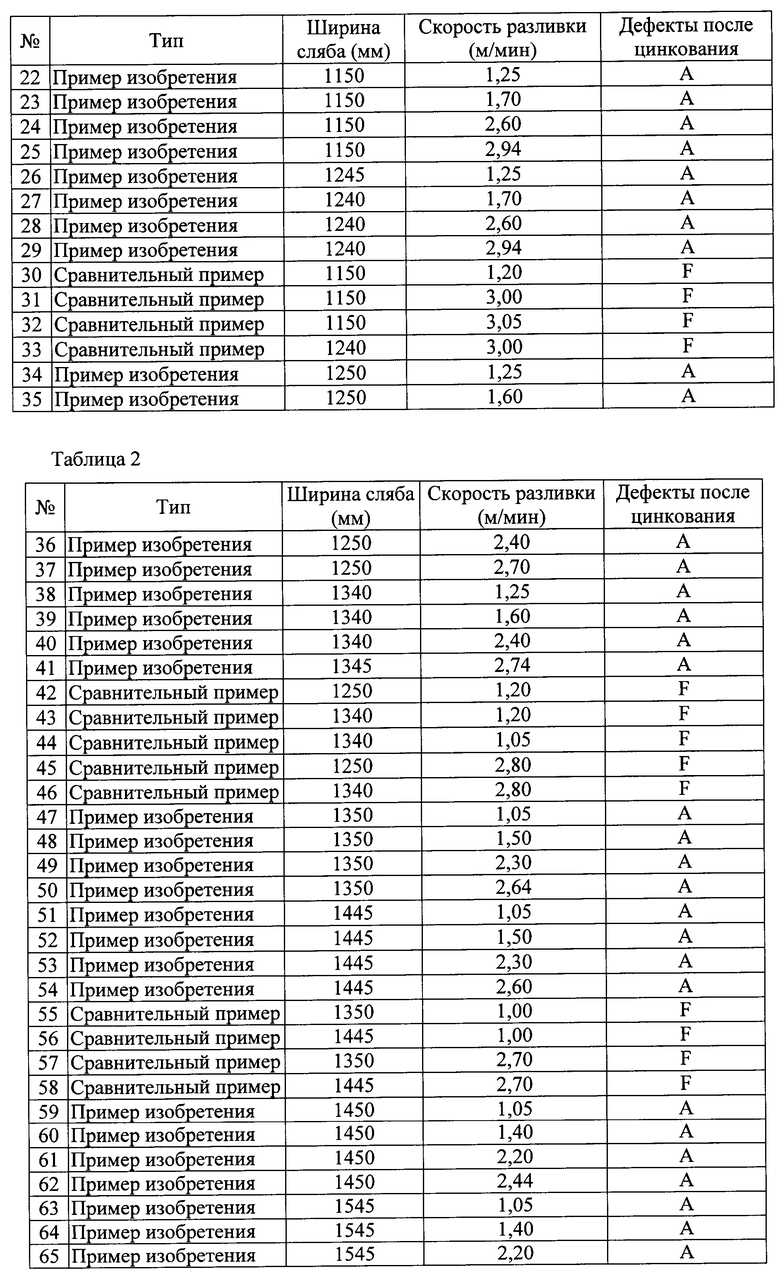
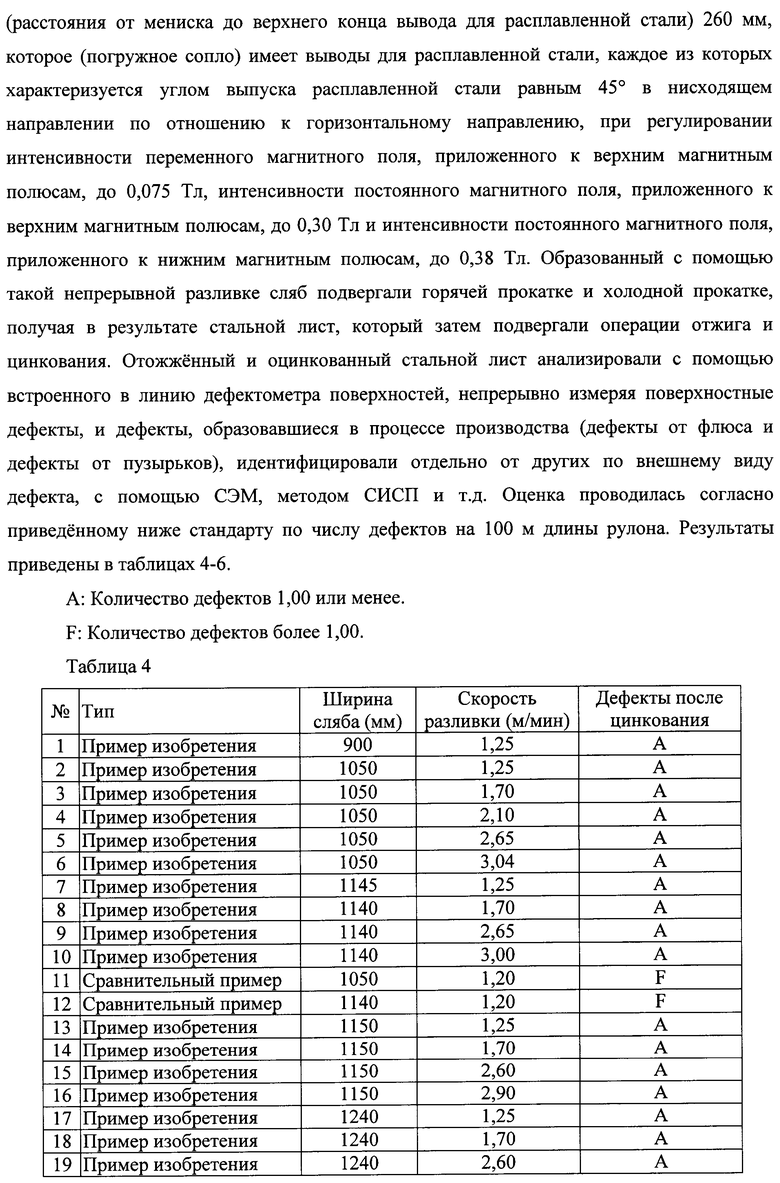
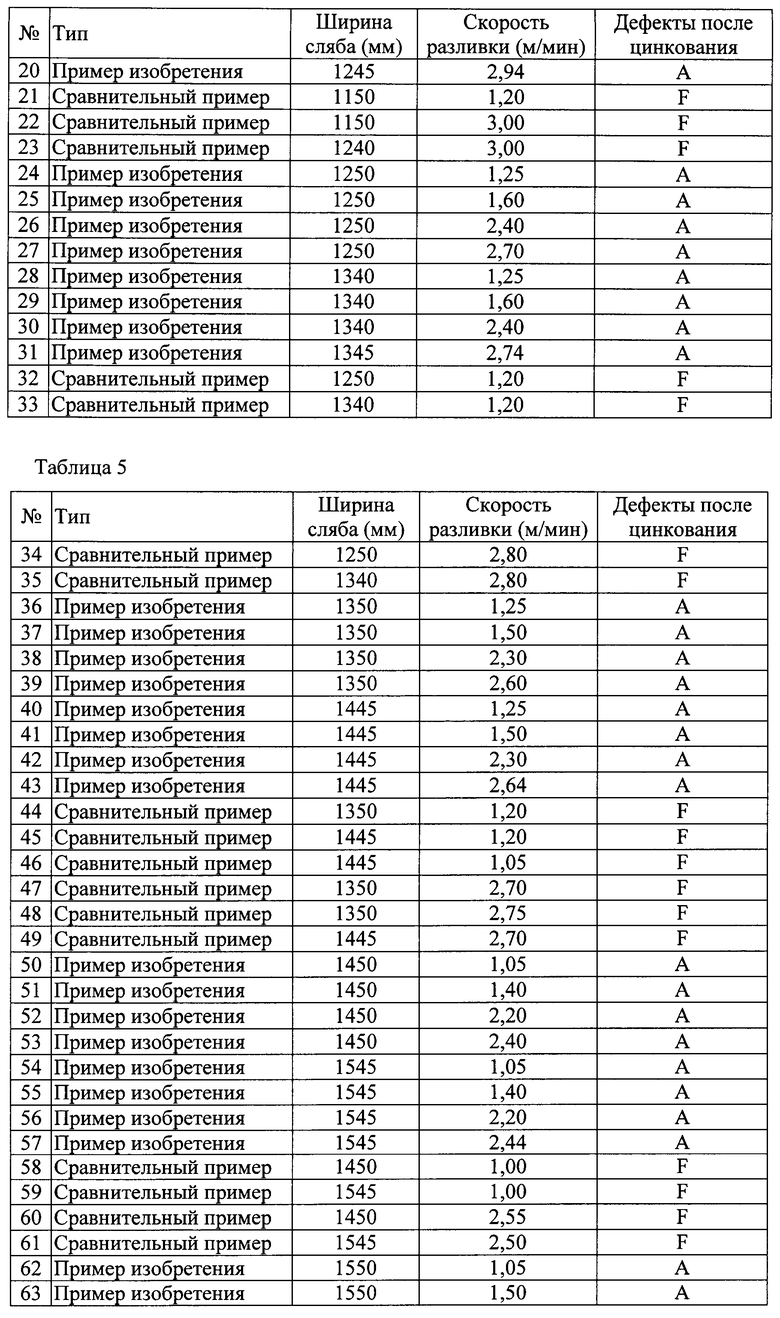
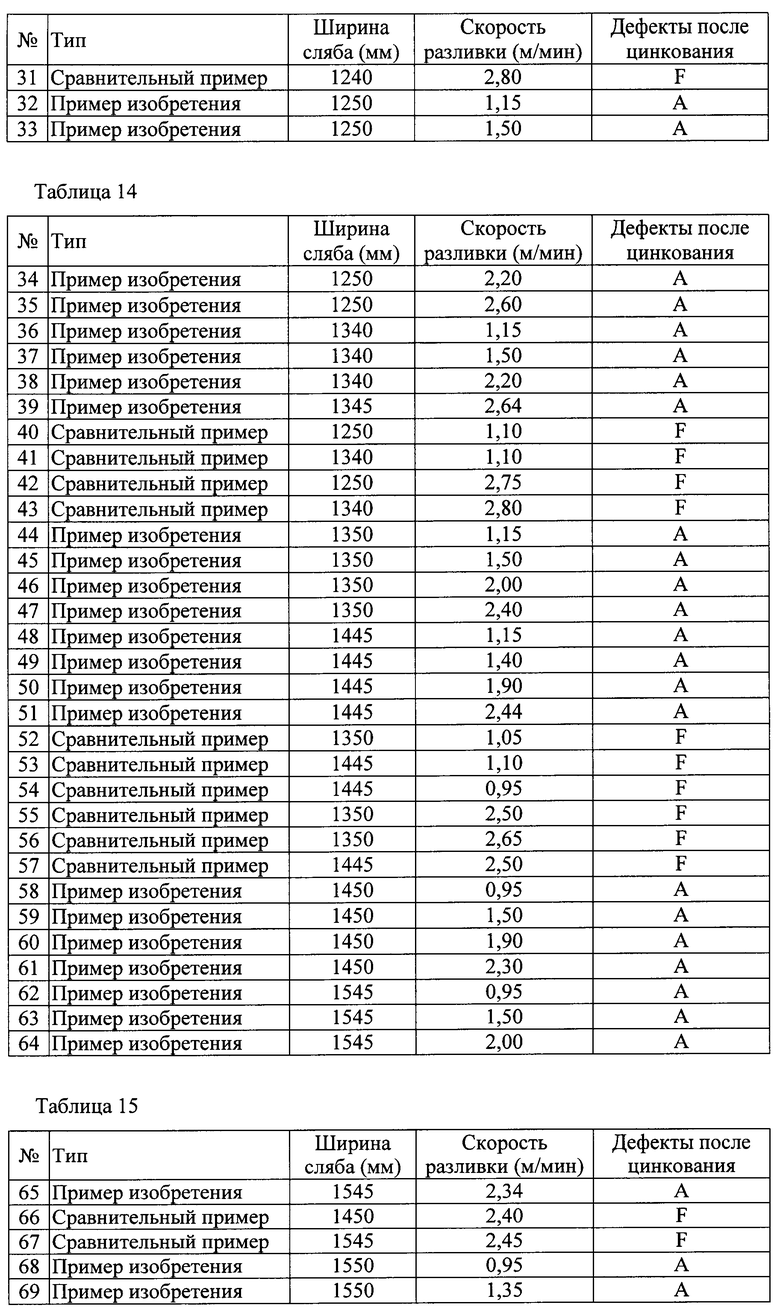
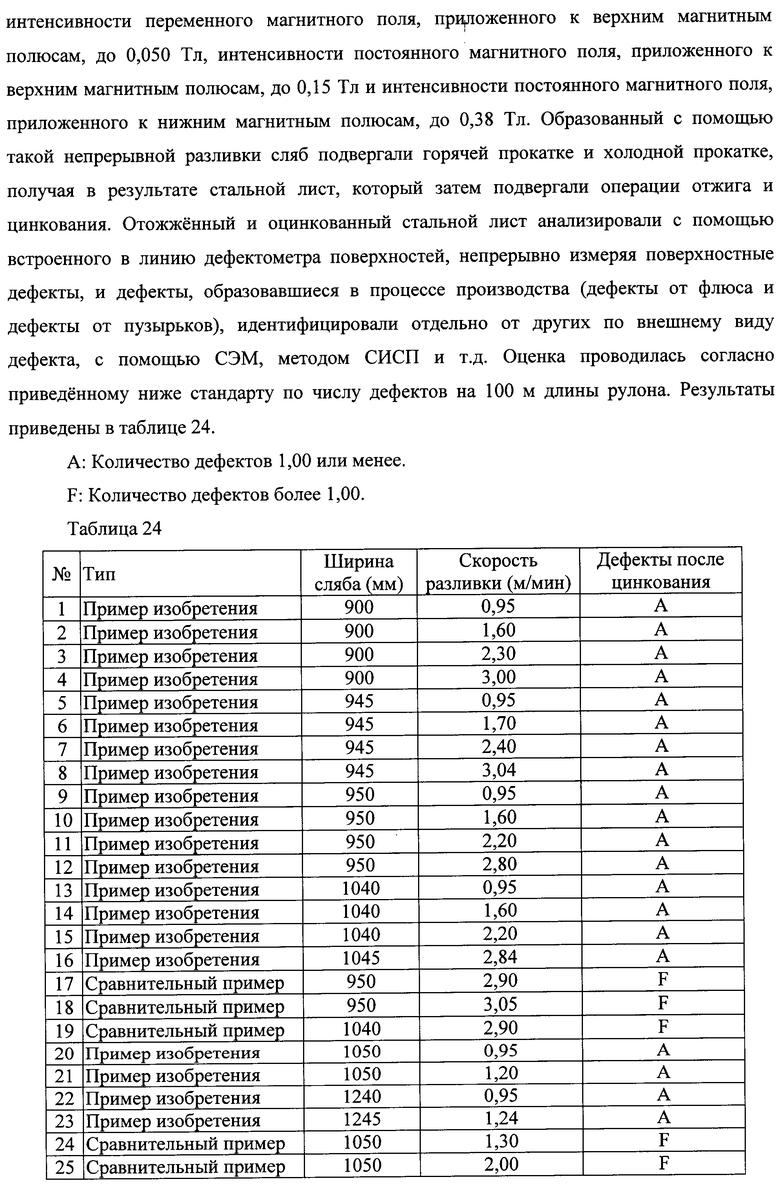
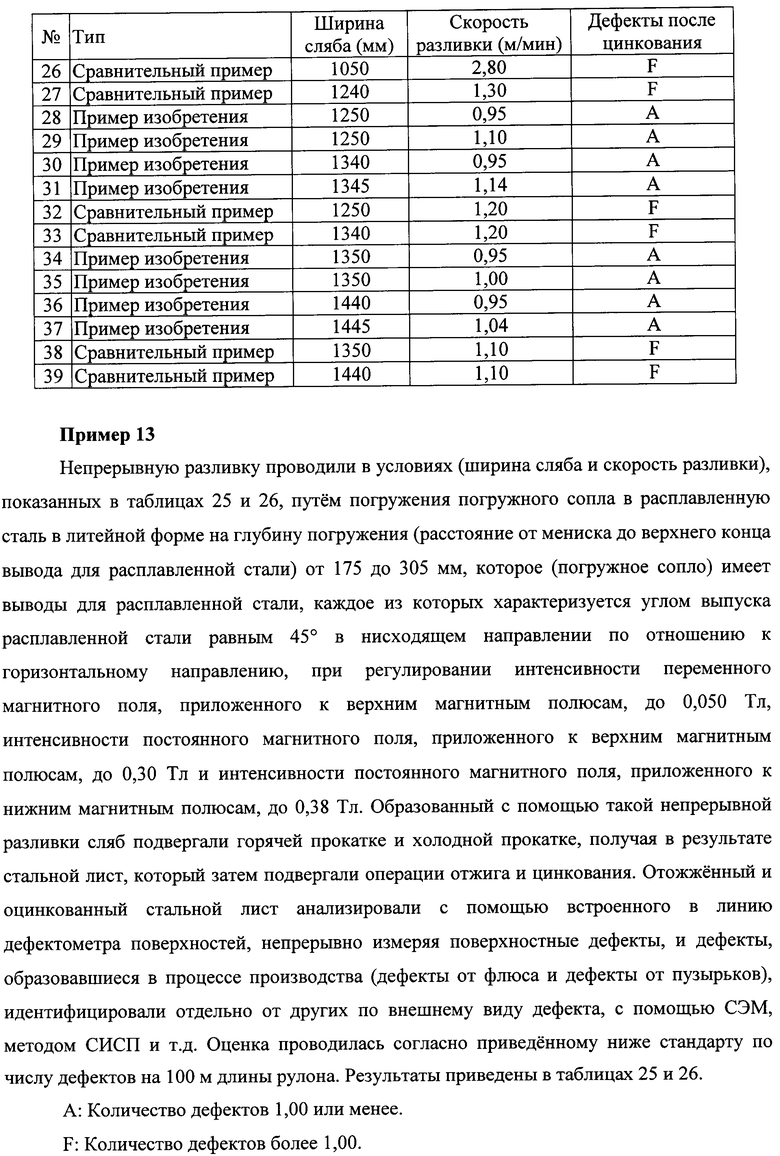
(c) при ширине сляба, равной 1 150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,95 м/мин;
(d) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,75 м/мин;
(e) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 2,65 м/мин;
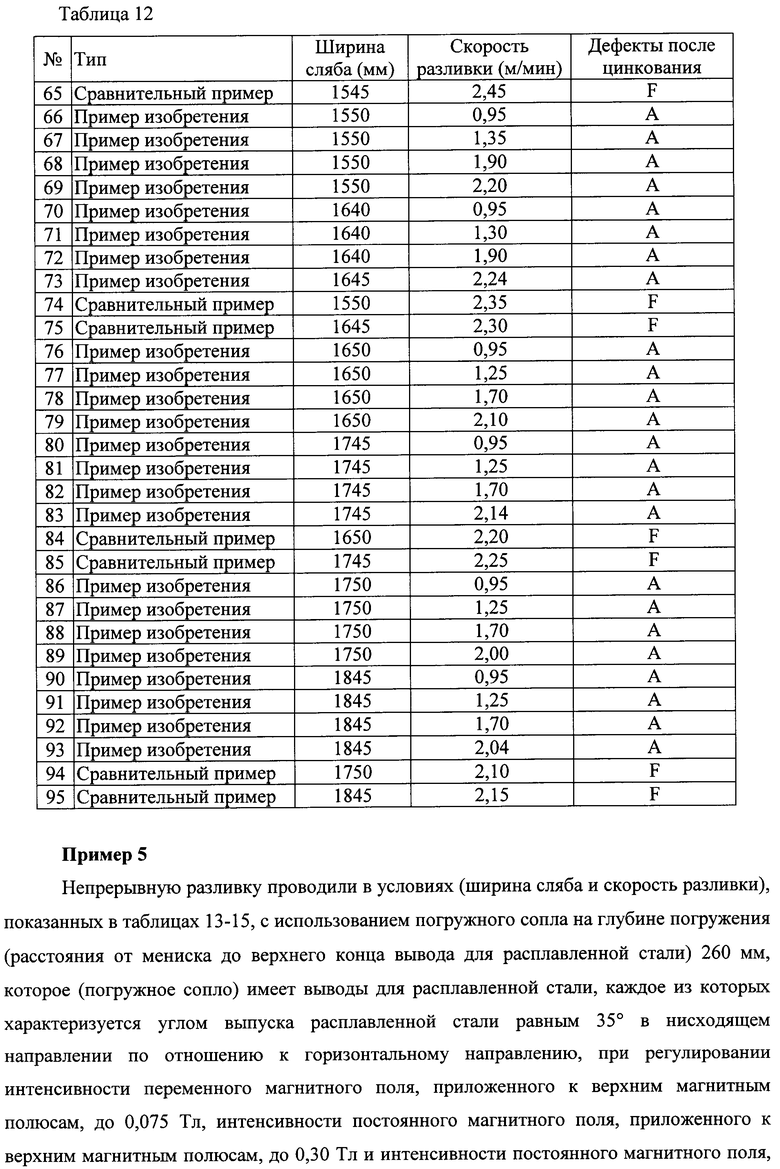
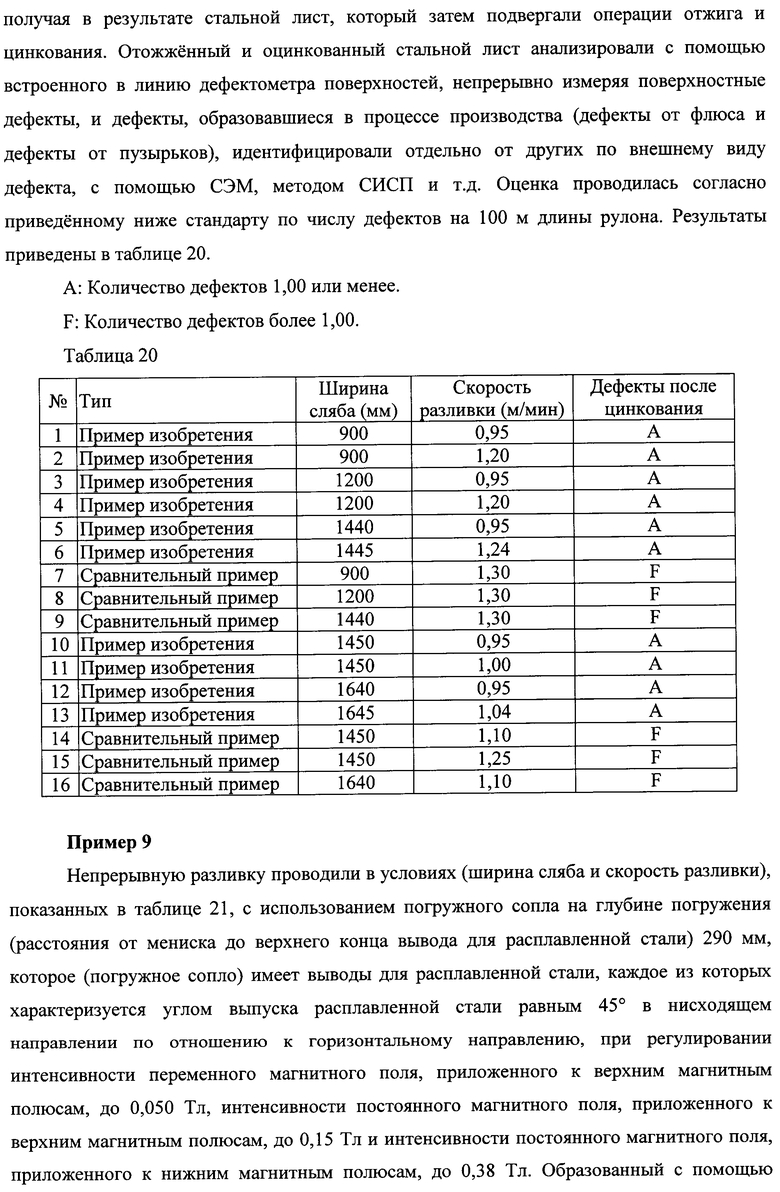
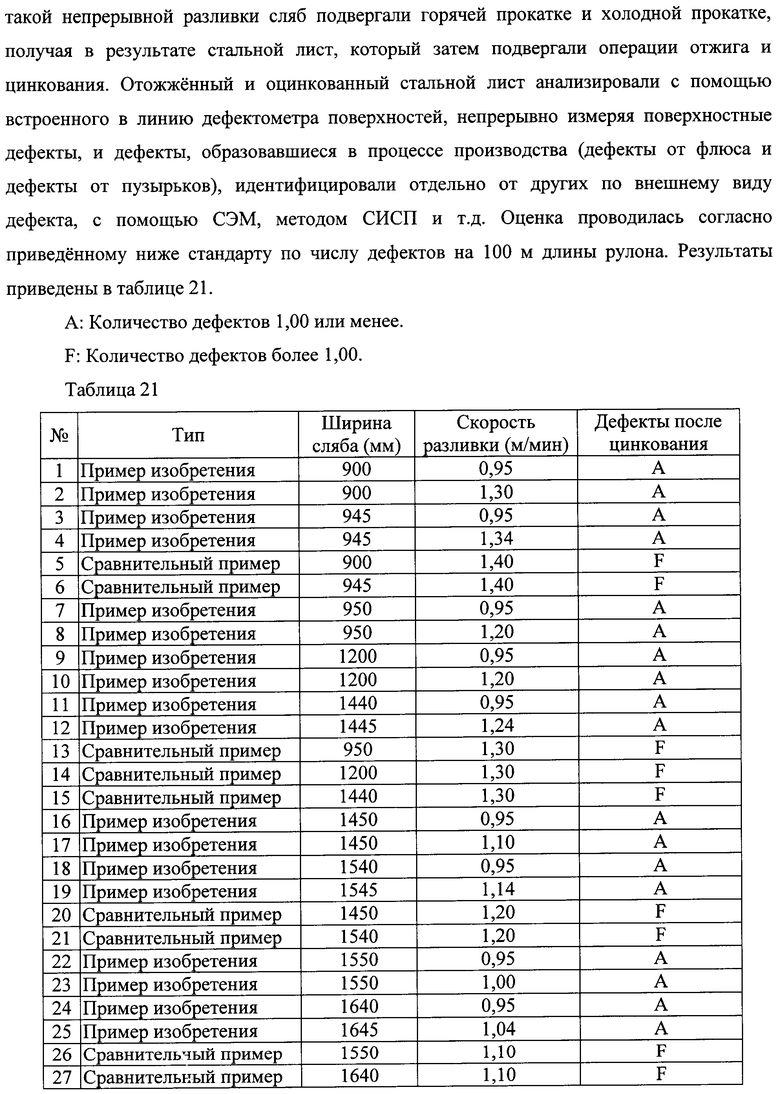
(f) при ширине сляба, равной 1450 мм или больше, и меньше 1550 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 2,45 м/мин;
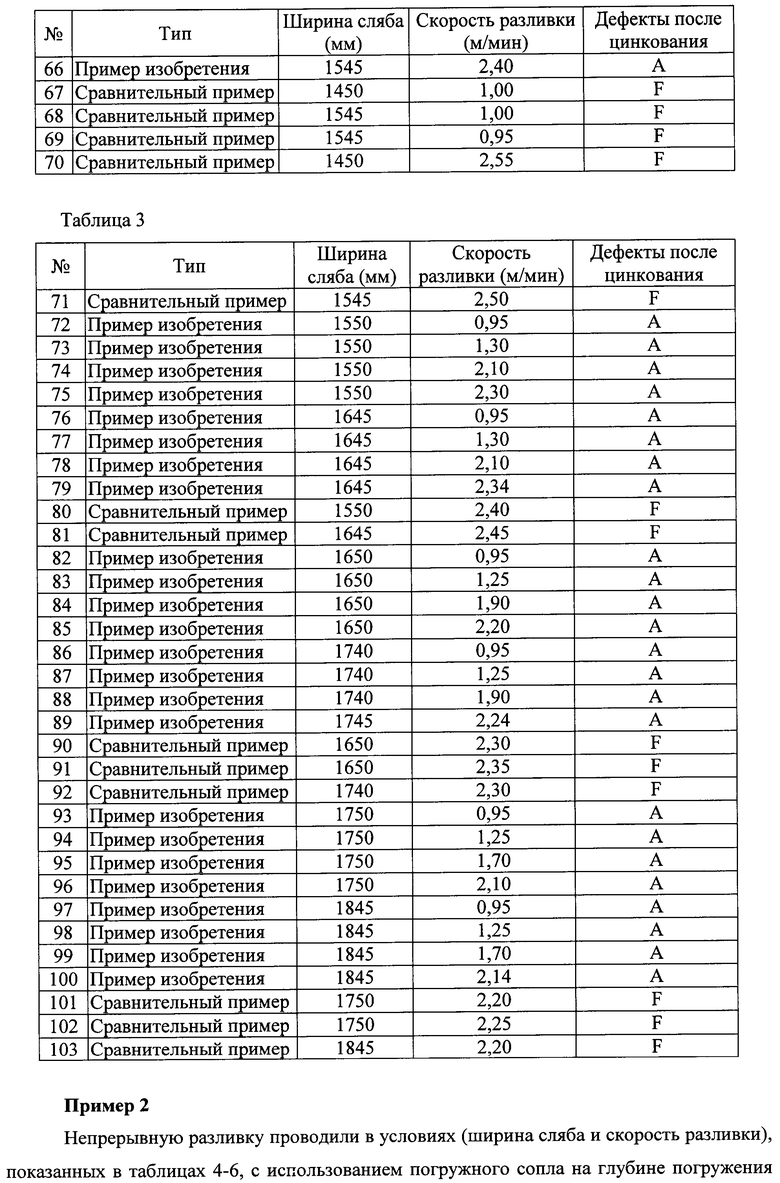
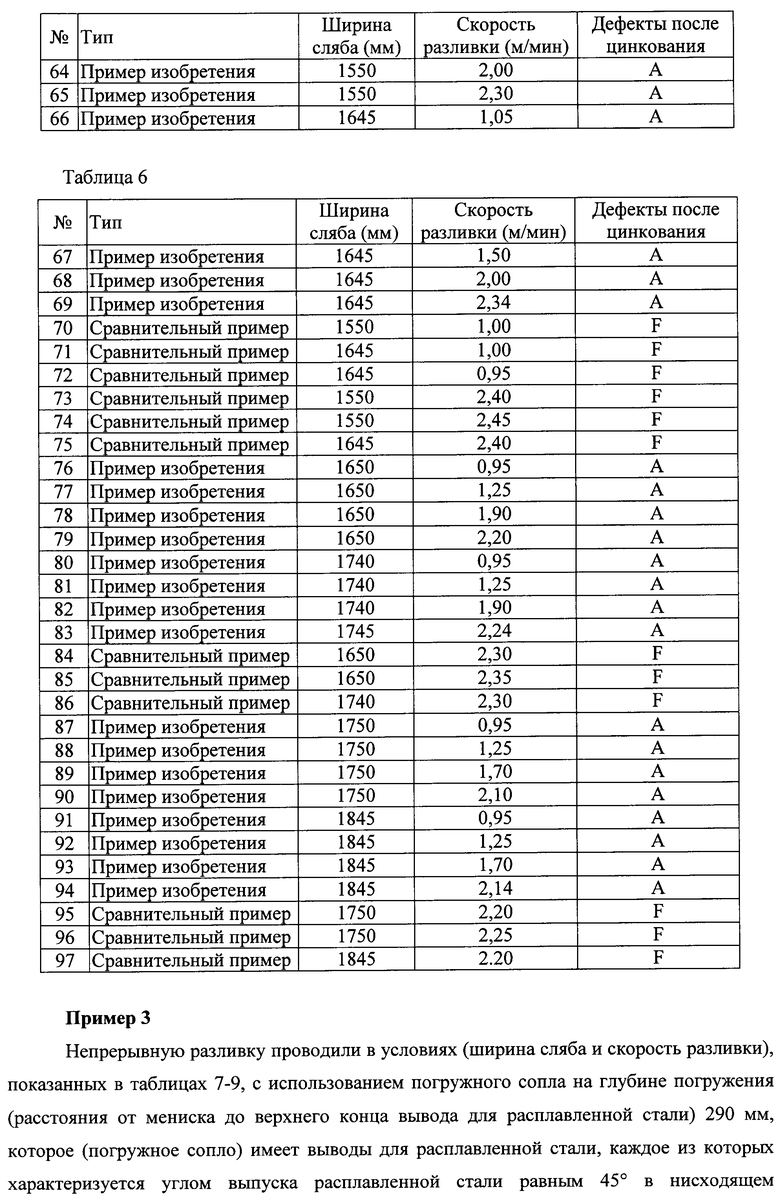
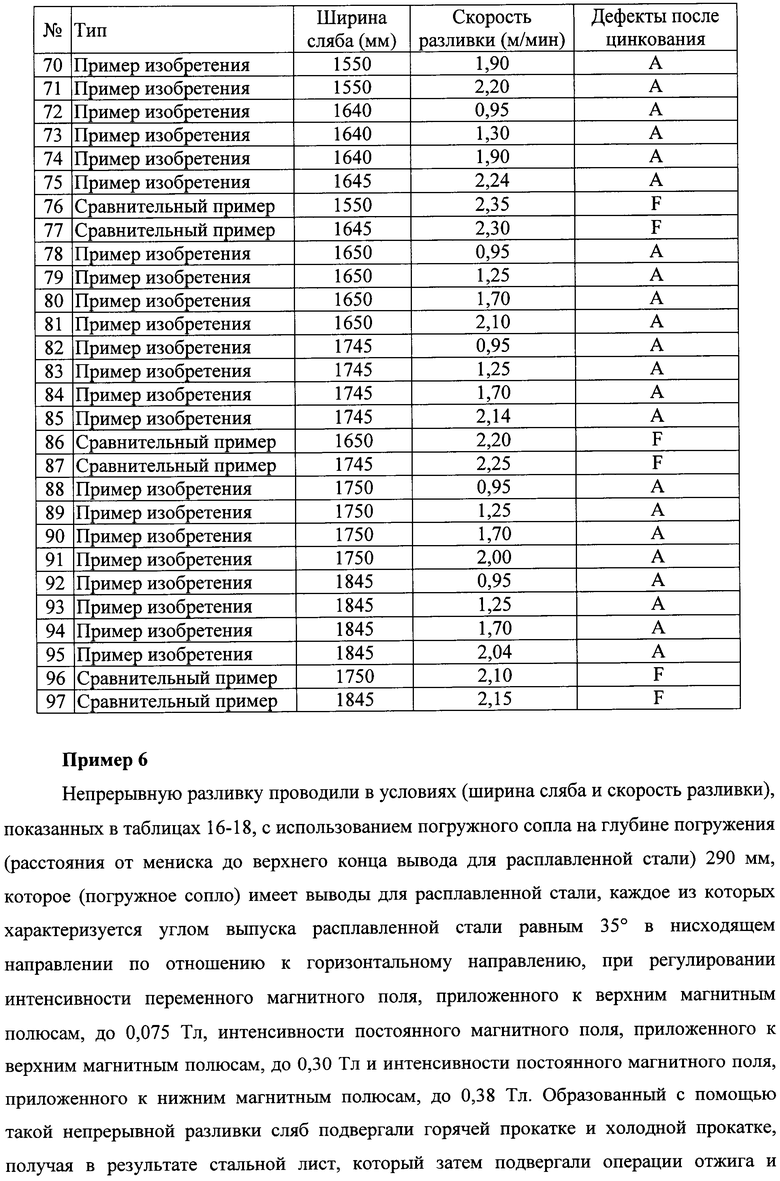
(g) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,35 м/мин;
(h) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,25 м/мин;
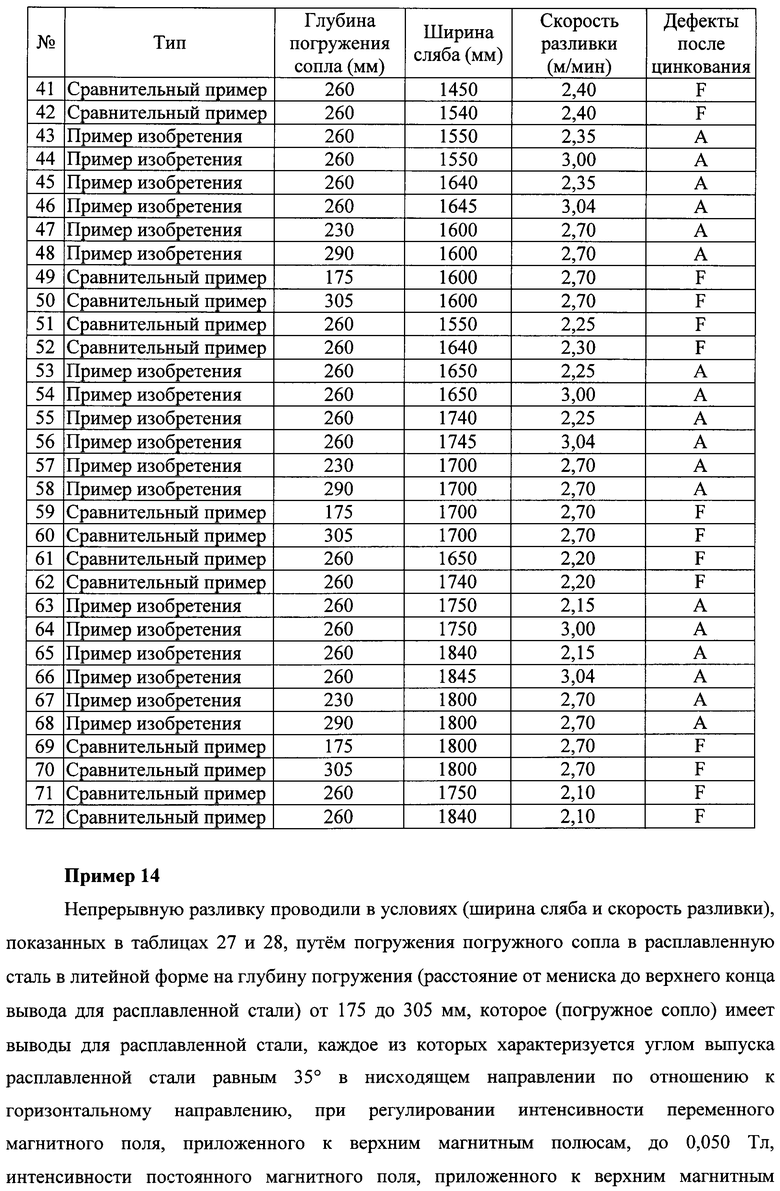
(i) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,15 м/мин.
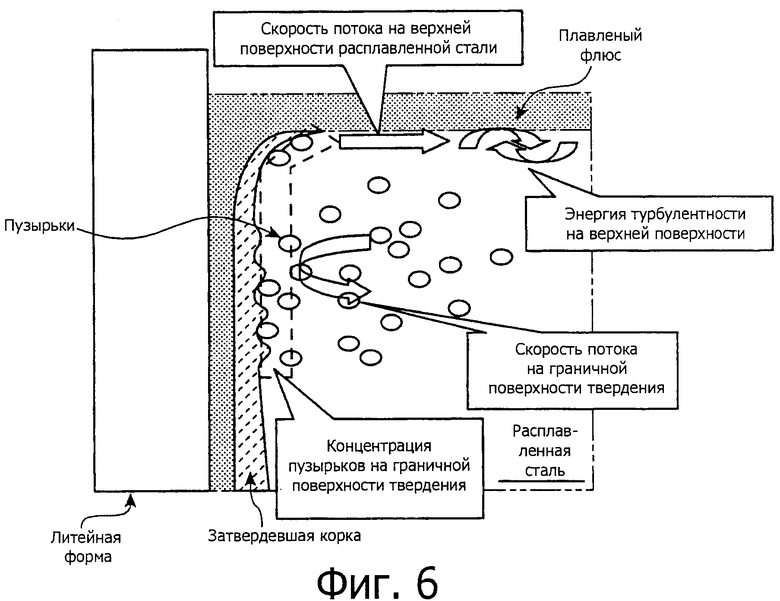
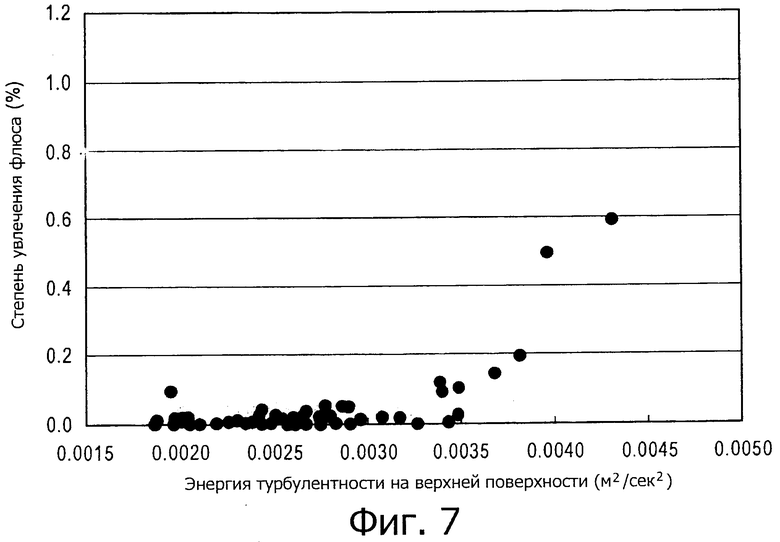
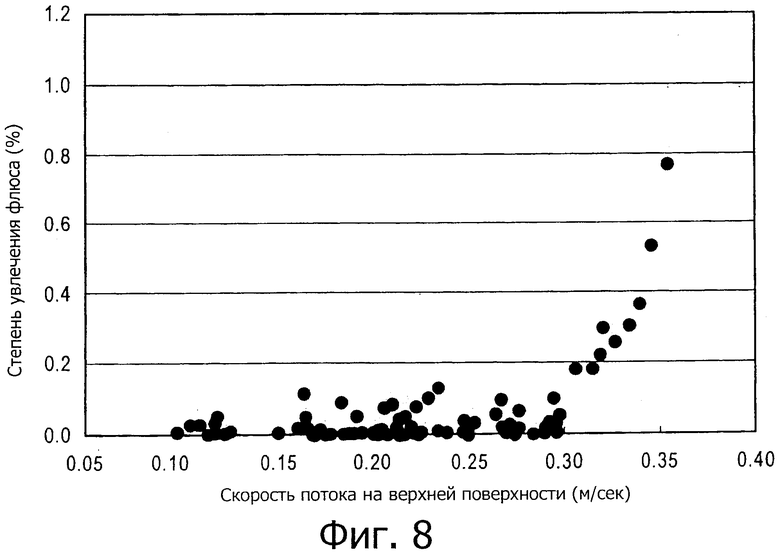
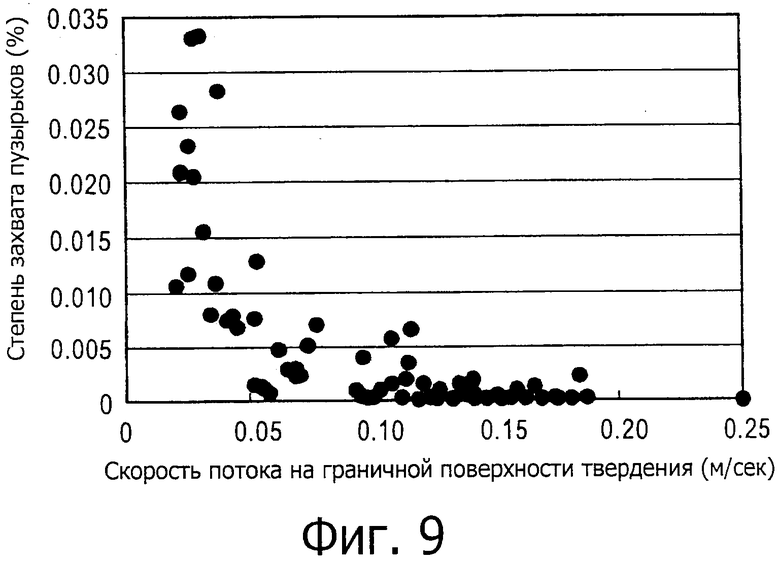
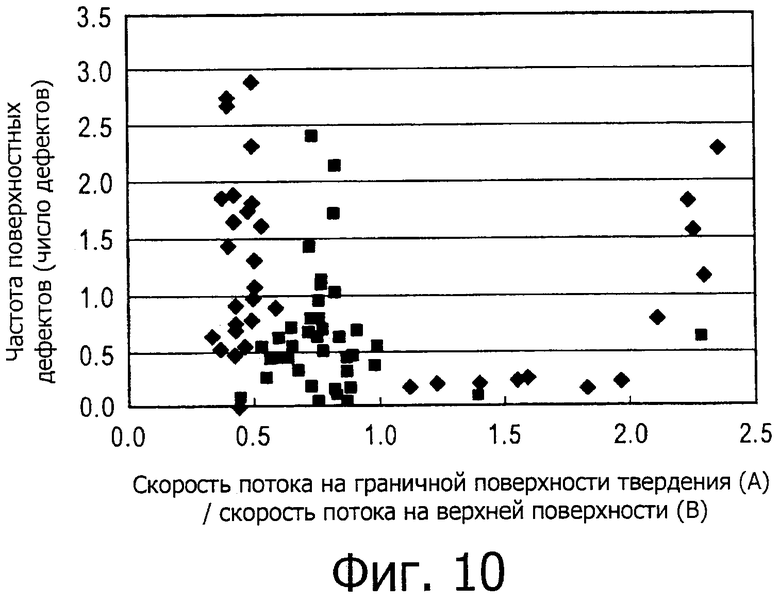
2. Способ по п.1, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности: 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
3. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 40° или больше, но меньше 55°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (h):
(a) при ширине сляба меньше 1150 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,95 м/мин;
(c) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,75 м/мин;
(d) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,65 м/мин;
(e) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 2,45 м/мин;
(f) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 2,35 м/мин;
(g) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,25 м/мин;
(h) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,15 м/мин.
4. Способ по п.3, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
5. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 40° или больше, но меньше 55°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (i):
(a) при ширине сляба меньше 950 мм, скорость разливки составляет 1,35 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 950 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 3,05 м/мин;
(c) при ширине сляба, равной 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,95 м/мин;
(d) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,75 м/мин;
(e) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,65 м/мин;
(f) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,15 м/мин или выше, но ниже 2,45 м/мин;
(g) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 2,35 м/мин;
(h) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,25 м/мин;
(i) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,15 м/мин.
6. Способ по п.5, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности: 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
7. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 15° или больше, но меньше 40°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (i):
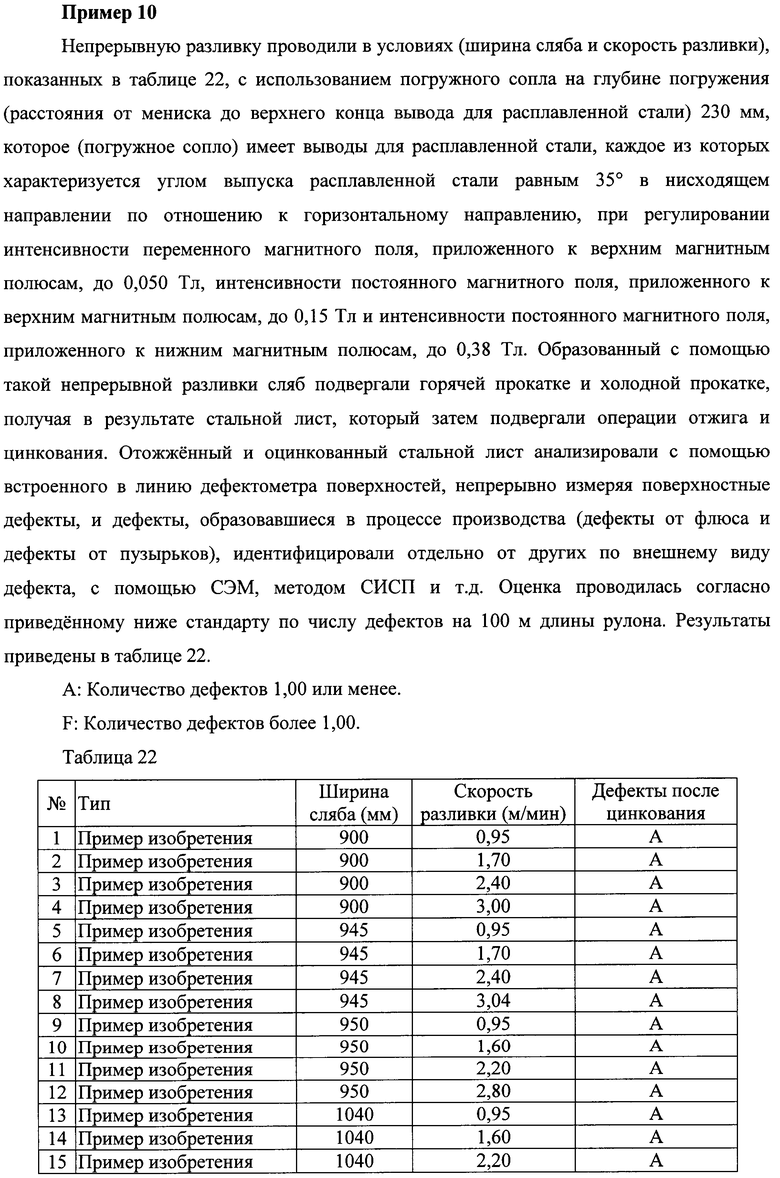
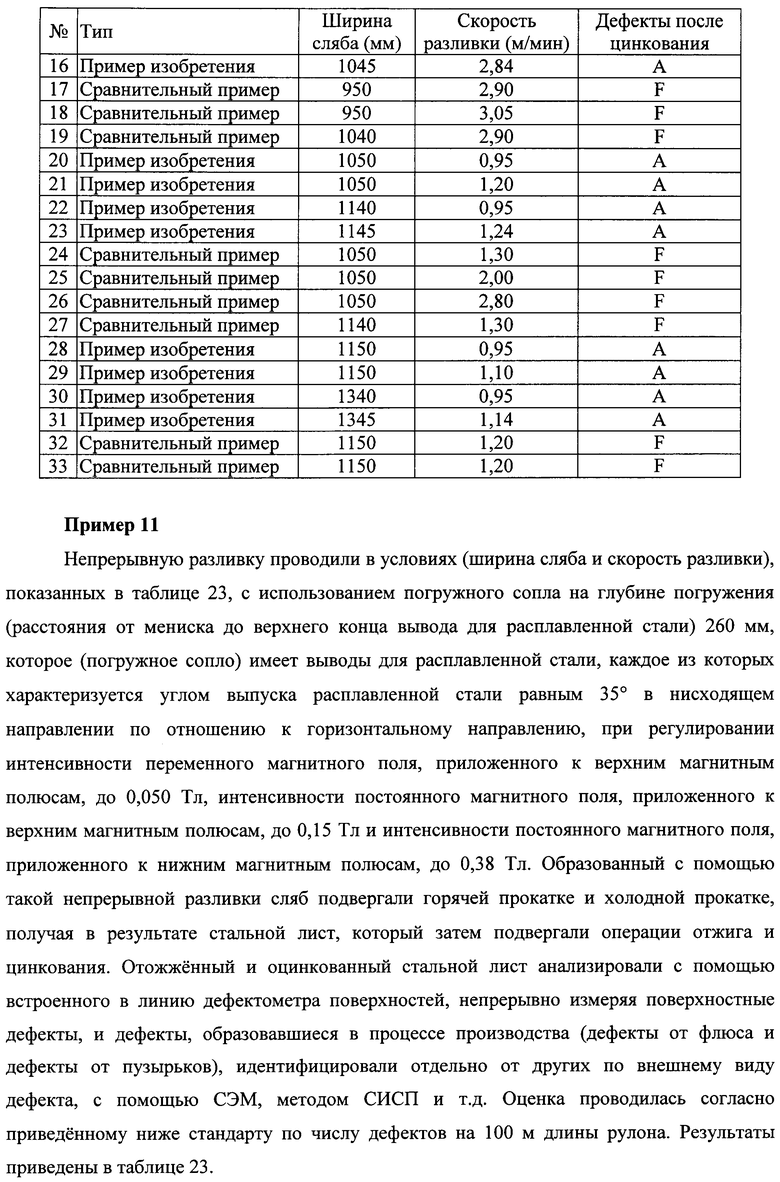
(a) при ширине сляба, равной 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 2,85 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,95 м/мин;
(c) при ширине сляба, равной 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,15 м/мин или выше, но ниже 2,75 м/мин;
(d) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,15 м/мин или выше, но ниже 2,65 м/мин;
(e) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,45 м/мин;
(f) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,35 м/мин;
(g) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,25 м/мин;
(h) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,15 м/мин;
(i) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,05 м/мин.
8. Способ по п.7, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
9. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 15° или больше, но меньше 40°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (i):
(a) при ширине сляба, равной 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 2,85 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,95 м/мин;
(c) при ширине сляба, равной 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,15 м/мин или выше, но ниже 2,75 м/мин;
(d) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,15 м/мин или выше, но ниже 2,65 м/мин;
(e) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,15 м/мин или выше, но ниже 2,45 м/мин;
(f) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,35 м/мин;
(g) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,25 м/мин;
(h) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,15 м/мин;
(i) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,05 м/мин.
10. Способ по п.9, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
11. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 15° или больше, но меньше 40°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (i):
(a) при ширине сляба, равной 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 2,85 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 1050 мм или больше, но меньше 1 150 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,95 м/мин;
(c) при ширине сляба, равной 1 150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,75 м/мин;
(d) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,15 м/мин или выше, но ниже 2,65 м/мин;
(e) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 2,45 м/мин;
(f) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,35 м/мин;
(g) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,25 м/мин;
(h) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,15 м/мин;
(i) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,05 м/мин.
12. Способ по п.11, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
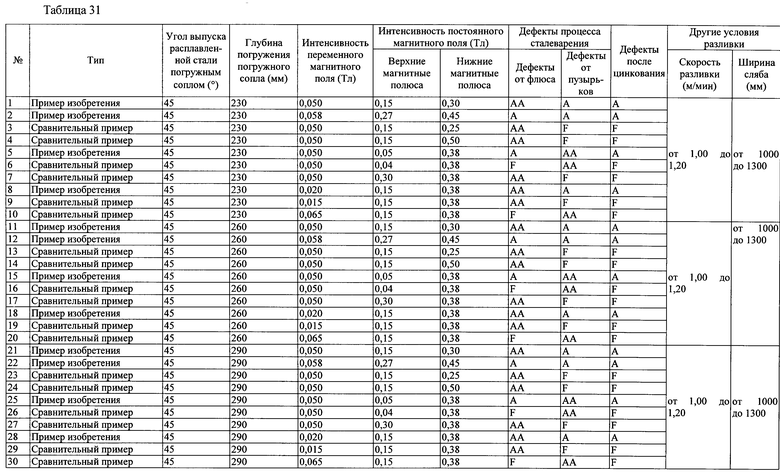
13. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 40° или больше, но меньше 55°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 240 мм, интенсивность неременного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равной 0,020 Тл или больше, но меньше 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,05 до 0,27 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (с):
(а) при ширине сляба меньше 950 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,35 м/мин;
(b) при ширине сляба, равной 950 мм или больше, но меньше 1350 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин;
(с) при ширине сляба, равной 1350 мм или больше, но меньше 1550 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
14. Способ по п.13, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
15. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 40° или больше, но меньше 55°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равной 0,020 Тл или больше, но меньше 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,05 до 0,27 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (b):
(a) при ширине сляба меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин;
(b) при ширине сляба, равной 1450 мм или больше, но меньше 1650 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
16. Способ по п.15, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
17. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 40° или больше, но меньше 55°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равной 0,020 Тл или больше, но меньше до 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,05 до 0,27 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (d):
(a) при ширине сляба меньше 950 мм, скорость разливки составляет 0,95 м/мин или выше, по ниже 1,35 м/мин;
(b) при ширине сляба, равной 950 мм или больше, по меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин;
(c) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,15 м/мин;
(d) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
18. Способ по п.17, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
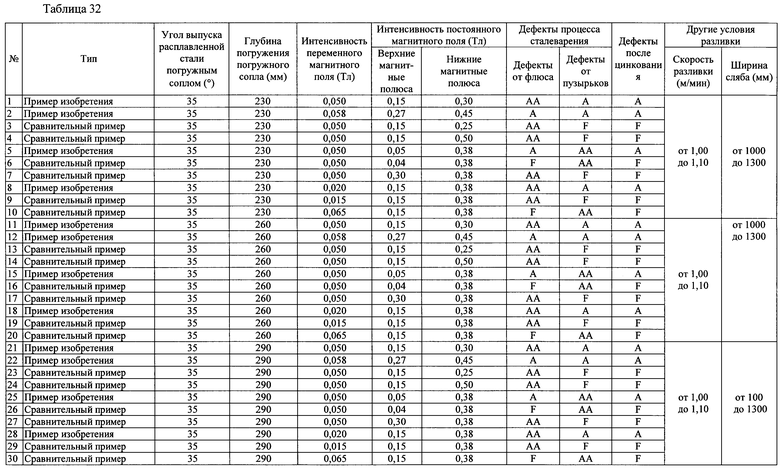
19. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 15° или больше, но меньше 40°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равной 0,020 Тл или больше, но меньше 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,05 до 0,27 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (d):
(a) при ширине сляба меньше 950 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,85 м/мин;
(c) при ширине сляба, равной 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин;
(d) если ширина сляба равна 1 150 мм или больше, но меньше 1350 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,15 м/мин.
20. Способ по п.19, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
21. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 15° или больше, но меньше 40°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равной 0,020 Тл или больше, по меньше до 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,05 до 0,27 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (d):
(a) при ширине сляба меньше 950 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,85 м/мин;
с) если ширина сляба равна 1050 мм или больше, но меньше 1 150 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин;
(d) при ширине сляба, равной 1 150 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,15 м/мин.
22. Способ п.21, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
23. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 15° или больше, но меньше 40°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения oт мениска до верхнего конца вывода для расплавленной стали 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равным 0,020 Тл или больше, но меньше до 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,05 до 0,27 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (е):
(a) при ширине сляба меньше 950 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 2,85 м/мин;
(c) при ширине сляба, равной 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин;
(d) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,15 м/мин;
(e) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
24. Способ стали по п.23, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
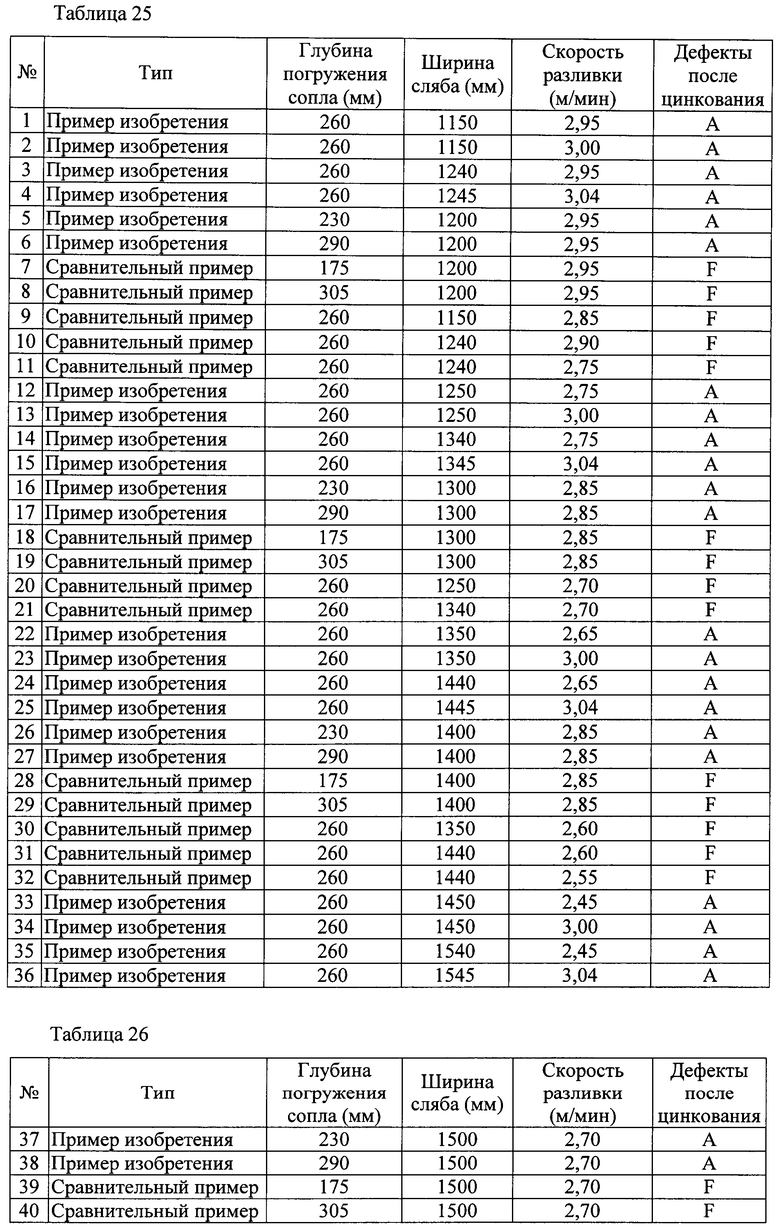
25. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 40° или больше, но меньше 55°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, по меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равной 0,020 Тл или больше, но меньше 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах между 0,27 и 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (g):
(a) при ширине сляба, равной 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 2,95 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,75 м/мин или выше, но ниже 3,05 м/мин;
(c) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 2,65 м/мин или выше, но ниже 3,05 м/мин;
(d) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 2,45 м/мин или выше, но ниже 3,05 м/мин;
(e) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 2,35 м/мин или выше, но ниже 3,05 м/мин;
(f) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 3,05 м/мин;
(g) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 2,15 м/мин или выше, но ниже 3,05 м/мин.
26. Способ по п.25, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
27. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, содержащей пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, включающий торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, перемешивание расплавленной стали переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, при этом погружное сопло, вывод для расплавленной стали которого имеет угол выпуска расплавленной стали, равный 15° или больше, но меньше 40°, в нисходящем направлении по отношению к горизонтальному направлению, используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают равным 0,020 Тл или больше, но меньше 0,060 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах между 0,27 и 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (h), в зависимости от ширины сляба:
(a) при ширине сляба, равной 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 2,95 м/мин или выше, но ниже 3,05 м/мин;
(b) при ширине сляба, равной 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 2,75 м/мин или выше, но ниже 3,05 м/мин;
(c) при ширине сляба, равной 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,65 м/мин или выше, но ниже 3,05 м/мин;
(d) при ширине сляба, равной 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 2,45 м/мин или выше, но ниже 3,05 м/мин;
(е) при ширине сляба, равной 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 2,35 м/мин или выше, но ниже 3,05 м/мин;
(f) при ширине сляба, равной 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 3,05 м/мин;
(g) при ширине сляба, равной 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 2,15 м/мин или выше, но ниже 3,05 м/мин;
(h) при ширине сляба, равной 1750 мм или больше, но меньше 1850 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 3,05 м/мин.
28. Способ по п. 27, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость пoтока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| УСТРОЙСТВО И СПОСОБ СОГЛАСОВАНИЯ СКОРОСТИ ПЕРЕДАЧИ ДЛЯ СИСТЕМЫ ПЕРЕДАЧИ ДАННЫХ | 2000 |
|
RU2216111C2 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ВОЗДЕЙСТВИЯ НА ПОТОК РАСПЛАВЛЕННОГО МЕТАЛЛА (ВАРИАНТЫ) | 1992 |
|
RU2085334C1 |

