Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывной разливки стали для производства сляба путем разливки расплавленной стали, включающее одновременное регулирование потока расплавленной стали в литейной форме с помощью электромагнитной силы.
Уровень техники
При непрерывной разливке стали, расплавленную сталь, помещенную в разливочный желоб, выливают в литейную форму для непрерывной разливки через погружное сопло, соединенное с нижней частью желоба. В этом случае расплавленная сталь, выпускаемая из вывода погружного сопла внутрь литейной формы, сопровождается неметаллическими включениями (главным образом продуктами раскисления, такими как оксид алюминия) и пузырьками инертного газа (инертного газа, вводимого с целью предотвращения забивки сопла в результате приклеивания и нарастания оксида алюминия и т.п.), подаваемого от внутренней поверхности стенки верхнего сопла. Однако когда неметаллические включения и пузырьки оказываются захваченными в затвердевшей корке, образуются дефекты продукта (дефекты, возникающие от включений и пузырьков). Кроме того, расплавленной сталью увлекается формовой флюс (формовая пудра) по направлению к верху потока, достигая мениска, и также оказывается захваченным в затвердевшей корке, что приводит к дефектам продукта.
В традиционной практике, чтобы предотвратить захват в затвердевшей корке неметаллических включений, формового флюса и пузырьков в расплавленной стали и образования дефектов продукта, на поток расплавленной стали в литейной форме воздействуют магнитными полями с целью регулирования потока расплавленной стали электромагнитной силой магнитных полей. В отношении этого способа было сделано много предложений.
Например, в патентном документе 1 раскрывается способ регулирования потока расплавленной стали с помощью постоянных магнитных полей, приложенных, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, обращенных один к другому через находящуюся между ними длинную часть литейной формы. Согласно этом способу, расплавленный поток разделяется после выхода из вывода погружного сопла на восходящий поток и нисходящий поток, из которых нисходящий поток тормозится постоянным магнитным полем в нижней части, а восходящий поток тормозится постоянным магнитным полем в верхней части, что предотвращает захват в затвердевшую корку неметаллических включений и формового флюса, сопровождающих поток расплавленной стали.
В патентном документе 2 раскрывается способ, с помощью которого, как и в патентном документе 1, вводятся пара верхних магнитных полюсов и пара нижних магнитных полюсов, обращенных один к другому через находящуюся между ними длинную часть литейной формы, и с использованием этих полюсов прилагаются магнитные поля, из которых (1) постоянное магнитное поле и переменное магнитное поле одновременно прилагаются к по крайней мере нижним магнитным полюсам или (2) постоянное магнитное поле и переменное магнитное поле одновременно прилагаются к верхним магнитным полюсам и постоянное магнитное поле прилагается к нижним магнитным полюсам. Согласно этому способу, поток расплавленной стали тормозится постоянным магнитным полем, как в патентном документе 1, и одновременно расплавленная сталь перемешивается переменным магнитным полем, благодаря чему достигается эффект очистки от неметаллических включений и т.п. у граничной поверхности твердения.
В патентном документе 3 раскрывается способ торможения потока расплавленной стали с использованием постоянных магнитных полей, одновременно приложенных к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, обращенных один к другому через находящуюся между ними длинную часть литейной формы, при (необязательно) одновременном приложении переменного магнитного поля к верхним магнитным полюсам, причем интенсивности постоянных магнитных полей, отношение интенсивности постоянного магнитного поля верхних электродов к интенсивности постоянного магнитного поля нижних электродов и (необязательно) интенсивность верхнего переменного магнитного поля регулируются в определенных числовых диапазонах. В патентном документе 4 раскрывается способ производства непрерывно отливаемого сляба, обладающего постепенно меняющимся составом, в котором концентрация того или иного растворенного элемента выше в части поверхностного слоя сляба, чем внутри сляба. Согласно этому способу, постоянное магнитное поле, прилагается в направлении, проходящем через толщину сляба, с использованием магнитных полюсов, расположенных на двух уровнях, т.е. верхнем и нижнем уровнях, в результате чего происходит повышение концентрации растворенного элемента в расплавленной стали в верхнем жидком объеме, в то время как одновременно с постоянным магнитным полем во время приложения магнитного поля в верхней части прилагается переменное магнитное поле со сдвигом. Однако, согласно способу, раскрытому в патентном документе 4, переменное магнитное поле со сдвигом прилагается для индуцирования потока, который устраняет локальную неравномерность в концентрации растворенного вещества.
Патентный документ 1: Публикация японской не подвергнутой экспертизе патентной заявки №3-142049
Патентный документ 2: Публикация японской не подвергнутой экспертизе патентной заявки №2008-200732
Патентный документ 3: Публикация японской не подвергнутой экспертизе патентной заявки №2008-200732
Патентный документ 4: Публикация японской не подвергнутой экспертизе патентной заявки №2002-1501
Раскрытие изобретения
В связи с повышенной жесткостью требований к качеству стальных листов для наружных панелей автомобилей дефекты, возникающие от мелких пузырьков и увлечения формного флюса, которые ранее не считались проблемными, в настоящее время все больше и больше рассматриваются как проблемные. Традиционные способы непрерывного литься, такие как описанные выше способы родственного уровня техники, не могут удовлетворительным образом отвечать строгому требованию к качеству. В частности, отожженный и оцинкованный стальной лист нагревают после горячего погружения, чтобы железный компонент базового стального листа продиффундировал в слой цинкового покрытия и при этом на качество отожженного и оцинкованного стального листа сильно влияют поверхностные свойства базового стального листа. Иными словами, когда поверхностный слой базового стального листа имеет дефекты, обусловленные пузырьками и флюсом, толщина слоя покрытия становится неровной вне зависимости от того, насколько малы дефекты и при этом неровность имеет вид полосовых дефектов на поверхности, что делает стальной лист не пригодным для применения, в частности для наружных панелей автомобилей, где требования к качеству являются жесткими.
Целью настоящего изобретения является обращение к указанным выше проблемам родственного уровня техники и предложение способа непрерывного литья, с помощью которого [можно изготовлять] высококачественный сляб, имеющий не только мало дефектов, обусловленных неметаллическими включениями и формовым флюсом, которые традиционно считаются проблемными, но также и мало дефектов, обусловленных захватом мелких пузырьков и формового флюса. Отметим, что настоящее изобретение в основном не включает в себя слябы, имеющие плавно меняющиеся составы типа тех, которые описаны в патентном документе 4. Причина этого в том, что если растворенный элемент, концентрация которого должна плавно меняться, добавляется, например, с помощью проволочек, количество дефектов, связанных с флюсом, будет увеличиваться, что не приемлемо для производства стального листа, от которого жестко требуется качество поверхности.
Для решения описанных выше проблем авторами изобретения были изучены различные условия разливки с целью регулирования потока расплавленной стали в литейной форме с использованием электромагнитной силы. В результате было установлено следующее относительно способа непрерывной разливки стали, в котором поток расплавленной стали тормозится постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, которые расположены один напротив другого через находящуюся между ними длинную часть литейной формы, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к верхним магнитным полюсам. Высококачественный сляб, который имеет не только мало дефектов, обусловленных неметаллическими включениями и формовым флюсом, которые традиционно считаются проблемными, но также и мало дефектов, обусловленных мелкими пузырьками и формовым флюсом, может быть получен путем оптимизации интенсивностей постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, и интенсивности переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, в зависимости от того, какую ширину должен иметь отлитый сляб, и от скорости разливки.
При оптимизации интенсивностей магнитных полей интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, устанавливается на некоторый заданный высокий уровень, а интенсивности постоянных магнитных полей, приложенные, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, регулируют так, чтобы получить высококачественный сляб с небольшим количеством дефектов. При этом система для регулирования переменного магнитного поля уже не нужна, поскольку установленная интенсивность переменного магнитного поля (величина тока) является постоянной. Благодаря этому может быть упрощена управляющая система для генератора магнитных полей, в результате чего стоимость устройства может быть значительно снижена.
Была также тщательно изучена причина того, почему при оптимизации описанных выше условий разливки получается высококачественный сляб с малым количеством дефектов, обусловленных пузырьками и формным флюсом. В результате было выяснено, что энергия турбулентности у верхней поверхности (участвующая в возникновении завихрения вблизи поверхности) и скорость потока расплавленной стали у поверхности раздела расплавленной стали и затвердевшей корки, а также скорость потока у верхней поверхности являются факторами (важнейшими факторами), способствующими образованию дефектов от пузырьков и дефектов от флюса, а оптимизация условий отливки адекватным образом регулирует поток расплавленной стали в литейной форме с помощью этих факторов, благодаря чему достигается состояние, в котором подавляется захват пузырьков у граничной поверхности твердения и увлечение формного флюса. Кроме того, было установлено, что путем оптимизации количества инертного газа, подаваемого от внутренней стенки погруженного сопла, и толщины отливаемого сляба, адекватным образом регулируется еще один фактор, называемый концентрированием пузырьков на граничной поверхности твердения, благодаря чему количество дефектов от пузырьков может быть в еще большей степени уменьшено.
Настоящее изобретение было выполнено на основе этих фактов и сводится к следующему.
Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,02 до 0,18 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (d), в зависимости от ширины сляба:
(a) Если ширина сляба равна 950 мм или больше, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин.
(b) Если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
[2] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается между 0,18 и 0,25 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (е), в зависимости от ширины сляба:
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,05 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 1,85 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
[3] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается между 0,25 и 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (f), в зависимости от ширины сляба:
(а) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,65 м/мин.
(c) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,45 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,35 м/мин.
(e) Если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,25 м/мин.
(f) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
[4] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,02 до 0,18 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (d), в зависимости от ширины сляба:
(а) Если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин.
(b) Если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
[5] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается между 0,18 и 0,25 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (f), в зависимости от ширины сляба:
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,45 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 1,85 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,85 м/мин.
(f) Если ширина сляба равна 1550 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
[6] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается между 0,25 и 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (g), в зависимости от ширины сляба:
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 2,45 м/мин или выше, но ниже 2,65 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,65 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,45 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,35 м/мин.
(f) Если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,25 м/мин.
(g) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
[7] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,02 до 0,18 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (d), в зависимости от ширины сляба:
(a) Если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин.
(b) Если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
[8] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается между 0,18 и 0,25 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (f), в зависимости от ширины сляба:
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,65 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,25 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,85 м/мин.
(f) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
[9] Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов,
отличающийся тем, что погружное сопло используется на глубине погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается между 0,25 и 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливается в пределах от 0,30 до 0,45 Тл и непрерывная разливка проводится при скоростях разливки, указанных ниже в пунктах от (а) до (е), в зависимости от ширины сляба:
(a) Если ширина сляба равна 1150 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин.
(b) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,45 м/мин.
(c) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,35 м/мин.
(d) Если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,25 м/мин.
(е) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
[10] Способ непрерывной разливки, согласно любому из приведенных выше пунктов [1]-[9], отличающийся тем, что расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности: от 0,0020 до 0,0035 м/с, скорость потока у верхней поверхности: 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки: от 0,08 до 0,20 м/с.
[11] Способ непрерывной разливки согласно приведенному выше пункту [10], отличающийся тем, что энергия турбулентности у верхней поверхности расплавленной стали в литейной форме составляет от 0,0020 до 0,0030 м2/с2.
[12] Способ непрерывной разливки согласно приведенному выше пункту [10] или [11], отличающийся тем, что скорость потока у верхней поверхности расплавленной стали в литейной форме составляет от 0,05 до 0,30 м/с.
[13] Способ непрерывной разливки согласно любому из приведенных выше пунктов [10]-[12], отличающийся тем, что, скорость потока расплавленной стали в литейной форме составляет на поверхности раздела расплавленной стали и затвердевшей корки от 0,14 до 0,20 м/с.
[14] Способ непрерывной разливки согласно любому из приведенных выше пунктов [10]-[13], отличающийся тем, что отношение А/В скорости потока А на поверхности раздела расплавленной стали и затвердевшей корки к скорости потока В у верхней поверхности расплавленной стали в литейной форме составляет от 1,0 до 2,0.
[15] Способ непрерывной разливки согласно любому из приведенных выше пунктов [10]-[14], отличающийся тем, что концентрация пузырьков в расплавленной стали в литейной форме составляет на поверхности раздела расплавленной стали и затвердевшей корки 0,01 кг/м или ниже.
[16] Способ непрерывной разливки согласно приведенному выше пункту [15], отличающийся тем, что толщина отливаемого сляба составляет от 220 до 300 мм, а количество инертного газа вдуваемого от поверхности внутренней стенки погружного сопла составляет от 3 до 25 нл/мин.
[17] Способ непрерывной разливки согласно любому из приведенных выше пунктов [1]-[16] отличающийся тем, что интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам и интенсивности постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, автоматически регулируются с помощью компьютера, осуществляющего регулировку путем измерения величины переменного тока, подаваемого на обмотку переменного магнитного поля верхних магнитных полюсов, и каждой из величин постоянного тока, подаваемого на обмотки постоянных магнитных полей верхних магнитных полюсов и нижних магнитных полюсов, при использовании предварительно составленной таблицы и/или математической формулы, учитывающей ширину отливаемого сляба, скорость разливки и глубину погружения (расстояние от мениска до верхнего конца вывода для расплавленной стали) погружного сопла и подачу переменного тока и постоянных токов, соответственно.
Согласно настоящему изобретению, путем регулирования потока расплавленной стали в литейной форме с использованием электромагнитной силы, интенсивности постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, и интенсивности переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, оптимизируются в соответствии с шириной отливаемого сляба и скоростью разливки. В результате может быть получен высококачественный сляб с очень небольшим количеством дефектов, обусловленных мелкими пузырьками и флюсом, которые не являются проблемными. Соответственно, можно производить отожженный и оцинкованный стальной лист, имеющий слой покрытия, не доступный при существующем уровне техники. Поскольку интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, устанавливается до некоторого заданного высокого уровня, а интенсивности постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, регулируются, операционная система для переменного магнитного поля более не является необходимой. Благодаря этому управляющая система для генератора магнитных полей может быть упрощена и стоимость устройства может быть значительно снижена.
Краткое описание чертежей
Фиг.1 - схематический график, демонстрирующий зависимость скорости разливки от ширины сляба для областей (I)-(III), где приложены постоянные магнитные поля и переменные магнитные поля с различными интенсивностями, согласно настоящему изобретению.
Фиг.2 - вид в поперечном сечении по вертикали одного из вариантов осуществления литейной формы и погружного сопла разливочной машины непрерывного действия, используемой в осуществлении настоящего изобретения.
Фиг.3 - вид в поперечном сечении по горизонтали литейной формы и погружного сопла варианта осуществления, показанного на фиг.2.
Фиг.4 - схематический вид сверху, демонстрирующий один из вариантов осуществления верхних магнитных полюсов, включающих магнитный полюс для постоянного магнитного поля и магнитный полюс для переменного магнитного поля, которые независимо один от другого используются в разливочной машине непрерывного действия для осуществлении настоящего изобретения.
Фиг.5 - график, демонстрирующий взаимозависимость между углом выпуска расплавленной стали из погружного сопла и частотой (индексом дефектов) поверхностных дефектов.
Фиг.6 - схема концептуального представления, на которой показаны энергия турбулентности у верхней поверхности, скорость потока на граничной поверхности твердения (скорость потока на поверхности раздела расплавленной стали и затвердевшей корки), скорость потока у верхней поверхности и концентрация пузырьков на граничной поверхности твердения (концентрация пузырьков на поверхности раздела расплавленной стали и затвердевшей корки) расплавленной стали в литейной форме.
Фиг.7 - график, демонстрирующий взаимозависимость между энергией турбулентности у верхней поверхности расплавленной стали в литейной форме и степенью увлечения флюса.
Фиг.8 - график, демонстрирующий взаимозависимость между скоростью потока у верхней поверхности расплавленной стали в литейной форме и степенью увлечения флюса.
Фиг.9 - график, демонстрирующий взаимозависимость между скоростью потока на граничной поверхности твердения (скоростью потока на поверхности раздела расплавленной стали и затвердевшей корки) расплавленной стали в литейной форме и степенью захвата пузырьков.
Фиг.10 - график, демонстрирующий взаимозависимость между отношением А/В скорости потока А на граничной поверхности твердения к скорости потока В у верхней поверхности расплавленной стали в литейной форме и частотой поверхностных дефектов.
Фиг.11 - график, демонстрирующий взаимозависимость между концентрацией пузырьков на граничной поверхности твердения (концентрацией пузырьков на поверхности раздела расплавленной стали и затвердевшей корки) степенью захвата пузырьков расплавленной сталью в литейной форме.
Осуществление изобретения
Согласно способу непрерывной разливки стали настоящего изобретения, используется разливочная машина непрерывного действия, которая включает в себя пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов. С использованием этой разливочной машины непрерывного действия производится непрерывная разливка стали, в процессе которой поток расплавленной стали тормозится магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов.
Автором изобретения был изучен описанный выше способ непрерывного литья с помощью числового моделирования и т.п.В результате было установлено, что энергия турбулентности у верхней поверхности (вовлеченная в создание завихрения вблизи поверхности) и скорость потока расплавленной стали на поверхности раздела расплавленной стали и затвердевшей корки (называемая далее просто «скоростью потока на граничной поверхности твердения») и скорость потока у верхней поверхности являются факторами (важнейшими факторами), способствующими образованию дефектов от пузырьков и дефектов от флюса, и что эти факторы оказывают влияние на возникновение дефектов. В частности, было также установлено, что скорость потока у верхней поверхности и энергия турбулентности у верхней поверхности оказывают влияние на увлечение формного флюса, а скорость потока у граничной поверхности твердения влияет на дефекты от пузырьков. С учетом этих фактов было изучено действие приложенных постоянных магнитных полей и переменного магнитного поля и наблюдаемое взаимодействие в случае одновременного приложения двух магнитных полей. При этом проясняются следующие позиции
(1) Когда вблизи мениска прилагается переменное магнитное поле, повышается скорость потока на граничной поверхности твердения, усиливается очищающий эффект и уменьшается количество дефектов от пузырьков. Однако, с другой стороны, увеличиваются скорость потока у верхней поверхности и энергия турбулентности у верхней поверхности, что усиливает увлечение формного флюса, в результате чего увеличивается количество дефектов от флюса.
(2) Когда постоянное магнитное поле прилагается к верхним магнитным полюсам, происходит торможение восходящего потока расплавленной стали (восходящего потока, возникающего вследствие обращения струйного потока из вывода для расплавленной стали, причиной чего является столкновение с короткой стороной литейной формы), в результате чего могут быть понижены скорость потока у верхней поверхности и энергия турбулентности у верхней поверхности. Однако используя лишь одно такое постоянное магнитное поле, невозможно отрегулировать до идеального состояния скорость потока у верхней поверхности, энергию турбулентности у верхней поверхности и скорость потока на граничной поверхности твердения.
(3) Как следует из сказанного выше, одновременное приложение переменного магнитного поля и постоянного магнитного поля к верхним магнитным полюсам можно считать эффективным в предотвращении как дефектов от пузырьков, так и дефектов от флюса. Однако достаточного эффекта просто при одновременном приложении двух магнитных полей получить не удалось. Условия разливки (ширина отливаемого сляба и скорость разливки), условия приложения переменного магнитного поля и условия приложения постоянного магнитного поля, приложенных, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, взаимосвязаны и для них существуют оптимальные диапазоны
Настоящее изобретение основано на указанных выше наблюдениях и создает возможность эффективного подавления возникновения дефектов от пузырьков и дефектов от флюса путем оптимизации интенсивностей постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, и интенсивности переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, в соответствии с тем, какую ширину должен иметь отлитый сляб, и со скоростью разливки.
В настоящем изобретении было установлено, что интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, установлено на некоторый заданный высокой уровень, а интенсивности постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам и к нижним магнитным полюсам, следует оптимизировать в основном так, как указано в приведенных ниже (I)-(III), в зависимости от ширины отливаемого сляба и скорости разливки. Фиг.1 представляет график, показывающий зависимость скорости разливки (вертикальная ось) от ширины сляба (горизонтальная ось) для областей (I)-(III)
Область (I) зависимости скорости разливки от ширины сляба, в которой ширина отливаемого сляба и скорость разливки относительно малы и при увеличении ширины отливаемого сляба верхний предел скорости разливки снижается. Скорость струйного потока из вывода для расплавленной стали погружного сопла мала и вихревой поток, возникающий под действием переменного магнитного поля, не встречает существенного препятствия со стороны восходящего потока (обращенного потока). Соответственно, интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, устанавливается на некоторый заданный высокий уровень и интенсивность постоянного магнитного поля (верхние магнитные полюса), необходимая для торможения восходящего потока, уменьшается. В результате энергия турбулентности у верхней поверхности, скорость потока у граничной поверхности твердения и скорость потока у верхней поверхности регулируются в адекватных пределах, что предотвращает возникновение дефектов от пузырьков и дефектов от флюса.
Область (II) зависимости скорости разливки от ширины сляба, в которой ширина отливаемого сляба и скорость разливки лежат в не строго определенном диапазоне, но верхний предел и нижний предел для скорости отливки снижаются с увеличением ширины отливаемого сляба. Скорость струйного потока из вывода для расплавленной стали погружного сопла относительно велика и, таким образом, восходящий поток (обращенный поток) также возрастает и вихревой поток, возникающий под действием переменного магнитного поля, встречает существенное препятствие со стороны восходящего потока. Соответственно, интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, устанавливают на некоторый заданный высокий уровень, а интенсивность постоянного магнитного поля (верхние магнитные полюса), тормозящего восходящий поток, устанавливают на относительно высокий уровень. В результате этого энергия турбулентности у верхней поверхности, скорость потока на граничной поверхности твердения и скорость потока у верхней поверхности регулируются в адекватных диапазонах, что предотвращает возникновение дефектов от пузырьков и дефектов от флюса.
Область (III) зависимости скорости разливки от ширины сляба, в которой ширина отливаемого сляба и скорость разливки относительно велики и нижний предел скорости разливки повышается с уменьшением ширины отливаемого сляба. Скорость струйного потока из вывода для расплавленной стали погружного сопла особенно велика и вследствие этого также сильно возрастает и восходящий поток (обращенный поток), в результате чего вихревой поток, возникающий под действием переменного магнитного поля, встречает существенное препятствие со стороны восходящего потока. Соответственно, интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, устанавливают на некоторый заданный высокий уровень, а интенсивность постоянного магнитного поля (верхние магнитные полюса), тормозящего восходящий поток, устанавливают на особо высокий уровень. В этом случае скорость потока на граничной поверхности твердения регулируется так, чтобы она была в нужных пределах, путем использования струйного потока сопла, в результате чего энергия турбулентности у верхней поверхности и скорость потока у верхней поверхности регулируются в адекватных диапазонах для торможения восходящего потока постоянным магнитным полем, что предотвращает возникновение дефектов от пузырьков и дефектов от флюса.
На фиг.2 и 3 показан один из вариантов осуществления литейной формы и погружного сопла разливочной машины постоянного действия для осуществления настоящего изобретения. Фиг.2 представляет вид в поперечном сечении по вертикали литейной формы и погружного сопла, а фиг.3 представляет вид литейной формы и погружного сопла в поперечном сечении по горизонтали (вид в поперечном сечении вдоль линии III-III на фиг.2). На этих чертежах ссылочное число 1 относится к литейной форме. Литейная форма 1 имеет прямоугольное горизонтальное поперечное сечение, образованное длинными боковыми частями 10 литейной формы (боковыми стенками литейной формы) и короткими боковыми частями 11 литейной формы (боковыми стенками литейной формы). Ссылочное число 2 относится к погружному соплу. Расплавленная сталь из разливочного желоба (не показан), расположенного над литейной формой 1, выливается в литейную форму 1 через погружное сопло 2. Погружное сопло 2 имеет дно 21 в нижнем торце главного корпуса цилиндрического сопла, где имеется пара выводов 20 для расплавленной стали, проходящих через боковую стенку непосредственно над дном 21, которые обращены в сторону двух коротких боковых частей 11 литейной формы.
Чтобы предотвратить забивку сопла, происходящую в результате прилипания и отложения из расплавленной стали на поверхность внутренней стенки погружного сопла 2 неметаллических включений, таких как оксид алюминия, в газовый канал (не показан), расположенный внутри главного корпуса погружного сопла 2 или внутри верхнего сопла (не показано), вводится инертный газ, такой как аргон, причем инертный газ вдувается в сопло от поверхности внутренней стенки сопла. Расплавленная сталь, которая стекает в погружное сопло 2 из разливочного желоба, выпускается в литейную форму 1 через пару выводов 20 для расплавленной стали погружного сопла 2. Выпущенная расплавленная сталь охлаждается в литейной форме 1, образуя затвердевшую корку 5, и непрерывно выводится вниз из литейной формы 1 с образованием сляба. К мениску 6 в литейной форме 1 добавляется флюс, используемый в качестве теплоизоляционного материала для расплавленной стали и смазочного средства между затвердевшей коркой 5 и литейной формой 1. Пузырьки инертного газа, вдуваемого от поверхности внутренней стенки погружного сопла 2 или внутри верхнего сопла, проходят в литейную форму 1 вместе с расплавленной сталью через выводы 20 для расплавленной стали.
На внешних сторонах литейной формы 1 (обратных поверхностях боковой стенки литейной формы) имеются пара верхних магнитных полюсов 3а и 3b и пара нижних магнитных полюсов 4а и 4b, которые расположены один напротив другого через находящуюся между ними длинную часть литейной формы 1. Верхние магнитные полюса 3а и 3b и нижние магнитные полюса 4а и 4b проходят в направлении ширины длинных боковых частей 10 литейной формы по всей ширине. Верхние магнитные полюса 3а и 3b и нижние магнитные полюса 4а и 4b расположены так, что выводы 20 для расплавленной стали находятся по вертикальному направлению литейной формы 1 между положением пика постоянного магнитного поля верхних магнитных полюсов 3а и 3b (положение пика в вертикальном направлении: обычно положение по вертикали центра верхних магнитных полюсов 3а и 3b) и положением пика постоянного магнитного поля нижних магнитных полюсов 4а и 4b (положение пика в вертикальном направлении: обычно положение по вертикали центра нижних магнитных полюсов 4а и 4b). Пара верхних магнитных полюсов 3а и 3b обычно расположена в положениях, которые охватывают мениск 6.
Постоянные магнитные поля прилагаются, соответственно, к верхним магнитным полюсам 3а и 3b и к нижним магнитным полюсам 4а и 4b, а к верхним магнитным полюсам 3а и 3b одновременно прилагается переменное магнитное поле. Таким образом, каждый из верхних магнитных полюсов 3а и 3b обычно включает в себя магнитный полюс для постоянного магнитного поля и магнитный полюс для переменного магнитного поля, которые не зависят один от другого (каждый из магнитных полюсов состоит из железного сердечника и обмотки). Благодаря этому можно свободно выбирать каждую из интенсивностей одновременно приложенных постоянного магнитного поля и переменного магнитного поля. Фиг.4 схематически представляет вид сверху, демонстрирующий один из вариантов осуществления таких верхних магнитных полюсов 3а и 3b. Пара магнитных полюсов 30а и 30b для переменного магнитного поля (т.е., генератор переменного магнитного поля) расположена на внешних сторонах двух длинных боковых частях литейной формы 1, а пара магнитных полюсов 31а и 3lb для постоянного магнитного поля (т.е. генератор постоянного магнитного поля) расположена на их других внешних сторонах.
Каждый из верхних магнитных полюсов 3а и 3b может включать в себя обмотку для постоянного магнитного поля и обмотку для переменного магнитного поля при общем железном сердечнике. Если имеются такая обмотка для постоянного магнитного поля и обмотка для переменного магнитного поля, которые могут регулироваться независимым образом, можно свободно выбирать каждую из интенсивностей одновременно приложенных постоянного магнитного поля и переменного магнитного поля. В отличие от этого, каждый из нижних магнитных полюсов 4а и 4b состоит из железного сердечника и одной обмотки для постоянного магнитного поля
Переменное магнитное поле, приложенное одновременно с постоянным магнитным полем, может быть осциллирующим переменным магнитным полем или переменным магнитным полем со сдвигом. Осциллирующее переменное магнитное поле представляет собой магнитное поле, создаваемое подачей на рядом расположенные обмотки переменных токов, имеющих фазы, в существенной степени обращенные одна по отношению к другой, или подачей переменных токов, имеющих одну и ту же фазу, на обмотки, имеющие направления намотки противоположные одна другой, в результате чего создаваемые расположенными рядом обмотками магнитные поля имеют в существенной степени обращенные фазы. Переменное магнитное поле со сдвигом представляет собой магнитное поле, получаемое подачей переменных токов, имеющих фазы, сдвинутые на 360°/N по отношению к произвольно выбранным N расположенных рядом обмоток. Как правило, с целью достижения высокой эффективности используется N=3 (сдвиг по фазе: 120°).
Расплавленная сталь, выпускаемая из выводов 20 для расплавленной стали погружного сопла 2 в направлении короткой боковой части литейной формы, входит в соударение с затвердевшей коркой 5, образующейся перед короткими боковыми частями 11 литейной формы, и разделяется на восходящий поток и нисходящий поток. Постоянные магнитные поля прилагаются, соответственно, к паре верхних магнитных полюсов 3а и 3b и к паре нижних магнитных полюсов 4а и 4b и базовые эффекты, достигаемые с помощью указанных магнитных полюсов, состоят в том, что восходящий поток расплавленной стали тормозится (замедляется) постоянным магнитным полем, приложенным к паре верхних магнитных полюсов 3а и 3b, а нисходящий поток расплавленной стали тормозится (замедляется) постоянным магнитным полем, приложенным к паре нижних магнитных полюсов 4а и 4b, за счет электромагнитной силы, действующей на расплавленную сталь, движущуюся в постоянных магнитных полях. Переменное магнитное поле, прилагаемое одновременно с постоянным магнитным полем к паре верхних магнитных полюсов 3а и 3b, принудительно размешивает расплавленную сталь у ее мениска и под действием этого расплавленная сталь приобретает способность очищаться от неметаллических включений и пузырьков на граничной поверхности затвердевшей корки. При этом, если переменным магнитным полем является переменное магнитное поле со сдвигом, может быть достигнут эффект вращения и размешивания расплавленной стали в горизонтальном направлении.
Согласно настоящему изобретению, условия разливки подбираются в зависимости от глубины погружения погружного сопла 2 (расстояния от мениска до верхнего конца выводов для расплавленной стали). Глубина погружения погружного сопла 2 составляет 180 мм или больше и меньше 300 мм. Адекватное регулирование потока расплавленной стали оказывается трудным, если глубина погружения сопла слишком велика или слишком мала, так как состояние потока расплавленной стали значительно меняется при изменении количества и скорости потока расплавленной стали, выпускаемой из погружного сопла 2. Если глубина погружения сопла меньше 180 мм, верхняя поверхность расплавленной стали (мениск) непосредственно меняется с изменением количества и скорости потока расплавленной стали, выпускаемой из погружного сопла 2, турбулентность на поверхности становится значительной и легко увлекается формный флюс. В то же время, если глубина равна 300 мм или больше, скорость нисходящего потока возрастает с изменением количества потока расплавленной стали и вследствие этого погружение неметаллических включений и пузырьков приобретает тенденцию становиться значительным.
Из соображения производительности необходимо, чтобы скорость разливки составляла 0,95 м/мин или более, но адекватный контроль при скорости разливки 2,65 м/мин или более труден даже согласно настоящему изобретению. По этой причине диапазон скорости разливки, охватываемый настоящим изобретением, составляет 0,95 м/мин или более, но менее 2,65 м/мин.
Угол а выпуска расплавленной стали (см. фиг.2) из выводов 20 для расплавленной стали погружного сопла 2 в нисходящем направлении по отношению к горизонтальному направлению равен преимущественно 15(или более, но меньше 55°. При угле (выпуска расплавленной стали равно 55(или более неметаллические включения и пузырьки приобретают тенденцию двигаться вниз в литейной форме с нисходящим потоком расплавленной стали и оказываться захваченными в затвердевшей корке, несмотря на торможение нисходящего потока расплавленной стали с использованием постоянного магнитного поля нижних магнитных полюсов 4а и 4b. В то же время, если угол (выпуска расплавленной стали меньше 15°, невозможно адекватным образом контролировать верхнюю поверхность расплавленной стали даже тогда, когда нисходящий поток расплавленной стали тормозится постоянным магнитным полем. При этом, учитывая сказанное выше, более предпочтительный нижний предел для угла (выпуска расплавленной стали равен 25(и, более предпочтительно, верхний предел равен 35°. На фиг.5 показана взаимозависимость между углом (выпуска расплавленной стали из погружного сопла и частотой (индексом дефектов) поверхностных дефектов. В исследованиях, показанных на фиг.5, проведено испытание непрерывной разливки в разных условиях, удовлетворяющих диапазоны настоящих изобретений, касающихся интенсивностей магнитных полей, глубины погружения сопла, скорости разливки и ширины сляба в описанных ниже областях (I)-(III); получаемый в результате непрерывно отливаемый сляб подвергали горячей прокатке и холодной прокатке с образованием стального листа, который подвергался отжигу и цинкованию с целью изучения влияния угла (выпуска расплавленной стали на частоту поверхностных дефектов. Оценку поверхностных дефектов проводили следующим образом. Указанный выше оцинкованный и отожженный стальной лист анализировали с помощью встроенного в линию дефектометра поверхности, непрерывно измеряя поверхностные дефекты, и при этом дефекты, возникшие при производстве стали (дефекты от флюса и дефекты от пузырьков) идентифицировали отдельно от прочих дефектов по внешнему виду дефектов, с помощью СЭМ (сканирующей электронной микроскопии), методом СИСП (спектроскопии с индуктивно связанной плазмой) и т.д. Количество дефектов на 100 м длины рулона определяли по следующему стандарту для определения индекса поверхностных дефектов:
3: количество дефектов составляет 0,30 или меньше
2: количество дефектов больше 0,30 и 1,00 или меньше.
1: количество дефектов больше 1,00.
Следует отметить, что минимальная ширина сляба отливаемого методом непрерывной разливки составляет, как правило, около 700 мм. Способ добавления растворимого элемента в процессе разливки с целью получения слаба с составом, плавно меняющимся между поверхностным слоем и внутренней частью, как это раскрыто в патентном документе 4, не является предпочтительным, поскольку из-за проволок и т.п., добавляемых в качестве растворяемого элемента, велика вероятность появления дефектов от флюса.
Согласно настоящему изобретению, интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам, устанавливают на некоторый заданный высокий уровень, а интенсивности постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам 3а и 3b и к нижним магнитным полюсам 4а и 4b оптимизируются в описанных выше условиях разливки (I)-(III) в зависимости от ширины отливаемого сляба и скорости разливки с целью регулирования энергии турбулентности у верхней поверхности, скорости потока у граничной поверхности твердения и скорости потока у верхней поверхности в адекватных пределах и подавления увлечения формного флюса в затвердевшую корку 5 и захвата мелких пузырьков (главным образом пузырьков инертного газа, вдуваемого изнутри верхнего сопла), которые являются причиной дефектов от флюса и дефектов от пузырьков.
Далее описываются условия областей (I), (II) и (III) в указанном порядке.
- Условия разливки в области (I)
В области зависимости скорости разливки от ширины сляба, такой как область I, показанная на фиг.1, где ширина отливаемого сляба и скорость разливки относительно малы и верхний предел для скорости разливки снижается с увеличением ширины отливаемого сляба, скорость струйного потока из выводов 20 для расплавленной стали погружного сопла 2 мала и вихревой поток, возникающий под действием переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, не ослабляется активным образом восходящим потоком (обращенным потоком). Соответственно, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливают на некоторый заданный высокий уровень и уменьшают интенсивность постоянного магнитного поля (верхние магнитные полюса), приложенного к верхним магнитным полюсам 3а и 3b для торможения восходящего потока. В частности, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах от 0,02 до 0,18 Тл и интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, устанавливают в пределах от 0,30 до 0,45 Тл. В результате энергия турбулентности у верхней поверхности, скорость потока у граничной поверхности твердения и скорость потока у верхней поверхности могут регулироваться в адекватных пределах.
Если интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, ниже 0,060 Тл, вихревой поток, возникающий под действием переменного магнитного поля, активно ослабляется восходящим потоком. В этом случае скорость потока у граничной поверхности твердения не может повышаться стабильным образом, в результате чего легко возникают дефекты от пузырьков. В то же время, если интенсивность переменного магнитного поля превышает 0,090 Тл, сила размешивания расплавленной стали становится слишком большой и в результате этого энергия турбулентности у верхней поверхности и скорость потока у верхней поверхности повышаются. По этой причине активно возникают дефекты от флюса, обусловленные увлечением формного флюса.
Если интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, ниже 0,02 Тл, тормозящий эффект постоянного магнитного поля в отношении восходящего потока расплавленной стали недостаточен. Соответственно, поверхность ванны в значительной степени флуктуирует и в результате этого энергия турбулентности у верхней поверхности и скорость потока у верхней поверхности повышаются. По этой причине легко возникают дефекты от флюса, обусловленные увлечением формного флюса. В то же время, если интенсивность постоянного магнитного поля превышает 0,18 Тл, снижается очищающий эффект восходящего потока расплавленной стали и в результате этого неметаллические включения и пузырьки легко захватываются затвердевшей коркой.
Если интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, ниже 0,30 Тл, тормозящий эффект постоянного магнитного поля в отношении нисходящего потока недостаточен и по этой причине неметаллические включения и пузырьки, сопровождающие нисходящий поток расплавленной стали, движутся в нисходящем направлении и легко захватываются затвердевшей коркой. В то же время, если интенсивность постоянного магнитного поля превышает 0,45 Тл, снижается очищающий эффект нисходящего потока расплавленной стали и в результате этого неметаллические включения и пузырьки легко захватываются затвердевшей коркой.
Однако состояние потока расплавленной стали в литейной форме сильно меняется в зависимости от глубины погружения погружного сопла 2. Иными словами, чем меньше глубина погружения, тем больше вероятность того, что на верхнюю поверхность расплавленной стали (мениск) будет влиять состояние потока выпускаемой из погружного сопла 2 расплавленной стали. С другой стороны, чем больше глубина погружения сопла, тем больше вероятность того, что скорость нисходящего потока будет выше. Поскольку состояние потока расплавленной стали как таковое значительно меняется в зависимости от глубины погружения погружного сопла 2, также, соответственно, меняются и диапазоны ширины отливаемого сляба и скорости разливки, т.е. в зависимости от глубины погружения меняется также диапазон области (I), схематически показанной на фиг.1. В частности, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливают в пределах от 0,02 до 0,18 Тл и интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, устанавливают в пределах от 0,30 до 0,45 Тл - в диапазонах (диапазон области (I)) ширины сляба и скорости разливки в зависимости от глубины погружения погружного сопла 2, как в приведенных ниже случаях (I-1)-(I-3).
(I-1) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (a)-(d) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 180 мм или больше, но меньше 240 мм.
(а) Если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин.
(b) Если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
(I-2) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (a)-(d) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 240 мм или больше, но меньше 270 мм.
(a) Если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин.
(b) Если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
(I-3) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (a)-(d) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 270 мм или больше, но меньше 300 мм.
(a) Если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин.
(b) Если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
- Условия разливки в области (II)
В области зависимости скорости разливки от ширины сляба, такой как область II, показанная на фиг.1, где ширина отливаемого сляба и скорость разливки лежат в грубо определенном диапазоне, но верхний предел и нижний предел для скорости разливки снижаются с увеличением ширины отливаемого сляба, скорость струйного потока из выводов 20 для расплавленной стали погружного сопла 2 относительно велика и в результате этого восходящий поток (обращенный поток) также увеличивается, а вихревой поток, возникающий под действием переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, активно ослабляется восходящим потоком. Соответственно, интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам 3а и 3b, устанавливают на некоторый заданный высокий уровень, а интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, предназначенного для торможения восходящего потока устанавливают на относительно высокий уровень. В частности, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах между 0,18 и 0,25 Тл и интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, устанавливается в пределах от 0,30 до 0,45 Тл. В результате энергия турбулентности у верхней поверхности, скорость потока у граничной поверхности твердения и скорость потока у верхней поверхности могут регулироваться в адекватных пределах.
Как уже указывалось выше, если интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, меньше 0,060 Тл, вихревой поток, генерируемый переменным магнитным полем, активно ослабляется восходящим потоком. В этом случае скорость потока у граничной поверхности твердения не может повышаться стабильным образом, в результате чего легко возникают дефекты от пузырьков. В то же время, если интенсивность переменного магнитного поля превышает 0,090 Тл, сила размешивания расплавленной стали становится слишком большой и в результате этого энергия турбулентности у верхней поверхности и скорость потока у верхней поверхности повышаются. По этой причине легко возникают дефекты от флюса, обусловленные увлечением формного флюса.
Если интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, равна 0,18 Тл или меньше, тормозящий эффект постоянного магнитного поля в отношении восходящего потока расплавленной стали недостаточен. Соответственно, поверхность ванны сильно флуктуирует и в результате этого энергия турбулентности у верхней поверхности и скорость потока у верхней поверхности повышаются. По этой причине легко возникают дефекты от флюса, обусловленные увлечением формного флюса. В то же время, если интенсивность постоянного магнитного поля превышает 0,25 Тл, снижается очищающий эффект восходящего потока расплавленной стали и в результате этого неметаллические включения и пузырьки легко захватываются в затвердевшую корку.
Если интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, меньше 0,30 Тл, тормозящий эффект постоянного магнитного поля в отношении нисходящего потока недостаточен и по этой причине неметаллические включения и пузырьки, сопровождающие нисходящий поток расплавленной стали, движутся в нисходящем направлении и легко захватываются в затвердевшую корку. В то же время, если интенсивность постоянного магнитного поля превышает 0,45 Тл, снижается очищающий эффект нисходящего потока расплавленной стали и в результате этого неметаллические включения и пузырьки легко захватываются в затвердевшую корку.
Однако состояние потока расплавленной стали в литейной форме сильно меняется в зависимости от глубины погружения погружного сопла 2. Иными словами, чем меньше глубина погружения, тем больше вероятность того, что на верхнюю поверхность расплавленной стали (мениск) будет оказывать влияние состояние потока выпускаемой из погружного сопла 2 расплавленной стали. В то же время, чем больше глубина погружения сопла, тем больше вероятность того, что скорость нисходящего потока будет выше. Поскольку состояние потока расплавленной стали как таковое значительно меняется в зависимости от глубины погружения погружного сопла 2, также в зависимости от глубины погружения меняются и диапазоны ширины отливаемого сляба и скорости разливки, т.е. диапазон области (II), схематически показанной на фиг.1. В частности, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах между 0,27 и 0,35 Тл и интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, устанавливается в пределах от 0,30 до 0,45 Тл в диапазонах (диапазон области (III)) ширины сляба и скорости разливки в зависимости от глубины погружения погружного сопла 2, как в приведенных ниже случаях (II-I) и (II-2).
(II-1) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (а)-(е) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 180 мм или больше, но меньше 240 мм.
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,05 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 1,85 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
(II-2) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (a)-(f) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 240 мм или больше, но меньше 270 мм.
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 1,85 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,85 м/мин.
(f) Если ширина сляба равна 1550 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
(II-3) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (a)-(f) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 270 мм или больше, но меньше 300 мм.
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,65 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,25 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,85 м/мин.
(f) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
- Условия разливки в области (III)
В области зависимости скорости разливки от ширины сляба, такой как область II на фиг.1, где ширина отливаемого сляба и скорость разливки относительно велики и нижний предел для скорости разливки повышается с уменьшением ширины отливаемого сляба, скорость струйного потока из выводов 20 для расплавленной стали погружного сопла 2 особенно велика и в результате этого восходящий поток (обращенный поток) также в значительной степени велик и вследствие этого у граничной поверхности индуцируется высокая скорость потока расплавленной стали. Соответственно, чтобы подавить влияние вихревого потока, корректируют интенсивность вихревого магнитного поля. Иными словами, интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам 3а и 3b, устанавливают на некоторый заданный высокий уровень и интенсивность постоянного магнитного поля (верхние магнитные полюса), предназначенного для торможения восходящего потока, при этом значительно увеличивается. В частности, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах между 0,25 и 0,35 Тл и интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, устанавливается в пределах от 0,30 до 0,45 Тл. В результате энергия турбулентности у верхней поверхности, скорость потока у граничной поверхности твердения и скорость потока у верхней поверхности могут регулироваться в адекватных пределах.
Как уже указывалось выше, если интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, меньше 0,060 Тл, вихревой поток, генерируемый переменным магнитным полем, активно ослабляется восходящим потоком. В этом случае скорость потока у граничной поверхности твердения не может повышаться стабильным образом, в результате чего легко возникают дефекты от пузырьков. В то же время, если интенсивность переменного магнитного поля превышает 0,090 Тл, сила размешивания расплавленной стали становится слишком большой и в результате этого энергия турбулентности у верхней поверхности и скорость потока у верхней поверхности повышаются. По этой причине легко возникают дефекты от флюса, обусловленные увлечением формного флюса.
Если интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, равна 0,25 Тл или меньше, тормозящий эффект постоянного магнитного поля в отношении восходящего потока расплавленной стали недостаточен. Соответственно, поверхность ванны сильно флуктуирует и в результате этого энергия турбулентности у верхней поверхности и скорость потока у верхней поверхности повышаются. По этой причине легко возникают дефекты от флюса, обусловленные увлечением формного флюса. В то же время, если интенсивность постоянного магнитного поля превышает 0,35 Тл, снижается очищающий эффект восходящего потока расплавленной стали и в результате этого неметаллические включения и пузырьки легко захватываются в затвердевшую корку.
Если интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, меньше 0,30 Тл, тормозящий эффект постоянного магнитного поля в отношении нисходящего потока недостаточен и по этой причине неметаллические включения и пузырьки, сопровождающие нисходящий поток расплавленной стали, движутся в нисходящем направлении и легко захватываются в затвердевшую корку. В то же время, если интенсивность постоянного магнитного поля превышает 0,45 Тл, снижается очищающий эффект нисходящего потока расплавленной стали и в результате этого неметаллические включения и пузырьки легко захватываются в затвердевшую корку.
Однако состояние потока расплавленной стали в литейной форме сильно меняется в зависимости от глубины погружения погружного сопла 2. Иными словами, чем меньше глубина погружения, тем больше вероятность того, что на верхнюю поверхность расплавленной стали (мениск) будет оказывать влияние состояние потока выпускаемой из погружного сопла 2 расплавленной стали. В то же время, чем больше глубина погружения сопла, тем выше скорость нисходящего потока. Поскольку состояние потока расплавленной стали как таковое значительно меняется в зависимости от глубины погружения погружного сопла 2, также в зависимости от глубины погружения меняются и диапазоны ширины отливаемого сляба и скорости разливки, т.е. диапазон области (III), схематически показанной на фиг.1. В частности, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам 3а и 3b, устанавливается в пределах между 0,25 и 0,35 Тл и интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам 4а и 4b, устанавливается в пределах от 0,30 до 0,45 Тл в диапазонах (диапазон области (III)) ширины сляба и скорости разливки в зависимости от глубины погружения погружного сопла 2, как в приведенных ниже случаях (III-I)-(III-3).
(III-I) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (a)-(f) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 180 мм или больше, но меньше 240 мм.
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,65 м/мин.
(c) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,45 м/мин.
(d) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,35 м/мин.
(e) Если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,25 м/мин.
(f) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
(III-2) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (a)-(g) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 240 мм или больше, но меньше 270 мм.
(a) Если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 2,45 м/мин или выше, но ниже 2,60 м/мин.
(b) Если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин.
(c) Если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,65 м/мин.
(d) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,45 м/мин.
(e) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,35 м/мин.
(f) Если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,25 м/мин.
(g) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
(III-3) Случай, когда непрерывная разливка проводится при указанных ниже скоростях разливки (а)-(е) в зависимости от ширины сляба и глубине погружения погружного сопла 2 равной 270 мм или больше, но меньше 300 мм.
(а) Если ширина сляба равна 1150 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин.
(b) Если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,45 м/мин.
(c) Если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,35 м/мин.
(d) Если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,25 м/мин.
(e) Если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
Как уже указывалось выше, если интенсивность переменного магнитного поля, одновременно приложенного к верхним магнитным полюсам 3а и 3b, устанавливается на некоторый заданный высокий уровень, а интенсивности постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам 3а и 3b и к нижним магнитным полюсам 4а и 4b, оптимизируются в соответствии с шириной отливаемого сляба и скорость разливки, энергия турбулентности у верхней поверхности, скорость потока у граничной поверхности твердения и скорость потока у верхней поверхности, которые являются факторами, имеющими отношение к образованию дефектов от пузырьков и дефектов от флюса (фактором, связанным с потоком расплавленной стали в литейной форме), адекватным образом регулируются. Благодаря этому может быть реализовано состояние, в котором захват пузырьков у граничной поверхности твердения и увлечение формного флюса происходят редко, благодаря чему может быть получен высококачественный сляб с малым количеством дефектов, возникающих от пузырьков и формного флюса. Описанный выше способ непрерывного литья можно также рассматривать как три описанных ниже способа непрерывного литья (А)-(С).
(А) В способе непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает в себя пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам устанавливается в пределах от 0,02 до 0,18 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам устанавливается в пределах от 0,30 до 0,45 Тл, когда непрерывная разливка проводится в одних из ранее описанных условий (I-1)-(I-3) (диапазоны ширины слябов и скорости разливки в зависимости от глубины погружения погружного сопла).
(B) В способе непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает в себя пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам устанавливается в пределах между 0,18 и 0,25 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам устанавливается в пределах от 0,30 до 0,45 Тл, когда непрерывная разливка проводится в одних из ранее описанных условий (II-1)-(II-3) (диапазоны ширины слябов и скорости разливки в зависимости от глубины погружения погружного сопла).
(C) В способе непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает в себя пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам устанавливается в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам устанавливается в пределах между 0,25 и 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам устанавливается в пределах от 0,30 до 0,45 Тл, когда непрерывная разливка проводится в одних из ранее описанных условий (III-I) и (III-3) (диапазоны ширины слябов и скорости разливки в зависимости от глубины погружения погружного сопла).
При осуществлении настоящего изобретения с целью контроля преимущественно используется компьютер, величина переменного тока, подаваемого на обмотку переменного магнитного поля верхнего магнитного полюса, и величины постоянного тока, подаваемого на обмотки верхнего магнитного полюса и нижнего магнитного полюса, определяются с использованием предварительно составленной таблицы и/или математической формулы, учитывающей ширину отливаемого сляба, скорость разливки и глубину погружения погружного сопла (расстояние от мениска до верхнего конца вывода для расплавленной стали), причем переменный ток и постоянные токи подаются для автоматического регулирования интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, и интенсивностей постоянных магнитных полей, приложенных, соответственно, к верхним магнитным полюсам и нижним магнитным полюсам. При этом условия разливки, на основе которых определяются величины тока, могут включать толщину сляба, угол выпуска из вывода для расплавленной стали погружного сопла, который (угол) является углом отклонения вниз от горизонтального направления, и количество газа, вдуваемого от поверхности внутренней стенки погружного сопла.
Фиг.6 представляет концептуальную диаграмму, демонстрирующую энергию турбулентности у верхней поверхности, скорость потока на граничной поверхности твердения (скорость потока на поверхности раздела расплавленной стали и затвердевшей корки), скорость потока у верхней поверхности и концентрацию пузырьков на граничной поверхности твердения (концентрацию пузырьков на поверхности раздела расплавленной стали и затвердевшей корки) расплавленной стали в литейной форме. Энергия турбулентности у верхней поверхности (указанная с помощью второго сверху текстового кадра на фиг.6) расплавленной стали является пространственно усредненным значением k, вычисляемым с помощью приведенной ниже формулы и представляемым как численное моделирование потока с использованием трехмерной модели k-ε, определение которой дается в гидродинамике. При этом следует принимать во внимание угол выпуска расплавленной стали из погружного сопла, глубину погружения сопла и скорость вдувания инертного газа (например, Ar) с учетом объемного расширения. Например, если скорость вдувания инертного газа составляет 15 нл (нормальных литров)/мин, коэффициент объемного расширения равен 6. Иными словами, моделью количественного анализа является модель, которая учитывает количество движения, уравнение непрерывности и модель k-(турбулентного потока в сочетании с полевой силой Лоренца и подъемным эффектом продувки сопла (использовано описание модели с двумя уравнениями на стр.129 непатентного документа "Handbook of Computational Fluid Dynamics" (Руководство по вычислительной гидродинамике), опубликованного 31 марта, 2003))
[Математика 1]
где
v′X=δvX/δt
v′Y=δvY/δt
v′Z=δvZ/δt
vX: скорость потока (м/сек) в направлении X у верхней поверхности расплавленной стали (поверхности ванны)
vY: скорость потока (м/сек) в направлении Y у верхней поверхности расплавленной стали (поверхности ванны)
VZ: скорость потока (м/сек) в направлении Z у верхней поверхности расплавленной стали (поверхности ванны)
Скорость потока у граничной поверхности твердения (скорость потока расплавленной стали на поверхности раздела расплавленной стали и затвердевшей корки) (указанная с помощью второго снизу текстового кадра на фиг.6) является пространственно усредненным значением скорости потока расплавленной стали в положении на 50 мм ниже мениска и имеющая долю твердой фазы fs=0,5. Для скорости потока у граничной поверхности твердения наряду с латентной теплотой затвердевания и теплопереносом следует рассматривать температурную зависимость вязкости расплавленной стали. Проведенный авторами настоящего изобретения подробный расчет показал, что скорость потока у граничной поверхности твердения при доле твердой фазы fs=0,5 эквивалентен половине скорости потока, определенной путем измерения угла наклона дендритов (fs=0). Иными словами, если рассчитанная скорость потока у граничной поверхности твердения равна 0,1 м/сек при fs=0,5, скорость потока у граничной поверхности твердения, определенная по углу наклона дендритов (fs=0) сляба равна 0,2 м/сек. Следует отметить, что скорость потока у граничной поверхности твердения по измерению угла наклона дендритов (fs=0) сляба равна скорости потока у граничной поверхности твердения в положении с долей твердой фазы fs=0 у поверхности фронта твердения. При этом угол наклона дендритов является углом наклона первичной ветви дендрита, выступающей в направлении толщины от поверхности, по отношению к направлению нормали к поверхности сляба. (Непатентный документ: Tetsu-to-Hagane [Iron and Steel], 1975, No.14, стр.2982-2990, "Relation between Large Inclusions and Growth Directions of Columnar Dendrites in Continuously Cast Slabs" (Взаимоотношение между большими включениями и направлениями роста столбчатых дендритов в непрерывно отливаемых слябах).
Скорость потока у верхней поверхности (указанная с помощью верхнего текстового кадра на фиг.6) является пространственно усредненным значением скорости потока расплавленной стали у верхней поверхности расплавленной стали (поверхности ванны). Она имеет также определение с использованием упомянутой выше трехмерной модели количественного анализа. При этом скорость потока у верхней поверхности сопровождается торможением, измеряемым с использованием погружаемого стержня. Однако, согласно приведенному определению, скорость потока у верхней поверхности является ее усредненным по площади положением и благодаря этому может рассчитываться с использованием количественного расчета. В частности, количественный анализ энергии турбулентности у верхней поверхности, скорость потока у граничной поверхности твердения и скорость потока у верхней поверхности могут проводиться как указано ниже. Например, количественный анализ может быть выполнен с помощью универсальной программы анализа жидких потоков Fluent и т.п.с использованием модели, которая учитывает количество движения, уравнение непрерывности и модель турбулентного потока (k-ε-модель) в сочетании с анализом магнитного поля и распределением газовых пузырьков (с использованием описания руководства для пользователей непатентного документа Fluent 6.3 (Fluent Inc. USA))
Энергия турбулентности у верхней поверхности в существенной степени влияет на увлечение формного флюса. При повышении энергии турбулентности у верхней поверхности возникает увлечение формного флюса, что приводит к увеличению количества дефектов от флюса. Напротив, если энергия турбулентности у верхней поверхности слишком мала, формный флюс в недостаточной степени образует шлак. На фиг.7 показана взаимозависимость между энергией турбулентности у верхней поверхности (горизонтальная ось, м2/с2) и степенью увлечения формного флюса (%), захваченного из флюса, равномерно распределенного по поверхности расплавленной стали (верхней поверхности) (вертикальная ось). Другими условиями были следующие: скорость потока у граничной поверхности твердения: от 0,14 до 0,20 м/сек, скорость потока у верхней поверхности: от 0,05 до 0,30 м/сек и концентрация пузырьков у граничной поверхности твердения: 0,01 кг/м3 или ниже. Согласно фиг.7, увлечение формного флюса эффективно подавляется и формный флюс удовлетворительным образом образует шлак при энергии турбулентности на верхней поверхности в пределах от 0,0020 до 0,0035 м2/сек2. Увлечение формного флюса в особенной степени подавляется при 0,0030 м2/сек2 или ниже. Однако при 0,0020 м2/сек2 или ниже формный флюс образует шлак в недостаточной степени. Соответственно, энергия турбулентности у верхней поверхности составляет от 0,0020 до 0,0035 м2/сек2 и преимущественно от 0,0020 до 0,0030 м2/сек2.
Скорость потока у верхней поверхности также существенно влияет на увлечение формного флюса. Увлечение формного флюса происходит в большей степени при повышении скорости потока у верхней поверхности, что приводит к увеличению количества дефектов от флюса. На фиг.8 показана взаимозависимость между скоростью потока у верхней поверхности (горизонтальная ось, м2/с2) и степенью увлечения формного флюса (% флюса, захваченного из флюса, равномерно распределенного по поверхности расплавленной стали (верхней поверхности) (вертикальная ось)). Другими условиями были следующие: энергия турбулентности у верхней поверхности: от 0,0020 до 0,0030 м2/сек2, скорость потока у граничной поверхности твердения: от 0,14 до 0,20 м/сек и концентрация пузырьков у граничной поверхности твердения: 0,01 кг/м3 или ниже. Согласно фиг.8, увлечение формного флюса эффективно подавляется при скорости потока у верхней поверхности 0,30 м/сек или ниже. Соответственно, предпочтительная скорость потока у верхней поверхности равна 0,30 м/сек или ниже. Если скорость потока у верхней поверхности слишком мала, появляется область, в которой температура верхней поверхности расплавленной стали является низкой. В результате этого усиливаются включение шлака, обусловленное недостаточным расплавлением формного флюса, и частичное затвердевание расплавленной стали, что затрудняет рабочий процесс.Соответственно, предпочтительно, чтобы скорость потока у верхней поверхности была равной 0,05 м/сек или выше. В данном случае скорость потока у верхней поверхности является усредненным по объему значением у верхней поверхности расплавленной стали и определяется на основе расчета текучих сред. При измерении сверху вводится погружной стержень, позволяющий измерить торможение. Однако такое измерение проводится только для какой-либо конкретной точки и используется, таким образом, для проверки описанного выше расчета.
Скорость потока у граничной поверхности твердения существенно влияет на захват пузырьков и включений в затвердевшую корку. Если скорость потока у граничной поверхности твердения низка, пузырьки и включения легко захватываются в затвердевшую корку, что приводит к увеличению количества дефектов от пузырьков и т.п.В то же время, если скорость потока у граничной поверхности твердения чрезмерно высока, происходит повторное плавление только что образовавшейся затвердевшей корки, что препятствует росту затвердевшей корки. В наихудшем случае это приводит к нарушению и остановке работы, что выдвигает серьезную проблему производительности. На фиг.9 показана взаимозависимость между скоростью потока у граничной поверхности твердения (горизонтальная ось, м2/с2) и степенью захвата пузырьков (% пузырьков, захваченных из пузырьков, равномерно распределенных в сопле (вертикальная ось)). Другими условиями были следующие: энергия турбулентности у верхней поверхности: от 0,0020 до 0,0030 м2/сек2, скорость потока у верхней поверхности: 0,05-0,30 м/сек и концентрация пузырьков у граничной поверхности твердения: 0,01 кг/м3 или ниже. Согласно фиг.9, захват пузырьков в затвердевшую корку эффективно подавляется в диапазоне скорости потока у граничной поверхности твердения 0,08 м/сек или выше. При этом захват пузырьков особенно мал при 0,14 м/сек или выше. С другой стороны, проблема, касающаяся производительности, такая как нарушение, обусловленное торможением роста затвердевшей корки, не возникает, если скорость потока у граничной поверхности твердения равна 0,20 м/сек или ниже. Соответственно, скорость потока у граничной поверхности твердения составляет от 0,08 до 0,20 м/сек и преимущественно от 0,14 до 0,20 м/сек.
Отношение А/В скорости потока у граничной поверхности твердения А к скорости потока у верхней поверхности В оказывает влияние как на захват пузырьков, так и на увлечение формного флюса. Чем меньше отношение А/В, тем больше вероятность захвата пузырьков и включений в затвердевшую корку, что приводит к увеличению количества дефектов от пузырьков и т.п.Если же отношение А/В чрезмерно велико, велика вероятность увлечения формной пудры, что приведет к увеличению количества дефектов от флюса. На фиг.10 показана взаимозависимость между отношением А/В (горизонтальная ось) и частотой поверхностных дефектов (числом дефектов на 100 м стальной полосы, детектируемых с помощью дефектометра поверхности (вертикальная ось)). Другими условиями были следующие: энергия турбулентности у верхней поверхности: от 0,0020 до 0,0030 м2/сек2; скорость потока у верхней поверхности: 0,05-0,30 м/сек; скорость потока у граничной поверхности твердения: 0,14-0,20 м/сек; и концентрация пузырьков у граничной поверхности твердения: 0,01 кг/м3. Согласно фиг.10, характеризующая качество поверхности дефектность особенно хороша при отношении А/В от 1,0 до 2,0. Соответственно, отношение А/В скорости потока у граничной поверхности А твердения к скорости потока у верхней поверхности В составляет преимущественно от 1,0 до 2,0.
С учетом сказанного выше предпочтительно следующее состояние потока расплавленной стали в литейной форме: энергия турбулентности у верхней поверхности: от 0,0020 до 0,0035 м2/сек2, скорость потока у верхней поверхности: 0,30 м/сек или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки: от 0,08 до 0,20 м/сек. Энергия турбулентности у верхней поверхности, более предпочтительно, составляет от 0,0020 до 0,0030 м2/сек2, скорость потока у верхней поверхности, более предпочтительно, составляет от 0,05 до 0,30 м/сек и скорость потока граничной поверхности твердения, более предпочтительно, составляет от 0,14 дл 0,20 м/сек. Отношение А/В скорости потока А у граничной поверхности твердения к скорости потока В у верхней поверхности преимущественно составляет от 1,0 до 2,0.
Еще одним фактором, играющим роль в образовании дефектов от пузырьков является концентрация пузырьков на поверхности раздела расплавленной стали и затвердевшей корки (далее называемая «концентрацией пузырьков у граничной поверхности твердения») (указанная с помощью нижнего текстового кадра на фиг.6). Если концентрация пузырьков у граничной поверхности твердения адекватным образом контролируется, захват пузырьков у граничной поверхности твердения может быть подавлен более адекватным образом. Концентрация пузырьков у граничной поверхности твердения определяется упомянутым выше количественным расчетом как концентрация пузырьков с диаметром 1 мм при доле твердой фазы fs=0.5. В этом случае в целях расчета число N вдуваемых в сопло пузырьков принимается равным N=AD-5, где А обозначает скорость вдуваемого газа и D обозначает диаметр пузырьков (непатентный документ: ISIJ Int. Vol.43 (2003), No.10, стр.1548-1555). Скорость вдуваемого газа обычно составляет от 5 до 20 нл/мин.
Концентрация пузырьков у граничной поверхности твердения оказывает существенное влияние на захват пузырьков. Если концентрация пузырьков высока, количество пузырьков, захваченных в затвердевшую корку, увеличивается. На фиг.11 показана взаимозависимость между концентрацией пузырьков у граничной поверхности твердения (горизонтальная ось, кг/м3) и степенью захвата пузырьков (% пузырьков, захваченных из пузырьков, распределенных в сопле (вертикальная ось)). Другими условиями были следующие: энергия турбулентности у верхней поверхности: от 0,0020 до 0,0030 м2/сек2, скорость потока у верхней поверхности: 0,05-0,30 м/сек и скорость потока у граничной поверхности твердения: от 0,14 до 0,20 м/сек. Согласно фиг.11, количество пузырьков, захваченных в затвердевшую корку, подавляется до низкого уровня при концентрации пузырьков у граничной поверхности твердения равном 0,01 кг/м3. Соответственно, предпочтительная концентрация пузырьков у граничной поверхности твердения равна 0,01 кг/м3 или ниже. Концентрацию пузырьков у граничной поверхности твердения можно регулировать с помощью толщины отливаемого сляба и количества инертного газа, вдуваемого от поверхности внутренней стенки погружного сопла. Толщина отливаемого сляба преимущественно равна 220 мм или больше, а количество инертного газа, вдуваемого от поверхности внутренней стенки погружного сопла, преимущественно равно 25 нл/мин или менее. Предпочтительно, чтобы концентрация пузырьков у граничной поверхности твердения была как можно более низкой без специально установленного нижнего предела.
Расплавленная сталь, выпускаемая из выводов 20 для расплавленной стали погружного сопла 2, сопровождается пузырьками. Если толщина сляба слишком мала, выпускаемый из выводов 20 для расплавленной стали поток расплавленной стали приближается к затвердевшей корке 5 со стороны длинной части литейной формы. При этом концентрация пузырьков у граничной поверхности твердения повышается и пузырьки активно захватываются у граничной поверхности затвердевшей корки. В частности, если толщина сляба меньше 220 мм, регулировать распределение пузырьков по указанной выше причине трудно даже при осуществлении контроля потока расплавленной стали с помощью электромагнитного управления потоком в соответствии с настоящим изобретением. В то же время, если толщина сляба превышает 300 мм, возникает проблема снижения производительности операции горячей прокатки. Соответственно, предпочтительно, чтобы толщина отливаемого сляба составляла от 220 до 300 мм.
Если количество инертного газа, вдуваемого от поверхности внутренней стенки погружного сопла 2, увеличивается, концентрация пузырьков у граничной поверхности твердения возрастает и пузырьки активно захватываются у граничной поверхности затвердевшей корки. В частности, если количество вдуваемого инертного газа превышает 20 нл/мин, регулировать распределение пузырьков по указанной выше причине трудно даже при осуществлении контроля потока расплавленной стали с помощью электромагнитного управления потоком в соответствии с настоящим изобретением. В то же время, если количество вдуваемого инертного газа слишком мало, появляется опасность забивки сопла и усиливаются отклонения направления потока. По этой причине скорость потока трудно контролируема. Соответственно, предпочтительно, чтобы количество инертного газа, вдуваемого от поверхности внутренней стенки погружного сопла 2, составляла от 3 до 25 нл/мин. Кроме того, если адекватным образом повышать частоту переменного магнитного поля, прилагаемого к верхним магнитным полюсам, индуцируемое магнитным полем изменение потока во времени уменьшается. Благодаря этому может быть устранено возмущение верхней поверхности расплавленной стали, может быть уменьшена вероятность того, что формная пудра останется нерасплавленной, или уменьшена вероятность флуктуации поверхности ванны, обусловленная ее возмущением, в результате чего может быть достигнуто более высокое качество сляба. В частности, при частоте 1,5 Гц или выше могут быть значительно снижены нерасплавленная формная пудра и флуктуация поверхности ванны. Было также установлено, что при адекватном снижении частоты может быть устранено нагревание медной пластины литейной формы или периферических частей медной пластины во время приложения магнитного поля и, соответственно, уменьшена опасность деформирования литейной формы. В частности, при частоте 5,0 Гц или ниже значительно снижается указанная выше опасность возникновения деформации. Учитывая сказанное выше, предпочтительно, чтобы частота лежала в пределах между 1,5 и 5,0 Гц.
Примеры
Приблизительно 300 т раскисленной алюминием спокойной стали было разлито способом непрерывной разливки с помощью разливочной машины непрерывного действия, показанной на фиг.2 и 3, т.е. разливочной машины непрерывного действия, которая включает в себя пару верхних магнитных полюсов (содержащих магнитные полюса постоянного магнитного поля и магнитные полюса переменного магнитного поля, которые можно регулировать независимым образом) и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы (обратных поверхностях боковой стенки литейной формы), причем как верхние магнитные полюса, так и нижние магнитные полюса, соответственно, расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, и при этом способ включал в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными, соответственно, к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, в то время как расплавленная сталь перемешивалась переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов. С целью предотвращения забивки сопла использовался инертный газ Ar, вдуваемый из погружного сопла, количество которого регулировалось в пределах от 5 до 12 но/мин в зависимости от открытия скользящего сопла.
Технические условия разливочной машины непрерывного действия и другие условия разливки были следующими:
- Форма выводов для расплавленной стали погружного сопла: прямоугольник размером 70 мм (80 мм.
- Внутренний диаметр погружного сопла: 80 мм
- Площадь раствора вывода для расплавленной стали погружного сопла: 5600 мм2
- Вязкость используемого формного флюса (1300°С): 0,6 спз
- Частота переменного магнитного поля, приложенного к верхним магнитным полюсам: 3,3 Гц
Пример 1
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 1, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 230 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 45(в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,12 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ (сканирующей электронной микроскопии) и методом СИСП (спектроскопии с индуктивно связанной плазмой) и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 1.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 2
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 2, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 230 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35° в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,24 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 2.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 3
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 3, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 230 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35(в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,29 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 3.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 4
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 4, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 260 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35° в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,12 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 4.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 5
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 5, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 260 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35° в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,24 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 5.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 6
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 6, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 260 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35° в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,29 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 6.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 7
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 7, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 290 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35° в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,12 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 7.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 8
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 8, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 290 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35° в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,24 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 8.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 9
Непрерывную разливку проводили в условиях (ширина сляба и скорость разливки), показанных в таблице 9, с использованием погружного сопла на глубине погружения (расстояния от мениска до верхнего конца вывода для расплавленной стали) 290 мм, которое (погружное сопло) имеет выводы для расплавленной стали, каждое из которых характеризуется углом выпуска расплавленной стали равным 35° в нисходящем направлении по отношению к горизонтальному направлению, при регулировании интенсивности переменного магнитного поля, приложенного к верхним магнитным полюсам, до 0,080 Тл, интенсивности постоянного магнитного поля, приложенного к верхним магнитным полюсам, до 0,29 Тл и интенсивности постоянного магнитного поля, приложенного к нижним магнитным полюсам, до 0,38 Тл. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и дефекты, образовавшиеся в процессе сталеварения (дефекты от флюса и дефекты от пузырьков), идентифицировали отдельно от других по внешнему виду дефекта, с помощью СЭМ и методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона. Результаты приведены в таблице 9.
А: Количество дефектов 1,00 или менее.
F: Количество дефектов более 1.00.
Пример 10
Непрерывную разливку проводили в условиях для приложения магнитных полей, показанных в таблицах 10-14. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и идентифицировали отдельно от других дефекты от флюса и дефекты от пузырьков по внешнему виду дефекта, с помощью СЭМ, методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона.
АА: Количество дефектов равно 0,30 или менее.
А: Количество дефектов лежит в пределах между 0,30 и 1,00.
F: Количество дефектов более 1,00.
На основе этих данных «дефекты после цинкования» были оценены следующим исчерпывающим образом.
А: Как дефекты от флюса, так и дефекты от пузырьков оценивались как АА или А.
F: Дефекты от флюса и/или дефекты от пузырьков оценивались как F
Результаты приведены в таблицах 10-14.


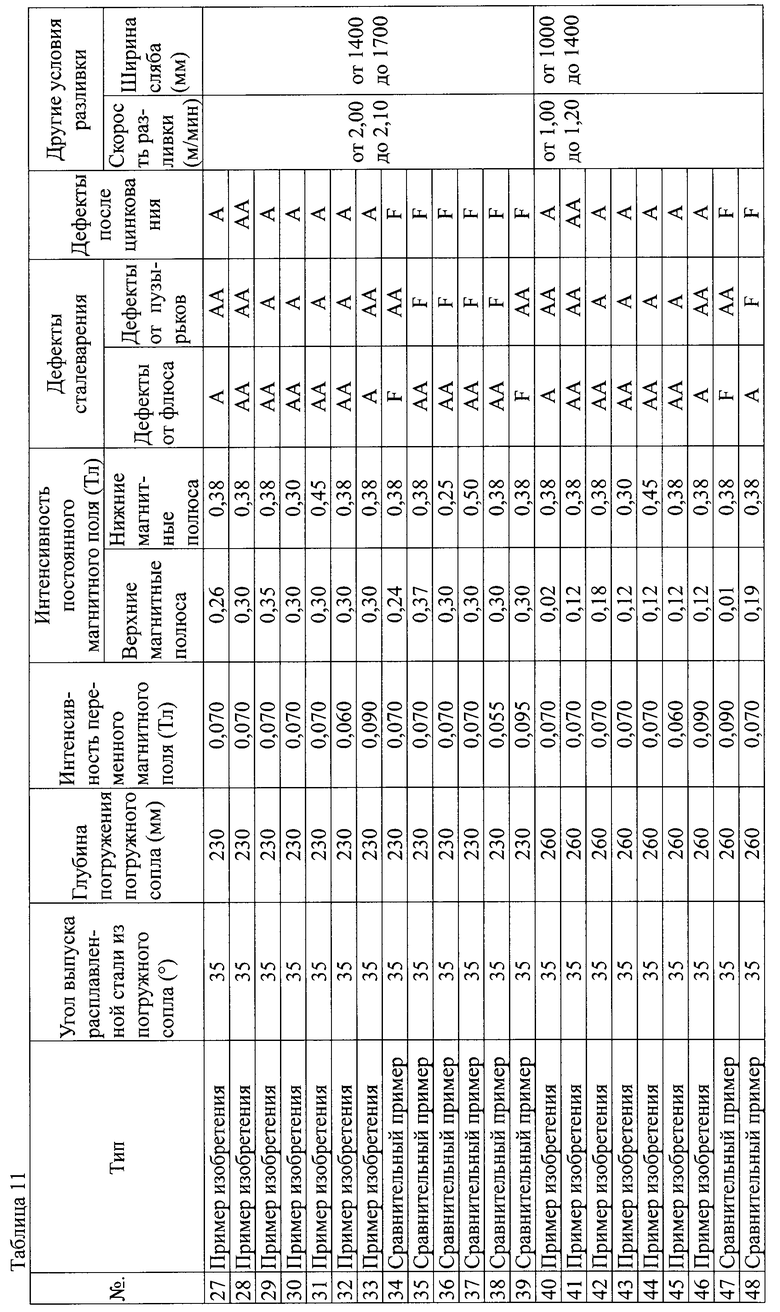

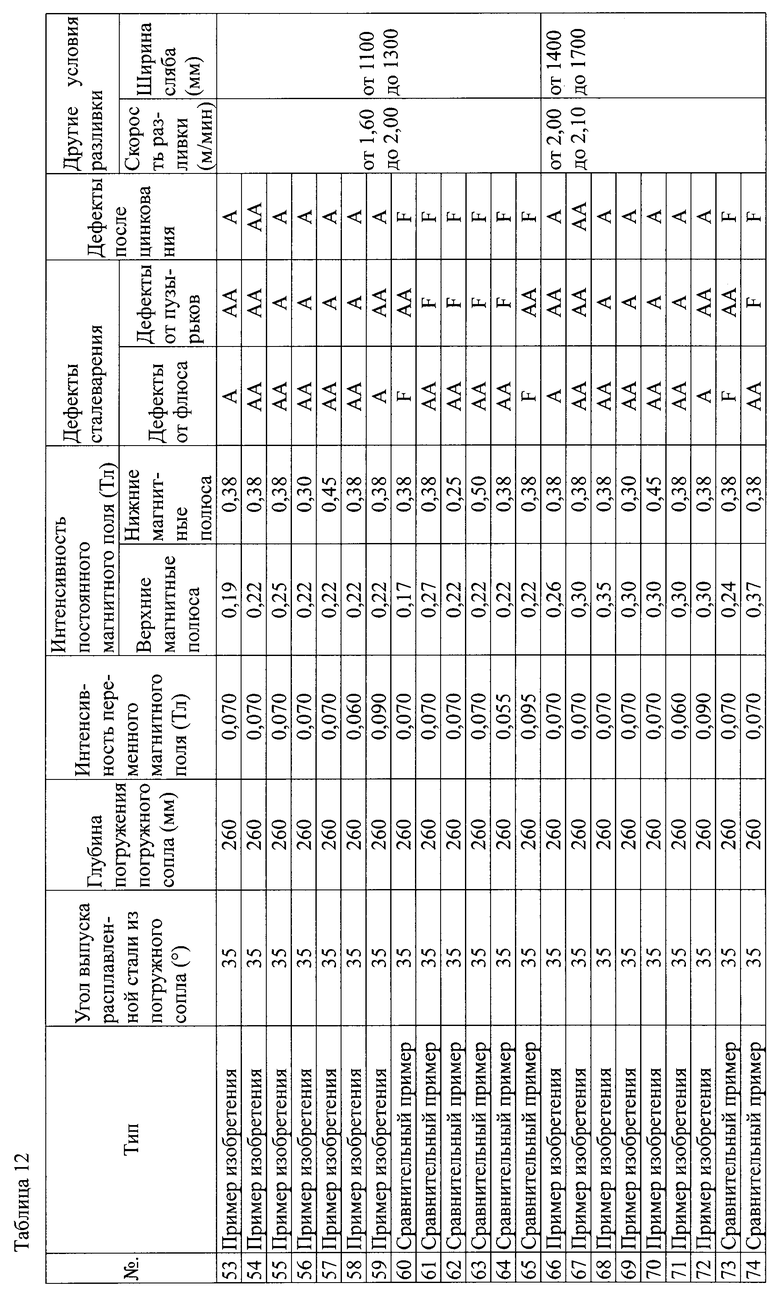



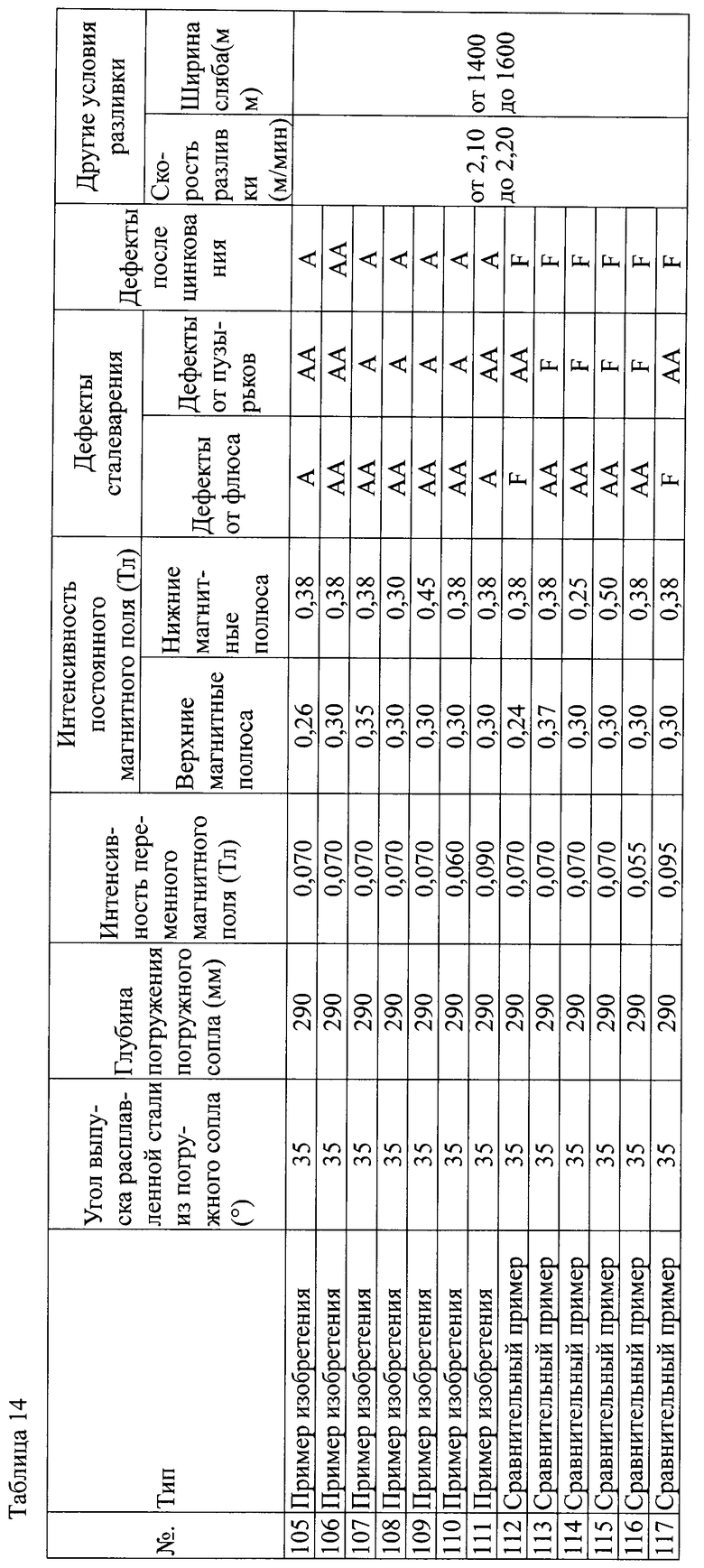
Пример 11
Непрерывную разливку проводили в условиях для приложения магнитных полей, показанных в таблице 15. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и идентифицировали отдельно от других дефекты от флюса и дефекты от пузырьков по внешнему виду дефекта, с помощью СЭМ, методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона.
АА: Количество дефектов равно 0,30 или менее.
А: Количество дефектов лежит в пределах между 0,30 и 1,00.
F: Количество дефектов более 1,00.
На основе этих данных «дефекты после цинкования» были оценены следующим исчерпывающим образом.
А: Как дефекты от флюса, так и дефекты от пузырьков оценивались как АА или А.
F: Дефекты от флюса и/или дефекты от пузырьков оценивались как F.
Результаты приведены в таблице 11.


Пример 12
Непрерывную разливку проводили в условиях для приложения магнитных полей, показанных в таблицах 16-18. Образованный с помощью такой непрерывной разливки сляб подвергали горячей прокатке и холодной прокатке, получая в результате стальной лист, который затем подвергали операции отжига и цинкования. Отожженный и оцинкованный стальной лист анализировали с помощью встроенного в линию дефектометра поверхностей, непрерывно измеряя поверхностные дефекты, и идентифицировали отдельно от других дефекты от флюса и дефекты от пузырьков по внешнему виду дефекта, с помощью СЭМ, методом СИСП и т.д. Оценка проводилась согласно приведенному ниже стандарту по числу дефектов на 100 м длины рулона.
АА: Количество дефектов равно 0,30 или менее.
А: Количество дефектов лежит в пределах между 0,30 и 1,00.
F: Количество дефектов более 1,00.
На основе этих данных «дефекты после цинкования» были оценены следующим исчерпывающим образом.
А: Как дефекты от флюса, так и дефекты от пузырьков оценивались как АА или А.
F: Дефекты от флюса и/или дефекты от пузырьков оценивались как F
Результаты приведены в таблицах 16-18.
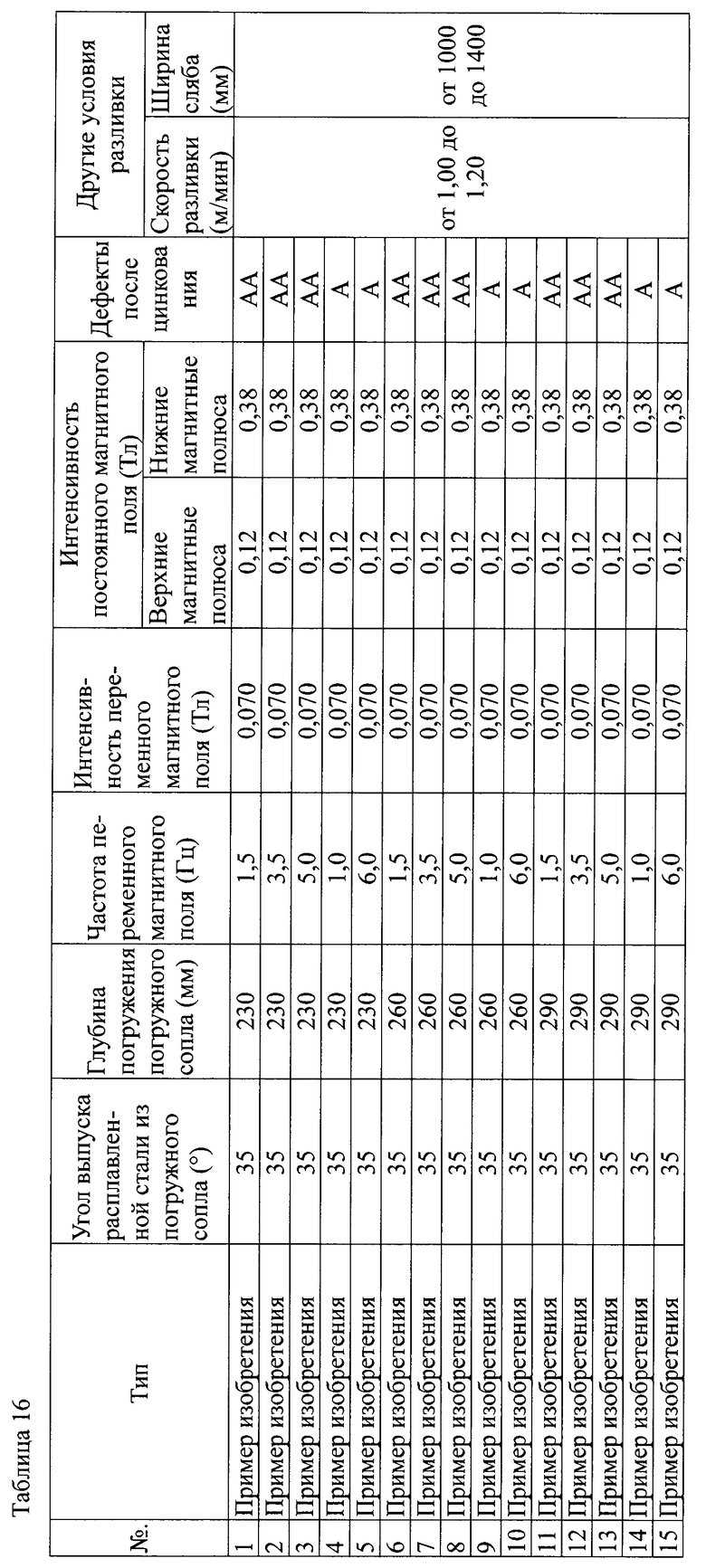

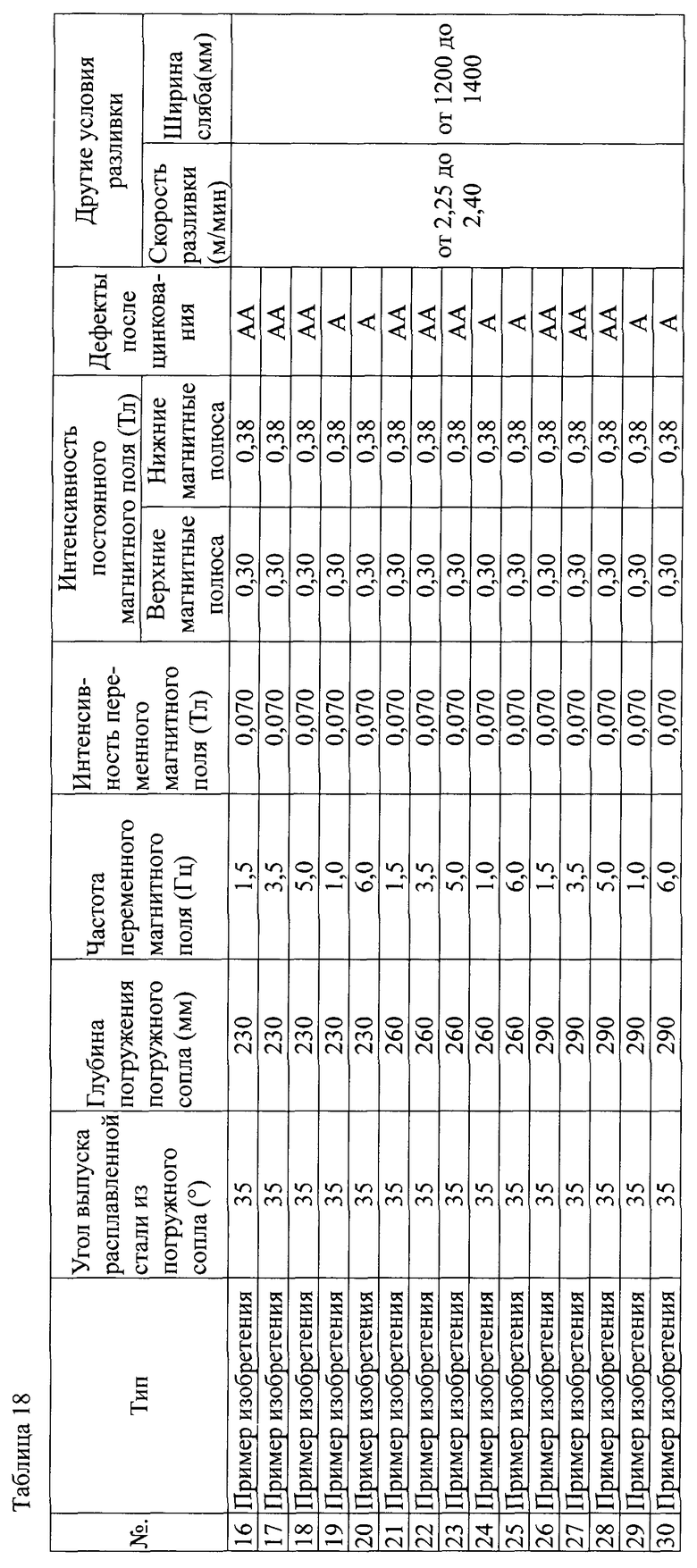
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2505377C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА | 2011 |
|
RU2520891C2 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ, УСТРОЙСТВО УПРАВЛЕНИЯ ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ | 2020 |
|
RU2775264C1 |
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВАНИЯ ПОТОКА РАСПЛАВЛЕННОГО МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2011 |
|
RU2574556C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1997 |
|
RU2196021C2 |
| ПОГРУЖНОЕ СОПЛО | 1998 |
|
RU2203771C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ПОТОКАМИ В КРИСТАЛЛИЗАТОРЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ | 2003 |
|
RU2325245C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2016 |
|
RU2718442C1 |
| ПОГРУЖНОЕ СОПЛО | 2021 |
|
RU2825349C2 |
| СПОСОБ ВЕРТИКАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ИСПОЛЬЗУЮЩИЙ ЭЛЕКТРОМАГНИТНЫЕ ПОЛЯ, И ЛИТЕЙНАЯ УСТАНОВКА ДЛЯ ЕГО ПРИМЕНЕНИЯ | 2000 |
|
RU2247003C2 |

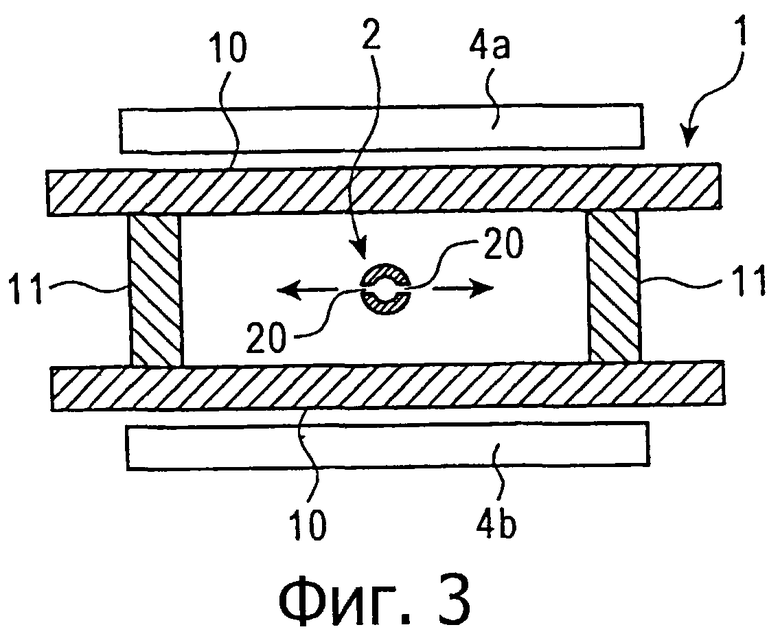



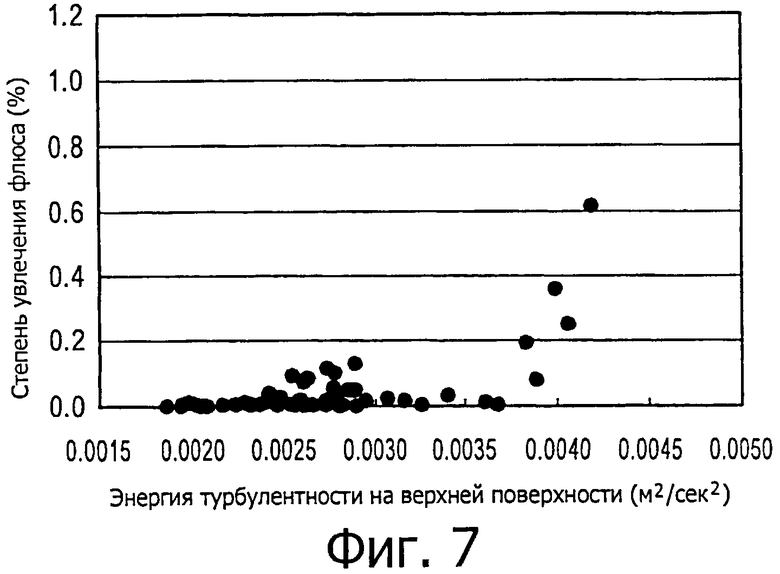

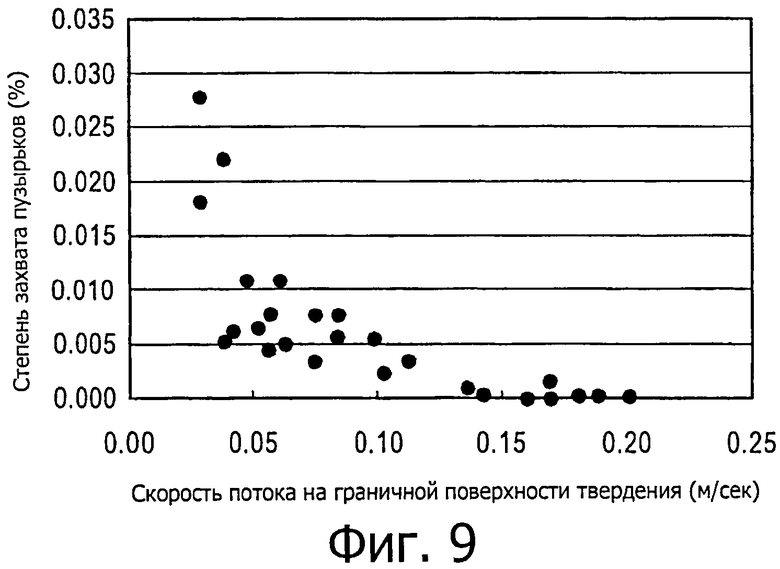
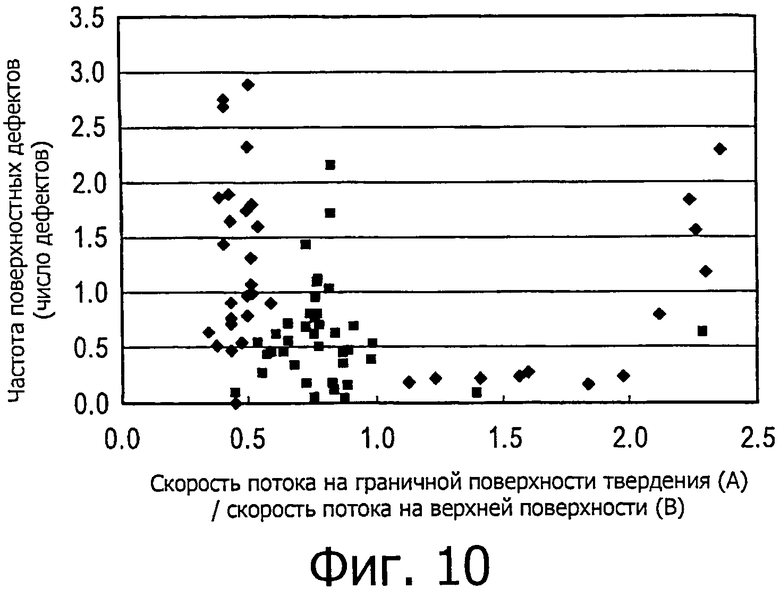

Изобретение относится к металлургии. Разливку стали осуществляют на машине непрерывного литья, которая содержит литейную форму, пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы один напротив другого вдоль длинной стороны формы. Разливку стали осуществляют через погружное сопло, имеющее вывод для расплавленной стали между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов. Постоянными магнитными полями, приложенными к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, осуществляют торможение потока расплавленной стали. Расплавленная сталь перемешивается переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов. Интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, и интенсивности постоянных магнитных полей, приложенных к верхним магнитным полюсам и к нижним верхним магнитным полюсам, регулируют в определенных диапазонах в зависимости от ширины отливаемого сляба. В результате получают высококачественный сляб, не имеющий газовых включений и включений флюса. 9 н. и 9 з.п. ф-лы, 11 ил., 18 табл., 12 пр.
1. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,02 до 0,18 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (d):
(а) если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин,
(О) если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин,
(c) если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин,
(d) если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
2. Способ непрерывной разливки по п.1, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
3. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,25 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (е):
(a) если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин,
(b) если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,05 м/мин,
(c) если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин,
(d) если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 1,85 м/мин,
(e) если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
4. Способ непрерывной разливки по п.3, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
5. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 180 мм или больше, но меньше 240 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,25 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (f), в зависимости от ширины сляба:
(a) если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин,
(b) если ширина сляба равна 1150 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,65 м/мин,
(c) если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,45 м/мин,
(d) если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,35 м/мин,
(e) если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,25 м/мин,
(f) если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
6. Способ непрерывной разливки по п.5, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
7. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,02 до 0,18 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (d), в зависимости от ширины сляба:
(a) если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин,
(b) если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин,
(c) если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин,
(d) если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
8. Способ непрерывной разливки по п.7, в котором расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
9. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,25 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (f), в зависимости от ширины сляба:
(a) если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,45 м/мин,
(b) если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин,
(c) если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин,
(d) если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 1,85 м/мин,
(e) если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,85 м/мин,
(f) если ширина сляба равна 1550 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
10. Способ непрерывной разливки по п.9, где расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/c2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
11. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 240 мм или больше, но меньше 270 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,25 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (g):
(a) если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 2,45 м/мин или выше, но ниже 2,65 м/мин,
(b) если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин,
(c) если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,65 м/мин,
(d) если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,45 м/мин,
(e) если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,35 м/мин,
(f) если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,25 м/мин,
(g) если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
12. Способ непрерывной разливки по п.11, где расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
13. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,02 до 0,18 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (d):
(a) если ширина сляба равна 950 мм или больше, но меньше 1050 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,65 м/мин,
(b) если ширина сляба равна 1050 мм или больше, но меньше 1250 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,45 м/мин,
(c) если ширина сляба равна 1250 мм или больше, но меньше 1450 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,25 м/мин,
(d) если ширина сляба равна 1450 мм или больше, но меньше 1750 мм, скорость разливки составляет 0,95 м/мин или выше, но ниже 1,05 м/мин.
14. Способ непрерывной разливки по п.13, где расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/c2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
15. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,18 до 0,25 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (f), в зависимости от ширины сляба:
(a) если ширина сляба равна 1050 мм или больше, но меньше 1150 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,65 м/мин,
(b) если ширина сляба равна 1150 мм или больше, но меньше 1250 мм, скорость разливки составляет 1,45 м/мин или выше, но ниже 2,25 м/мин,
(c) если ширина сляба равна 1250 мм или больше, но меньше 1350 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,25 м/мин,
(d) если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 1,25 м/мин или выше, но ниже 2,05 м/мин,
(e) если ширина сляба равна 1450 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,85 м/мин,
(f) если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,05 м/мин или выше, но ниже 1,65 м/мин.
16. Способ непрерывной разливки по п.15, где расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
17. Способ непрерывной разливки стали с использованием разливочной машины непрерывного действия, которая включает пару верхних магнитных полюсов и пару нижних магнитных полюсов, расположенных на внешних сторонах литейной формы, причем верхние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы и нижние магнитные полюса расположены один напротив другого через находящуюся между ними длинную часть литейной формы, и погружное сопло, имеющее вывод для расплавленной стали, расположенный между положением пика постоянного магнитного поля верхних магнитных полюсов и положением пика постоянного магнитного поля нижних магнитных полюсов, причем способ включает в себя торможение потока расплавленной стали постоянными магнитными полями, приложенными соответственно к паре верхних магнитных полюсов и к паре нижних магнитных полюсов, при этом расплавленную сталь перемешивают переменным магнитным полем, одновременно приложенным к паре верхних магнитных полюсов, а погружное сопло используют на глубине погружения от мениска до верхнего конца вывода для расплавленной стали 270 мм или больше, но меньше 300 мм, интенсивность переменного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,060 до 0,090 Тл, интенсивность постоянного магнитного поля, приложенного к верхним магнитным полюсам, устанавливают в пределах от 0,25 до 0,35 Тл, интенсивность постоянного магнитного поля, приложенного к нижним магнитным полюсам, устанавливают в пределах от 0,30 до 0,45 Тл и непрерывную разливку проводят при скоростях разливки, указанных ниже в пунктах от (а) до (е), в зависимости от ширины сляба:
(а) если ширина сляба равна 1150 мм или больше, но меньше 1350 мм, скорость разливки составляет 2,25 м/мин или выше, но ниже 2,65 м/мин,
(b) если ширина сляба равна 1350 мм или больше, но меньше 1450 мм, скорость разливки составляет 2,05 м/мин или выше, но ниже 2,45 м/мин,
(c) если ширина сляба равна 1450 мм или больше, но меньше 1550 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,35 м/мин,
(d) если ширина сляба равна 1550 мм или больше, но меньше 1650 мм, скорость разливки составляет 1,85 м/мин или выше, но ниже 2,25 м/мин,
(e) если ширина сляба равна 1650 мм или больше, но меньше 1750 мм, скорость разливки составляет 1,65 м/мин или выше, но ниже 2,15 м/мин.
18. Способ непрерывной разливки по п.17, где расплавленная сталь в литейной форме имеет энергию турбулентности у верхней поверхности от 0,0020 до 0,0035 м2/с2, скорость потока у верхней поверхности 0,30 м/с или ниже и скорость потока на поверхности раздела расплавленной стали и затвердевшей корки от 0,08 до 0,20 м/с.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 2005205235 A1, 22.09.2005 | |||
| УСТРОЙСТВО И СПОСОБ СОГЛАСОВАНИЯ СКОРОСТИ ПЕРЕДАЧИ ДЛЯ СИСТЕМЫ ПЕРЕДАЧИ ДАННЫХ | 2000 |
|
RU2216111C2 |

