Изобретение относится к установке для изготовления стеклопакетов из нескольких листов стекла, собранных вместе с помощью промежуточной металлической полосы, припаянной к металлизированным но периферии краям листов стекла.
Известна установка для изготовления стеклопакетов с металлической рамкой по периметру, содержащая конвейер для транспортировки стеклопакетов паяльное устройство, электрообогреваемый бак для припоя.
Описываемая установка позволяет получать непрерывный сплощной шов, обеспечивает пайку изделий различных размеров и повышает качество пайки.
Это достигается тем, что паяльное устройство снабжено механизмами для вертикального и горизонтального перемещений.
Кроме того, механизм вертикального перемещения выполнен в виде горизонтального диска, смонтированного с возможностью вращения вокруг перпендикулярной оси и имеющего полукруглый палец, и щупа, установленного с возможностью перемещения по профилю последнего, а механизм горизонтального перемещения выполнен в виде горизонтального пальца и щупа, установленного с возможностью перемещения по контуру пальца.
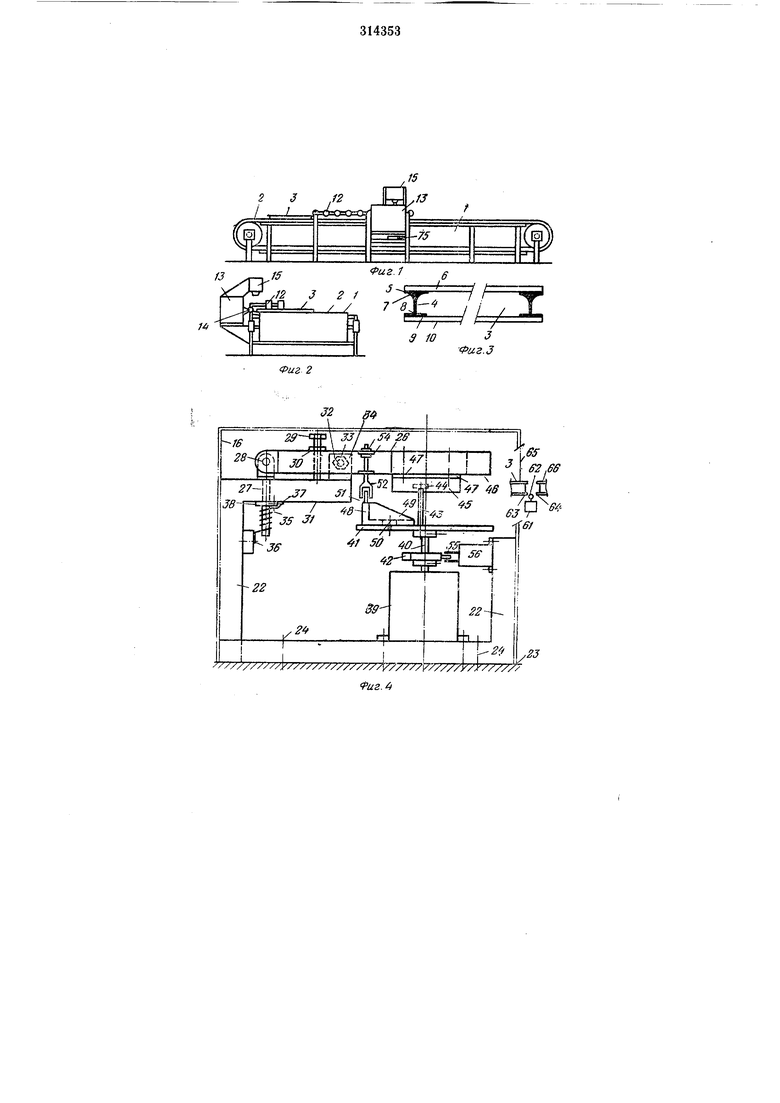
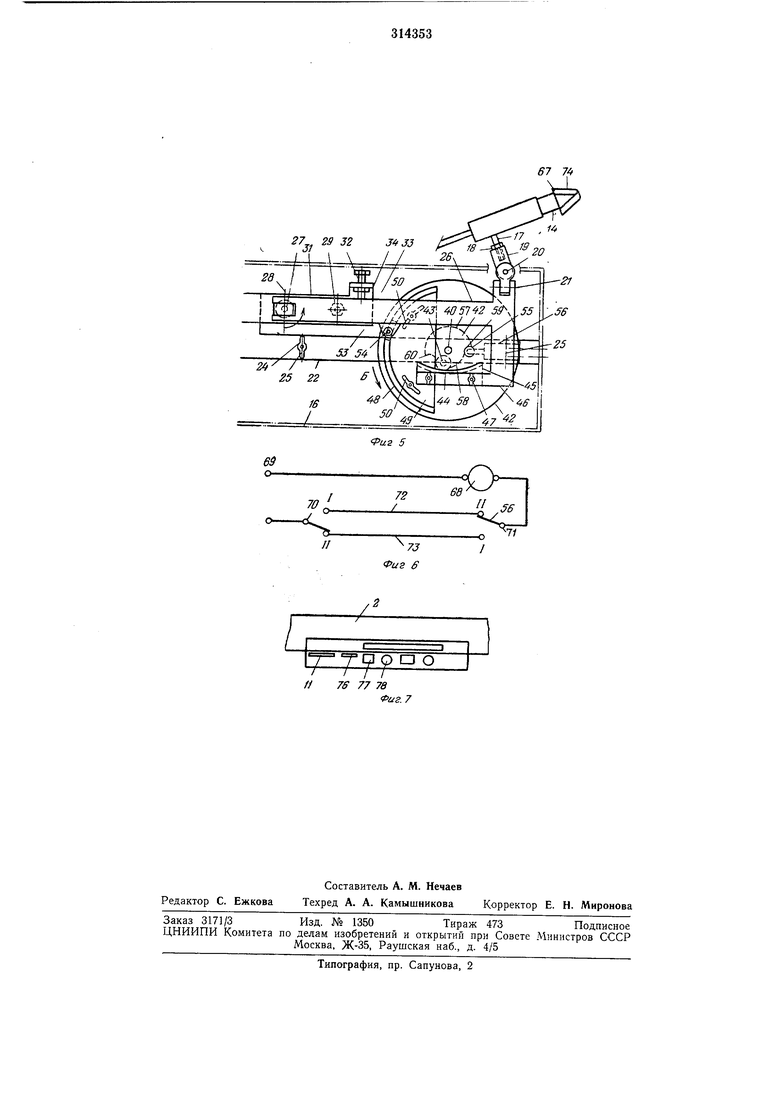
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид стеклопакета перед его поступлением на транспортер; на фиг. 4 и 5 - вид паяльной установки в вертикальной проекции и сверху; на фиг. 6 - схема электрического автоматического управления; на фиг. 7 - схематический план двухпро.ходного транспортера для спайки одного стыка.
Устройство состоит из горизонтального транспортера /, снабженного роликовой или пластинчатой конвейерной цепью 2, на который загружают предназначенный к спайке стеклонакет 3, приготовленный заранее, например, путем быстрой черновой спайки включаемой полосы 4 с металлизированным краем 5 одного из листов стекла 6. Спайку 7 полосы 4 с листом стекла 6 сначала производят ручным или механическим способами на отдельном устройстве, а затем повторно с помощью описываемого устройства, тогда как спайку 8 полосы 4 с краем 9 второго листа стекла 10 реализуют полностью на описываемом устройстве.
С целью обеспечения безукоризненного-качества щва спайки 8 можно выполнять также в два прохода.
После спайки стеклопакет транспортируют вручную или механическим способом до удлиненной направляющей 11, расположенной на краю транспортера на уровне стеклопакета и состоящей из неподвижного упора или из совокупности нескольких шкивов с вертикальной осью.
Стеклопакет в процессе транспортировки прижимают шкивами 12, установленными в непосредственной близости от подлежащего спайке борта, во избежание смещения частей стеклонакета нод влиянием нажима паяльника или вибрации. Шкивы 12 оснащены мягкой футеровкой, например из губчатой пластмассы для облегчения проскальзывания стеклопакета между ними и стенкой транспортера и могут монтироваться на неподвижных осях или перемещаться вручную в вертикальном или горизонтальном направлениях, или же с помощью регулируемых противовесов автоматически поддерживаться на определенном уровне .в зависимости от толщины стеклопакета. . . . .
Стеклопакёты, бтрегулированные и хорошо зажатые, проходят перед неподвижной установкой 1J, снабженной паяльником 14 и резервуаром 15 для расплавленно1о пррюадочного металла, нагреваемыми электричеством.
Установка 13 имеет под предохранительным картером 16 органы, позволяющие приближать и удалять паяльник.
Паяльник 14 укреплен нарезным стержнем /7 и гайкой 18 на детали li, которая вращается на шарнирах 20 и 21.
Устанавливая стержень 17 и перемещая станину 22 неподвижной установки по отношению к ее суппорту 23, на котором она фиксирована болтами 24 в ложбинах 25, продвигают паяльник вперед.
Паяльник 14 поддерживается регулируемыми приспособлениями 17-21 и кронштейном 26, свободно вращающимся на шарнирах 27 и 28. Шарниры 20 и 21 блокируют после регулировки, а 27 а 28 - приходят в действие каждый раз, когда стеклопакет проходит перед ненодвижной установкой. Кронштейн 26 снабжен нарезным стержнем 29, блокируемым после регулировки контргайкой 30 совместно с частью 31 станины 22 с целью ограничения хода кронщтейна 26 и паяльника 14 вниз.
Кронщтейн 26 совместно с нарезным стержнем 32, блокируемым после регулировки контргайкой 33 на детали 34 станины 22, ограничивает продвижение паяльника 14 вперед как в горизонтальном, так и в поперечном направлении по отношению к стеклопакету, проходящему перед неподвижной установкой.
Благодаря шарнирам 27 и 28 паяльник 14 автоматически перемещается как книзу - под действием собственного веса и веса кронштейна и связанных с ним частей, так и в горизонтальном направлении до встречи со
стеклопакетом под влиянием винтовой пружины .
Пружина 35 обвивается вокруг вертикальной оси шарнира 27, причем ее концы укреплены в точке 36 на станине 22 а в точке 37 на детали 38, жестко связанной с вертикальной осью шарнира 27, благодаря чему она оказывает на кронштейн 26 воздействие, показанное на фиг. 5 стрелкой Л.
Паяльник 14 не должен достигать наинизшей и наиболее выдвинутой вперед точек, ограниченных упорами 29 и 32, так при этом он останавливается нроходящим стеклопакетом. Наинизшим и наиболее выдающимся
вперед положением паяльника является его рабочее положение, определяемое местонахождением подлежащего к спайке стыка.
Желательно устанавливать упоры 29 и 32 в точках, лишь незначительно более низкой
и более выдающейся вперед, по сравнению с крайним рабочим положением паяльника.
Описываемые ниже механизмы управления отодвигают паяльник от спаиваемого стыка как в горизонтальном и поперечном направлеПИЯХ, так и снизу вверх.
Двигатель с зубчатым редуктором 39, установленный на станине 22, оснащен на своем вертикальном выходном валу 40 диском 41 и горизонтальным пальцем управления 42. На
диске 41 укреилен неподвижный стержень 43, который является осью для колесика 44, служащего щупом для горизонтального профилированного пальца 45, укрепленного на элементе 46, л :естко связанном с кронштейном 26.
Положение пальца регулируют ложбинами 47, поперечными по отношению к направлению движения стеклопакета. Когда диск под действием двигателя с зубчатым редуктором
39 вращается, то воздействие щупа 44 на палец 45 служит сигналом для отвода паяльника с его рабочего положения.
Диск 41 имеет дугообразно изогнутый палец 48 вертикального профиля, укрепленный
с помощью горизонтальной подошвы 49 болтами, располол.енными в полукруглых ложбипах 50. Палец 48 приподнимает паяльник с помощью щупа 51, состоящего из колесика, прикрепленного к кронштейну 26 вилкой 52,
нарезной стержень 53 которой служит для регулировки путем перемещения двух гаек 54, блокируемых после регулировки.
Горизонтальной юстировкой пальца 45 по отношению к элементу 46 регулируют максимальный отвод паяльника. Юстировкой углового положения пальца 48 на диске 41 регулируют синхронизацию или смещение во времени этих двух составных частей движения. Вертикальной юстировкой вилки 52 регулируют максимальную высоту паяльника.
Горизонтальный палец управления 42 взаимодействует со щупом 55 электрического выключателя 56, установленного на станине 22. Палец обладает более или менее полуpa 57, соответствующим правому положению щупа 55, и приблизительно полукруглым радиусом действия меньщего диаметра 58, соответствующим левому положению щупа 55. Эти две зопы отделены друг от друга с одной стороны ступенчатой деталью 59, пробегаемой щупом 55 справа налево (палец 42 и диск 41 вращаются в направлении по стрелке Б), а с другой стороны скатом 60, отводящим щуп 55 направо, несмотря на противодействие пружины, расположенной в выключателе 56.
На станине 22 установлен второй электрический выключатель 61, щуп 62 которого отталкивается направо передним краем 63 стеклопакета и остается в этом положении на время прохождения стеклопакета, а по прохождении торцового борта 64 стеклопакета возвращается налево под действием находящейся внутри него пружины. Линии 65 и 66 обозначают края зоны действия ребра 67 паяльника.
Двухклеммный двигатель 68, являющийся частью двигателя с зубчатым редуктором 39, соединен с источником тока 69 контактами переключателей 56 и 61, которые оснащены тремя зажимами с двумя постоянными позициями, благодаря чему в положении покоя главные зажимы 70 и 71 остаются постоянно соединенными передвижным контактом с одним из проводников 72 и 73, соединяющих оба переключателя.
При маневрировании одного из этих переключателей двигатель переходит из состояния покоя в рабочее состояние и обратно. Контактные позиции I и II соответствуют правому и левому положению переключателей согласно фиг. 4 и 5.
При отсутствии стеклопакета пеоед паяльником переключатели находятся оба в левом положении на нижнем уровне ступенчатой плоскости 59 пальца 42, поэтому двигатель находится в состоянии покоя. Щупы 44 и 5/ находятся в контакте с пальпами 45 и 48 в точке, которая соответствует состоянию покоя паяльника. Передний край 63 стеклопакета переводит переключатель 61 в правое положение I и пускает двигатель 68, который быстро отводит щупы 44 и 51 соответствующих пальцев, после чего паяльник продвигается вперед и снижается до уровня подлежащего спайке стыка.
Когда диск 41 сделает полоборота, скат 60 пальца 42 оттолкнет щуп переключателя 56 вправо в положение I и двигатель остановится. Когда торец 64 стеклопакета пройдет щуп 62, переключатель 61 вернется в левое
положение II, в результате чего на двигатель подается напряжение. По заверщении нового полоборота щупы 44 и 51 возвратятся на заранее установленную точку пальцев 45 и 48, соответствующую положению покоя паяльника, ступенчатая деталь 55 пальца 42 прекратит вращение, возвращая переключатель 5 в левое положение II. Питающий бак присадочного металла полает расплавленный металл капля за каплей, следуя вертикальной траектории, через отверстие 74. В рабочем положении паяльника траектория капель встречается с ним, металл растекается по паяльнику и питает стык.
При нахождении паяльника в положении покоя, капли металла падают мимо него и собираются в нижнем баке 75.
Транспортер снабжен вдоль одного края направляющим приспособлением //, нагревающим устройством 76, первой неподвижной установкой 77 с паяльником, установкой 78 для пульверизации кислотой, второй неподвижной установкой 79 с паяльником и установкой 80 для чистки щеткой. Кроме того.
предусмотрено отсасывающее устройство 8J, расположенное вдоль траектории стыка, против паяльных установок и установки 78, состоящее из трубопровода, присоединенного к
вентилятору.
Предмет изобретения
1. Установка для изготовления стеклопакетов с металлической рамкой по периметру, содержащая конвейер для транспортировки пакетов стекла, паяльное устройство, электрообогреваемый бак для припоя, отличающаяся тем, что, с целью получения непрерывного
сплощного щва, обеспечения пайки изделий различных размеров и повыщения качества пайки, паяльное устройство снабжено механизмами для вертикального и горизонтального перемещения.
2. Установка по п. 1, отличающаяся тем, что механизм вертикального перемещения выполнен в виде горизонтального диска, смонтированного с возможностью вращения вокруг перпендикулярной оси имеющего полукруглый палец, и щупа, установленного с возможностью перемещения по профилю последнего.
3. Установка по пп. 1 и 2, отличающаяся тем, что механизм горизонтального перемещения
выполнен в виде горизонтального пальца и щупа, установленного с возможностью перемещения по контуру пальца.
2 312
I -/ ,е г4гвГЕГи/J
-75 32
/ / 7- 51Фиг 1
/Ж
-г
,56
55
| название | год | авторы | номер документа |
|---|---|---|---|
| БЫТОВОЙ ПРИБОР С ПРЕДОХРАНИТЕЛЬНЫМ УСТРОЙСТВОМ | 2005 |
|
RU2374973C2 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Устройство для отмеривания ленточных материалов | 1987 |
|
SU1497311A1 |
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
| МАШИНА ДЛЯ УКУПОРКИ БУТЫЛОК | 1963 |
|
SU62492A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2037389C1 |
| Универсальный самоходный хлопкоуборочный комбайн | 1991 |
|
SU1819527A1 |
| Склад для хранения и автоматического распределения с использованием компьютера изделий в упаковочных коробках | 1988 |
|
SU1722224A3 |
| Механизм стопирования к устройству для складывания текстильных полотен | 1989 |
|
SU1694466A1 |
I 11
ti 7в 77 78
Фиг. 7
