Изобретение относится к машиностроению и может быть использовано при изготовлении сборных дисковых фасонных резцов с разными профильными лезвиями для обработки деталей из различных материалов на универсальных, агрегатных и других станках.
Известен дисковый фасонный резец, содержащий монолитный твердосплавный корпус с одним рабочим лезвием, посадочное отверстие и отверстие для фиксации положения вершины резца относительно оси детали (см. кн. Синтетические алмазы в обработке металлов и стекла под ред. Н.А. Розно. - М.: Машиностроение, 1968, стр.80, рис.33).
Недостаток резца состоит в отсутствии возможности его использования при изготовлении на деталях разных профилей, что снижает его технологические возможности.
Другим недостатком резца является затрата вспомогательного времени на перезаточки и наладки инструмента.
Известен дисковый фасонный резец, содержащий стальной корпус с посадочным отверстием и режущими лезвиями с режущими твердосплавными пластинами (см. кн. В.А. Аршинов и Г.А. Алексеев. Резание металлов и режущий инструмент, 1968, стр.185, рис.155). Данное техническое решение выбрано авторами в качестве прототипа.
Недостаток резца состоит в отсутствии возможности его использования при обработке деталей различного профиля, что снижает его технологические возможности.
Другим недостатком инструмента является большая трудоемкость пайки с последующим естественным остыванием его вместе с печью.
Недостатком является также затрата вспомогательного времени на заточку и наладку инструмента.
Техническим результатом изобретения является расширение технологических возможностей инструмента, сокращение времени на его изготовление, исключение вспомогательного времени на заточку и сокращение времени на наладку инструмента.
Технический результат достигается тем, что на корпусе инструмента дополнительно выполнены режущие лезвия с базовыми пазами различной формы, в которых установлены режущие пластины, выполненные соответствующими по форме упомянутым пазам, сменными и многогранными с возможностью нарезания метрической резьбы и протачивания пазов с углом 80 градусов, ручьев на шкивах и закаленных накатных роликов.
Расширение технологических возможностей инструмента достигается за счет того, что режущие лезвия выполнены с базовыми пазами разной формы.
Сокращение времени на изготовление резца достигается за счет исключения длительной технологической операции напайки.
Исключение вспомогательного времени достигается за счет сокращения технологической операции заточки инструмента. Сокращение времени на наладку инструмента достигается за счет того, что отпала необходимость снятия инструмента со станка для его заточки.
Сущность заявляемого изобретения поясняется представленными чертежами.
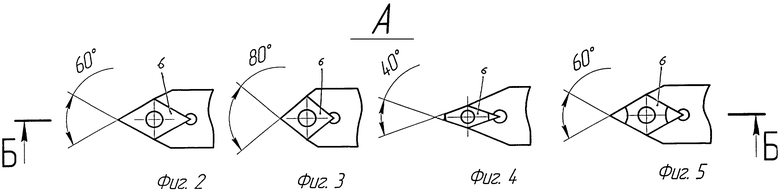
На фиг.1 показан общий вид сборного круглого фасонного резца; на фиг.2, 3, 4 и 5 - фрагменты режущих лезвий, оснащенных пластинами с разными углами при их вершинах соответственно ε=60°, 80°, 40 ° и 60°.
Сборный дисковый фасонный резец содержит стальной корпус 1 с посадочным отверстием, режущие лезвия 2, 3, 4 и 5. На лезвиях выполнены базовые пазы 6 различной формы, в которых установлены режущие пластины 7, выполненные соответствующими по форме упомянутым пазам, и крепежные винты 8.
На фиг.2 показан фрагмент режущего лезвия с установленной твердосплавной СМП для нарезания метрической резьбы, на фиг.3 - фрагмент лезвия для проточки пазов с углом 80°, на фиг.4 - фрагмент лезвия для изготовления ручьев на шкивах и на фиг.5 - фрагмент лезвия с СМП с твердосплавной основой и режущими элементами из сверхтвердых материалов для проточки закаленных до 62 HRC накатных резьбовых роликов.
При обработке деталей с другим профилем производят ослабление крепежной гайки на оси державки и установку в рабочее положение другого режущего лезвия с необходимым профилем, не снимая инструмента со станка.
Таким образом, данная конструкция обеспечивает расширение области применения сборного фасонного резца для нарезания резьбы, прорезки канавок, изготовления ручьев на шкивах и проточки закаленных резьбовых роликов.
Предлагаемая конструкция сокращает время на изготовление и наладку инструмента, не снимая его со станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовый токарный резец | 1990 |
|
SU1750852A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТВСЕСОЮЗНАЯ | 1972 |
|
SU338308A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Резец резьбовой | 1990 |
|
SU1757774A1 |
| ДИСКОВАЯ ПИЛА | 1991 |
|
RU2035304C1 |
| ЗУБОСТРОГАЛЬНЫЙ ИНСТРУМЕНТ | 2015 |
|
RU2611002C2 |
| Устройство для снятия фаски и нарезания резьбы | 1982 |
|
SU1077726A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
Сборный дисковый фасонный резец, содержащий стальной корпус с посадочным отверстием и режущими лезвиями с режущими твердосплавными пластинами. Для расширения технологических возможностей режущие лезвия выполнены с базовыми пазами различной формы, в которых установлены сменные режущие твердосплавные пластины, форма которых соответствует форме упомянутых пазов. При этом упомянутые пластины выполнены многогранными для возможности нарезания метрической резьбы и протачивания пазов с углом 80°
и закаленных накатных резьбовых роликов и изготовления ручьев на шкивах. 5 ил.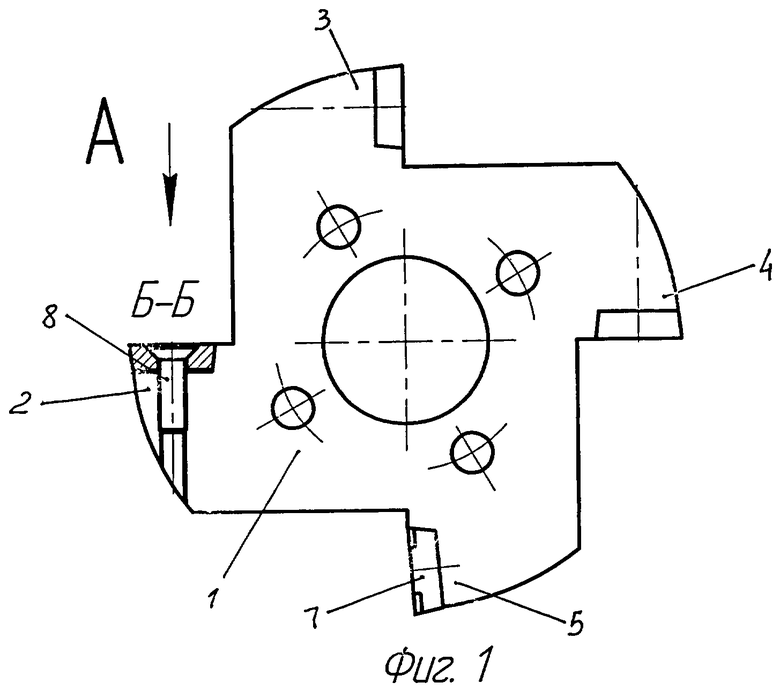
Сборный дисковый фасонный резец, содержащий стальной корпус с посадочным отверстием и режущими лезвиями с режущими твердосплавными пластинами, отличающийся тем, что режущие лезвия выполнены с базовыми пазами различной формы, в которых установлены сменные режущие твердосплавные пластины, форма которых соответствует форме упомянутых пазов, при этом упомянутые пластины выполнены многогранными для возможности нарезания метрической резьбы и протачивания пазов с углом 80° и закаленных накатных резьбовых роликов и изготовления ручьев на шкивах.
| АРШИНОВ В.А | |||
| и др | |||
| "Резание металлов и режущий инструмент", М., "Машиностроение", 1975, с.166, 167, рис.155 | |||
| МНОГОЛЕЗВИЙНЫЙ СТРОГАЛЬНЫЙ ИНСТРУМЕНТ | 0 |
|
SU386725A1 |
| RU 2005000 C1, 30.12.1993 | |||
| RU 347649 C1, 27.02.2009 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

