Изобретение относится к металлообработке и, в частности, к зуборезным резцовым инструментам.
Известен составной зубострогальный резец, содержащий корпус с зажимной частью в виде клина, резьбовые крепежные отверстия и торцы с приварными режущими частями из быстрорежущей стали (см. кн. И.И. Семенченко и др. Проектирование металлорежущих инструментов. М.: Машгиз, 1963, стр. 910, фиг. 542).
Основным недостатком зубострогального резца является то, что он не обеспечивает расширение технологических возможностей инструмента.
Недостатком зубострогального быстрорежущего резца являются также его низкие период стойкости и ресурс инструмента, выходящего из строя после сравнительно небольшого количества заточек инструмента.
К недостатку данных резца относятся и значительные производственные затраты на изготовление зубострогальных инструментов, связанных с потребностью технологического времени на изготовление большой номенклатуры корпусов и приваривания к ним режущих элементов.
Известен зубострогальный инструмент для обработки профиля зубчатых колес, содержащий закаленный корпус и закрепленную режущую пластину, состоящую из твердосплавной основы, на которой вдоль задней поверхности главной режущей кромки нанесен тонкий слой из поликристаллического кубического нитрида бора (КНБ) (см. ВНИИТЭМР, 1986, серия 2 «Режущий инструмент», выпуск 23, стр. 11-12), взятый за прототип.
Основным недостатком зубострогального инструмента является неравномерный характер его износа - наибольший износ по передней твердосплавной поверхности пластины по сравнению с задней поверхностью, на которой нанесен тонкий слой КНБ. Это приводит к снижению периода стойкости инструмента и качества поверхности при чистовой обработки профиля закаленных зубчатых колес.
Другим недостатком инструмента является использование только одной вершины сменной многогранной пластины, что сокращает ее эксплуатационный ресурс и технологические возможности инструмента.
Недостатком является также нерациональное использование однозубого инструмента, что приводит к повышенным производственным затратам на изготовление большой номенклатуры корпусов.
Техническим результатом изобретения является повышение периода стойкости, ресурса, расширение технологических возможностей инструмента, а также сокращение производственных затрат.
Повышение периода стойкости инструмента достигается путем создания и изготовления пластин с режущими элементами в виде Г-образной формы из поликристаллического СТМ по сравнению с нанесенным тонким слоем КНБ вдоль задней поверхности главной режущей кромки у прототипа.
Увеличение ресурса инструмента обеспечивается за счет двухстороннего исполнения рабочих торцов и использования двухвершинных режущих пластин.
Расширение технологических возможностей инструмента обеспечивается за счет использования на его рабочих торцах сменных твердосплавной пластины и пластины с твердосплавной основой с возможностью расположения на вершинах последней режущих элементов из различных поликристаллических сверхтвердых материалов (ПКА или ПКНБ).
Снижение производственных затрат достигается за счет сокращения номенклатуры изготовления его корпусов и снижения расхода дорогостоящих инструментальных материалов (твердых сплавов и сверхтвердых материалов).
Техническое решение зубострогального инструмента поясняется чертежами.
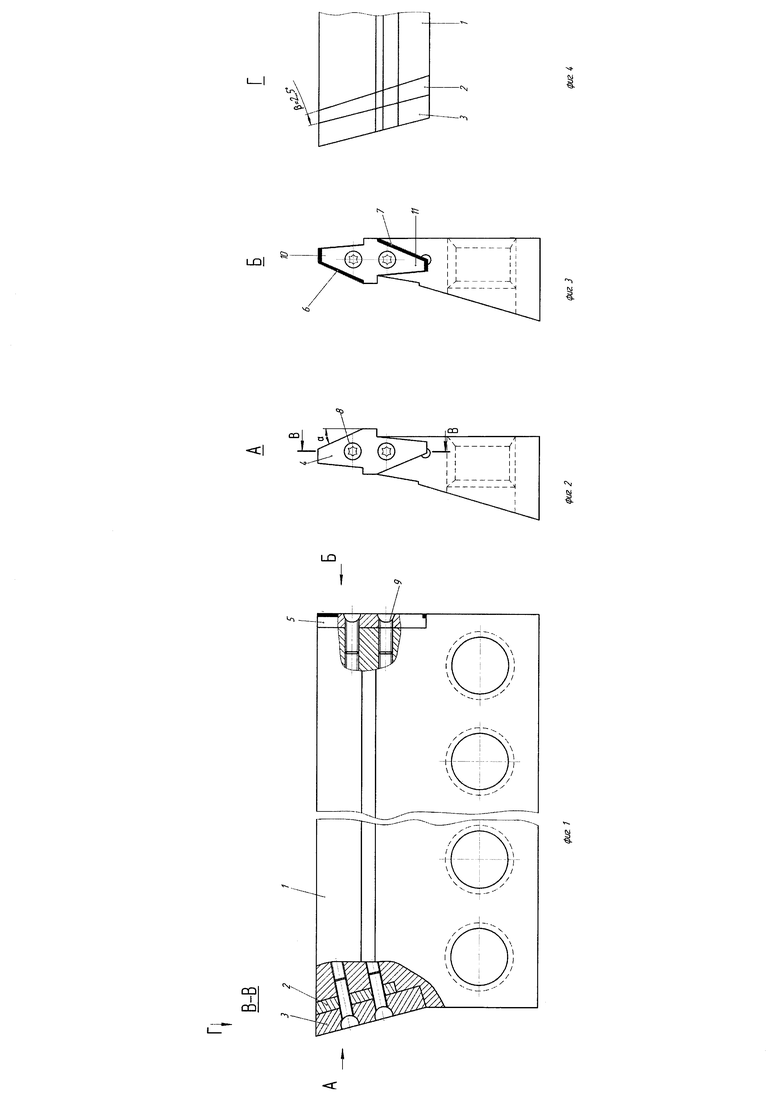
На фиг. 1 показан общий вид инструмента спереди с сечением по В-В; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид Г на фиг. 1.
Зубострогальный инструмент, содержащий призматический корпус 1 с зажимной частью в виде клина с резьбовыми крепежными отверстиями и рабочими торцами, один из которых снабжен сменными твердосплавными двухвершинными опорным угловым элемент 2 и режущей пластиной 3, а другой торец снабжен двухвершинной режущей составной пластиной 4 из твердосплавной основы 5 с рабочими элементами 6 и 7 в виде Г-образной формы из поликристаллических СТМ, и винты 8. У последних рабочая часть головки 9 выполнена сферической для более надежного закрепления опорного углового элемента и сменных режущих пластин.
Сменный опорный угловой элемент 2 (см. фиг. 4), установленный на одном из рабочих торцов инструмента между корпусом и режущей пластиной, предназначен для обеспечения угла наклона λ=2…5° главной режущей кромки в зависимости от условий черновой обработки зубьев колес.
Для чистовой обработки зубьев колесах из разных материалов, например из цветных металлов, стеклотекстолитов, титановых сплавов, чугунов или закаленных сталей, применяют двухвершинную пластину с твердосплавной основой и расположенными на ее вершинах режущими элементами из различных поликристаллических сверхтвердых материалов, например, на вершине 10 (см. фиг. 3) элемент из ПКА, а на вершине 11 из ПКНБ.
После износа одних вершин сменных многогранных пластин производят замену на новые вершины путем их поворота на 180°.
Для черновой обработки зубьев колес на рабочем торце зуборезного инструмента могут устанавливаться режущие пластины из разных марок твердого сплава в зависимости от обрабатываемого материала и его твердости.
Конструктивные и геометрические параметры режущих пластин назначаются в соответствии с ГОСТ 5392-80 Е на зубострогальные инструменты.
При нарезании колес из другого класса материала инструмент переустанавливают в откидной державке станка на 180° и в работу вводят другой его рабочий торец, например, с пластиной на твердосплавной основе с рабочим элементом из ПКА.
Для повышения производительности и качества при восстановлении работоспособного состояния режущих элементов из поликристаллических СТМ составной пластины производят заточку высокоэффективным электроалмазным методом.
Таким образом, использование предлагаемого зубострогального инструмента позволит расширить его технологические возможности, повысить стойкость и ресурс его работы, а также значительно сократить производственные затраты на изготовление инструментов, широко используемых в массовом производстве при изготовлении зубчатых колес.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО СВЕРХТВЕРДОГО МАТЕРИАЛА | 2003 |
|
RU2258101C2 |
| Сырьевая смесь для изготовления крупноразмерной заготовки сверхтвердого композитного материала, крупноразмерная заготовка сверхтвердого композитного материала и способ ее получения | 2020 |
|
RU2750448C1 |
| КОМПОНЕНТ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2475338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО АБРАЗИВНОГО ЭЛЕМЕНТА | 1997 |
|
RU2157334C2 |
| Многослойная твердосплавная пластина и способы ее получения (варианты) | 2020 |
|
RU2747054C1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2001 |
|
RU2185930C1 |
| СВЕРХТВЕРДЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1998 |
|
RU2134232C1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО КУБИЧЕСКОГО НИТРИДА БОРА | 2009 |
|
RU2412111C1 |
Зубострогальный инструмент содержит призматический корпус с зажимной частью в виде клина с резьбовыми крепежными отверстиями, на одном из рабочих торцов которого закреплена сменная двухвершинная твердосплавная пластина, а на другом – двухвершинная пластина на твердосплавной основе с режущими элементами. Для расширения технологических возможностей указанные режущие элементы пластины на твердосплавной основе выполнены Г-образной формы, причем на одной вершине расположен элемент из поликристаллического алмаза, а на другой вершине расположен элемент из поликристаллического нитрида бора. 4 ил.
Зубострогальный инструмент, содержащий призматический корпус с зажимной частью в виде клина с резьбовыми крепежными отверстиями, на одном из рабочих торцов которого закреплена сменная двухвершинная твердосплавная пластина, а на другом – двухвершинная пластина на твердосплавной основе с режущими элементами, отличающийся тем, что указанные режущие элементы пластины на твердосплавной основе выполнены Г-образной формы, причем на одной вершине расположен элемент из поликристаллического алмаза, а на другой вершине расположен элемент из поликристаллического нитрида бора.
| RU 2012126895 A, 10.01.2014 | |||
| СБОРНЫЙ РЕЗЕЦ | 2001 |
|
RU2201845C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2007 |
|
RU2338632C1 |
| РЕЖУЩАЯ ВСТАВКА | 2007 |
|
RU2450894C2 |
| БЫСТРОДЕЙСТВУЮЩИЙ ДИФФЕРЕНЦИАЛЬНЫЙ ОПЕРАЦИОННЫЙ УСИЛИТЕЛЬ ДЛЯ РАБОТЫ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2017 |
|
RU2668968C1 |

