Изобретение относится к способу и устройству для обработки уплотнительной поверхности запорной арматуры.
Для перекрытия трубопроводов в энергетических или промышленных установках используются различного рода запорные арматуры. В качестве промышленных установок рассматриваются, к примеру, все работающие с текучими средами установки, к примеру, установки химической промышленности. В качестве электростанций в данном случае рассматриваются все типы электростанций, к примеру, атомные электростанции, то есть реакторы с кипящей водой и реакторы, охлаждаемые водой под давлением.
Запорная арматура, о которой идет речь, это, к примеру, запорные задвижки и обратные клапана в диапазонах низкого давления (ND), среднего давления (MD) и высокого давления (HD), соответственно, примерно до 40 бар, 40-160 бар и свыше 160 бар. Значения номинальных внутренних диаметров соответствующих запорных арматур лежат в пределах примерно от 50 до 1200 мм.
Запорные арматуры имеют при этом, по меньшей мере, две соединительные трубы, которые проходят внутрь корпуса арматуры. Там эти соединительные трубы, с целью обеспечения герметизации, имеют на своих торцевых концах уплотнительные поверхности. Эти уплотнительные поверхности располагаются, к примеру, параллельно центральной плоскости запорной арматуры (обратный клапан низкого давления) или в открытой для этого в направлении верхней части арматуры, наклонной плоскости (клиновая задвижка высокого давления).
Для закрывания арматур, к примеру, посредством аксиального движения шпинделя или поворотного движения обратного клапана, уплотнительные элементы, к примеру, уплотнительные пластины перемещаются в зону соединительных труб корпуса арматуры, которые прилегают к уплотнительным поверхностям. У запорных задвижек, к примеру, находящаяся под давлением сторона (входная соединительная труба) запорной задвижки прижимает уплотнительную пластину к уплотнительному кольцу или к уплотнительной поверхности на стороне без давления (выходная соединительная труба). Таким образом, создается уплотняющее воздействие. У запорных арматур посредством этого, к примеру, среда блокируется, в независимости от направления течения, а у обратных клапанов течение среды блокируется только против заданного направления течения.
Запорные задвижки регулируются, как правило, в зависимости от условий протекания, посредством дистанционных приводов или маховиков. Зависимость от условий протекания обозначает, что уплотнительные пластины вдвигаются в корпус арматуры или выдвигаются из него настолько, что, даже с учетом всех температурных расширений, они надежно блокируют уплотнительную поверхность или освобождают ее, и не наталкиваются на корпус арматуры.
Так как уплотнительные поверхности в соответствующих запорных арматурах должны выдерживать высокие нагрузки, то, к примеру, у арматур низкого давления при номинальном давлении (PN, Pressure Nominal) PN 40 они гарантированы от износа при наличии наплавки из 17% хромистой стали. Иными словами, на конце соединительной трубы с торцевой стороны наваривается слой хромистой стали толщиной в несколько миллиметров в качестве наплавки твердого покрытия.
По прошествии определенного количества циклов открывания и закрывания запорной арматуры в условиях эксплуатации, в силу частично высокого удельного давления, устанавливается режим износа на уплотнительных элементах, в частности, и на уплотнительных поверхностях. Характеристики герметизации запорных арматур уменьшаются по мере износа уплотнительных поверхностей, и герметичность арматур более не гарантируется. Соответствующий износ может начаться, в зависимости от типа нагружения, уже после первой тысячи или после нескольких тысяч циклов закрывания. Это сильно зависит от типа протекающей через арматуру среды, возникающих температур и т.д.
Поэтому, при соответствующем износе необходимо производить восстановление запорной арматуры или ее уплотнений. Для встроенных элементов задвижки, к примеру, уплотнительных пластин, задвижек, обратных клапанов и проч. это возможно без проблем, так как эти элементы могут быть извлечены из корпуса арматуры и подвергнуты восстановлению все арматуры. Транспортировка демонтированных элементов, как правило, не является проблематичной. Поэтому восстановление может быть произведено, к примеру, непосредственно на месте в установке вне арматуры, в ремонтной мастерской или у изготовителя арматуры.
Проблематичным является восстановление уплотнительных поверхностей соединительных труб. Доступ к уплотнительным поверхностям внутри корпуса арматуры затруднен. Известен способ дополнительного шлифования поврежденных уплотнительных поверхностей на месте с помощью так называемых шлифовальных станков с задвижкой, к примеру, из DD 217171 A1, DD 278542 A1, DE 2400077 А1 и из DD 109822 A1. При этом верхняя часть арматуры и встроенные элементы удаляются из корпуса запорной арматуры, вследствие чего отверстие корпуса освобождается. Через отверстие корпуса шлифовальный станок вручную вводится в корпус арматуры, и имеющаяся уплотнительная поверхность дополнительно шлифуется. Снятие материала происходит при этом в микронном диапазоне, так что восстанавливается плоскопараллельность обработанных уплотнительных поверхностей или прочно связанных с корпусом уплотнительных поверхностей, пока это возможно в рамках имеющегося износа. Несмотря на использование известного способа дополнительного шлифования, с увеличением срока службы запорной арматуры увеличиваются обусловленные режимом работы износ и отказ компонентов конструкции и встроенных в них элементов. Постоянно повторяющийся процесс дополнительного шлифования поврежденной поверхности или всей поверхности износа в целом является лишь относительной мерой, а именно, возможной лишь до того момента, пока имеется остаточная наплавка минимальной толщины на уплотнительной поверхности. С каждым последующим шлифовальным проходом инструмент приближается к зоне наложения наплавки на основной материал, то есть, достигается зона термического влияния сварки, и требуемая номинальная твердость наплавки более не гарантирована. Характеристика износа уплотнительной поверхности увеличивается, поэтому, пропорционально количеству операций дополнительного шлифования или времени шлифования, и выход из строя уплотнительных элементов или уплотнительных поверхностей запорной арматуры регулируется.
Так как дополнительное шлифование производится лишь в микронном диапазоне и при этом не принимаются во внимание никакие общие габариты арматуры, то, к примеру, односторонний износ наклонно расположенной уплотнительной поверхности не может быть скорректирован, так как угол наклона уплотнительной поверхности в корпусе арматуры, несмотря на дополнительно отшлифованную плоскопараллельную поверхность, более не является правильным.
Если жестко установленные в корпусе арматуры уплотнительные поверхности повреждены настолько, что вышеупомянутое дополнительное шлифование более не способствует устранению дефектов, то устранение повреждений производится посредством выемки всей запорной арматуры из системы трубопровода. Демонтированная арматура в этом случае передается для восстановления в ремонтную мастерскую или производителю арматуры, которые имеют в своем распоряжении необходимое оборудование для восстановления. В этом случае вся арматура целиком зажимается по наружным поверхностям в зажимном устройстве и подвергается восстановлению с использованием обычных обрабатывающих станков, таких как, токарные станки, шлифовальные станки и т.д.
В альтернативном варианте поврежденная арматура не восстанавливается, а утилизируется, и на первоначальное место системы трубопроводов в энергетических или промышленных установках помещается новая или сменная арматура. Демонтаж и повторное приваривание арматуры сопряжено с существенными затратами. Кроме того, в частности, для ядерных электростанций необходимы многочисленные спецификации по ремонтным работам. Выемка больших и тяжелых арматур из имеющейся трубной системы требует наличия специального оборудования, специальных подъемных устройств и, ввиду зауженного пространства, окружающего арматуру, возможна зачастую лишь с привлечением существенных затрат, так как, к примеру, сначала должны быть удалены окружающие арматуру детали конструкции и корпуса, чтобы в целом обеспечить возможность демонтажа арматуры.
Транспортировка арматуры внутри энергетической или промышленной установки или к производителю арматуры является затратным и дорогостоящим мероприятием. Особенно при использовании в ядерных электростанциях арматуры оказываются заражены радиоактивными веществами, что приводит к дополнительным затратам и расходам. Манипуляции при выемке арматур сопряжены с повышенным риском травмирования персонала, осуществляющего демонтаж, а также с опасностью повреждения самой запорной арматуры или других компонентов промышленной установки. При повторном приваривании арматур необходимо изготовить компенсационные трубы, так как зоны термического влияния должны быть полностью ликвидированы, а потери при резании компенсированы. Необходимо восстановить первоначальное положение при установке арматуры. Если используется новая запорная арматура, следует считаться с существенно более высокими плановыми затратами, так как для новой арматуры следует предусматривать актуальные регулирующие механизмы, к примеру, рекомендации по приборам под давлением. По сравнению с действующими, как правило, многие годы в отношении старой арматуры прежними предписаниями, в данном случае необходимы повышенные меры безопасности. Так, к примеру, толщина стенок новой запорной арматуры, а, тем самым, и ее вес увеличены, по сравнению со старой, использованной ранее арматурой. Вследствие этого, при определенных обстоятельствах необходимо произвести структурно-динамический расчет соответствующих систем трубопроводов или участков трубопроводов, который учитывает добавочный вес новой арматуры. В неблагоприятном случае держатели должны быть дополнены или усилены. При определенных обстоятельствах необходимо продолжительное по времени и затратное по средствам разрешение на произведение работ. Кроме того, ввиду произведенных сварочных работ в трубной системе, к примеру, целые участки труб, которые содержат арматуру, должны быть подвергнуты повторному испытанию давлением.
Из DE 102005004232 A1 известно также о способе нанесения наплавки на уплотнительную поверхность на месте. Так, уплотнительная поверхность может быть перемещена сначала выше первоначального конструктивного уровня, который затем снимается до уровня восстановления.
Задачей изобретения является, поэтому, создание улучшенного способа и улучшенного устройства для обработки уплотнительной поверхности запорной арматуры, смонтированной в энергетической или в промышленной установке.
Изобретение основывается на принципиальной идее восстановления прочно связанных с корпусом уплотнительных поверхностей запорной арматуры на месте, в смонтированном положении, в трубной системе. Запорная арматура или корпус этой арматуры остаются тем самым смонтированными в энергетической или промышленной установке. Посредством соответствующего способа восстановления на месте можно избежать большинства вышеперечисленных неблагоприятных моментов касательно введения и выведения, а также транспортировки элементов конструкции.
В соответствии с изобретением используется комплексное устройство для осуществления соответствующего способа, которое вставляется в установку для восстановления встроенной арматуры. Соответствующие уплотнительные поверхности доступны только лишь со стороны отверстия корпуса, а именно, когда удалены верхняя часть арматуры, приводные механизмы, уплотнительные пластины и прочие встроенные элементы. Так как уплотнительные поверхности располагаются, как правило, примерно параллельно, а отверстие корпуса перпендикулярно центральной плоскости арматуры, то, как правило, должно иметь место отклонение приложения усилия или направления движения примерно на 90°. При использовании задвижек с клиновым затвором обрабатывающее устройство должно быть дополнительно выполнено с возможностью регулировки на угол наклона уплотнительной поверхности относительно продольной оси шпинделя, то есть указанной центральной плоскости. Недостаток места в корпусе арматуры требует специального исполнения обрабатывающего устройства, без ограничения его функциональности. Обрабатывающее устройство следует конструировать, соответственно, в плоском исполнении, чтобы иметь возможность поместить его, к примеру, между двумя соединительными трубами или уплотнительными поверхностями клиновой задвижки. Таким образом, в соответствии с изобретением обработка уплотнительных поверхностей может осуществляться с одного направления перпендикулярно их поперечной плоскости. В этом случае соответствующие усилия для обработки могут быть предоставлены особенно просто.
Что касается способа, то задача решается посредством способа в соответствии с пунктом 1 формулы изобретения для обработки расположенной на конце соединительной трубы уплотнительной поверхности смонтированной в энергетической или промышленной установке запорной арматуры, отличающегося наличием следующих этапов.
На этапе а) верхняя часть арматуры и встроенные элементы корпуса удаляются из корпуса запорной арматуры, вследствие чего отверстие корпуса освобождается. Это отверстие корпуса является, к примеру, для арматур в диапазоне низкого и среднего давления фланцем, а для арматур в диапазоне высокого давления горлом или куполом корпуса. На этапе b) способа зажимное устройство через отверстие корпуса помещается в рассматриваемую соединительную трубу или в другую соединительную трубу, к примеру, противолежащую обрабатываемой уплотнительной поверхности соединительную трубу. Зажимное устройство закрепляется на внутренней стенке соединительной трубы. Зажимное устройство имеет контропору, которая в монтажном положении, то есть при закрепленном зажимном устройстве, прилегает к обращенной к внутреннему пространству корпуса стороне зажимного устройства и, тем самым, оказывается доступна со стороны отверстия корпуса.
На этапе с) способа через отверстие корпуса обрабатывающий станок вводится в корпус. На обрабатывающем станке имеется опора, посредством которой он устанавливается на контропоре. На этапе d) способа с помощью обрабатывающего станка производится этап обработки на уплотнительной поверхности. Затем на этапе е) способа обрабатывающий станок отделяется от контропоры и удаляется через отверстие корпуса. На этапе f) способа, в случае необходимости, этапы с) - е) повторяются с использованием другого или того же самого обрабатывающего станка.
По окончании непосредственных работ на уплотнительной поверхности, на этапе g) способа зажимное устройство отделяется от соединительной трубы и через отверстие корпуса снова удаляется из запорной арматуры. На этапе h) способа верхняя часть арматуры и встроенные элементы снова окончательно размещаются в корпусе и арматура, вследствие этого, снова оказывается укомплектованной для последующей эксплуатации.
Таким образом, в соответствии с изобретением, за счет использования зажимного устройства или его контропоры, а также за счет установленной на обрабатывающем станке опоры, возможно переместить обрабатывающий станок в определенное положением внутри корпуса арматуры, и оттуда целенаправленным образом производить высокоточные работы на уплотнительной поверхности. Зажимное устройство или контропора образуют тем самым геометрически точно фиксированное и неподвижное базовое место в арматуре, которое остается постоянным для всех этапов обработки или точности в процессе этой обработки. Контропора образует тем самым базовую точку или базовый размер внутри арматуры. Этот базовый размер фиксирован далее относительно нулевого размера арматуры, к примеру, фланца задвижки низкого давления, и во время процесса восстановления может быть снова использован в качестве нулевого размера. В частности, осуществляемые следом друг за другом рабочие этапы, к примеру, с использованием различных обрабатывающих станков, могут производиться в точно геометрически следующих друг за другом положениях, так как все обрабатывающие станки постоянно устанавливаются на единожды фиксированной и не перемещаемой в процессе произведения способа контропоре. Зажимное устройство помещается, таким образом, к примеру, в любое, однако, неподвижное положение, и затем определяется положение контропоры в системе координат арматуры. Обработка производится в этом случае посредством обрабатывающих станков точно по размеру из единожды установленной позиции.
До настоящего времени было известно о возможности замены обрабатывающей головки или инструмента станка. Основной корпус станка, к примеру, его приводной механизм и корпус сохраняются. Заменяются, к примеру, различные сверлильные, расточные или фрезеровальные головки. В соответствии с изобретением заменяется, однако, весь обрабатывающий станок. Это влечет за собой преимущество возможности комплектования каждого станка самого по себе, а также, к примеру, касательно приводного двигателя, корпуса и проч., индивидуально и оптимально для каждого отдельного этапа обработки. Геометрическое базовое положение, которое определено контропорой, действительно в этом случае, однако, для всех, зачастую исполненных различным образом, обрабатывающих станков.
Так как контропора в зоне обрабатываемой уплотнительной поверхности фиксируется, то расстояния до рабочей зоны невелики. Используемые обрабатывающие станки могут быть выполнены надежно и просто, что позволяет получить значительные рабочие усилия при обработке.
Уплотнительные пластины или встроенные элементы задвижки могут быть обычным образом, как и ранее, обработаны вне корпуса арматуры, к примеру, в мастерской по ремонту оборудования.
Способ, к примеру, сначала отрабатывается на соответствующем макете арматуры, чтобы гарантировать воспроизводимость способа на обрабатываемой в установке арматуре. Иными словами, на образце осуществляется моделирование процесса, чтобы, к примеру, также осуществить процесс контроля и процедуру приемки.
В предпочтительном варианте осуществления способа в качестве этапа обработки направленная внутрь корпуса торцевая сторона соединительной трубы стачивается или сошлифовывается. Посредством такого рабочего этапа возможно, к примеру, стачить или сошлифовать посадочное место для вновь вставляемого посадочного кольца задвижки в точно определенной геометрической плоскости, удалить наплавку уплотнительной поверхности до основного материала в определенной плоскости или же точно отшлифовать вновь установленную наплавку как плоскопараллельно, так и в определенной плоскости в отношении геометрии арматуры. Посредством обточки может быть реализована механическая финишная обработка уплотнительных поверхностей, посредством формообразующего шлифования их чистовой обработки. Посредством снятия наплавки до основного материала гарантируется последующее хорошее соединение вновь наносимого материала с основным материалом арматуры или соединительной трубы.
В следующем предпочтительном варианте осуществления способа в качестве этапа обработки образующая уплотнительную поверхность наплавка наваривается на торцевую сторону соединительной трубы. В частности, в сочетании данного этапа обработки с вышеописанным этапом возможен следующий порядок действий. У предназначенной для восстановления арматуры после демонтажа встроенных элементов задвижки сначала еще имеющееся или актуальное состояние уплотнительной поверхности оптически или механически обмеряется, к примеру, измеряется толщина еще оставшейся на соединительной трубе наплавки. Затем, как описано выше, устанавливается зажимное устройство и фиксируется в заданном положении относительно геометрии арматуры, так что, к примеру, контропора образует реперную точку в определенном месте арматуры. Затем посредством обрабатывающего станка уплотнительная поверхность противолежащей соединительной трубы стачивается до основного материала, а затем посредством сварочного станка или сварочного аппарата в качестве обрабатывающего станка наносится новая наплавка в размере первоначальной толщины уплотнительной поверхности. Затем еще раз посредством токарного станка уплотнительная поверхность стачивается до первоначальной толщины и, наконец, посредством шлифовальной машины плоскопараллельно шлифуется начисто. Таким образом, снова формируется точная первоначальная геометрия уплотнительной поверхности в ее оригинальном состоянии, также и в отношении точного геометрического положения в арматуре.
Посредством способа в соответствии с изобретением, таким образом, в имеющуюся запорную арматуру может быть помещен вновь нанесенный и тем самым высококачественный упрочняющий слой в форме новой наплавки или новой уплотнительной поверхности. При этом возможно получить значения твердости, к примеру, в 340-400 HV (твердость по Виккерсу). При использовании данного способа продолжительность службы устройства и характеристики износа существенно улучшаются, в силу вновь установленных упрочнений на уплотнительных поверхностях. Ни на самой задвижке, ни на трубной системе, в которую задвижка встроена жестко, при этом не производится никаких изменений. Спецификация арматуры не изменяется, так как первоначальное состояние на момент изготовления арматуры восстанавливается практически в идентичном виде. Составление документации по предварительной проверке существенно упрощено. К примеру, на атомной электростанции в этом случае должна быть разработана лишь документация по предварительному контролю процесса восстановления. Общие затраты на демонтаж и приваривание арматуры отпадают, установка не подвергается изменениям, не должна быть заново испытана на герметичность, не требуется никаких новых эксплуатационных испытаний, статических или динамических расчетов. Проблема утилизации существенно минимизирована, так как нет необходимости в утилизации, к примеру, старого, радиоактивно зараженного корпуса арматуры.
Обрабатывающий станок должен иметь при этом степени свободы по пяти осям, а именно, смещение в продольном направлении соединительной трубы, поворот в направлении уплотнительной поверхности, чтобы выставлять различные углы клиновых задвижек, вращение вокруг продольной оси и смещение перпендикулярно продольной оси (перемещение в плоскости: 2 степени свободы). Таким образом могут быть обработаны любые уплотнительные поверхности.
В альтернативном варианте осуществления способа в качестве этапа обработки посадочное кольцо корпуса, на котором имеется уплотнительная поверхность, отделяется от соединительной трубы или наваривается на нее. Посредством такого этапа обработки в результате можно восстановить также арматуры высокого давления, у которых уплотнительная поверхность сама по себе не может быть восстановлена на месте. Уплотнительная поверхность именно как многослойный пласт особой твердости наносится на соответствующее посадочное кольцо. Для этого необходим специальный инструмент, который позволяет осуществить, к примеру, горизонтальное расположение посадочного кольца. Посредством этапа обработки посадочное кольцо, однако, вынимается из арматуры. Оно может быть с существенно меньшими затратами перемещено в специальную мастерскую и там произведено его восстановление. После восстановления оно снова помещается в первоначальную арматуру. В альтернативном варианте в арматуру сразу же вставляется новое посадочное кольцо. Остальная часть арматуры остается в установке и не должна быть заменена. И в этом случае разрешительный порядок и прочие дополнительные затраты, как правило, также существенно минимизируются.
На таком этапе обработки зажимное устройство, как правило, помещается в ту же соединительную трубу, которая также должна быть обработана. Поэтому зажимное устройство вводится в соединительную трубу, к примеру, дальше, чем когда в арматуре низкого давления должна быть восстановлена, противолежащая соединительной трубе уплотнительная поверхность. Однако зажимное устройство опять же находится настолько близко к месту обработки, насколько это возможно.
В следующем варианте осуществления способа зажимное устройство закрепляется в соединительной трубе таким образом, что базовая точка зажимного устройства располагается на центральной продольной оси соединительной трубы. Посредством этого достигается упомянутое ранее геометрически точное или предварительно определенное положение зажимного устройства или контропоры в системе координат арматуры. В монтажном положении обрабатывающего станка, когда он удерживается в контропоре, обрабатывающий станок постоянно позиционирован в известном положении в геометрии арматуры.
В отношении устройства задача изобретения решается посредством устройства в соответствии с пунктом 7 формулы изобретения для обработки расположенной на конце соединительной трубы уплотнительной поверхности смонтированной в энергетической или промышленной установке запорной арматуры.
Устройство включает в себя зажимное устройство, которое выполнено с возможностью введения через отверстие корпуса запорной арматуры в восстанавливаемую или в другую соединительную трубу. Зажимное устройство имеет контропору и содержит взаимодействующий с внутренней стенкой соединительной трубы крепежный элемент, чтобы надежно и на время осуществления вышеуказанного способа стабильно закрепить зажимное устройство в соединительной трубе. Устройство включает в себя, кроме того, по меньшей мере, один выполненный с возможностью введения в корпус через отверстие корпуса обрабатывающий станок для осуществления этапа обработки на уплотнительной поверхности. Обрабатывающий станок имеет опору, которая выполнена с возможностью установки в контропоре. Устройство в соответствии с изобретением уже было описано с упоминаем своих преимуществ в связи со способом в соответствии с изобретением.
В специальном варианте осуществления изобретения крепежный элемент имеет выполненный с возможностью подведения к внутренней стенке соединительной трубы гидравлический цилиндр. Посредством одного или, в частности, нескольких таких гидравлических цилиндров зажимное устройство может быть особенно просто и очень надежно закреплено в соединительной трубе. Зажимное устройство имеет при этом, как правило, форму диска или цилиндра, и в монтажном положении фиксируется своей поперечной плоскостью параллельно поперечной плоскости соединительной трубы. За счет ведущей наружу запорной арматуры гидролинии гидравлические цилиндры могут быть выполнены с дистанционным управлением. Посредством выборочной регулировки различных гидравлических цилиндров положение зажимного устройства в поперечной плоскости относительно соединительной трубы может быть легко изменено, если гидравлические цилиндры в монтажном положении проходят приблизительно в радиальном направлении соединительной трубы.
В следующем предпочтительном варианте осуществления изобретения зажимное устройство включает в себя, по меньшей мере, два выполненных с возможностью прилегания к внутренней стороне соединительной трубы измерительных щупа. При помощи измерительных щупов может быть определено фактическое положение зажимного устройства в соединительной трубе, и это положение может быть объединено, в частности, с регулируемыми гидравлическими цилиндрами в самоцентрирующуюся систему, так что, к примеру, зажимное устройство автоматически центрируется в соединительной трубе относительно ее центральной продольной оси. Иначе говоря, посредством соответствующей регулировки выявляются самоцентрирующиеся таким образом измерительные щупы.
В следующем варианте осуществления изобретения контропорой является выполненное с возможностью фиксации быстрозажимное приемное устройство. Тогда опорой в альтернативном варианте или дополнительно является роликовая или сферическая головка. Посредством быстрозажимного приемного устройства обрабатывающий станок с его опорой может быть особенно быстро и просто закреплен на зажимном устройстве. В этом случае возможна быстрая и простая замена на другой обрабатывающий станок. За счет возможности фиксации может быть зафиксировано относительное положение между опорой и контропорой и тем самым между обрабатывающим станком и зажимным устройством. В этом случае и обрабатывающий станок жестко фиксирован в системе координат арматуры, чтобы, к примеру, во время этапа обработки сохранять определенное исходное положение для обрабатывающего станка или удерживаемого им инструмента, к примеру, токарного резца. За счет использования роликовой головки обрабатывающий станок получает лишь одну единственную степень свободы, а именно возможность осуществления поворотного движения вокруг оси цилиндра. Это, к примеру, особенно желательно, если обрабатывающий станок должен быть отрегулирован на угол клина уплотнительной поверхности клиновой задвижки, и в данном случае должен образовывать различные углы. Сферическая головка, напротив, позволяет осуществлять соответствующие повороты обрабатывающего станка вокруг двух осей, причем, однако, фиксация в одной плоскости, к примеру, в аксиальном направлении соединительной трубы, остается заданной.
В следующем предпочтительном варианте осуществления изобретения контропора прочно располагается на зажимном устройстве и, кроме того, установлена на нем таким образом, что посредством регулировки зажимного устройства в соединительной трубе может быть центрирована по центральной продольной оси соединительной трубы. Иными словами, зажимное устройство, таким образом, может быть всегда отрегулировано в соединительной трубе так, что контропора центрируется по центральной продольной оси соединительной трубы. Контропора образует, таким образом, стандартную отправную точку для соответствующей опоры обрабатывающего станка. При разработке конструкции обрабатывающих станков можно, таким образом, к примеру, всегда исходить из того, что их опоры к моменту начала обработки находятся на центральной продольной оси соединительной трубы. Таким образом, особенно легко можно отрегулировать геометрию обработки.
В следующем предпочтительном варианте осуществления изобретения обрабатывающий станок имеет выступающий в монтажном положении из отверстия корпуса, неподвижный основной носитель, который включает в себя опору. Обрабатывающая головка опять же прочно установлена на основном носителе, так что угол ее наклона относительно основного носителя не изменяется. В таком устройстве изменение угла наклона обрабатывающей головки относительно уплотнительной поверхности осуществляется лишь посредством поворота основного носителя в контропоре. Этот поворот можно также отрегулировать извне корпуса арматуры, просто, к примеру, вручную, посредством калибра или кулисы. Иными словами, основной носитель образует своего рода рычаг, который доступен и регулируется снаружи отверстия корпуса, и посредством которого может изменяться наклон обрабатывающей головки к уплотнительной поверхности. Это подходит также для того, чтобы особенно простым способом регулировать заданный наклон обрабатывающего станка и, тем самым, уплотнительной поверхности относительно запорной арматуры.
В варианте данного примера осуществления изобретения обрабатывающий станок является токарным или шлифовальным станком с расположенным в монтажном положении вне корпуса приводным механизмом. Основной носитель образует карданный кронштейн, который соединяет приводной механизм с обрабатывающей головкой. На обрабатывающей головке установлен выполненный с возможностью вращения вокруг оси вращения токарный или шлифовальный элемент, причем ось вращения имеет жесткое положение относительно карданного кронштейна. Таким образом, имеет место шлифовальный или токарный станок, рабочая плоскость которого в монтажном положении может регулироваться посредством перемещения карданного кронштейна снаружи корпуса арматуры.
Этап шлифования в вышеупомянутом способе может осуществляться, к примеру, и посредством традиционного шлифовального станка с задвижкой. За счет использования токарного и шлифовального станка устройства в соответствии с изобретением, разумеется, в общем-то, отпадает необходимость в использовании отдельного шлифовального станка в установке, что опять же уменьшает общие расходы на оборудование для технического обслуживания. Все работы могут осуществляться с использованием устройства в соответствии с изобретением.
В следующем варианте данного примера осуществления изобретения токарный или шлифовальный элемент, к примеру, токарный резец, в качестве инструмента выполнен с возможностью подачи на врезание только лишь в радиальном и продольном направлениях относительно оси вращения. Аксиальное, а также радиальное место приложения воздействия инструмента в продольном направлении центральной продольной оси соединительной трубы достигается, таким образом, путем подачи на врезание. Положение плоскости места приложения, напротив, достигается посредством регулировки карданного кронштейна.
В следующем предпочтительном варианте осуществления изобретения обрабатывающим станком является сварочный станок или аппарат, причем в монтажном положении его питающий модуль, к примеру, источник питания и устройство управления, располагаются вне корпуса. Внутри корпуса располагается имеющий опору основной носитель. На основном носителе расположены резервуар для наплавляемого металла и выполненная с возможностью вращения вокруг оси вращения сварочная головка. Ось вращения располагается, к примеру, перпендикулярно заданной плоскости уплотнительной поверхности или центральной продольной оси соединительной трубы.
В особо предпочтительном варианте осуществления изобретения сварочный аппарат является сварочным станком или аппаратом для сварки вольфрамовым электродом в инертном газе. Преимущество данного аппарата состоит в том, что здесь расстояние между сварочной головкой и заготовкой регулируется самой установкой.
Поэтому, сварочный аппарат должен быть точно центрирован лишь относительно поперечной плоскости уплотнительной поверхности.
В следующем предпочтительном варианте осуществления изобретения обрабатывающий станок включает в себя выполненный с возможностью закрепления на отверстии корпуса держатель. К примеру, несущая пластина закрепляется на фланце арматуры низкого давления или на куполе арматуры высокого давления, причем опять же в несущей пластине часть обрабатывающего станка, к примеру, основной носитель или карданный кронштейн, выполнены с возможностью фиксации. Так, в монтажном положении весь обрабатывающий станок в целом зафиксирован, по меньшей мере, от непреднамеренного отделения, зачастую, однако, и в определенном местоположении в запорной арматуре. В частности, при работе с запорными арматурами, монтируемыми в потолочном положении, таким образом обрабатывающий станок надежно удерживается в своем монтажном или рабочем положении.
В предпочтительном варианте данного примера осуществления изобретения держатель позволяет в монтажном положении обрабатывающего станка осуществлять изменение и фиксацию положения обрабатывающего станка в опоре. Это имеет смысл, к примеру, в сочетании с вышеупомянутыми вариантами угла регулировки уплотнительной поверхности клиновой задвижки, если, к примеру, возможна фиксация в обычном, равном 3° или 7°, наклонном положении обрабатывающего станка или его инструмента.
Для дальнейшего описания изобретения ссылаются на примеры осуществления изображения на чертежах, на которых представлены, соответственно, в схематичной форме:
фиг.1 - клиновая задвижка низкого давления в качестве запорной арматуры,
фиг.2 - арматура с фиг.1 в демонтированном виде,
фиг.3 - арматура в соответствии с фиг.2 с вставленным зажимным устройством, а также токарным и шлифовальным станком,
фиг.4 - арматура с фиг.3 со сварочным аппаратом,
фиг.5 - арматура высокого давления с вставленным зажимным устройством и токарным станком,
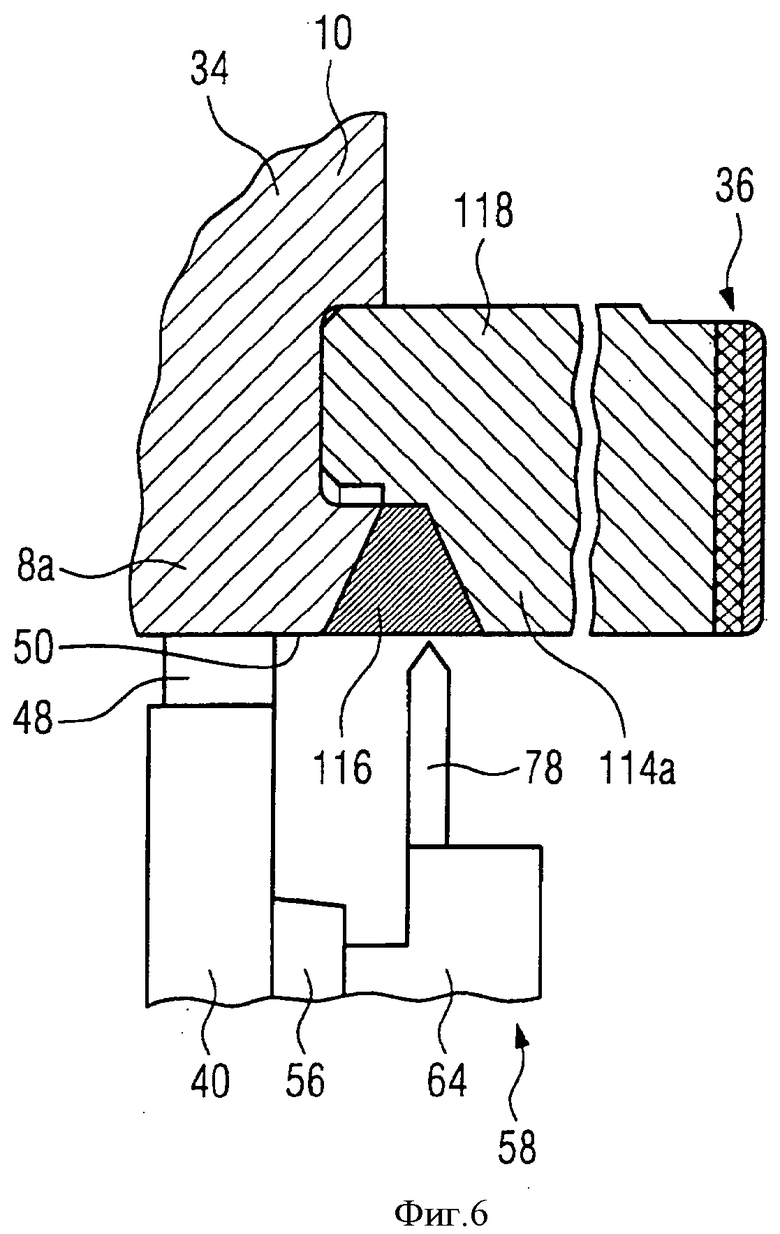
фиг.6 - фрагмент VI с фиг.5.
На фиг.1 представлена часть трубопровода 4 установки 2, к примеру, энергетической установки, заменяющей собой любую энергетическую или промышленную установку. В трубопровод 4 интегрирована запорная арматура 6, к примеру, запорная задвижка низкого давления. Запорная арматура 6 имеет в качестве неподвижной составляющей две соединительные трубы 8а, b, посредством которых она прочно сварена с трубопроводом 4. Соединительные трубы 8а, b являются частью корпуса 10 арматуры 6, который на фланце 12 имеет отверстие 14. Фиг.1 демонстрирует запорную арматуру 6 в состоянии окончательной сборки, а именно, когда на фланце 12 смонтирована крышка 16 корпуса, на которой установлен шпиндель 18. Шпиндель 18 одним своим концом заканчивается в маховике 20. На другом конце шпинделя 18 находится уплотнительный элемент 22 в форме двух уплотнительных пластин. Уплотнительный элемент 22 взаимодействует с двумя уплотнительными поверхностями 24а, b, расположенными внутри корпуса 10 на концах соединительных труб 8а, b с торцевой стороны. Уплотнительные поверхности 24а, b выполнены таким образом, что на основной материал 34 соединительных труб 8а, b на соответствующие концы 26 с торцевых сторон наварены наплавки 36, к примеру, из 17% хромированной стали. Крышка 16 корпуса, шпиндель 18, маховик 20 и уплотнительный элемент 22 совместно образуют так называемые встроенные элементы 32 корпуса запорной арматуры 6, выполненные с возможностью удаления от корпуса 10.
На фиг.1 запорная арматура 6 показана в закрытом положении, то есть уплотнительный элемент 22 прилегает к уплотнительным поверхностям 24а, b. Для открывания арматуры 6 маховик 20 поворачивается в направлении стрелки 28, в результате чего шпинель 18 приподнимает уплотнительный элемент 22 в направлении стрелки 30 от уплотнительных поверхностей 24а, b. Концы 26 соединительных труб 8а, b оказываются тогда полностью открытыми, и не изображенная среда может в обоих направлениях беспрепятственно проходить через трубопровод 4.
В процессе работы запорной арматуры 6 уплотнительные поверхности 24а, b сильно изнашиваются. Поэтому запорная арматура 6 должна подвергаться восстановлению. В соответствии с изобретением запорная арматура 6 остается при этом в трубопроводе 4.
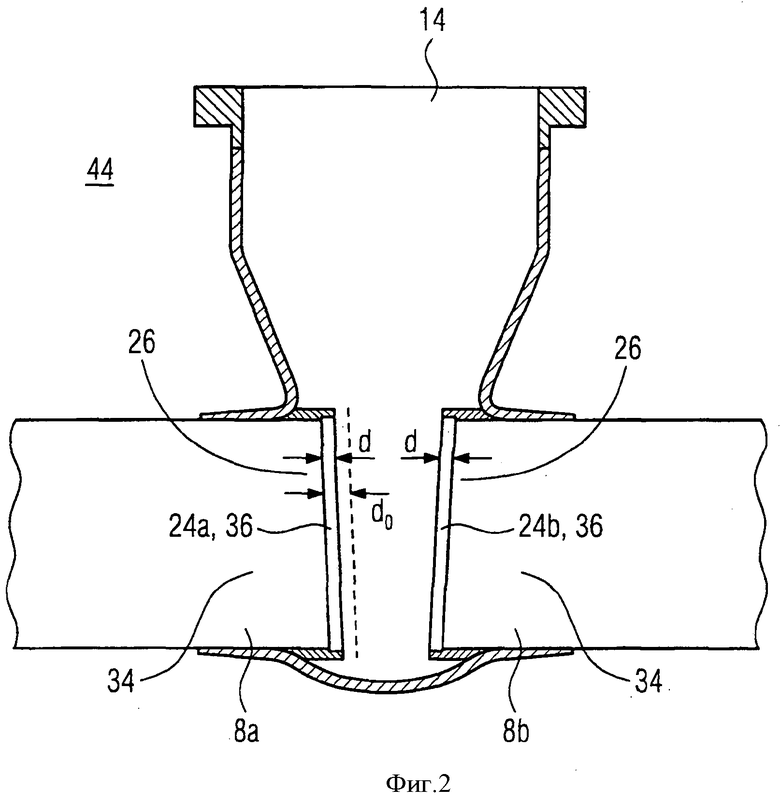
На первом этапе а) способа сначала удаляются все встроенные элементы 32 корпуса. Фиг.2 демонстрирует запорную арматуру 6 с фиг.1 с демонтированными встроенными элементами 32 корпуса. Отверстие 14 корпуса в этом случае открыто, то есть внутреннее пространство корпуса 10 доступно со стороны наружного пространства 44. Кроме того, в этом случае уплотнительные поверхности 24а, b могут просматриваться через отверстие 14 корпуса и могут быть измерены оптически, или посредством не изображенного штангенциркуля, или посредством других измерительных устройств. Так может быть определено фактическое состояние уплотнительных поверхностей 24а, b. В частности, может быть, к примеру, установлено, какую толщину d пока еще имеют уплотнительные поверхности 24а, b. В процессе работы запорной арматуры 6 первоначальная, обозначенная штриховой линией, толщина d0 наплавки 36 в момент изготовления арматуры 6 уменьшилась до толщины d.
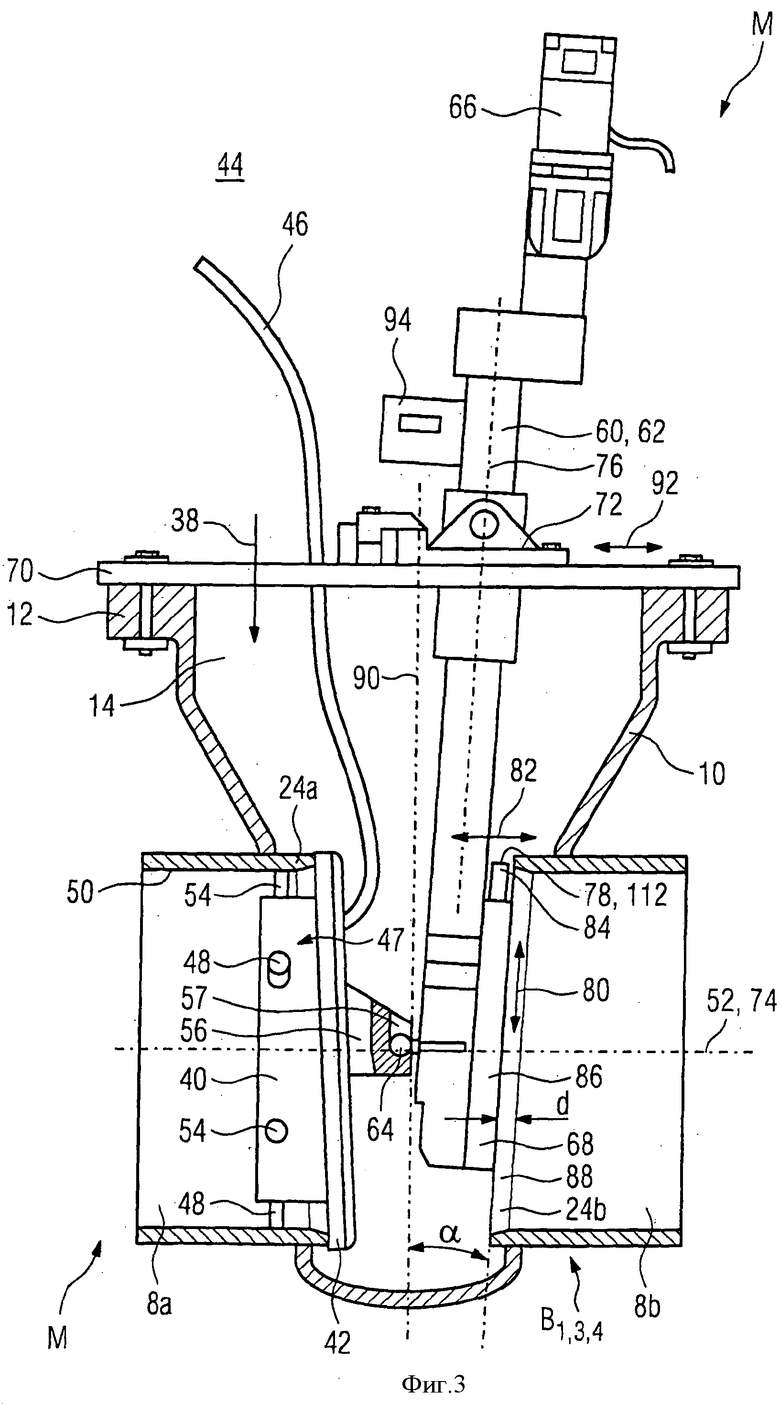
Для восстановления уплотнительных поверхностей 24а, b далее действуют следующим образом. Через отверстие 14 корпуса в соответствии с фиг.3 на этапе b) способа в направлении стрелки 38 в соединительную трубу 8а помещается зажимное устройство 40. Зажимное устройство 40 выполнено практически в форме диска и имеет ограничитель 42, которым оно накладывается на уплотнительную поверхность 24а. Посредством проходящего во внешнем пространстве 44 гидравлического трубопровода 46 установленные на зажимном устройстве 40 гидравлические цилиндры 48 прижимаются к внутренней стенке 50 соединительной трубы 8а. Гидравлический цилиндр 48 является при этом частью крепежного элемента, посредством которого зажимное устройство 40 закрепляется в соединительной трубе 8а. Они, в основном, радиально подвижны. Благодаря этому, зажимное устройство 40 надежно фиксируется в соединительной трубе 8а. Чтобы точно центрировать радиальное положение зажимного устройства 40 в соединительной трубе 8а по ее центральной продольной оси 52, зажимное устройство 40 имеет, кроме того, направленный радиально наружу измерительный щуп 54, посредством которого может быть измерено расстояние от зажимного устройства 40 до внутренней стенки 50 в соответствующем положении измерительного щупа 54. Гидравлические цилиндры 48 настраиваются соответствующим образом, чтобы, в конце концов, центрировать зажимное устройство 40. Фиг.3 демонстрирует зажимное устройство 40 в конечном монтажном положении М.
Зажимное устройство 40 имеет контропору 56, которая в монтажном положении М располагается внутри корпуса 10 или направлена туда, и доступна со стороны отверстия 14 корпуса. Кроме того, базовая точка 57, а именно центр контропоры 56, располагается на центральной продольной оси 52. Он служит в качестве фиксированного геометрического исходного положения для, как будет описано далее, соединяемой в паз опоры 64.
На этапе с) способа в направлении стрелки 38 также через отверстие 14 в корпус 10 вводится обрабатывающий станок 58. Обрабатывающим станком 58 на фиг.3 является токарный станок, который в качестве основного носителя 60 имеет карданный кронштейн 62. На основном носителе 60 прочно установлена соответствующая контропоре 56 опора 64. Фиг.3 демонстрирует обрабатывающий станок 58 также в монтажном положении М, а именно, когда опора 64 введена в контропору 56 или установлена в ней. На выступающем в монтажном положении М из корпуса 10 конце карданного кронштейна 62 установлен приводной механизм 66, а на противоположном конце карданного кронштейна 62 обрабатывающая головка 68. Обрабатывающая головка 68 выполнена с возможностью вращения вокруг оси 74 вращения, которая расположена под постоянным углом, к примеру, под углом 90°, к продольной оси 76 карданного кронштейна 62. На обрабатывающей головке 68 в качестве обрабатывающего инструмента или инструмента удерживается токарный резец 78, который относительно карданного кронштейна 62 лишь в радиальном направлении 80 и в аксиальном направлении 82 выполнен с возможностью подачи на врезание относительно оси вращения 74. Это достигается посредством регулировочного винта 84 и поперечной каретки 86.
Обрабатывающий станок 58, с одной стороны, посредством опоры 64 через контропору 56 и зажимное устройство 40 зафиксирован или установлен в корпусе 10 и при этом может перемещаться лишь в соответствии с обеспеченной посредством опоры 64 и контропоры 56 степенью свободы. С другой стороны, он установлен и в другом месте. А именно, на фланец 12 навинчен держатель 70, на котором опять же с возможностью регулировки смонтирован суппорт 72, проводящий карданный кронштейн 62.
Уплотнительная поверхность 24b должна быть обработана таким образом, чтобы ее поперечная плоскость 88 образовывала с центральной плоскостью 90 арматуры 6 заданный угол α, так как, под запорной арматурой 6 понимается клиновая задвижка. Иначе говоря, обрабатывающий станок 58 следует подводить, соответственно, к соединительной трубе 8b. Так как ось 74 вращения зафиксирована относительно продольной оси 76, то угол α регулируется посредством того, что суппорт 72 перемещается в направлении стрелки 92, и, таким образом, карданный кронштейн 62 поворачивается в контропоре 56. Правильный угол α контролируется при помощи уклономера 94, который смонтирован на карданном кронштейне 62.
На этапе d) способа на уплотнительной поверхности 24b производится этап В1 обработки. А именно, посредством подачи на врезание токарного резца 78 в радиальном направлении 80 и аксиальном направлении 82 еще имеющаяся наплавка 36 толщиной d стачивается с соединительной трубы 8b. Таким образом, основной материал 34 снова оказывается доступен для стабильного последующего наваривания.
На этапе е) способа обрабатывающий станок 58 отсоединяется от контропоры и через отверстие 14 корпуса, против направления стрелки 38, вынимается из запорной арматуры 6. Так как восстановление уплотнительной поверхности 24b еще не закончено, на этапе f) способа этапы от с) до е) повторяются, соответственно, зачастую с использованием различных обрабатывающих станков 58.
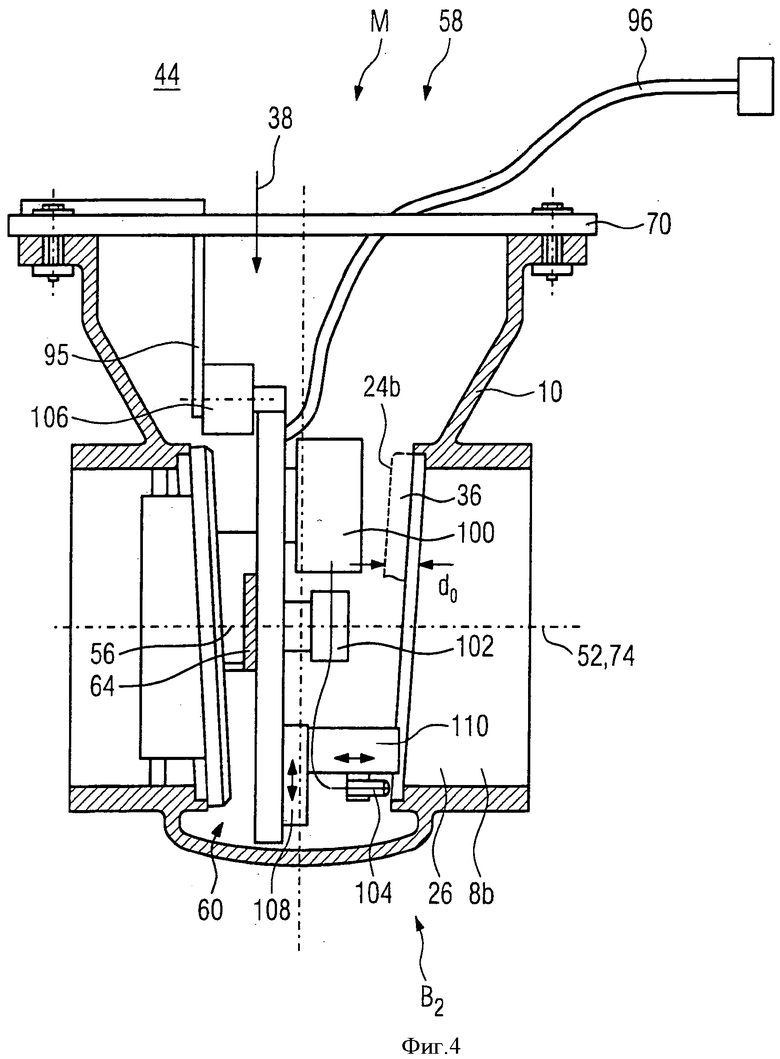
В соответствии с фиг.4 в направлении стрелки 38 через отверстие 14 в корпус 10 вводится другой обрабатывающий станок 58 в виде сварочного аппарата для сварки вольфрамовым электродом в инертном газе. Обрабатывающий станок 58 опять же имеет на своем основном носителе 60 опору 64, посредством которой он закрепляется в контропоре 56; и в данном случае основной носитель 60 опять же фиксируется на держателе 70 для фиксации обрабатывающего станка 58 в его монтажном положении М. Это происходит посредством фиксирующего кронштейна 95. Через питающую шину 96 основной носитель 60 соединен с расположенным во внешнем пространстве 44 питающим модулем 98. Он включает в себя, к примеру, источник тока и устройство управления для сварочного аппарата. На основном носителе 60 располагается резервуар 100 для наплавляемого металла в форме бухты проволоки, устройство 102 подачи проволоки и сварочная горелка 104 для сварки вольфрамовым электродом в инертном газе. Посредством привода 106 механизма поворота, а также радиального суппорта 108 и аксиального суппорта 110 сварочная горелка 104 для сварки вольфрамовым электродом в инертном газе постоянно автоматически удерживается на нужном расстоянии от свариваемого объекта, а именно, от конца 26 соединительной трубы 8b.
В процессе проведения представленного на фиг.4 этапа В2 обработки на соединительную трубу 8b наваривается новая наплавка 36 (обозначенная штриховой линией). Этап В2 обработки заканчивается тогда, когда наплавка достигает первоначальной толщины do с определенной, служащей для последующей обработки выступающей частью. Затем обрабатывающий станок 58, против направления стрелки 38, снова удаляется из корпуса 10.
Далее следует этап f) способа. В соответствии с фиг.3 еще раз используется токарный станок в качестве обрабатывающего станка 58. Вновь нанесенная наплавка 36 посредством этого станка на этапе В3 обработки стачивается до первоначальной толщины d0. Токарный резец 78 заменяется затем в обрабатывающем станке 58 на полировальный инструмент 112 в качестве обрабатывающего инструмента. С его помощью на последующем этапе В4 обработки уплотнительная поверхность 24b в качестве поверхности наплавки 36 подвергается финишной обработке или окончательной полировке.
Наконец, прежде всего, удаляется обрабатывающий станок 58. Так как обработка уплотнительной поверхности 24b завершена, то затем на этапе g) способа из корпуса удаляется также и зажимное устройство 40.
В случае необходимости зажимное устройство 40 помещается в уже обработанную соединительную трубу 8b, и в соответствии с уже описанным ранее способом уплотнительная поверхность 24а восстанавливается до своей первоначальной толщины d0.
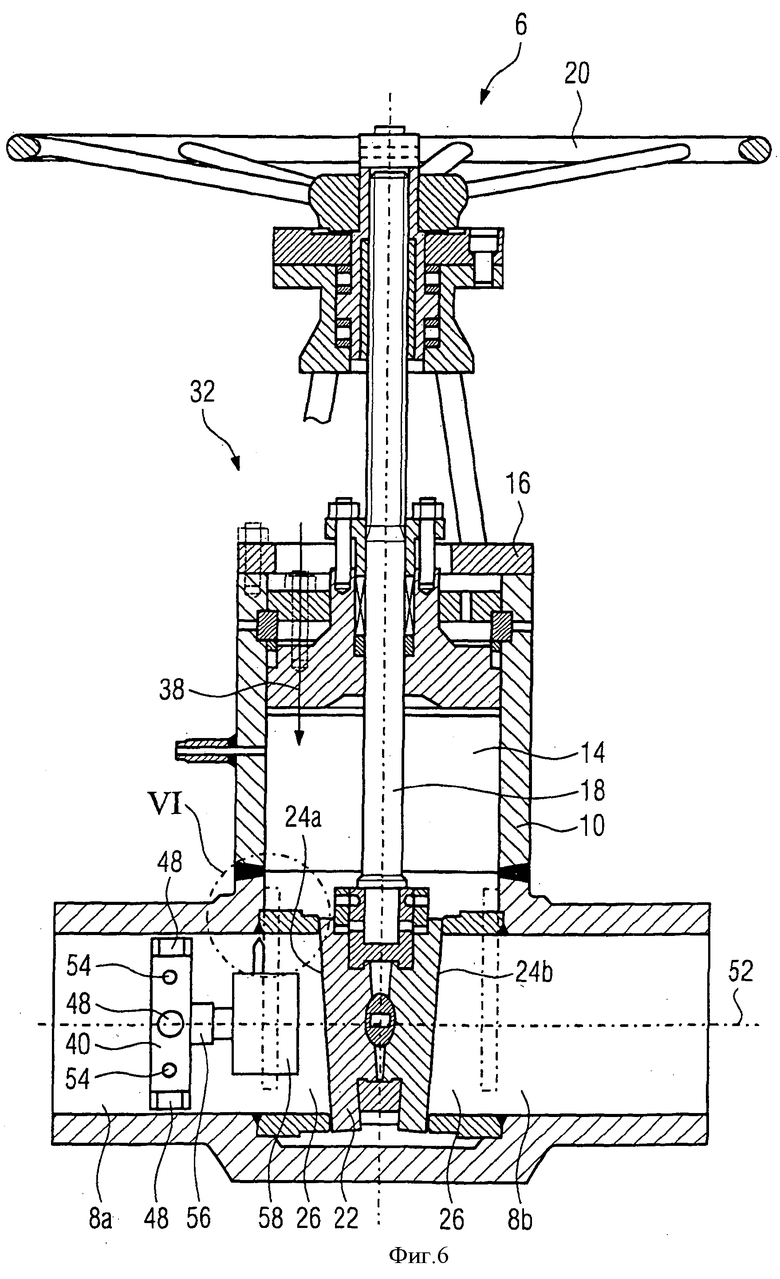
Фиг.5 демонстрирует в качестве альтернативного варианта запорной арматуры 6 шибер высокого давления, который также имеет корпус 10, а также соединительные трубы 8а, b, уплотнительный элемент 22, шпиндель 18, маховик 20, а также крышку 16 корпуса. Однако, в отличие от шибера низкого давления, соответственно, на обращенном внутрь корпуса 10 конце 26 соединительных труб 8а, b наварено посадочное кольцо 114а, b. На этом посадочном кольце располагается, соответственно, уплотнительная поверхность 24а, b.
Восстановление логически включает в себя опять же те же самые операции, что и ранее. В отличие от вышеперечисленного, уплотнительные поверхности 24а, b, восстанавливаются, разумеется, не непосредственно на месте, а вместе со своими посадочными кольцами 114а, b вынимаются из арматуры 6 и вне ее восстанавливаются или заменяются. Восстановленные или новые посадочные кольца 114а, b затем снова привариваются.
Для восстановления запорной арматуры 6 все встроенные элементы 32 корпуса (уплотнительные элементы 22, шпиндель 18, крышка 16 корпуса и т.д.) снова удаляются, так что остается отверстие 14 корпуса, через которое доступно внутреннее пространство корпуса 10. Согласно принципу действия в соответствии с фиг.3, зажимное устройство 40 снова полностью вводится во внутреннее пространство соединительной трубы 8а, которая, соответственно, оснащена гидравлическими цилиндрами 48 и измерительными щупами 54 для центрирования относительно центральной продольной оси 52 и для фиксации. В контропору 56 можно в этом случае поместить обрабатывающий станок 58. Обрабатывающий станок 58 снова перемещается в направлении стрелки 38 во внутреннее пространство корпуса 10 или в данном случае также во внутреннее пространство соединительной трубы 8а. В отличие от вышеописанной ситуации, зажимное устройство удерживается, однако, в той же соединительной трубе, уплотнительная поверхность которой должна быть восстановлена.
Фиг.6 демонстрирует фрагмент VI с фиг.5. Видно посадочное кольцо 114а, которое посредством сварного шва 116 соединено с корпусом 10 или с соединительной трубой 8а. Зажимное устройство 40 посредством гидравлических цилиндров 48 опирается на внутреннюю стенку 50 соединительной трубы 8а. В контропоре 56 обрабатывающий станок 58 удерживается посредством своей опоры 64. Обрабатывающим станком 58 опять же является токарный станок с токарным резцом 78 в качестве обрабатывающего инструмента, который вскрывает сварной шов 116. Посадочное кольцо 114а может быть после этого отделено и удалено через отверстие 14 корпуса. Обрабатывающий станок 58 заменяется затем на не изображенный сварочный блок или сварочный аппарат в виде альтернативного обрабатывающего станка 58, который снова наваривает новое посадочное кольцо 114а или восстановленное посадочное кольцо 114а в представленное на фиг.6 первоначальное положение. И в этом случае во время проведения всех этапов обработки держатель 40 длительное время остается в зажатом положении и образует, таким образом, посредством своей контропоры 56 базовое положение для подсоединяемого обрабатывающего станка 58, для геометрически точного согласования соответствующих этапов обработки.
В альтернативном варианте осуществления изобретения на вновь устанавливаемом посадочном кольце 114а имеется шлиц 118 дегазации (на фиг.6 обозначенный штриховой линией), для отведения в процессе обработки соответствующего сварочного газа.
Фиг.6 демонстрирует, кроме того, каким образом при формировании уплотнительной поверхности высокого давления она в форме многослойной наплавки 36 нанесена на посадочное кольцо 114а, а не непосредственно на основной материал 34 корпуса 10 или соединительной трубы 8а.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| ТОКАРНЫЙ СТАНОК | 2003 |
|
RU2261156C2 |
| ДОЛОТО ДЛЯ БУРЕНИЯ С ОБСАДНОЙ ТРУБОЙ ИЛИ ОБСАДНОЙ КОЛОННОЙ-ХВОСТОВИКОМ И ЕГО ИЗГОТОВЛЕНИЕ | 2017 |
|
RU2719868C2 |
| ОБКАТНЫЙ БЛОК | 1990 |
|
RU2037390C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| ТОКАРНЫЙ СТАНОК И НАПРАВЛЯЮЩАЯ ВТУЛКА | 2016 |
|
RU2718947C2 |
| ГАЗОВАЯ СОЕДИНИТЕЛЬНАЯ АРМАТУРА | 2005 |
|
RU2371628C2 |
| Манипулирующее устройство | 1985 |
|
SU1301633A1 |
| КОНСТРУКТИВНЫЙ УЗЕЛ СОЕДИНЕНИЯ С БАКОМ | 2021 |
|
RU2756728C1 |
| Способ изготовления биметаллических деталей | 1975 |
|
SU532503A1 |
Способ обработки расположенной на конце соединительной трубы уплотнительной поверхности, смонтированной в энергетической или промышленной установке запорной арматуры, включающий следующие этапы: верхняя часть арматуры и встроенные элементы корпуса удаляются из корпуса запорной арматуры, вследствие чего отверстие корпуса освобождается, имеющее контропору зажимное устройство через отверстие (14) 14) (14) корпуса помещается в соединительную трубу или в другую соединительную трубу и закрепляется на ее внутренней стенке, через отверстие корпуса имеющий опору обрабатывающий станок вводится в корпус и посредством своей опоры устанавливается на контропоре, с помощью обрабатывающего станка производится этап обработки на уплотнительной поверхности, обрабатывающий станок отделяется от контропоры и удаляется через отверстие корпуса, зажимное устройство отделяется от соединительной трубы и удаляется через отверстие корпуса, верхняя часть арматуры и встроенные элементы размещаются на корпусе. Устройство включает зажимное устройство, которое содержит контропору и взаимодействующий с внутренней стенкой соединительной трубы крепежный элемент (47), обрабатывающий станок, имеющий опору, которая выполнена с возможностью установки в контропоре. 2 н. и 15 з.п. ф-лы, 6 ил.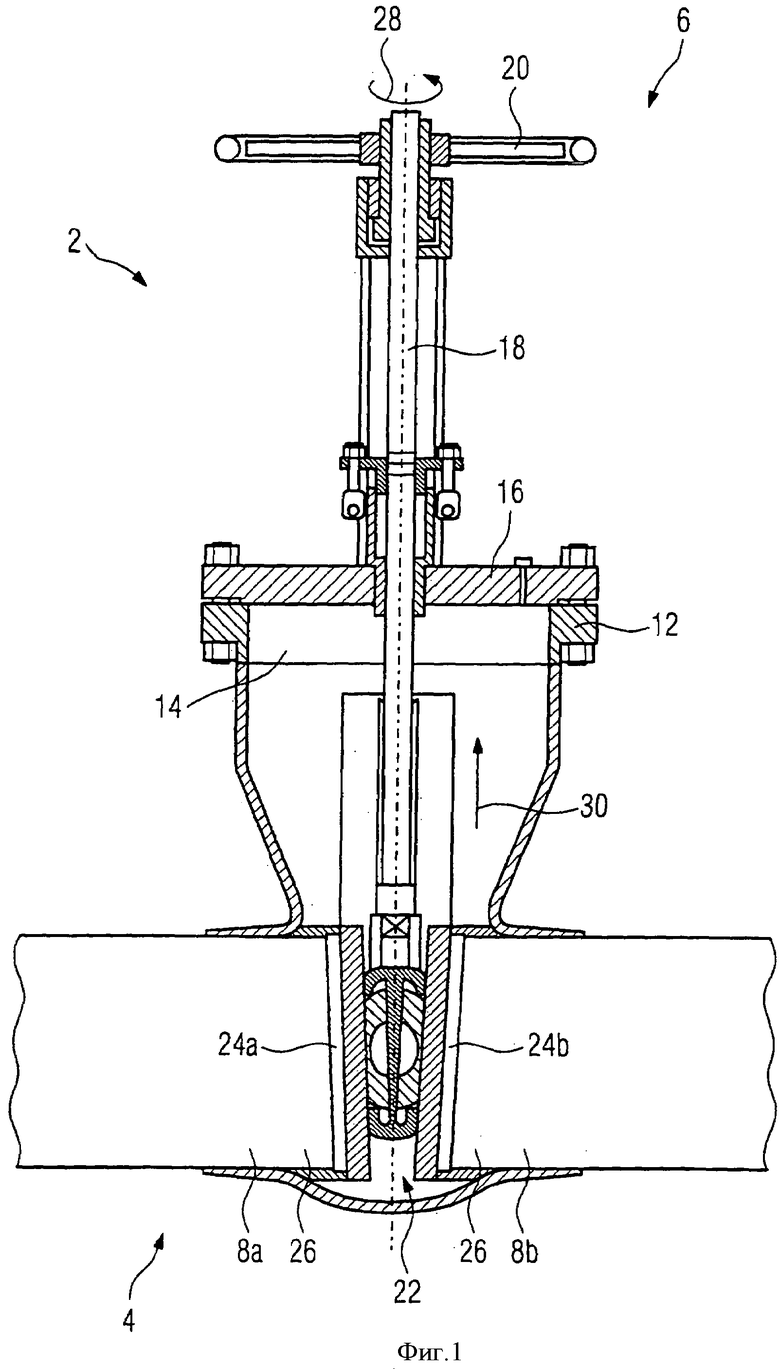
1. Способ восстановления запорной арматуры (6), смонтированной в энергетической или промышленной установке (2), включающий обработку уплотнительной поверхности (24а, b), расположенной на конце (26) соединительной трубы (8а, b), отличающийся тем, что он включает следующие этапы:
a) удаляют верхнюю часть (16) арматуры и встроенные элементы (32) корпуса из корпуса (10) запорной арматуры (6), вследствие чего отверстие (14) корпуса освобождается,
b) помещают имеющее контропору (56) зажимное устройство (40) через отверстие (14) корпуса в соединительную трубу или в другую соединительную трубу (8а, b) и закрепляют на ее внутренней стенке (50),
c) вводят через отверстие (14) корпуса обрабатывающий станок (58), имеющий опору (64), в корпус (10) и посредством его опоры (64) устанавливают на контропоре (56),
d) проводят с помощью обрабатывающего станка (58) этап (В1-4) обработки на уплотнительной поверхности (24а, b),
e) отделяют обрабатывающий станок (58) от контропоры (56)и удаляют через отверстие (14) корпуса,
f) повторяют при необходимости этапы с)-е) с использованием другого или того же самого обрабатывающего станка (58),
g) отделяют зажимное устройство (40) от соединительной трубы (8а, b) и удаляют через отверстие (14) корпуса,
h) размещают верхнюю часть (16) арматуры и встроенные элементы (32) на корпусе (10).
2. Способ по п.1, в котором в качестве этапа (В1-4) обработки направленную внутрь корпуса (10) торцевую сторону соединительной трубы (8а, b) стачивают или сошлифовывают.
3. Способ по п.1 или 2, в котором в качестве этапа (В1-4) обработки образующую уплотнительную поверхность (24а, b) наплавку (36) выполняют на торцевой стороне соединительной трубы (8а, b).
4. Способ по п.1 или 2, в котором в качестве этапа (В1-4) обработки посадочное кольцо (114а, b) корпуса, на котором имеется уплотнительная поверхность (24а, b), отделяют от соединительной трубы (8а, b) или наваривают на нее.
5. Способ по п.1 или 2, в котором зажимное устройство (40) вводят в соединительную трубу (8а, b) настолько, что оно прилегает к ограничителю (42) на обращенной внутрь корпуса (10) торцевой стороне соединительной трубы (8а, b).
6. Способ по п.1 или 2, в котором зажимное устройство (40) закрепляют в соединительной трубе (8а, b) таким образом, что базовая точка (57) зажимного устройства (40) располагается на центральной продольной оси (52) соединительной трубы (8а, b).
7. Устройство для обработки уплотнительной поверхности (24а, b), расположенной на конце (26) соединительной трубы (8а, b), запорной арматуры (6), смонтированной в энергетической или промышленной установке (2), содержащее
- выполненное с возможностью введения через отверстие (14) корпуса запорной арматуры (6) в соединительную трубу или в другую соединительную трубу (8а, b) зажимное устройство (40), которое включает в себя контропору (56) и взаимодействующий с внутренней стенкой (50) соединительной трубы (8а, b) крепежный элемент (47), который включает в себя выполненный с возможностью подведения к внутренней стенке (50) соединительной трубы (8а, b) гидравлический цилиндр (48),
- по меньшей мере один выполненный с возможностью введения в корпус через отверстие (14) корпуса обрабатывающий станок (58) для осуществления этапа (В1-4) обработки на уплотнительной поверхности (24а, b), причем обрабатывающий станок (58) имеет опору (64), которая выполнена с возможностью установки в контропоре (56).
8. Устройство по п.7, в котором зажимное устройство (40) имеет, по меньшей мере, два выполненных с возможностью прилегания к внутренней стороне (50) соединительной трубы (8а, b) измерительных щупа (54).
9. Устройство по п.7, в котором контропорой (56) является выполненное с возможностью фиксации быстрозажимное приемное устройство и/или опорой (64) является роликовая или сферическая головка.
10. Устройство по п.7, в котором контропора (56) жестко располагается на зажимном устройстве (40) с возможностью центрирования посредством регулировки зажимного устройства (40) в соединительной трубе (8а, b) по ее центральной продольной оси (52).
11. Устройство по любому из пп.7-10, в котором обрабатывающий станок (58) имеет выступающий в монтажном положении (М) из отверстия (14) корпуса, неподвижный, несущий опору (64) основной носитель (60), а также касательно своего наклона к уплотнительной поверхности (24а, b) прочно установленную на нем обрабатывающую головку (68), так что изменение угла (α) наклона обрабатывающей головки (68) к центральной плоскости (90) запорной арматуры (6) осуществляется посредством поворота основного носителя (60) в контропоре (56).
12. Устройство по п.11, в котором обрабатывающим станком (58) является токарный или шлифовальный станок, с установленным в монтажном положении (М) вне корпуса (10) приводным механизмом (66), и доходящим от привода (66) до рабочей головки (68), образующим основной носитель (60), карданным кронштейном (62), причем обрабатывающая головка (68) содержит выполненный с возможностью вращения вокруг оси (74) вращения токарный (78) или шлифовальный (112) элемент, а ось (74) вращения имеет жесткое положение относительно карданного кронштейна (62).
13. Устройство по п.12, в котором токарный (78) или шлифовальный (112) элемент выполнены с возможностью подачи на врезание лишь в радиальном (80) и аксиальном (82) направлениях относительно оси (74) вращения.
14. Устройство по любому из пп.7-10, 12, 13, в котором обрабатывающим станком (58) является сварочный станок, с расположенным в монтажном положении (М) вне корпуса (10) питающим модулем (98), и расположенным внутри корпуса (10), имеющим опору (64), основным носителем (60), на котором располагаются резервуар (100) для наплавляемого металла и выполненная с возможностью вращения вокруг оси (74) вращения сварочная головка (104).
15. Устройство по п.14, в котором сварочный аппарат выполнен в виде сварочного аппарата для сварки вольфрамовым электродом в инертном газе.
16. Устройство по любому из пп.7-10, 12, 13, 15, в котором обрабатывающий станок (58) включает в себя выполненный с возможностью закрепления на отверстии (14) корпуса держатель (70, 95).
17. Устройство по п.16, в котором держатель (70, 95) в монтажном положении (М) обрабатывающего станка (58) обеспечивает изменение и фиксацию положения обрабатывающего станка (58) в контропоре (56).
| Устройство для шлифования уплотнительных поверхностей задвижек трубопровода | 1958 |
|
SU119807A1 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU312672A1 |
| Приспособление для изгибания рельсовых накладок | 1928 |
|
SU17297A1 |
| Способ приготовления водных эмульсий каучука | 1935 |
|
SU46696A1 |
| DE 8706117 U1, 23.07.1987 | |||

