Изобретение относится к фильтрующим элементам (ФЭЛ) различных фильтров и предназначено для удержания фильтрующего материала от вымывания (уноса). Изобретение можно использовать в составе фильтров, предназначенных для очистки жидких сред от механических примесей в пищевой, нефтехимической, целлюлозно-бумажной, атомной, энергетической промышленности, в системах оборотного водоснабжения и для очистки воды в городских водоснабжающих системах.
Известен фильтрующий элемент, содержащий каркас в виде полого корпуса с отверстиями в виде продольных прорезей с навитой на его поверхность проволокой, концы которой жестко закреплены и между витками которой образованы щели путем снятия определенной части материала проволоки механической обработкой (см. а.с.СССР №592428, МПК2 B01D 39/12, 1978 г.).
Недостатком данного решения является большое количество отходов материала проволоки при ее обработке для образования щели фильтрующего элемента, а кроме этого к недостаткам следует отнести низкую надежность крепления проволоки к каркасу, что приведет к ее смещению и к изменению размеров щелей как в сторону увеличения, так и в сторону уменьшения и, соответственно, к снижению качества фильтрования.
Известен фильтрующий элемент, содержащий каркас с навитой на его поверхность проволокой, концы которой жестко закреплены, витки проволоки прижаты друг к другу, а щелевая поверхность образована за счет пазов и выступов по всей длине винтовой линии проволоки, образованных за счет механической обработки проволоки фрезой в местах контакта витков друг с другом (патент РФ №2034631, МПК6 B01D 39/12, 1995 г.).
Недостатком данного фильтрующего элемента является сложность его изготовления и создания фильтрующей поверхности за счет образования зазоров между витками проволоки, а также низкая надежность такого фильтрующего элемента при резких перепадах давления.
Известен фильтрующий элемент, содержащий полый цилиндрический корпус, на боковой поверхности которого выполнены равномерно чередующиеся продольные выступы и впадины. Щелевая поверхность образована на боковой поверхности фильтрующего элемента за счет выполненных на выступах отверстий в виде сквозных поперечных прорезей. Размер щелей - отверстий фильтрующего элемента - может быть подобран в соответствии с требованиями к качеству фильтрации и регулируется за счет размера сечения прорезей. Впадины на боковых стенках образуют ребра жесткости. Впадины также предназначены для образования технологических углублений на боковой поверхности корпуса, чтобы предотвратить полное разрезание корпуса при насечке прорезей на выступах. Один из торцов корпуса закрыт, на втором торце выполнен отводящий штуцер (Патент РФ №64933, МПК B01D 29/48, 2006 г.).
Недостатками данного фильтрующего элемента, как показала практика, является довольно сложная конструкция, требующая большой трудоемкости изготовления, малая фильтрующая поверхность, а также необходимость более частой промывки фильтрующих элементов из-за того, что поперечные прорези заполняются фильтрующим материалом, таким образом, один из основных показателей фильтрующего элемента «время фильтрации - частота промывки» значительно ухудшается.
Известен фильтрующий элемент, содержащий полый корпус с отверстиями в виде продольных прорезей, и проволоку в виде спирали, концы которой жестко соединены с корпусом, на наружной поверхности корпуса выполнена дюймовая резьба, во впадины которой уложена проволока, отверстия равномерно распределены по окружности корпуса(Патент РФ №2218976, МПК7 B01D 29/48, 2003 г.).
Недостатком данного решения является отсутствие выходного штуцера для соединения с фильтром, трудоемкость изготовления на станках (токарном, фрезерном) и не предусмотрена возможность изготовления ФЭЛ с различной шириной щели и площадью фильтрации. Данное решение принято за прототип.
Недостатком прототипа является применение дюймовой резьбы, ограничивающей изготовление фильтрующих элементов с различной шириной щели и площадью фильтрации и применение при изготовлении станочного и сварочного оборудования.
Задачей, решаемой изобретением, является изготовление фильтрующего элемента, обладающего высокой прочностью корпуса и вследствие этого имеющего возможность работать при больших перепадах давления очищаемой жидкости, при увеличении пропускной способности фильтрующего элемента, повышении качества фильтрации и увеличении времени работоспособности фильтрующего элемента и времени между его промывками.
Поставленная задача решается за счет того, что в фильтрующем элементе, содержащем донышко с выходным штуцерным патрубком, крышку, полый цилиндр со щелями-окнами или корпус-каркас со стойками, образующими ребра жесткости, на наружной цилиндрической поверхности которых нарезана с заданным шагом метрическая с профилем MJ, или дюймовая, или метрическая резьба в канавки которой уложена в виде спирали проволока заданного диаметра или сечения, концы которой жестко соединены с корпусом-каркасом.
Фильтрация жидкости происходит через щели между витками спирали и каркасом, крышкой и донышком, а проволока спирали, уложенная во впадины резьбы, обеспечивает равномерность ширины щели между витками по всей высоте корпуса-каркаса.
Корпус-каркас фильтр-элемента при этом может быть изготовлен из стоек, донышка со штуцером, кольца и крышки или из полого цилиндра заданной высоты, с равномерно распределенными по окружности щелями-окнами, крышкой и донышком с выходным штуцерным патрубком, на цилиндрических поверхностях которых нарезана с заданным шагом любая резьба, и изготовленных с помощью точного литья методом ЛВМ или ЛГМ, а также в виде отдельных деталей, сваренных в единое целое.
Технический результат решения поставленной задачи заключается в том, что за счет полого цилиндра с щелями-окнами или равномерно распределенных стоек по периметру окружности донышка и кольца, сварки их в единое целое или отливки корпуса-каркаса с помощью точного литья методом ЛГМ или ЛВМ как единого целого, образуется цилиндрическая поверхность, на наружной поверхности которой нанесена с заданным шагом резьба во впадины которой уложена проволока заданного диаметра или сечения в виде спирали, приваренная сваркой своими концами к корпусу-каркасу, и закрепленная сваркой сверху крышка, изготавливаемая из листового металла, образуя жесткую конструкцию, обеспечивающая высокую жесткость корпуса, и как следствие, увеличивая надежность работы фильтр-элемента при перепадах давления, при этом увеличивается площадь фильтрации и срок работоспособности фильтр-элемента.
В случае необходимости увеличения жесткости и прочности конструкции с внутренней стороны корпуса-каркаса стойки и цилиндр подкрепляются ребрами жесткости.
Наличие закруглений во впадинах метрической с профилем MJ и дюймовой резьбы значительно уменьшает концентрацию напряжений в стойках, полом цилиндрическом корпусе-каркасе и, как следствие, уменьшает межкристаллитную и электрохимическую коррозии, увеличивая срок работоспособности фильтр-элемента.
Технический результат достигается также за счет образования щелей между витками спирали, что обеспечивает дополнительное ускорение потока жидкости, проходящего через зазор между витками спирали, а затем резкое снижение скорости (эффект дросселирования), и, как следствие, ведет к самоочистке ФЭЛ от мелкодисперсных частиц, позволяя мелким частицам, имеющим размеры, равные размеру щели и менее, свободно проскакивать внутрь фильтр-элемента, а фракциям, имеющим размер больше размера щели, надежно удерживаться от проскока.
Сравнение заявленного технического решения с уровнем техники по научно-технической и патентной документации на дату приоритета показывает, что совокупность существенных признаков заявленного решения ранее не была известна, а следовательно, оно соответствует условию патентоспособности «новизна».
Предложенное решение работоспособно и осуществимо, т.к. может быть изготовлено и собрано при помощи известного оборудования, а следовательно, соответствует патентоспособности «промышленная применимость».
На Фиг.1 изображен общий вид фильтрующего элемента и его сечение А-А.
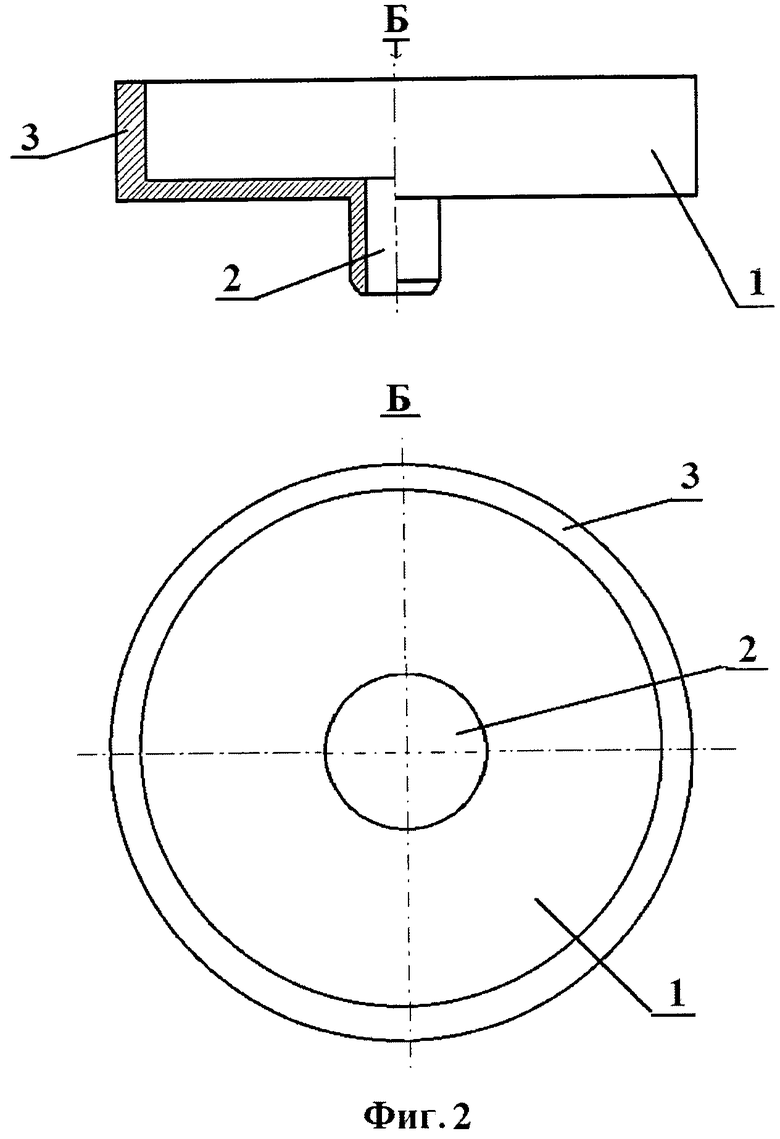
На Фиг.2 изображено донышко и его вид Б.
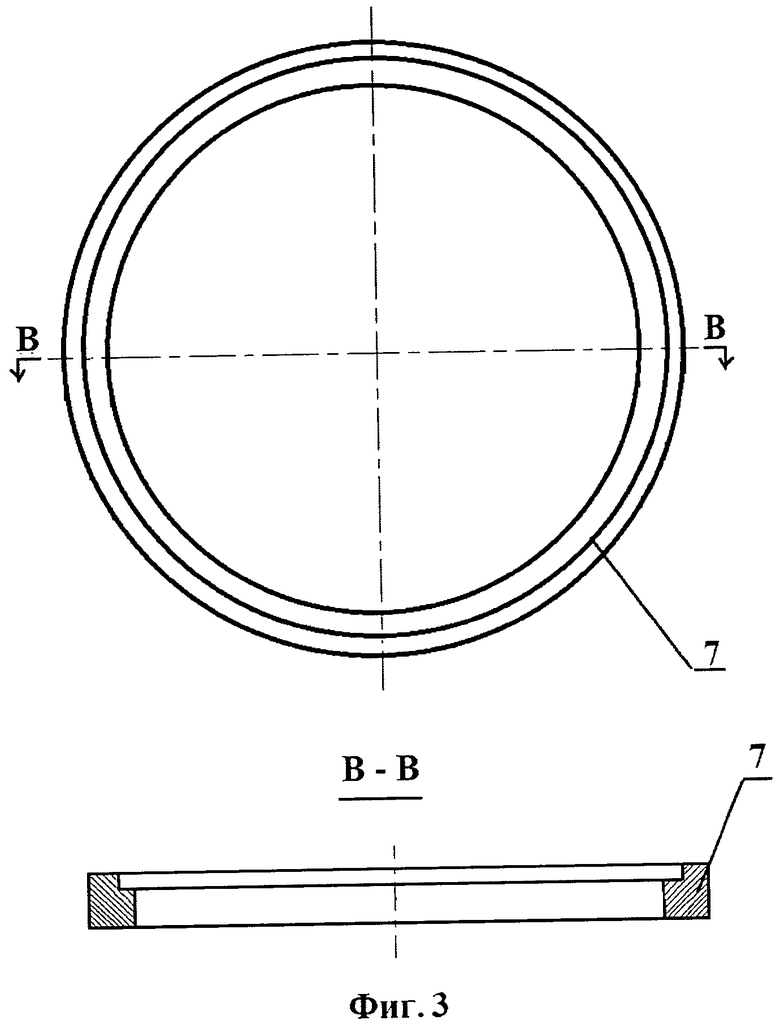
На Фиг.3 изображено кольцо и его сечение В-В.
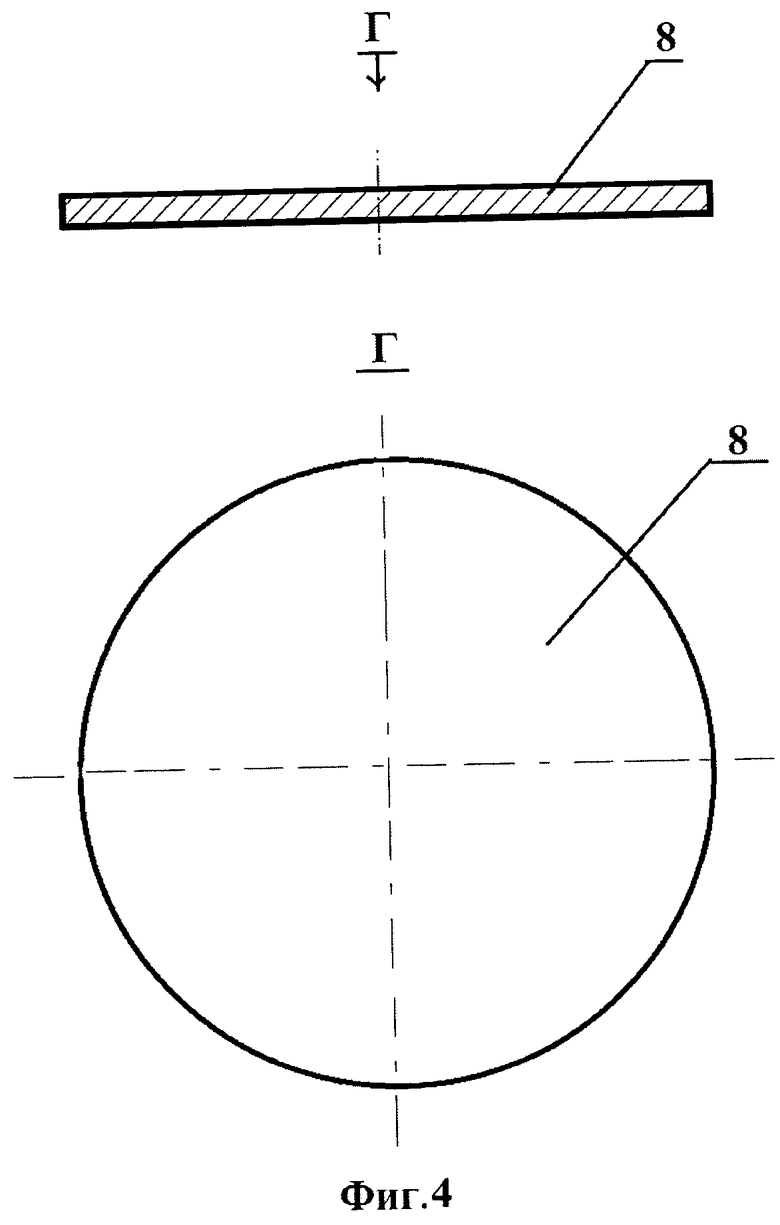
На Фиг.4 изображена крышка.
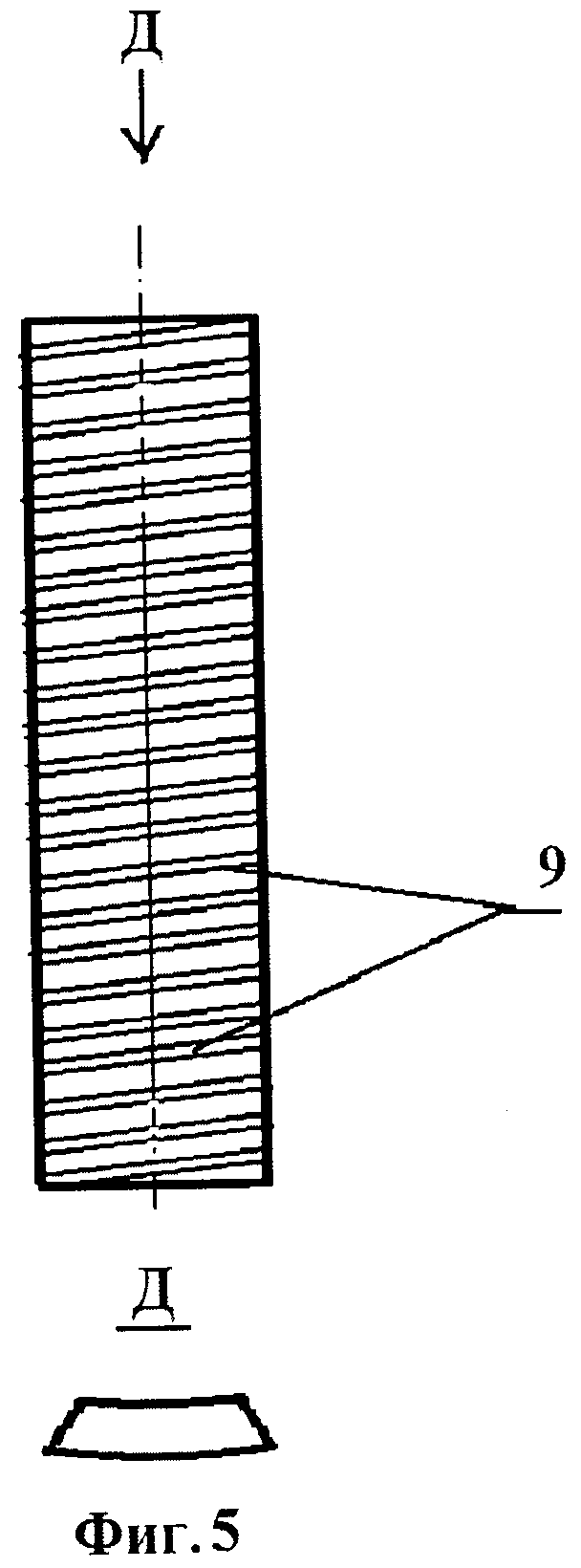
На Фиг.5 изображена стойка на виде со стороны резьбы и сверху.
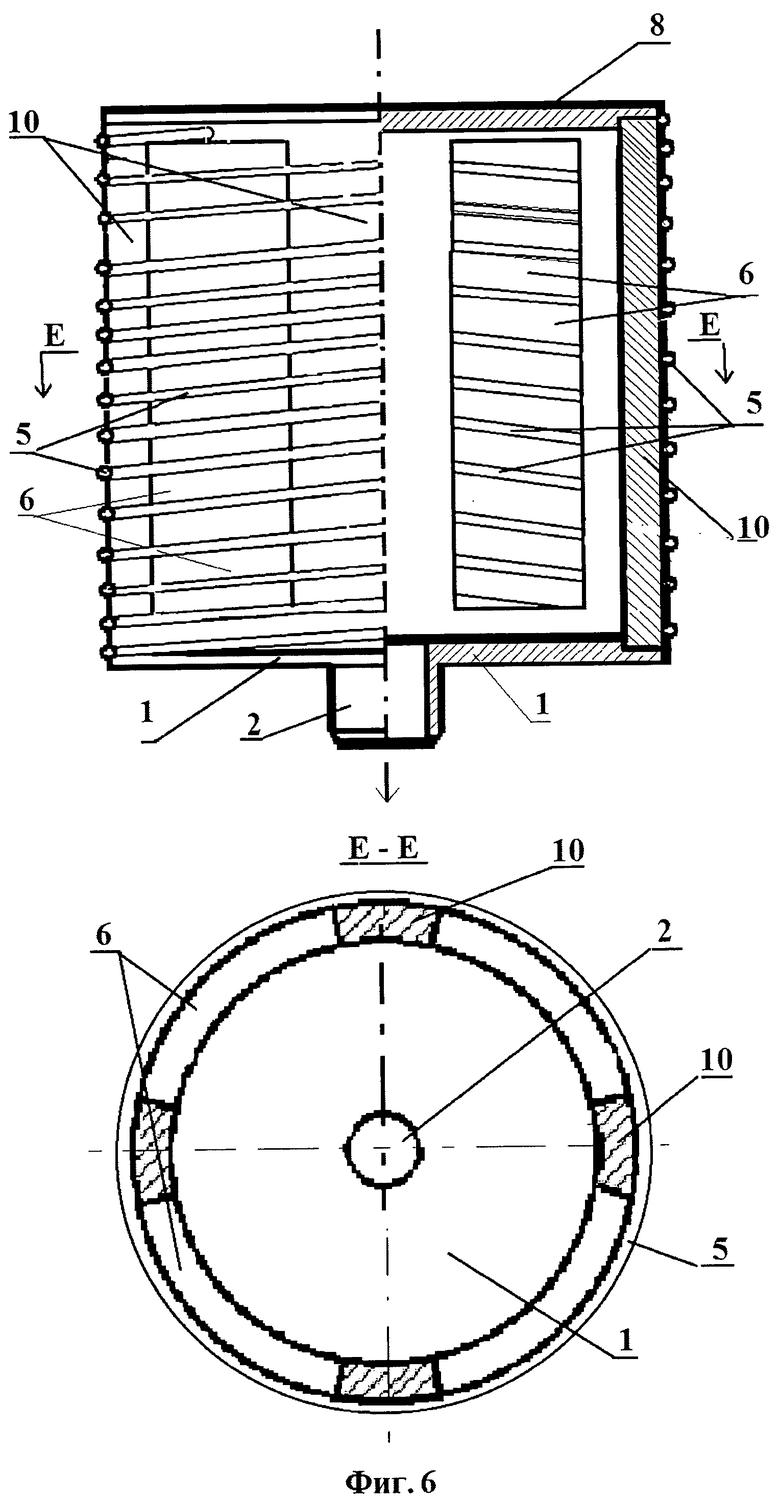
На Фиг.6 изображен общий вид фильтрующего элемента с полым цилиндрическим корпусом-каркасом и его сечение Е-Е.
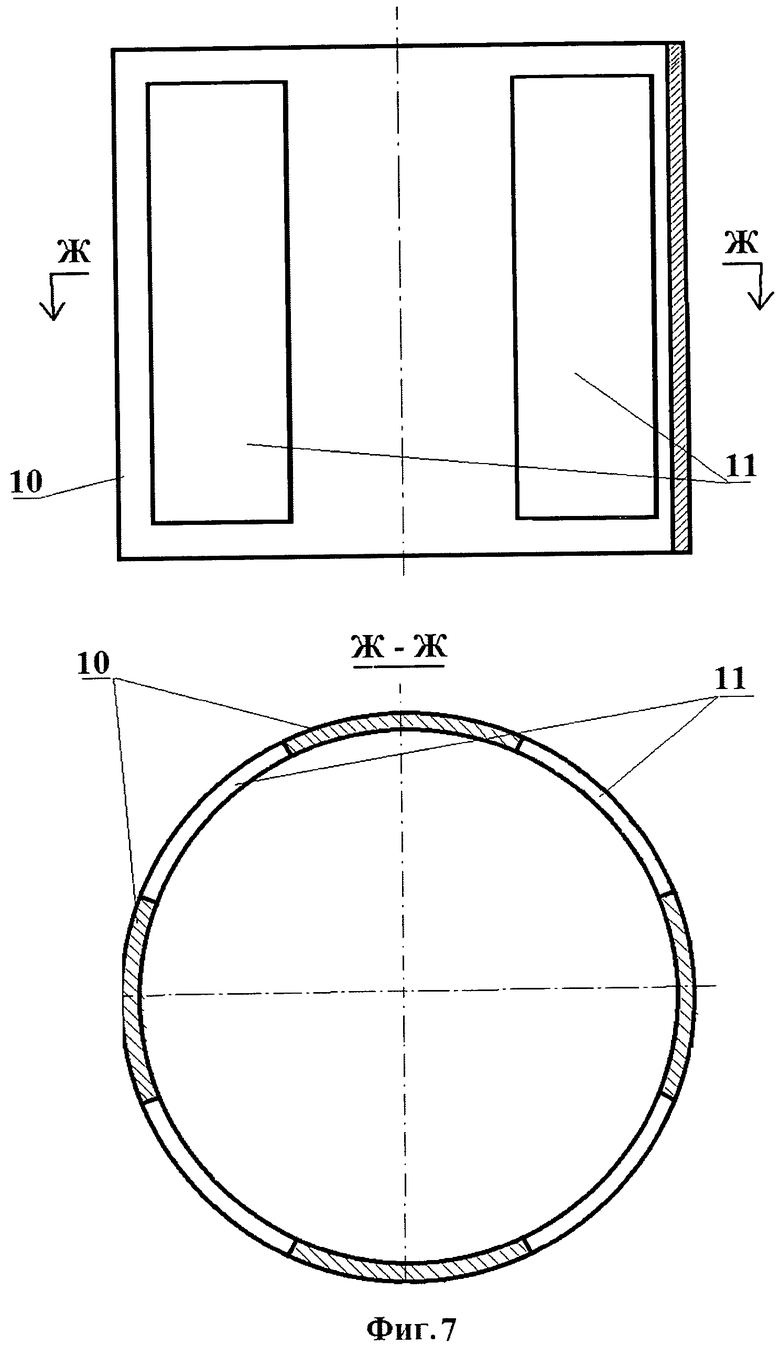
На Фиг.7 изображен цилиндрический каркас и его сечение Ж-Ж.
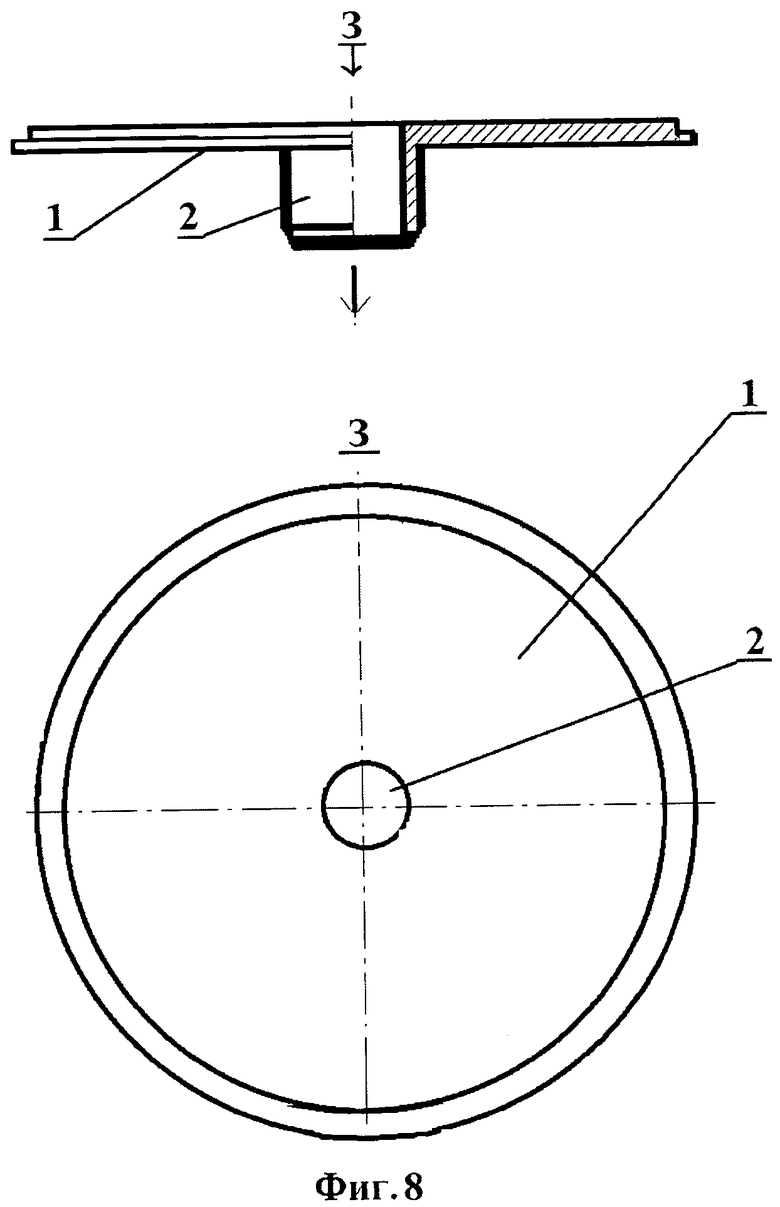
На Фиг.8 изображено донышко цилиндрического корпуса-каркаса.
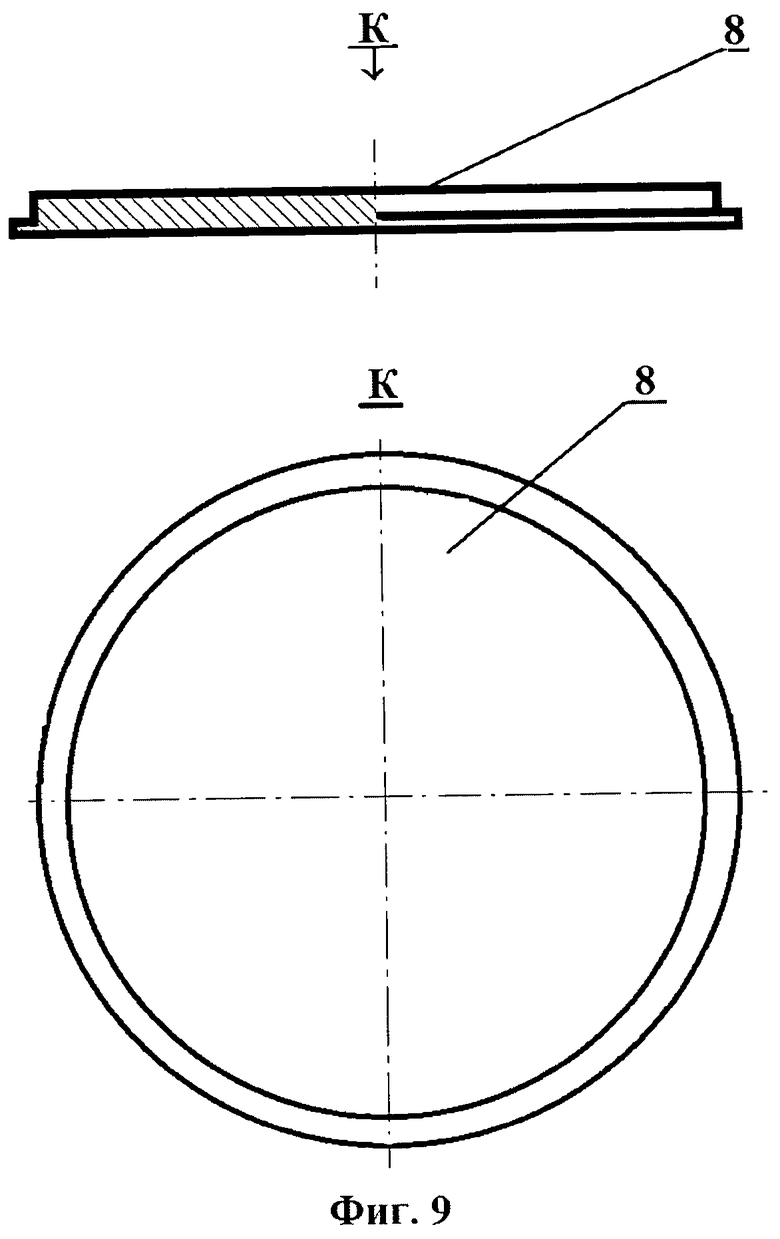
На Фиг.9 изображена крышка на виде сбоку и сверху.
Фильтрующий элемент (Фиг.1,6) состоит из донышка 1 с буртиком 3 (Фиг.2) или без буртика (Фиг.8) с выходным штуцерным патрубком 2 с присоединительной наружной или внутренней резьбой или под приварку, вертикальных стоек 4 (Фиг.5) круглого, сегментообразного или прямоугольного сечения, или полого цилиндрического каркаса 10 (Фиг.7) со щелями-окнами 11 (Фиг.7), щели 6 между витками проволоки, кольца 7, крышки 8, спирали 5 из проволоки заданного диаметра или сечения (квадратного, трехгранного, овального, круглого и т.д.), а на цилиндрической поверхности корпуса-каркаса 10 и стойках 4 нанесена метрическая с профилем MJ, или дюймовая, или метрическая резьба с заданным шагом, во впадины 9 (Фиг.5) которой уложена проволочная спираль.
Стойки (Фиг.5) равномерно распределяются по краю окружности донышка и кольца, своими торцами крепятся к ним с помощью сварки, образуя цилиндрический корпус-каркас, на наружной поверхности которого нарезается заданная резьба с заданным шагом, во впадинах 9 которой уложена проволочная спираль заданного диаметра или сечения с жестко приваренными концами к корпусу-каркасу, что обеспечивает равномерность и постоянство заданной ширины щели между витками спирали.
Количество стоек и щелей-окон определяется диаметром ФЭЛ и прочностными требованиями.
Донышко 1, стойки 4, кольцо 7 или цилиндрический корпус 10 (Фиг.1,6), изготовленные и сваренные в единое целое или отлитые с помощью точного литья методом ЛВМ или ЛГМ, образуют корпус-каркас с нарезанной резьбой на его цилиндрической поверхности.
Щелевая фильтрующая поверхность образована на боковой поверхности цилиндрической части.
Щелевая поверхность ФЭЛ, в максимально возможной степени, образуется на всей боковой цилиндрической поверхности корпуса-каркаса за счет зазоров 6 (Фиг.1,6) между витками спирали, стоек 4, кольцом 7 по всему наружному периметру окружности донышка 1 и кольца 7 или на боковой поверхности полого цилиндрического корпуса-каркаса 10.
Крышка 8 устанавливается на кольцо 7 или на корпус 10, заваривается или завальцовывается.
Фильтрующий элемент работает следующим образом.
Фильтруемая жидкость в любом фильтре под давлением через щели 6 (Фиг.1,6) между витками проволочной спирали фильтр-элемента проходит внутрь корпуса-каркаса, далее через штуцерный патрубок донышка выходит из ФЭЛ, а фильтрующий материал фильтра удерживается от вымывания (выноса).
При обратной промывке фильтрующего материала, с целью удаления из фильтра грязи, воздух, вода или жидкости, используемые в технологическом процессе, подаются через штуцерный патрубок 2 донышка 1, проходя через щели 6 и далее через промываемый слой фильтрующего материала в канализацию, в атмосферу или в сборную емкость, удаляя накопившуюся грязь.
Задавая шаг принятой резьбы для проволочной спирали, диаметр проволоки или размеры ее сечения, можно получать заданную ширину фильтрующей щели в пределах от 0,1 до 2,0 мм.
Предлагаемая конструкция ФЭЛ предполагает применение трех технологий при его изготовлении: первая - с использованием станочного и сварочного оборудования с раздельным изготовлением комплектующих и их последующей сварки - сборки, вторая - с использованием токарного, фрезерного, сверлильного станков и сварки с изготовлением корпуса-каркаса как единой конструкции с последующей сборкой трех комплектующих (корпус-каркас, проволочная спираль и крышка), и третья - технология (самая экономичная и простая) с использование точного литья методом газифицируемых моделей (ЛГМ) или по выплавляемым моделям (ЛВМ).
Изготовление корпуса-каркаса ФЭЛ с помощью точного литья методом ЛГМ, ЛВМ позволяет резко сократить трудоемкость изготовления ФЭЛ, избежать образования большого количества отходов металла, значительно снизить себестоимость производства по сравнению с изготовлением ФЭЛ с помощью станочного и сварочного оборудования.
Изобретение предназначено для фильтрования. Фильтрующий элемент содержит донышко с выходным патрубком, крышку, заданной высоты полый цилиндрический каркас с равномерно распределенными по окружности щелями-окнами или кольцо и стойки заданной длины, имеющие круглое, прямоугольное или сегментообразное сечение и равномерно распределенные по периметру донышка и кольца, при этом кольцо, донышко и стойки или полый цилиндрический каркас соединяются в единое целое с помощью сварки или изготавливаются с помощью точного литья методом газифицируемых или выплавляемых моделей, образуя корпус-каркас цилиндрической формы, на поверхности которого нанесена резьба. Донышко снабжено выходным штуцерным патрубком с наружной или внутренней присоединительной резьбой или под приварку, а на цилиндрической поверхности корпуса-каркаса нарезана с заданным шагом метрическая с профилем MJ, или дюймовая, или метрическая резьба, во впадины которой уложена спираль из проволоки заданного диаметра или сечения, образуя равные зазоры-щели между витками спирали по всей высоте цилиндрической части. Концы спирали и ее витки прикреплены сваркой к корпусу-каркасу и стойкам соответственно. Задавая шаг резьбы и подбирая диаметр проволоки спирали или любого его сечения, получаем заданную ширину щели фильтрации в широком диапазоне от 0,1 до 2,0 мм. С внутренней стороны стойки или цилиндрический каркас могут быть усилены ребрами жесткости. Технический результат - обеспечение длительной и безотказной работы. 1 з.п. ф-лы, 9 ил.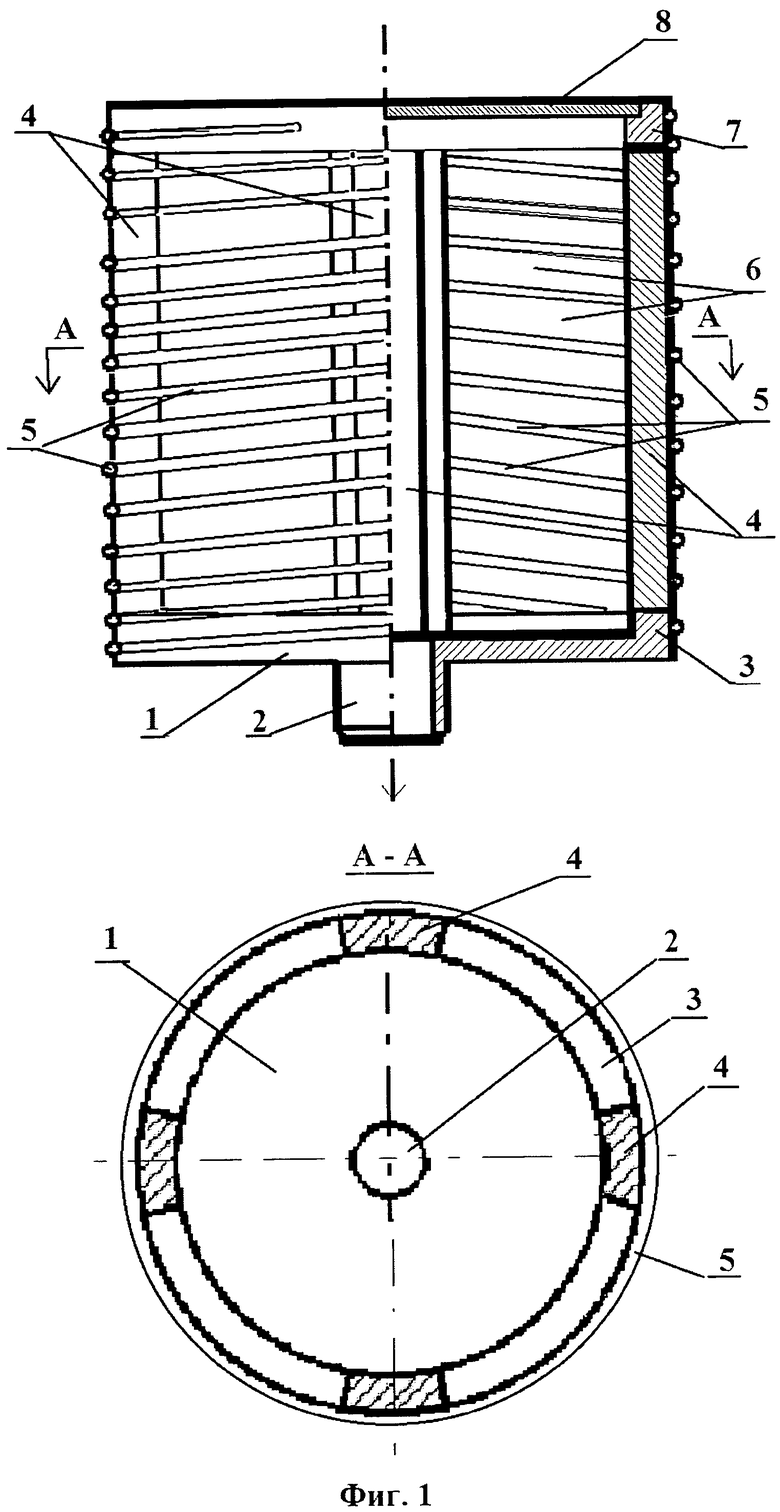
1. Фильтрующий элемент, содержащий донышко с выходным патрубком, крышку, заданной высоты полый цилиндрический каркас с равномерно распределенными по окружности щелями-окнами или кольцо и стойки заданной длины, имеющие круглое, прямоугольное или сегментообразное сечение и равномерно распределенные по периметру донышка и кольца, при этом кольцо, донышко и стойки или полый цилиндрический каркас соединяются в единое целое с помощью сварки или изготавливаются с помощью точного литья методом газифицируемых или выплавляемых моделей, образуя корпус-каркас цилиндрической формы, на поверхности которого нанесена резьба, отличающийся тем, что донышко снабжено выходным штуцерным патрубком с наружной или внутренней присоединительной резьбой или под приварку, а на цилиндрической поверхности корпуса-каркаса нарезана с заданным шагом метрическая с профилем MJ, или дюймовая, или метрическая резьба, во впадины которой уложена спираль из проволоки заданного диаметра или сечения, образуя равные зазоры-щели между витками спирали по всей высоте цилиндрической части, концы спирали и ее витки прикреплены сваркой к корпусу-каркасу и стойкам соответственно.
2. Фильтрующий элемент по п.1, отличающийся тем, что, задавая шаг метрической с профилем MJ, или дюймовой, или метрической резьбы и подбирая диаметр проволоки спирали или любого его сечения (треугольного, квадратного, круглого, овального), получаем заданную ширину щели фильтрации в широком диапазоне от 0,1 до 2,0 мм, а для увеличения прочности и жесткости конструкции с внутренней стороны корпуса-каркаса стойки или цилиндрический каркас могут быть усилены ребрами жесткости.
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2002 |
|
RU2218976C1 |
| Каркасно-проволочный фильтр | 1977 |
|
SU874110A1 |
| Фильтр буровой скважины | 1988 |
|
SU1625962A1 |
| ЛабораторныйКлассификатор с решетным станом | 1956 |
|
SU111018A1 |
| EP 0228262 A2, 08.07.1987 | |||
| Гидропривод виброподачи станка | 1990 |
|
SU1728542A1 |
| US 8083941 B2, 27.12.2011 | |||

