Область техники, к которой относится изобретение
Изобретение относится к способу изготовления рычага для шарнирной конструкции, такого как балансир, которым оборудовано шасси летательного аппарата.
Уровень техники
Балансир шасси имеет, например, вид тяги, содержащей на каждом из своих концов соединительный элемент в виде опорного подшипника, а также, по меньшей мере, другой соединительный элемент, называемый промежуточным, расположенный между его концами и выполненный в виде проушины.
На фиг.1 схематично показано шасси, оборудованное таким балансиром. Это шасси, обозначенное общей позицией 1, содержит главную стойку 2, на нижнем конце которой установлен передний конец балансира 4, содержащий опорный подшипник 3, чтобы этот балансир мог поворачиваться относительно стойки вокруг поперечной горизонтальной оси.
Два колеса 5 шасси установлены на поперечной оси, установленной на заднем конце балансира, то есть на уровне его заднего опорного подшипника 6, и, таким образом, эти колеса расположены по обе стороны от этого балансира.
Дополнительно между балансиром и стойкой шасси установлен амортизатор, обозначенный позицией 7, содержащий нижний конец, соединенный с промежуточной проушиной 8 балансира 4, и верхний конец, соединенный с верхней частью стойки. Каждый конец амортизатора 7 выполнен с возможностью поворота вокруг горизонтальной оси относительно детали, с которой он соединен.
Как можно понять из фиг.1, во время приземления реакция земли на колеса 5 приводит к подъему заднего конца балансира с преодолением усилий, создаваемых амортизатором 7 и действующих на промежуточную проушину 8, что позволяет амортизировать толчок при приземлении.
Таким образом, во время приземления, а также во время качения летательного аппарата или его стоянки на земле балансир в основном подвергается действию усилий прогиба и кручения, создаваемых практически в вертикальном направлении стойкой на уровне его переднего конца, колесами на уровне его заднего конца и пружиной на уровне промежуточной проушины.
Порядок величины этих усилий выражается массой летательного аппарата, поэтому балансир должен обладать большой механической прочностью, в частности, на уровне своих соединительных элементов, то есть на уровне своих переднего и заднего опорных подшипников и на уровне своей промежуточной проушины.
На фиг.2 отдельно показан такой балансир 4. Он содержит главный корпус 9, проходящий в главном направлении Р, два конца которого содержат опорные подшипники, называемые передним и задним опорными подшипниками 3 и 6.
Как показано на фиг.2, главный корпус имеет по существу постоянное поперечное сечение вдоль оси Р и содержит промежуточную проушину (8), которая выступает в радиальном направлении из этого главного корпуса.
Учитывая большую механическую прочность, которую должен иметь такой балансир, и его сложную форму, его обычно изготавливают из высокопрочной стали посредством механической обработки.
Значительный выигрыш в массе на уровне этой детали за счет ее выполнения из композиционного материала представляется проблематичным, учитывая сложность ее общей формы.
Согласно известному решению, такой балансир из композиционного материала получают, изготавливая сначала простую тягу из композиционного материала, главный корпус которой имеет по существу круглое постоянное сечение. Затем вокруг этой тяги устанавливают хомут, содержащий двойную проушину, причем этот хомут затягивают вокруг главного корпуса для его жесткого соединения.
Это решение является очень невыгодным с точки зрения стоимости изготовления и с учетом веса, так как балансир приходится выполнять в виде нескольких деталей из композиционного материала, которые необходимо соединять друг с другом, одновременно обеспечивая высокую механическую прочность.
Раскрытие изобретения
Задача изобретения состоит в разработке экономичного способа изготовления рычага для шарнирной конструкции, такой как конструкция шасси летательного аппарата, который содержит, по меньшей мере, один соединительный элемент, расположенный между своими концами.
Поставленная задача решена в способе изготовления рычага для шарнирной конструкции, такой как конструкция шасси летательного аппарата, при этом рычаг содержит главный корпус, выполненный в продольном направлении и содержащий соединительный элемент, такой как проушина, выступающая в радиальном направлении из главного корпуса, при этом способ содержит следующие этапы:
- изготавливают вставку, содержащую основание с выполненным на нем соединительным элементом;
- изготавливают оправку, включающую в себя основание вставки, таким образом, чтобы участок наружной стороны этой оправки был ограничен участком наружной стороны основания вставки;
- вокруг оправки по всей ее длине укладывают один или несколько слоев усилительных волокон таким образом, чтобы соединительный элемент проходил через каждый слой, не перекрывающий этот элемент;
- впрыскивают смолу в слой или слои усилительных волокон и на уровне зоны контакта этих слоев с наружной стороной основания;
- смолу подвергают полимеризации для жесткого соединения слоев усилительных волокон и основания вставки.
Способ изготовления в соответствии с изобретением направлен на достижение оптимального сцепления между слоями и вставкой. Кроме того, в отличие от вышеупомянутого решения проушину и основание, образующие вставку, выполняют в виде единой детали. Полученный таким образом рычаг является исключительно прочным и легким и отвечает требованиям изготовления шарнирной конструкции, такой как конструкция шасси летательного аппарата, при небольших производственных затратах.
Изобретение касается также вышеуказанного способа, в котором основание имеет в основном трубчатую форму, а оправку выполняют, продолжив наружную сторону основания, по меньшей мере, одной манжетой, и в котором обеспечивают герметичное соединение между этими двумя элементами.
Кроме того, изобретение касается вышеуказанного способа, в котором трубчатое основание имеет продольное сечение скошенной формы и выполнено с возможностью распределения усилий на внутренних стенках главного корпуса.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания частных вариантов его выполнения со ссылками на прилагаемые чертежи.
На фиг.1 показана нижняя часть шасси летательного аппарата, содержащая балансир согласно известному техническому решению, вид сбоку;
на фиг.2 показан известный балансир, вид в перспективе;
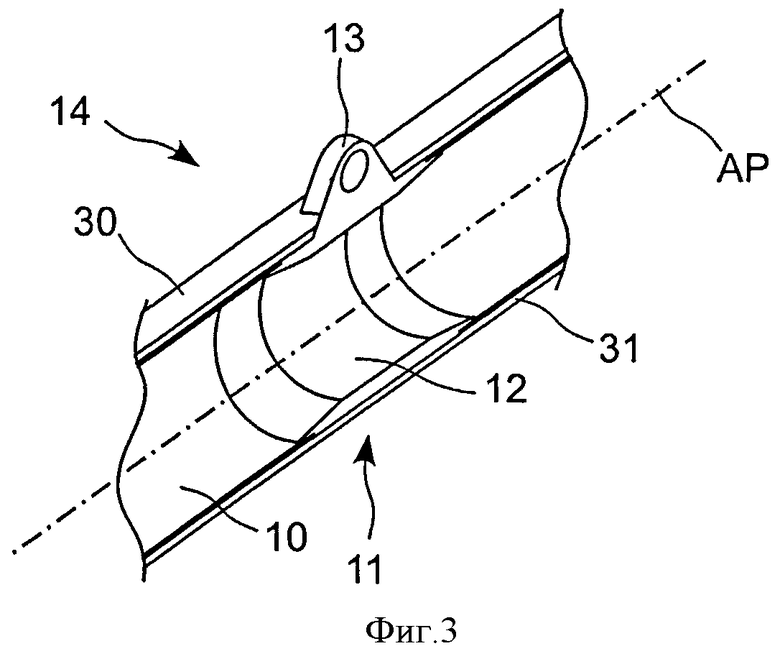
на фиг.3 показан центральный участок балансира в соответствии с изобретением, частичный вид в перспективе и в разрезе;
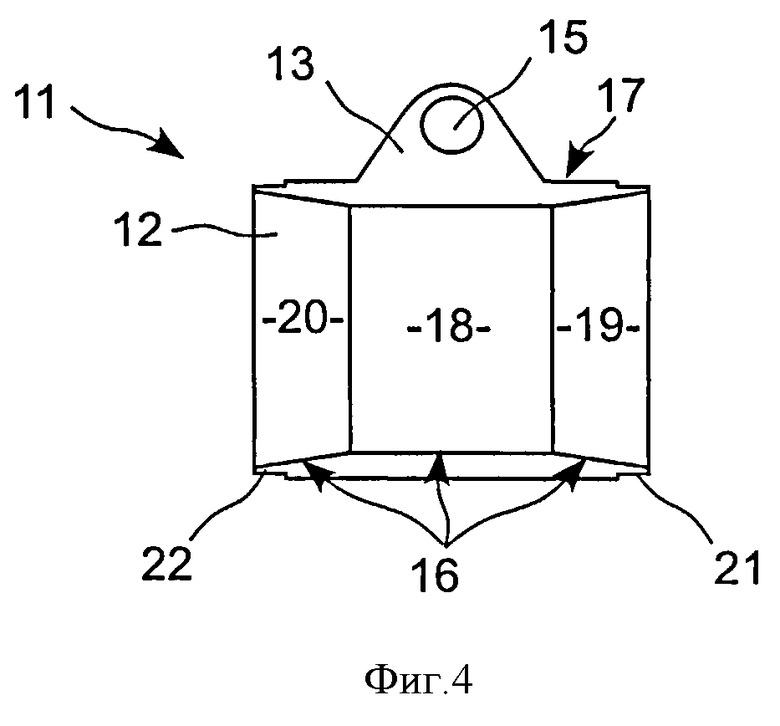
на фиг.4 показана вставка, вид сбоку и в разрезе;
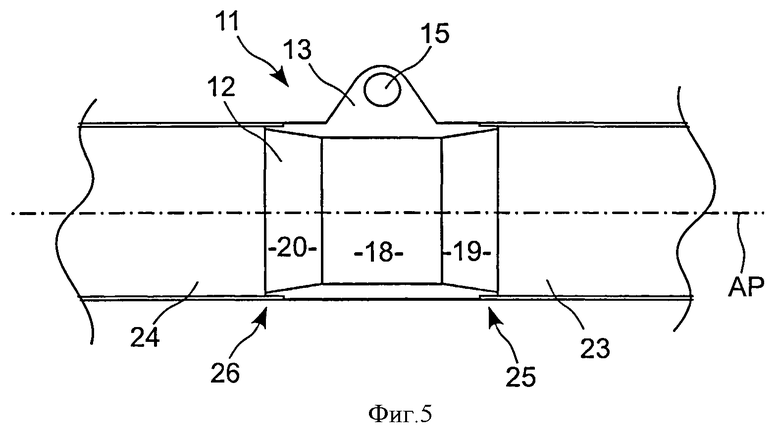
на фиг.5 показана оправка, частичный вид сбоку и в разрезе;
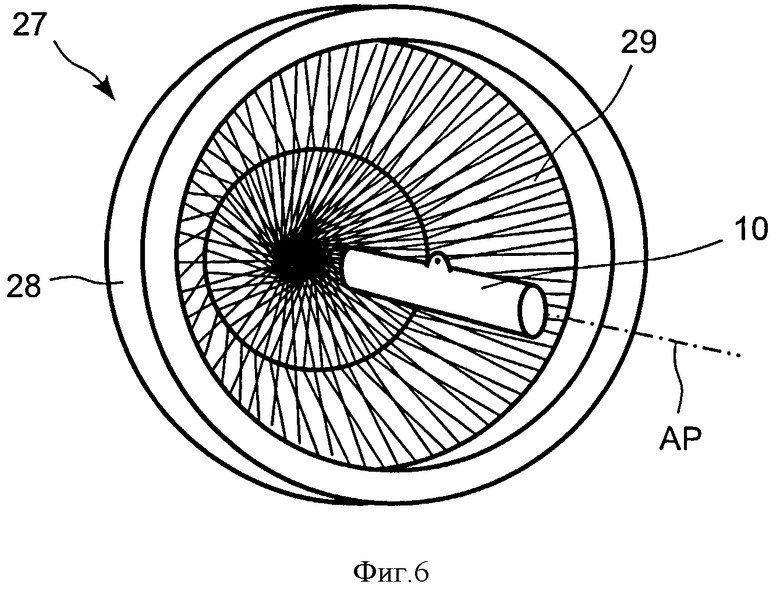
на фиг.6 показана операция плетения согласно заявленному способу, вид в перспективе;
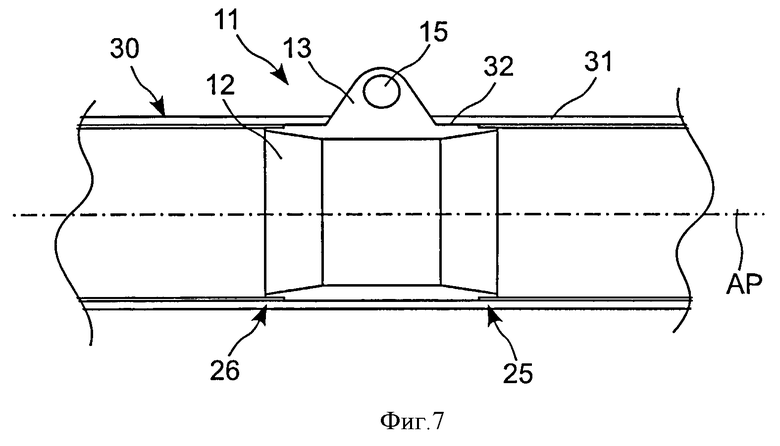
на фиг.7 показан балансир в соответствии с изобретением, частичный вид сбоку и в разрезе;
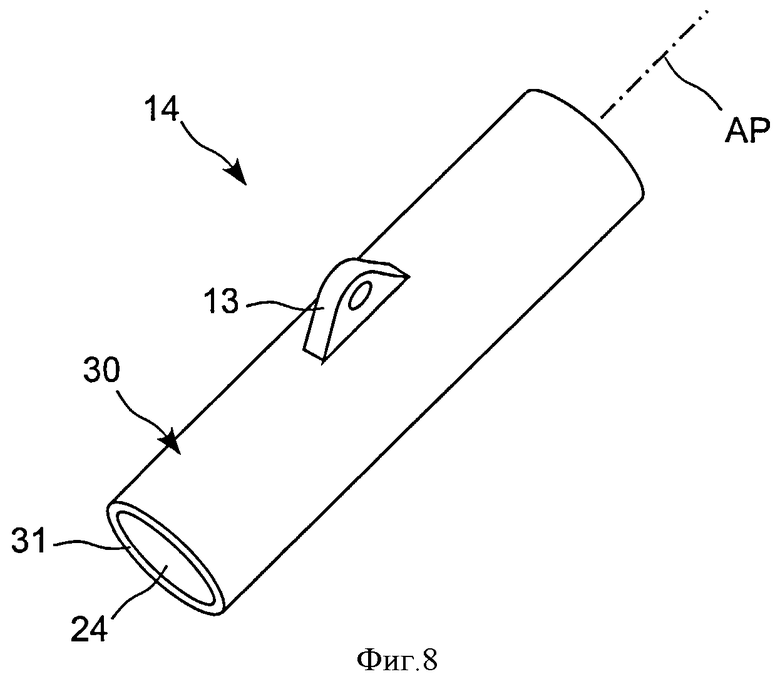
на фиг.8 показан центральный участок балансира в соответствии с изобретением, вид в перспективе;
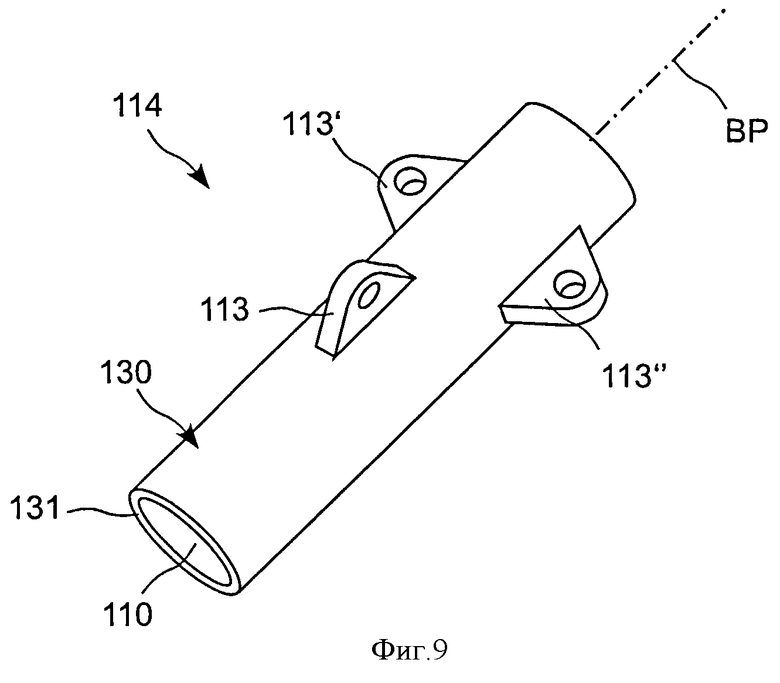
на фиг.9 показан участок балансира согласно второму варианту осуществления изобретения, частичный вид в перспективе;
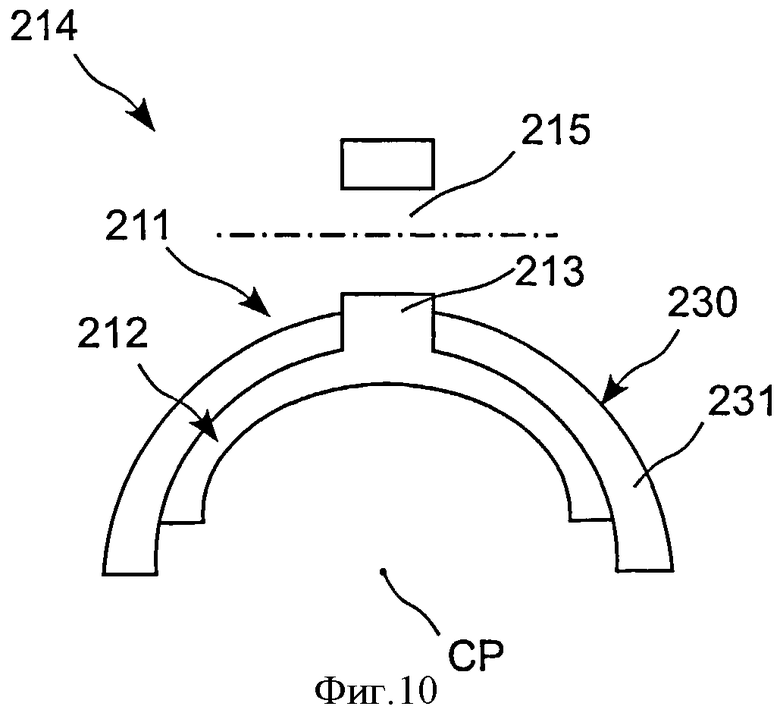
на фиг.10 показан участок балансира согласно третьему варианту осуществления изобретения, частичный вид в перспективе.
Осуществление изобретения
Как показано на фиг.3, в основе изобретения лежит идея включения в оправку 10 вставки 11, содержащей основание 12, на котором выполнен соединительный элемент 13, такой как проушина, укладки на этой оправке нескольких слоев 31 плетеных усилительных волокон с последующим впрыском смолы в эти слои и ее полимеризацией, чтобы получить оптимальное сцепление между слоями и вставкой.
Таким образом, основание 12 вставки является элементом оправки 10, образующим часть опоры, на которую непосредственно укладывают слои 31 усилительных волокон таким образом, чтобы смола эффективно соединяла эти слои с основанием для обеспечения оптимальной передачи усилий между этими слоями и вставкой.
Кроме того, основание 12 имеет наружную форму, строго соответствующую внутренней форме, ограниченной слоями 26 усилительных волокон, чтобы оно вписывалось во внутреннее пространство, ограниченное слоями усилительных волокон, образующими главный корпус балансира.
Как показано на фиг.4, вставка 11 содержит основание 12, на котором выполнена проушина 13, содержащая отверстие 15 для крепления балансира на другом, не показанном элементе, которым является, например, амортизатор шасси.
Основание 12 имеет форму тела вращения вокруг оси АР; как правило, оно является трубчатым и ограничено внутренней стороной 16 и наружной стороной 17, которые являются круглыми. Внутренняя сторона 16 содержит цилиндрическую центральную зону 18, продолженную с двух сторон соответственно двумя усеченными конусными зонами 19, 20, образующими расширение. Наружная сторона 17 в основном является цилиндрической и содержит на каждом из своих концов заплечик, соответственно обозначенный 21 и 22.
Благодаря наличию расширяющихся участков 19, 20 внутренней стороны, трубчатое основание 12 имеет толщину, которая уменьшается в направлении каждого из его концов таким образом, что в продольном разрезе концы этого основания являются скошенными. Это уменьшение толщины придает основанию более значительную гибкость на уровне его концов, чем в более толстой центральной зоне. Эта скошенная форма обеспечивает непрерывное изменение гибкости, ограничивая любой перепад жесткости.
Вставку 11 можно выполнять посредством термического прессования: ее получают из композиционного материала, содержащего нетканые короткие волокна, сконцентрированные и уплотненные в любых направлениях, затем погруженные в горячую смолу. Весь комплекс помещают в пресс-форму, позволяющую получить требуемую форму вставки. Полученную таким образом заготовку можно подвергнуть механической обработке, чтобы ее геометрия отвечала заранее определенным размерам с учетом допусков.
Выполнение проушины 13 механической обработкой можно осуществлять до или после установки оправки 10. Эта проушина образует средство крепления, проходящее через периферические плетеные слои композиционного материала, и, как показано на фигурах, она может иметь вид простой проушины, двойной проушины или любого другого средства крепления.
Вставку 11 можно выполнять при помощи длинных волокон посредством наматывания или драпировки, то есть укладывая заранее пропитанные смолой тканые слои, или посредством трехмерного плетения с одновременным впрыском смолы. Независимо от выбранного способа изготовления, вставку после этого подвергают полимеризации.
Как правило, если проушина 13 предназначена для противостояния относительно слабым усилиям, вставку 11 можно выполнять посредством термического прессования. Если же на эту проушину 13 должны действовать большие усилия, предпочтительно вставку выполняют посредством наматывания, драпировки или трехмерного плетения.
После получения вставки ее подвергают полимеризации, что придает ей достаточную жесткость для выполнения части оправки 10, на которую можно укладывать один или несколько плетеных слоев 31 усилительных волокон.
Затем с каждой стороны вставки 11 крепят две цилиндрические манжеты 23 и 24 для получения оправки 10, расположенной в продольном направлении вдоль оси АР.
Каждую манжету 23, 24 выполняют из композиционного материала, например, используя куски пропитанной смолой ткани, укладываемые на цилиндрическую опору. Затем эту опору извлекают, по меньшей мере, после частичного затвердевания пропиточной смолы, чтобы получить манжеты, имеющие достаточную жесткость для придания им нужной формы.
Затем каждую манжету подвергают предварительной полимеризации для придания достаточной жесткости, чтобы получить часть оправки 10, на которой можно укладывать один или несколько плетеных слоев 31 усилительных волокон.
Соединение манжет 23, 24 с вставкой 11 для получения оправки 10 осуществляют с обеспечением герметичности на уровне соединений 25, 26 между основанием 12 вставки и каждой манжетой 23, 24, чтобы избежать любого попадания смолы в оправку 10 в ходе дальнейшей операции впрыска смолы.
В частности, конец цилиндрической манжеты 23 сажают вокруг соответствующего конца основания 12, располагая его вокруг заплечика 21 на уровне зоны соединения, обозначенной позицией 25. Это же касается манжеты 24, конец которой сажают вокруг другого заплечика 22 основания 12 на уровне другого соединения 26.
Чтобы улучшить герметичность на уровне каждого соединения 25, 26, можно использовать клей или любой другой соответствующий материал.
Кроме того, глубина каждого заплечика 21, 22 соответствует толщине каждой манжеты 23, 24, поэтому наружная сторона полученной таким образом оправки является сплошной и гладкой, в частности, на уровне каждого соединения 25, 26.
Иначе говоря, наружный диаметр основания 12 на уровне каждого заплечика соответствует внутреннему диаметру каждой манжеты, и номинальный диаметр наружной стороны 17 основания между заплечиками соответствует наружному диаметру манжет 23, 24.
После сборки оправка 10 имеет достаточную жесткость, чтобы выполнять функцию опоры, на которую можно укладывать один или несколько плетеных слоев 31 усилительных волокон.
Как показано на фиг.6, оправку 10 помещают в оплеточную машину 27, которая в основном содержит несущее кольцо 28, на задней стороне которого на подвижных вращающихся держателях установлен ряд бобин с волокнами, такими как углеродные волокна. Эти волокна 29 сходятся в области, которая находится по существу на оси Р, будучи смещенной вдоль этой оси относительно плоскости опорного кольца 28.
Несущее кольцо 28 центровано по оси Р и расположено в плоскости нормали к этой оси. При запуске цикла плетения оправка 10 перемещается вдоль оси АР относительно несущего кольца 28, что приводит к плетению волоконной оболочки на наружной стороне оправки 10.
В ходе работы скорость оправки 10 относительно кольца 28 регулируют так, чтобы плетеные волокна 29, расположенные вокруг этой оправки, были ориентированы с заранее определенным наклоном относительно оси АР.
При этом осуществляют несколько проходов для получения нескольких плетеных слоев 31 волокон, охватывающих оправку 10, при этом каждый слой имеет по существу постоянную толщину.
Во время этой операции избегают перекрывания проушины. Согласно вариантам осуществления и на этой стадии способа изготовления либо производят окончательную механическую обработку проушины, либо ее выполняют впоследствии.
В случае когда проушина еще не окончательно изготовлена, ее промежуточная форма может иметь вид усеченного конуса или эллипса, располагаясь в радиальном направлении наружу балансира таким образом, чтобы ни одно из волокон, находящихся на уровне проушины, не оказывалось на ней, а, наоборот, эти волокна проскальзывают вдоль усеченной конусной или эллиптической стенки, оседая в ее основании на оправку 10.
Точно так же, если проушина уже выполнена, усилительные волокна располагают с двух сторон проушины таким образом, чтобы не перекрывать эту проушину.
В альтернативном варианте и независимо от состояния проушины 13 ее можно закрыть защитным элементом усеченной конусной или эллиптической формы по тем же соображениям.
После укладки различных плетеных слоев 31 заготовку, которая содержит оправку 10, охваченную различными слоями 31 волокон, помещают в пресс-форму.
Затем впрыскивают смолу, которая должна полностью пропитать различные плетеные слои 31 волокон, доходя до наружной стороны оправки 10. Для этого соединения 25, 26 между основанием 12 и манжетами 23, 24 выполняют герметичными, чтобы избежать любого попадания смолы в оправку 10 во время впрыска.
Полимеризацию смолы осуществляют посредством нагрева: после впрыска смолы пресс-форму поворачивают, чтобы произвести цикл нагрева, обеспечивающий затвердевание смолы в слоях 31 композиционного материала, охватывающих оправку 10.
После полимеризации эта смола обеспечивает сцепление между оправкой 10 и этими слоями 31, в частности, на уровне контактной зоны 32, где слои 31 входят в контакт с наружной стороной 17 вставки 11, чтобы добиться оптимальной передачи усилий, действующих на вставку, в направлении периферических плетеных слоев 31 волокон.
Как показано на фиг.7 и 8, центральный участок балансира, изготовленного согласно изобретению, содержит оправку 10, образованную вставкой 11 и манжетами 23 и 24, а также совокупность слоев усилительных волокон, охватывающих эту оправку 10, будучи погруженными в затвердевшую смолу.
С одной стороны, оправка придает узлу его общую форму, образуя опору, на которую укладывают слои усилительных волокон для формирования главного корпуса 30, и благодаря наличию вставки 11 с выполненной на ней проушиной 13 она обеспечивает оптимальное соединение между проушиной 13 и этим главным корпусом.
На фигурах показан только центральный участок балансира в соответствии с изобретением, то есть участок, содержащий проушину 13. Однако каждый из концов этого балансира содержит не показанный соединительный элемент, выполненный, например, в виде опорных подшипников, которые можно получить посредством сверления поперечного отверстия в каждом конце этого балансира.
Способ можно применять для изготовления балансиров, показанных на фиг.3-8, но его можно применять также к другим типам балансиров, например к балансиру, показанному на фиг.9, который содержит три проушины 113, 113', 113'' вместо одной.
Как показано на фиг.9, проушины 113', 113'' расположены диаметрально противоположно относительно оси. BP, а проушина 113 отстоит в продольном направлении вдоль этой же оси и под углом 90° по отношению к проушинам 113' и 113''. При такой конфигурации проушины 113, 113' и 113'' могут быть соединены с одной вставкой или могут быть распределены на двух вставках. В этом втором случае проушины 113' и 113'' выполняют в одной вставке, а проушину 113 во второй вставке, располагаемой смежно к первой вставке вдоль продольной оси BP.
Таким образом, в зависимости от необходимости манжета может включать в себя одну вставку или больше, при этом каждая вставка может содержать одну или несколько проушин, расположенных в продольном направлении вдоль оси BP и/или в угловом направлении вокруг этой же оси.
Согласно другим вариантам осуществления, как показано на фиг.10, балансир может включать в себя вставку незамкнутого сечения, такую как половина трубы, содержащая проушину 213. Соединение вставки 211 и плетеного слоя 231 усилительных волокон можно укрепить посредством соединения механического типа, такого как заклепки, винты с болтами или другие средства. Эти последние элементы устанавливают в этом случае после полимеризации смолы с выполнением отверстий, затем, в зависимости от способа соединений, посредством завинчивания, чтобы еще больше улучшить сцепление между вставкой и главным корпусом из углеродных волокон.
Независимо от выбранного варианта осуществления оправку предпочтительно изготавливают из композиционного материала, содержащего такую же смолу, которую впрыскивают в наружные плетеные слои усилительных волокон, чтобы добиться лучшего сцепления с наружными слоями. Кроме того, предпочтительно вставки содержат волокна такого же типа, что и наружные плетеные слои усилительных волокон, чтобы обеспечивать высокую механическую прочность.
Оправку можно также выполнять из другого материала, как в части манжеты, так и в части усилительных вставок, главное, чтобы эти элементы имели необходимые характеристики, что касается их механической прочности и обеспечения оптимального сцепления между ними и плетеными слоями усилительных волокон.


Изобретение относится к способу изготовления рычага для шарнирной конструкции, такой как конструкция шасси летательного аппарата. Рычаг содержит главный корпус, проходящий в продольном направлении и содержащий соединительный элемент, выступающий в радиальном направлении из главного корпуса. Согласно способу изготавливают вставку, содержащую основание с выполненным на нем соединительным элементом. Изготавливают оправку, включающую в себя основание вставки, таким образом, чтобы участок наружной стороны этой оправки был ограничен участком наружной стороны основания вставки. Вокруг оправки укладывают один или несколько слоев усилительных волокон. Впрыскивают смолу в слой или слои. Смолу подвергают полимеризации для жесткого соединения слоев усилительных волокон и основания вставки. Изобретение обеспечивает повышение механических свойств изделия при снижении его массы. 4 з.п. ф-лы, 10 ил.
1. Способ изготовления рычага для шарнирной конструкции, такой как конструкция шасси летательного аппарата, при этом рычаг содержит главный корпус (30; 130; 230), проходящий в продольном направлении (АР; BP; CP), и соединительный элемент (13; 113; 213), такой как проушина, выступающая в радиальном направлении из главного корпуса, при этом способ содержит этапы, на которых:
- изготавливают вставку (11; 211), содержащую основание (12; 212) с выполненным на нем соединительным элементом;
- изготавливают оправку (10; 110), включающую в себя основание вставки так, чтобы участок наружной стороны этой оправки был ограничен участком наружной стороны (17; 217) основания вставки;
- вокруг оправки по всей ее длине укладывают один или несколько слоев (31; 131; 231) усилительных волокон таким образом, чтобы соединительный элемент (13; 113; 213) проходил через каждый слой, но не был перекрыт этими слоями;
- впрыскивают смолу в слой или слои (31; 131; 231) усилительных волокон и в зону (32) контакта этих слоев (31) с наружной стороной (17; 217) основания;
- смолу подвергают полимеризации для жесткого соединения слоев усилительных волокон и основания вставки.
2. Способ по п.1, в котором основание (12; 212) имеет в основном трубчатую форму.
3. Способ по п.1 или п.2, в котором оправку (10; 110) выполняют, продолжив наружную сторону (17; 217) основания, по меньшей мере, одной манжетой (23; 24).
4. Способ по п.3, в котором обеспечивают герметичное соединение (25; 26) между основанием (12; 212) и каждой манжетой (23; 24).
5. Способ по п.4, в котором трубчатое основание (12; 212) имеет продольное сечение скошенной формы (19; 20) и выполнено с возможностью распределения усилий на внутренних стенках главного корпуса (30; 130; 230).
| WO 2009153220 A1, 23.12.2009 | |||
| US 4704918 A, 10.11.1987 | |||
| АППАРАТ ДЛЯ НЕПРЕРЫВНОЙ ПЕРЕГОНКИ ЭФИРНЫХ МАСЕЛ | 1925 |
|
SU12101A1 |
| ОСНОВНАЯ ОПОРА ШАССИ САМОЛЕТА | 2007 |
|
RU2370413C2 |

