Область техники
Настоящее изобретение относится к изготовлению деталей из композиционного материала и, в частности, к деталям, оснащенным средством присоединения или крепления, в частности, для поддержки деталей оборудования.
Уровень техники
Более конкретно, область применения изобретения - изготовление деталей из конструкционного композиционного материала, то есть конструкционных деталей, имеющих волоконное упрочнение, уплотненное матрицей. Композиционные материалы позволяют изготавливать детали, общий вес которых меньше, чем вес тех же самых деталей, изготовленных из металлического материала. Волоконное упрочнение деталей из композиционного материала, которые имеют стандартные формы, такие как кожухи или панели, обычно выполняют в виде одной отдельной части с помощью многослойного переплетения между слоями основных пряж и слоями уточных пряж. После того, как упрочнение было уплотнено матрицей, получается хорошее распределение локальных механических усилий по всей детали, что позволяет получить хорошие конструкционные характеристики детали и высокую механическую прочность.
При изготовлении деталей из металлического материала отдельные части оборудования или опоры, которые используются при креплении таких отдельных деталей оборудования, крепятся непосредственно к детали, в частности, с помощью сварки или посредством отверстий, просверленных в детали и подходящих для прохождения крепежных элементов, таких как болты или заклепки.
Тем не менее при использовании детали из композиционного материала невозможно приварить опоры и отдельные части оборудования непосредственно к этой детали. Кроме того, просверленные отверстия механически ослабляют деталь, поскольку отверстия создают зазоры на путях, по которым передаются усилия. Для деталей, которые предназначены для применения в авиации, таких как корпуса турбореактивных двигателей, не допускается наличие отверстий в зоне удержания детали.
Сущность изобретения
Таким образом, желательно выполнить детали из композиционного материала с возможностью крепления к ним отдельных частей оборудования, в частности, с помощью сварки или пайки и без необходимости выполнения отверстий в конструкционном теле детали.
С этой целью изобретение обеспечивает волоконную структуру для упрочнения детали из композиционного материала, причем упомянутая структура получается путем многослойного переплетения между множеством слоев основных пряж и множеством слоев уточных пряж, при этом волоконная структура характеризуется тем, что она дополнительно включает в себя, по меньшей мере, на одной из своих сторон один или более элементов крепления, причем каждый элемент крепления содержит тело, размещенное в, по меньшей мере, детали под пряжами, присутствующими на лицевой стороне упомянутой волоконной структуры, и, по меньшей мере, один участок крепления, расположенный поверх упомянутых пряж.
Таким образом, используя волоконную структуру изобретения, можно сформировать детали из композиционного материала, которые включают в себя элементы крепления, надежно закрепленные на детали и имеющие участки крепления, которые можно использовать для крепления отдельных частей оборудования без ослабления конструкционных свойств детали.
В первом аспекте изобретения каждый элемент крепления выполнен из металлического материала, тем самым позволяя прикреплять к детали отдельные части оборудования или другие участки элемента крепления, в частности, с помощью сварки, пайки или металлического клея.
Во втором аспекте изобретения каждый элемент содержит первый и второй участки крепления, продолжающиеся на любой стороне упомянутого тела или поверх пряж волоконной структуры.
В третьем аспекте изобретения упомянутые первый и второй участки имеют плоскую форму.
В четвертом аспекте изобретения каждый участок крепления соответствует лапке крепления.
В пятом аспекте изобретения каждый участок крепления продолжается по направлению к удерживающей лапке, размещенной под одной или более пряжами волоконной структуры.
Изобретение также обеспечивает деталь из композиционного материала, включающую в себя волоконную структуру изобретения.
В варианте осуществления изобретения каждый элемент крепления дополнительно включает в себя накладку, прикрепленную к каждому участку крепления.
В аспекте изобретения деталь образует кожух для авиационного двигателя.
Изобретение также обеспечивает турбореактивный двигатель, включающий в себя кожух авиационного двигателя изобретения.
Изобретение также обеспечивает летательный аппарат, оснащенный, по меньшей мере, одним турбореактивным двигателем изобретения.
Изобретение также обеспечивает способ изготовления детали из композиционного материала, при котором:
- изготавливают волоконную структуру путем многослойного переплетения между множеством слоев основной пряжи и множеством слоев уточной пряжи;
- формируют волоконную структуру и
- уплотняют заготовку матрицей;
причем способ характеризуется тем, что он дополнительно включает, перед уплотнением заготовки, этап, на котором вводят тело, по меньшей мере, одного элемента крепления под пряжами, выполненными на стороне волоконной структуры, при этом элемент крепления также включает в себя, по меньшей мере, один участок крепления, расположенный поверх упомянутых пряж.
В первом аспекте способа изобретения, во время введения тела каждого элемента крепления под пряжами, которые доступны с лицевой стороны волоконной структуры, упомянутые пряжи ослабляются таким образом, чтобы под ними мог проходить каждый элемент крепления, причем пряжи, по существу, являются натянутыми.
Во втором аспекте изобретения каждый элемент крепления размещается на волоконной структуре во время переплетения, причем один или более дополнительных слоев переплетаются поверх своего элемента крепления.
В третьем аспекте способа изобретения при введении каждого элемента крепления под пряжами волоконной структуры, элемент крепления находится в форме стержня. После упомянутой вставки, по меньшей мере, участок элемента крепления, расположенного поверх пряж волоконной структуры, выравнивается для того, чтобы образовался участок крепления.
В четвертом аспекте способа изобретения, при уплотнении заготовки, лицевая сторона каждого участка крепления элемента крепления, который обращен в сторону от волоконной структуры, обрабатывается таким образом, чтобы полностью удалить матрицу на конце уплотнения.
В пятом аспекте способа изобретения каждый участок крепления продолжается по направлению к удерживающей лапке, которая размещается под одной или более пряжами волоконной структуры при введении элемента(ов) уплотнения под пряжами этой структуры.
В шестом аспекте способа изобретения каждый элемент крепления также включает в себя накладку, закрепленную на каждом из участков крепления.
Краткое описание чертежей
Другие характеристики и преимущества изобретения будут очевидны из нижеследующего описания конкретных вариантов осуществления изобретения, приведенных в качестве неограничивающих примеров и со ссылкой на прилагаемые чертежи, на которых:
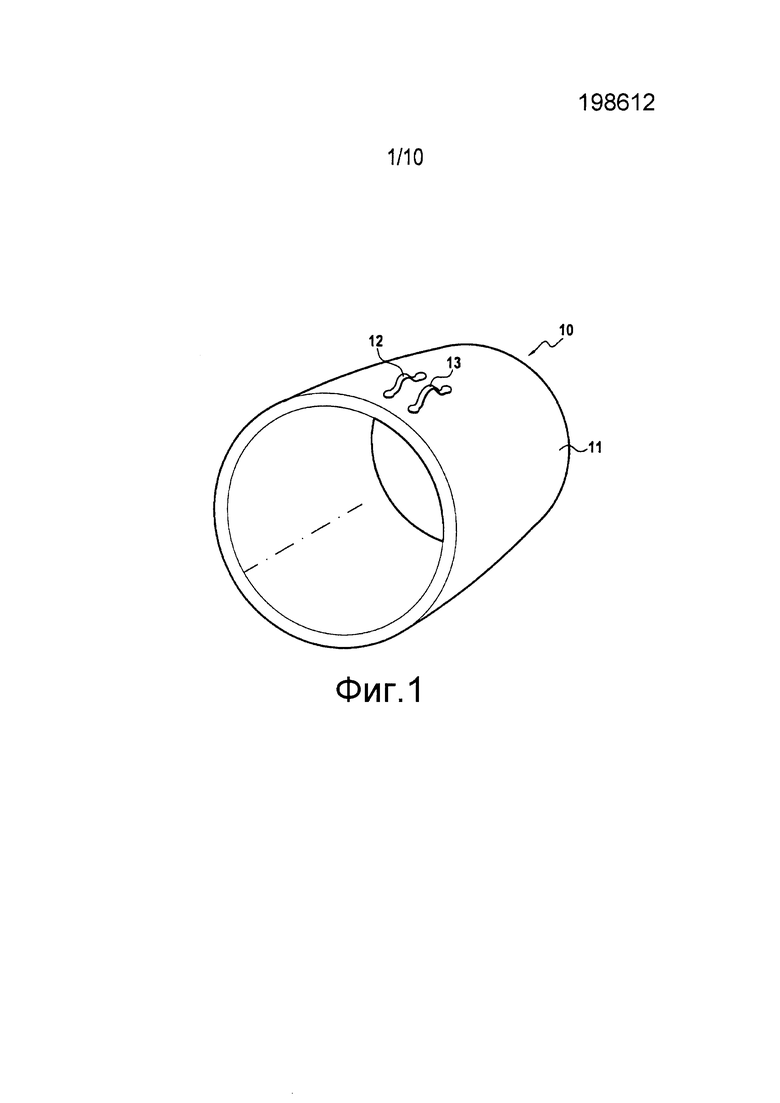
фиг. 1 - вид в перспективе корпуса авиационного двигателя согласно варианту осуществления изобретения;
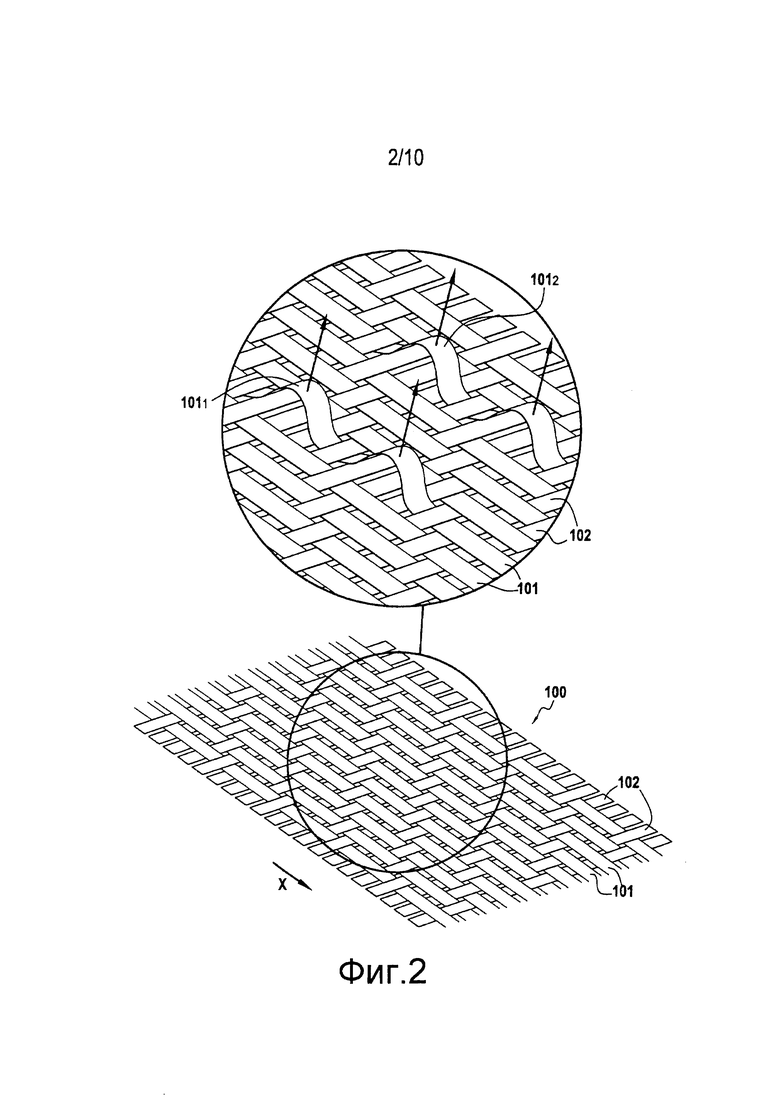
фиг. 2 - схематичный вид участка волоконной структуры, предназначенного для изготовления корпуса авиационного двигателя с фиг. 1;
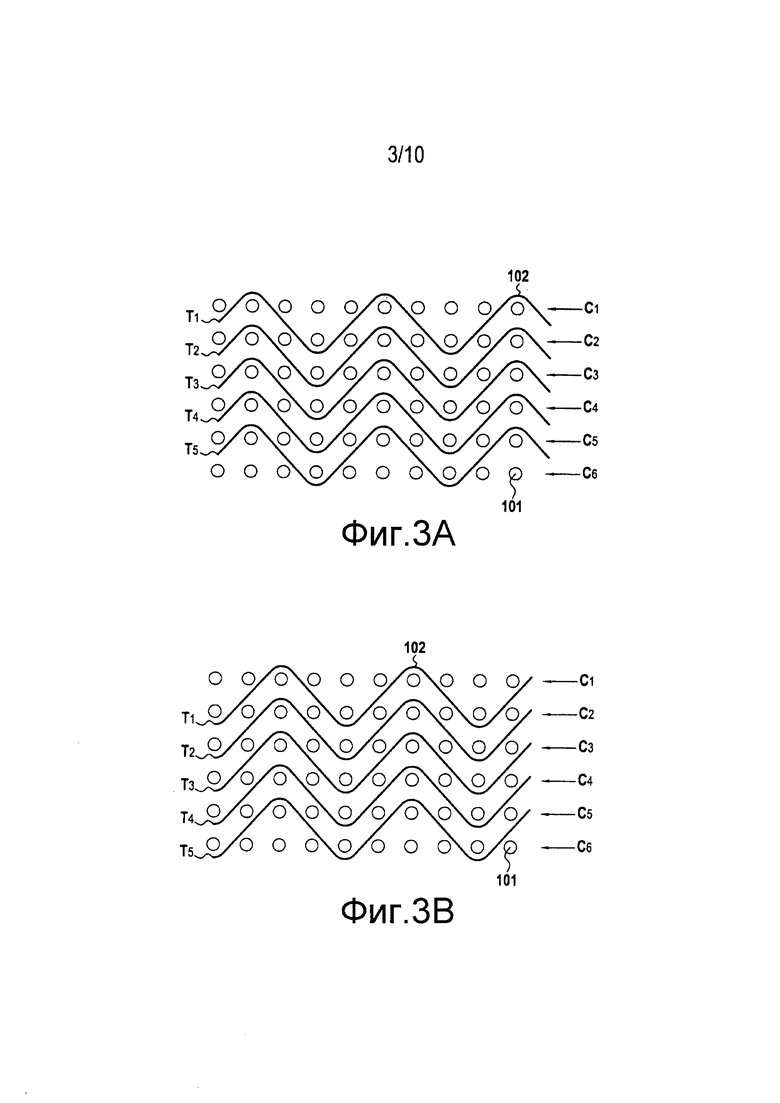
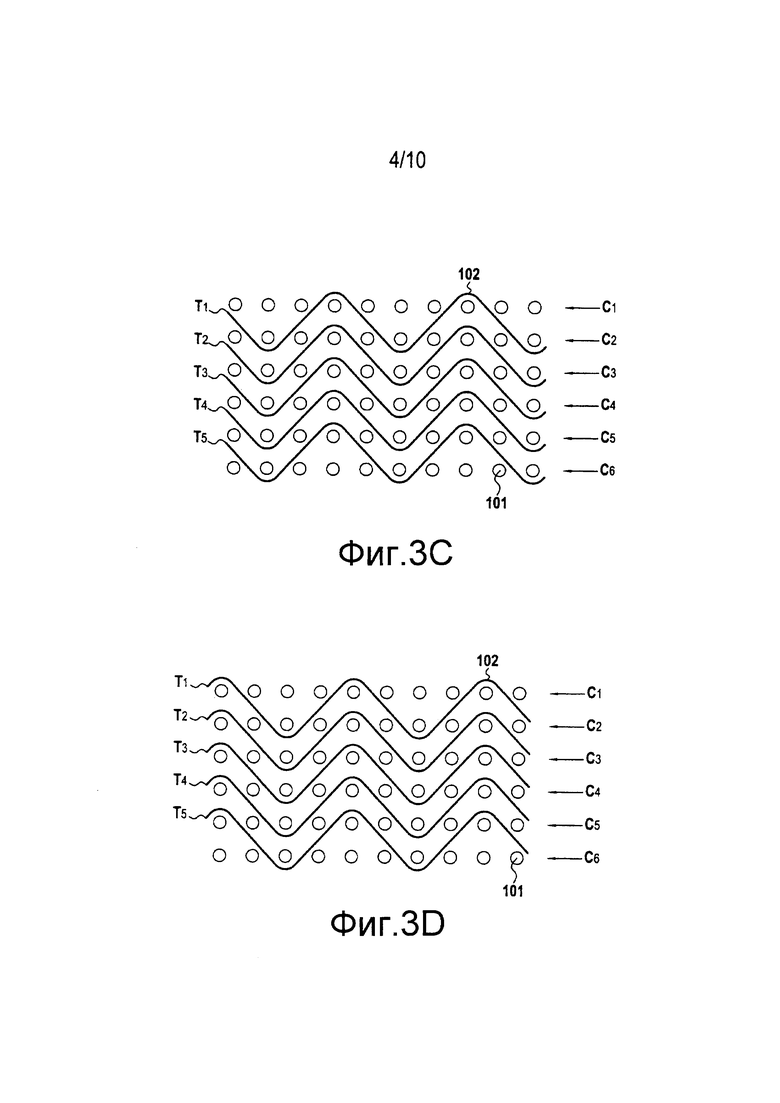
фиг. 3А и 3D - виды уточных участков в увеличенном масштабе, показывающие пример размещения уточных пряж волоконной структуры с фиг. 2;
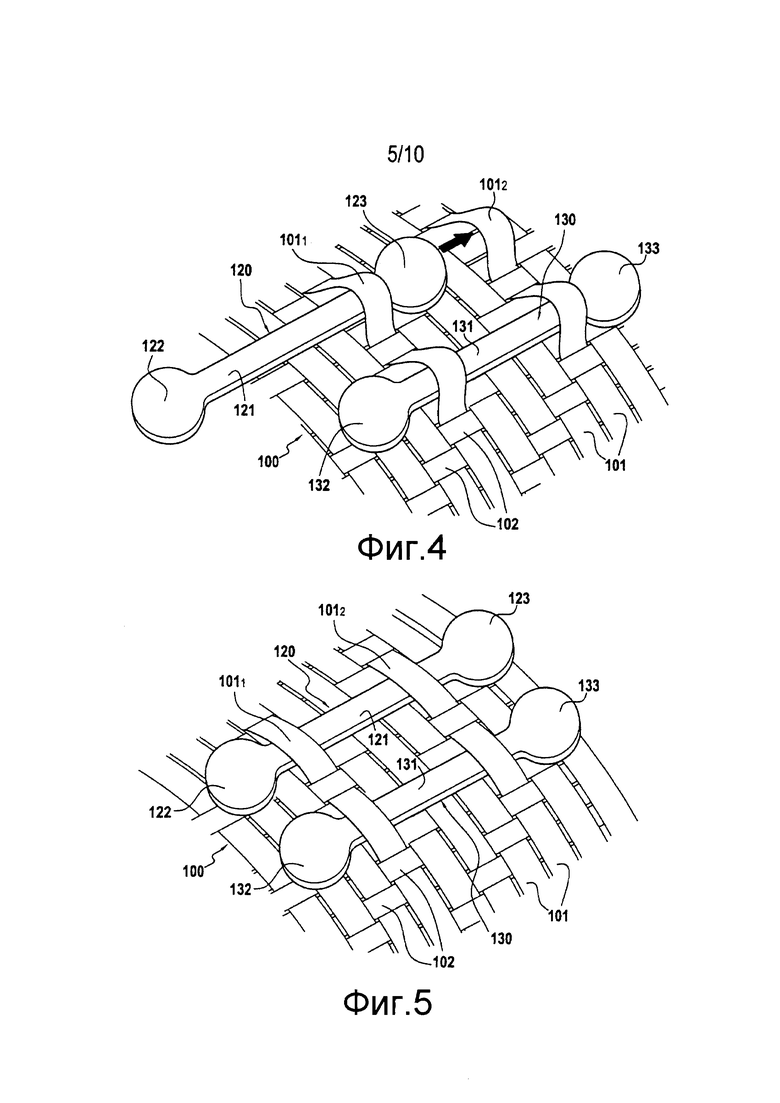
фиг. 4 - схематичный перспективный вид, показывающий вставку двух оснований крепления в волоконной структуре с фиг. 2;
фиг. 5 - схематичный вид в перспективе, показывающий волоконную структуры с фиг. 2 после введения в нее оснований крепления;
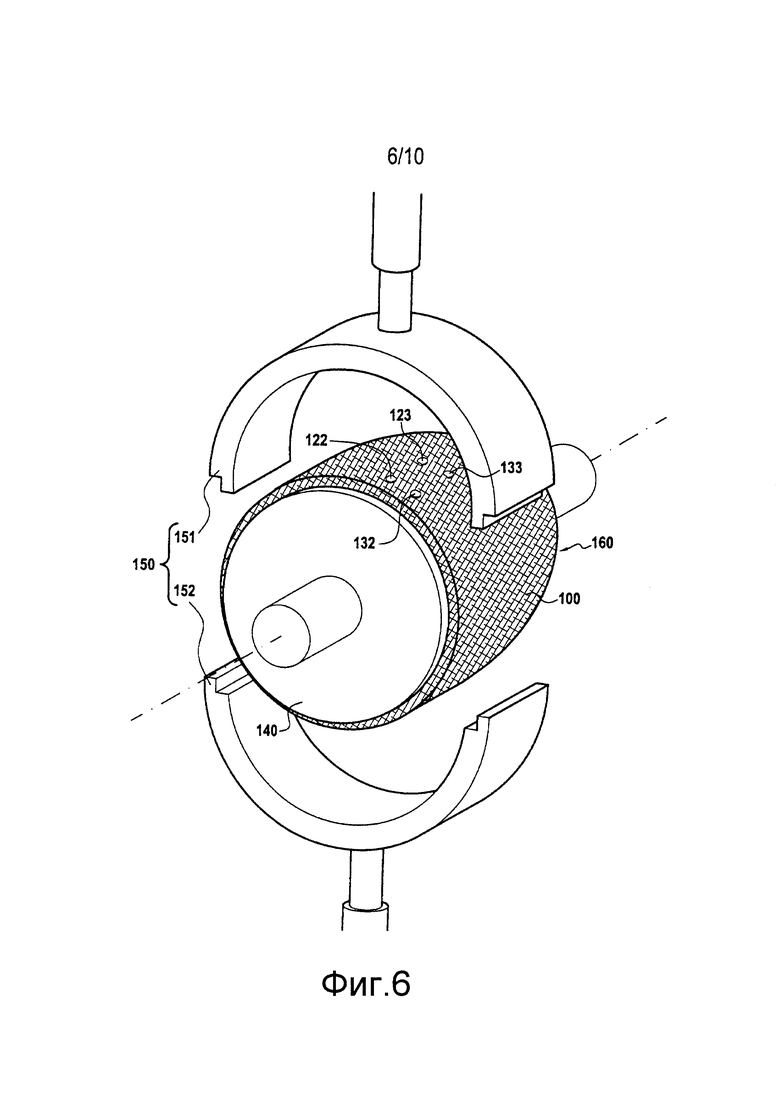
фиг. 6 - схематичный вид в перспективе, показывающий формирование волоконной структуры с фиг. 5 перед уплотнением;
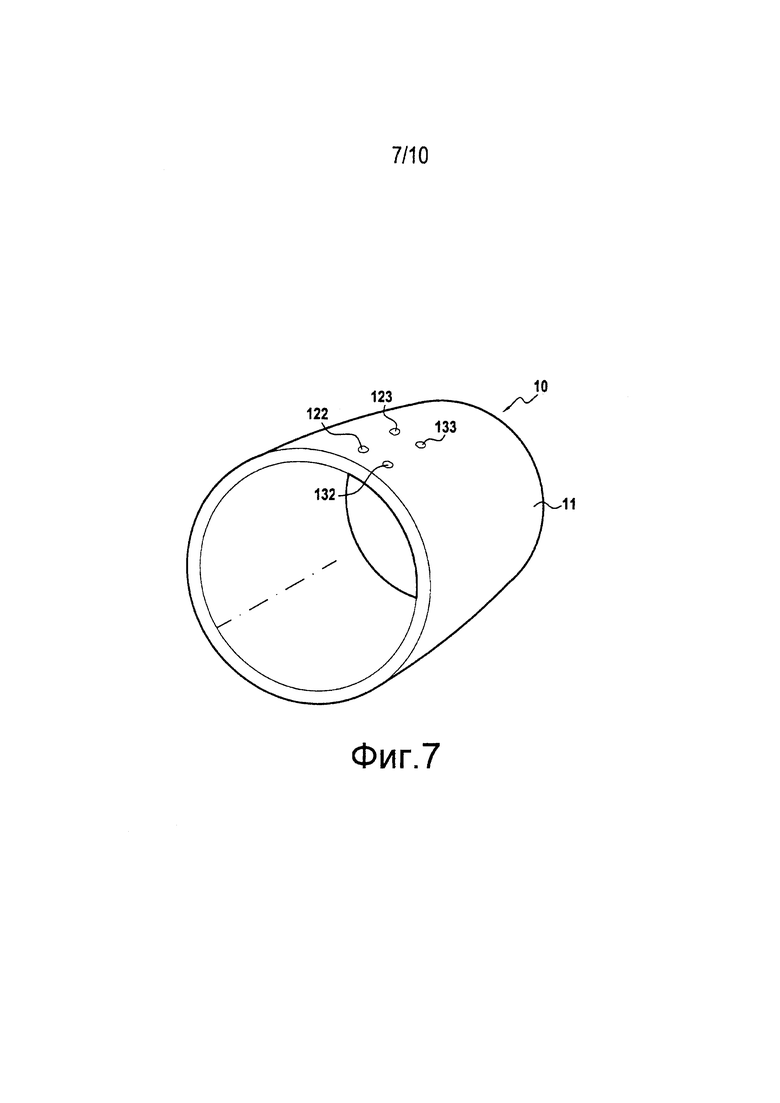
фиг. 7 - схематичный перспективный вид, показывающий деталь, полученную после уплотнения волоконной заготовки с фиг. 6;
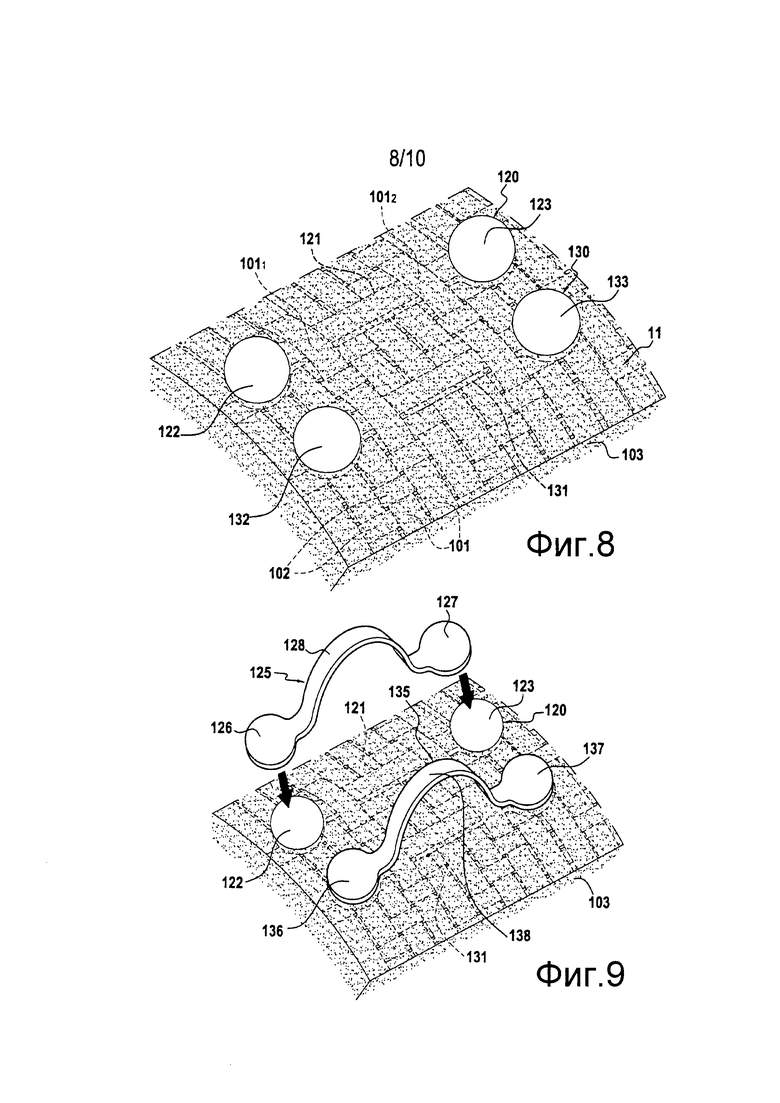
фиг. 8 - схематичный перспективный вид, показывающий участок корпуса авиационного двигателя с фиг. 1, который имеет основания крепления;
фиг. 9 - схематичный вид в перспективе, показывающий участок корпуса авиационного двигателя с фиг. 1, который имеет основания крепления с накладками, закрепленными на нем;
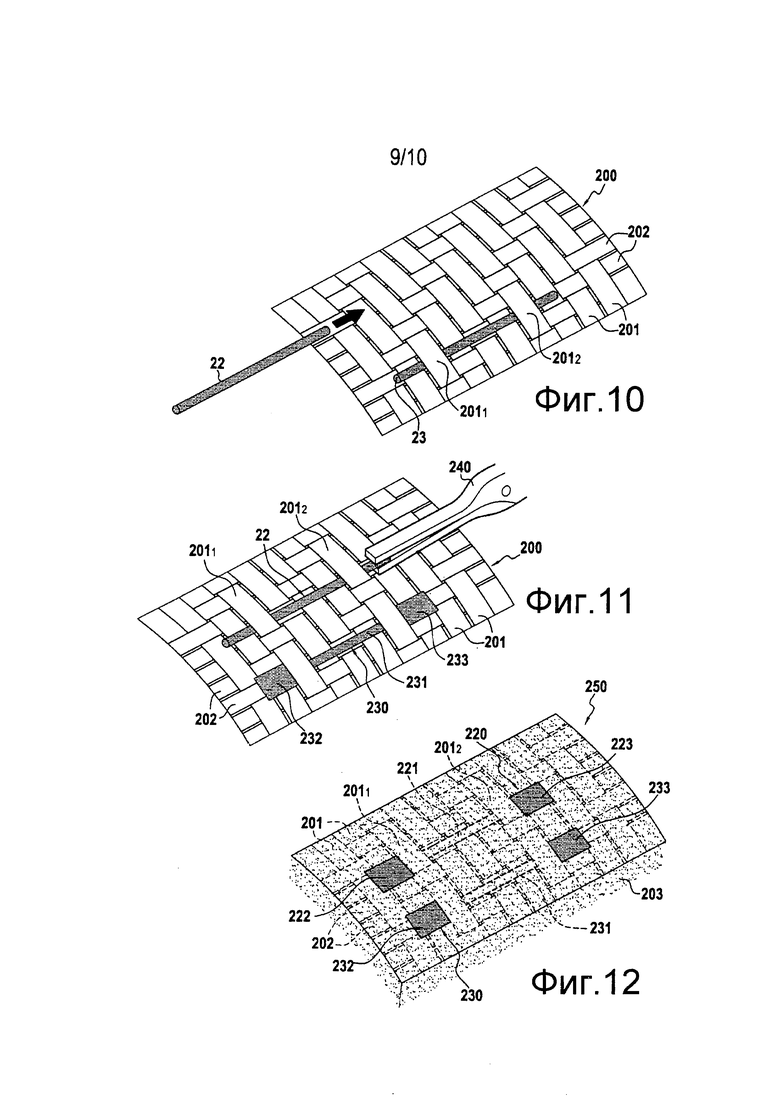
фиг. 10 - схематичный перспективный вид, показывающий два стержня, предназначенные для формирования элементов крепления в волоконной структуре согласно другому варианту осуществления;
фиг. 11 - схематичный вид в перспективе, показывающий волоконную структуру с фиг. 10 после вставки стержней и после подравнивания концов стержней;
фиг. 12 - схематичный вид в перспективе, показывающий волоконную структуру с фиг. 10 после уплотнения;
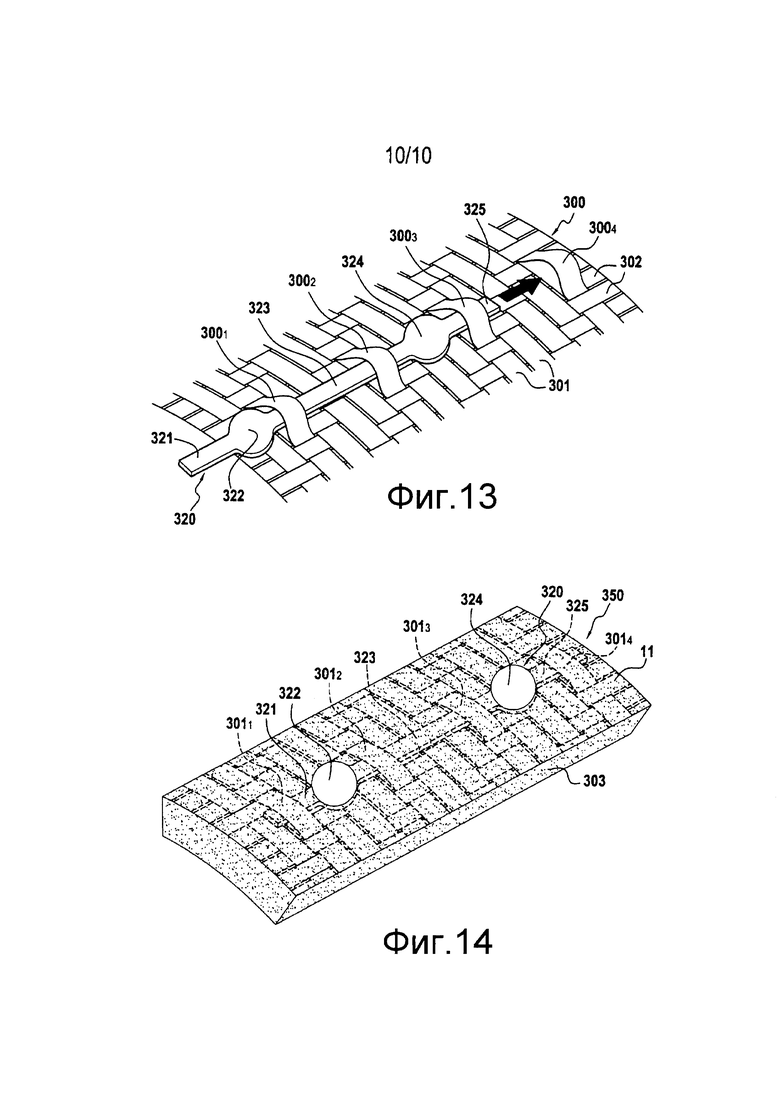
фиг. 13 - схематичный вид в перспективе, показывающий введение основания крепления волоконной структуры согласно другому варианту осуществления; и
фиг. 14 - схематичный вид в перспективе, показывающий волоконную структуру с фиг. 13 после уплотнения.
Подробное описание изобретения
Изобретение применимо, в общем, к изготовлению деталей из композиционного материала, содержащих волоконное упрочнение, уплотненное матрицей, и в котором тело предназначено для удержания или поддержания отдельных частей оборудования (коробов, кабелей и т.д.). Термин "тело", используемый в данном описании, означает любой конструкционный участок детали, который, в частности, но не исключительно, имеет форму тела вращения, такого как защитный кожух.
Согласно изобретению один или более элементов крепления включены, по меньшей мере, в одну поверхность тела, в частности, для обеспечения возможности удержания или крепления отдельной детали оборудования без необходимости сверления в теле детали.
На фиг. 1 показан кожух 10 двигателя самолета из композиционного материала, который состоит из защитного кожуха 11, имеющего первый и второй элементы 12 и 13 крепления для прикрепления отдельных деталей оборудования к защитному кожуху 11 и для прокладки и удержания кабелей (на фиг.1 не показаны).
На фиг.2 показан весьма схематичный вид волоконной заготовки 100 для использования при формировании волоконного упрочнения защитной оболочки 11 корпуса 10.
Как схематично показано на фиг.2, волоконная заготовка 100 получена путем многослойного переплетения, которое выполняется традиционным способом посредством жаккардового ткацкого станка, на котором пучок основных пряж 101 или прядей размещается в виде множества слоев, причем основные пряжи связаны между собой уточными пряжами 102.
В показанном примере многослойное переплетение представляет собой плетение с ткацким плетением типа "интерлок-переплетение". Термин "интерлок-переплетение", используемый в данном описании, означает ткацкое плетение, в котором каждый слой уточных пряж связывает между собой множество слоев основных пряж со всеми пряжами в данном столбце основы, имеющем одинаковый ход в плоскости переплетения.
Термин "пряжа", используемый в данном описании, означает пряди, каждая из которых состоит из набора нетканых нитей. В частности, каждая пряжа может содержать скрученные пряди из 3000 - 12000 нитей.
Естественно, можно использовать и другие известные типы многослойного переплетения.
Волоконная заготовка изобретения может быть тканой, в частности, но не исключительно, из пряж, изготовленных из углеродного волокна или керамического волокна, такого как карбидокремниевое волокно.
Как показано на фиг. 2, волоконная заготовка 100 имеет форму полосы, проходящей по длине в направлении X, причем заготовка 100 предназначена для формирования защитного кожуха 11 корпуса 10 после его формирования и уплотнения.
Один способ выполнения многослойного переплетения заготовки 100 с переплетением типа интерлок-переплетения схематично показан на фиг. 3А-3Б, на которых изображены соответствующие местные виды в увеличенном масштабе последовательных плоскостей основной части. В этом примере заготовка 100 имеет шесть слоев основных пряж 101, продолжающихся в направлении X. На фиг. 3А-3Б шесть слоев основных пряж C1-C6 связаны между собой уточными пряжами T1-T5. В данном описании показаны только шесть слоев основных пряж и только пять слоев уточных пряж, естественным образом продолжающихся вдоль размеров (ширины и толщины) волоконной структуры, которую желательно получить, причем эту структуру можно выполнить с гораздо большим количеством слоев основных пряж и уточных пряж на слой.
На конце переплетения нетканые основные и уточные пряжи срезаются для извлечения заготовки 100, как показано на фиг. 2, где заготовка показана на конце многослойного переплетения.
После того как волоконная заготовка 100 сформирована, основания 120 и 130 крепления вводятся под пряжи волоконной структуры, как показано на фиг. 4. В данном описанном примере основание 120 или 130 крепления состоит из соответствующего тела 121 или 131, имеющего на своих двух концах, соответствующие участки 122, 123 или 132, 133 крепления, причем эти участки имеют плоскую форму. Основания 120 и 130 крепления предпочтительно, но не исключительно выполнены из металлического материала для того, чтобы обеспечить крепление других участков элементов крепления или оборудования к участкам 122, 123, 132 и 133 крепления с помощью сварки или пайки.
До сих пор в данном описанном варианте осуществления основные пряжи 1011 и 1012 вытягиваются локально (фиг. 2) для того, чтобы ослабить их и позволить телам 121 и 131, соответственно, оснований 120 и 130 крепления пройти под этими пряжами. После позиционирования оснований 120 и 130 крепления таким образом, основные пряжи 1011 и 1012 натягиваются для того, чтобы прижать тела 121 и 131, как показано на Фиг. 5.
После этого волоконную заготовку 100 формуют для того, чтобы сформировать защитный кожух 11 корпуса 10, как показано на фиг. 6. Для этой цели, как показано на фиг. 6, волоконная заготовка 100 формуется в форме 140, в данном случае в форме оправки, и соответствующей внутренней форме корпуса 10, который необходимо выполнить. Посредством примера, свободные концы заготовки 100 можно прошить перед уплотнением или их можно наложить друг на друга, при этом концы затем соединяются вместе во время уплотнения. Это позволяет получить волоконную заготовку 160, которая готова для уплотнения. В альтернативных вариантах осуществления волоконная заготовка имеет длину, которая превышает в несколько раз окружность корпуса.
Волоконную заготовку 160 затем уплотняют, где уплотнение заключается в заполнении пор заготовки по всему или части ее объема, материалом для образования матрицы.
Матрицу композиционного материала, образующего структуру обтекаемого профиля, можно получить известным способом с использованием жидкостной технологии.
Жидкостная технология состоит в пропитке заготовки жидким составом, который содержит органический предшественник для материала матрицы. Органический предшественник обычно находится в виде полимера, такого как смола, возможно растворенного в растворителе. Заготовку помещают в форму, которую можно закрыть герметичным образом для того, чтобы получить полость с формой, соответствующей окончательно сформованной части. В этом примере заготовку помещают между формой 140 и контрформой 150, состоящей из двух участков 151 и 152, при этом форма и контрформа, соответственно, имеют внутреннюю форму и внешнюю форму корпуса, который необходимо изготовить. После закрытия контрформы 150 жидкий предшественник матрицы (например, смолу) впрыскивается в полость для того, чтобы пропитать весь волоконный участок заготовки.
Предшественник преобразуется в органическую матрицу, то есть полимеризуется, за счет применения термообработки, обычно за счет нагревания формы, и последующего удаления какого-либо растворителя, и последующего отверждения полимера, при этом заготовка продолжает удерживаться в форме, которая имеет форму, соответствующую форме части, которую необходимо изготовить. Органическую матрицу можно, в частности, получить с использованием эпоксидной смолы, такой как эпоксидная смола с высокими показателями, например, или за счет использования жидких предшественников для матриц, которые могут представлять собой углерод или керамику.
При формировании углеродной или керамической матрицы термообработка заключается в полимеризации органического предшественника для того, чтобы преобразовать органическую матрицу в матрицу углерода или керамики в зависимости от используемого предшественника и условий пиролиза. Посредством примера жидкие предшественники для углерода могут представлять собой смолы, имеющие относительно высокое содержание кокса, такого как феноловые смолы, тогда как жидкие предшественники для керамики, в частности для SiC, могут представлять собой смолы, типа поликарбосилана (PCS), или типа полититанкарбосилана, или типа полисилазана (PTCS). Несколько последующих циклов, проходящих от пропитки до термообработки, можно выполнить для того, чтобы достичь желательной степени уплотнения.
В аспекте изобретения волоконную заготовку можно уплотнить с помощью широко известного способа литьевого прессования пластмасс (RTM). В способе RTM волоконная заготовка 160 помещается между формой и контрформой, которые, соответственно, представляют собой внутреннюю форму и внешнюю форму корпуса, который необходимо изготовить (типа формы 140 и контрформы 150). Термоусадочная смола затем впрыскивается во внутреннее пространство, ограниченное между формой и контрформой, которое содержит волоконную заготовку. Градиент давления обычно устанавливается в этом внутреннем пространстве между местоположением, где впрыскивается смола, и отверстиями для подачи смолы для того, чтобы управлять и оптимизировать пропитку заготовки смолой.
Например, используемой смолой может быть эпоксидная смола. Смолы, подходящие для способов RTM, широко известны. Они предпочтительно имеют низкую вязкость для того, чтобы облегчить впрыскивание в волокно. Класс температуры и/или химические свойства смолы определяются в зависимости от термомеханических напряжений, которым подвергается деталь. После впрыскивания смолы в упрочнение, она полимеризуется под действием высокой температуры при использовании способа RTM.
Какой бы способ уплотнения не использовался, следует проявлять осторожность во избежание осаждения смолы или образования матрицы на лицевых сторонах участков 122, 123, 132 и 133 крепления, которые обращены в сторону от волоконной заготовки, например, путем зачистки от всякого смоляного облоя, который может присутствовать на них или с помощью любой другой обработки, которая позволяет их очистить.
После впрыскивания и полимеризации деталь вынимается из формы. Деталь затем зачищается для удаления излишнего количества смолы, и фаски обрабатываются на станке для того, чтобы получить цельный корпус 10, как показано на фиг. 7, состоящей из защитной оболочки 11, которая включает в себя участки 122, 123, 132 и 133 крепления оснований 120 и 130 крепления на своей наружной поверхности. Как показано на Фиг. 6, тела 121 и 131 оснований 120 и 130 крепления удерживаются на защитной оболочке 11 корпуса как с помощью основных пряж 1011 и 1012, так и с помощью полимеризованной смолы 103 (матрицы). При таких обстоятельствах элементы крепления детали из композиционного материала изобретения образуются с помощью оснований 120 и 130 крепления.
Как показано на фиг. 9, участки 122, 123, 132 и 133 можно использовать для крепежных накладок 125 и 135. Более конкретно, накладка 125 содержит дугообразное тело 128 с плоскими концевыми участками 126 и 127, которые крепятся, соответственно, к участкам 122 и 123 крепления основания 120 крепления, например, с помощью сварки, пайки или металлического клея. Аналогичным образом, накладка 135 содержит дугообразное тело 138 с плоскими концевыми участками 136 и 137, которые прикрепляются, соответственно, к участкам 132 и 133 крепления основания 130 крепления, например, с помощью сварки, пайки или металлического клея. При таких обстоятельствах, элементы 12 и 13 крепления корпуса 10 образуются, соответственно, с помощью оснований 120 и 130 крепления и с помощью накладок 125 и 135.
В альтернативном варианте осуществления, одна или более отдельных частей оборудования крепится непосредственно к участкам 122, 123, 132 и 133 крепления оснований 120 и 130 крепления, например, с помощью сварки, пайки или металлического клея. При таких обстоятельствах элементы крепления корпуса образуются только с помощью оснований 120 и 130 крепления.
Кроме того, в некоторых случаях, например, при плетении волоконной заготовки с предварительным механическим напряжением, могут возникнуть трудности с ослаблением основных пряж или уточных пряж заготовки. В таких случаях может быть затруднена вставка элементов крепления, имеющих относительно громоздкие участки, такие как плоские участки крепления. По этой причине в изобретении предложено использовать элементы крепления, которые первоначально имеют форму цилиндрического, прямоугольного или другого стержня, который легко вставить под одну или более пряж, при этом участки крепления формируются после вставки.
На фиг.10 показана посредством примера волоконная заготовка 200, полученная с помощью многослойного переплетения, например, интерлок-переплетения, между множеством слоев основных пряж 201 и множеством слоев уточных пряж 202, при этом их плетение выполняется вместе с предварительным механическим напряжением. Элементы в форме цилиндрических стержней 22 и 23, например, изготовленные из металлического материала, вставляются под основными пряжами 2011 и 2012. Благодаря их компактной форме элементы 22 и 23 могут скользить под основными пряжами 2011 и 2012 без необходимости в их ослаблении. После того, как элементы 22 и 23 вставлены таким образом, их концы подравниваются, например, посредством кусачек 240 для того, чтобы сформировать участки креплений, как показано на фиг.11. После подравнивания концов элементов 22 и 23 и после формирования и уплотнения заготовки 200, как показано на фиг.12, деталь 250 из композиционного материала, которая имеет два элемента 220 и 230 крепления, содержащие тела 221 и 231, которые удерживаются на детали 250 как с помощью основных пряж 2011 и 2012 и с помощью полимеризованной смолы 203 (матрицы), причем вместе с участками 222, 223, 232 и 233 крепления плоской формы представляют собой их концы, тем самым обеспечивая зону, которой достаточно для прикрепления других элементов, таких как накладки или крепежные лапки отдельных частей оборудования.
Можно предусмотреть многочисленные альтернативные варианты осуществления изобретения. Такие варианты могут относиться, в частности:
- к числу и типу (основных или уточных) пряж, под которыми вставляются элементы крепления;
- к форме элементов крепления, которые относятся как к форме и размерам тел, так и к форме и размерам участков крепления этих элементов;
- к материалу элементов крепления, который необязательно является металлическим материалом;
- к числу и размещению элементов крепления на поверхности детали, причем можно вместе использовать несколько таких элементов или объединить такие элементы для того, чтобы сформировать основание для крепления, в частности, когда необходимо закрепить тяжелые части оборудования; и
- к средству крепления, которое используется для крепления отдельных частей оборудования на элементах крепления, например, с помощью сварки, пайки, винтового крепления, зажима и т.д.
Кроме этого, форма и размеры деталей из композиционного материала, изготовленных с волоконной структурой изобретения, могут быть различными и не ограничиваются, в частности, деталями, имеющими конструкционное тело в форме защитного кожуха, но распространяется на детали с любым другим видом формы (например, сектора или панели защитного кожуха, которые являются плоскими или изогнутыми), на которые можно установить один или более элементов крепления согласно изобретению.
В альтернативном варианте осуществления основание для крепления может включать в себя соответствующие удерживающие лапки, продолжающиеся от каждого конца каждого участка крепления, для того, чтобы увеличить механическую прочность основания, в частности, в целях противодействия отрывным усилиям, которые могут оказывать воздействие на него. Как показано на фиг.3, основание 320 для крепления содержит тело 323, имеющее на своих концах первый и второй участки 322 и 324 крепления. Первый участок 322 крепления продолжается в сторону от тела 323 к первой удерживающей лапке 321, тогда как второй участок продолжается в сторону от тела 323 ко второй удерживающей лапке 325. Основание 320 крепления вставляется в волоконную заготовку 300, сформированную тем же самым способом, который описан выше для заготовки 100. Основные пряжи 3011, 3012, 3013 и 3014 вытягиваются локально для того, чтобы ослабить их и обеспечить возможность прохождения основания 320 крепления под ними.
После того как основание 320 крепления заняло свое положение, основные пряжи 3011, 3012, 3033 и 3034 снова затягиваются для того, чтобы прижать, соответственно, первую удерживающую лапку 321 (пряжа 3011), тела 323 (пряжи 3012, 3033) и вторую удерживающую лапку 325 (пряжа 3014).
После формования и уплотнения заготовки 300, как показано на фиг.14, получается такая деталь 350 из композиционного материала, которая включает в себя элемент крепления, соответствующий основанию 320 крепления со своим телом 323 и своими удерживающими лапками 321 и 325, которые удерживаются на части 250 как с помощью основных пряж 2011 и 2012, так и с помощью полимеризованной смолы 203 (матрицы), вместе с участками 222, 223, 232 и 233 крепления плоской формы, имеющихся на их концах, тем самым обеспечивая зону, которой достаточно для крепления других элементов, таких как накладки и крепежные лапки отдельных частей оборудования.
При использовании элемента крепления, который первоначально представляет собой форму стержня, как описано выше со ссылкой на фиг.10-12, элемент крепления того же самого типа, как и вышеописанное основание 320 крепления, можно получить путем вставки стержня соответствующей длины под множество пряж заготовки и с помощью выравнивания участков стержня, которые расположены на промежуточном расстоянии между своими концами для того, чтобы сформировать участки и крепления, которые продолжаются с помощью удерживающих лапок.
Кроме того, механическую прочность элементов крепления можно дополнительно увеличить путем покрытия лицевых поверхностей участков крепления элементов крепления, которые расположены рядом с волоконной заготовкой, с помощью клея, который совестим с матрицей, которая используется для уплотнения.
Участки элементов крепления, которые отличаются от своих участков крепления, можно разместить с таким же успехом под основными пряжами, под уточными пряжами или же как под основными пряжами, так и под уточными пряжами (с элементами, размещенными под углом 45° относительно направлений основных пряж и уточных пряж).
В вышеописанных вариантах осуществления элемент крепления выполнен как одно целое в волоконной структуре путем крепления тела элемента под пряжами и последующего затягивания после пропускания тел элементов крепления под этими пряжами и занятия своего положения.
В альтернативном варианте осуществления тела элементов крепления можно удерживать между пряжами волоконной структуры во время плетения структуры. При таких обстоятельствах один или более элементов крепления, например, такие как основания 120, 130 и 320 крепления, или множество частей, которые должны сформировать элементы крепления, такие как стержни 22 и 23, размещаются на волоконной структуре. Затем один или более дополнительных слоев переплетаются на элементах крепления, которые размещены данным способом на поверхности переплетения с некоторыми пряжами этого или этих дополнительных слоев, удерживающих элементы крепления или части, которые должны сформировать такие элементы. В зависимости от плотности, с которой этот или эти дополнительные слои переплетаются, пряжи, которые находятся выше участков крепления элементов крепления или участков частей, которые впоследствии должны сформировать участки крепления элементов крепления, такие как участки стержней 22, 23, которые должны быть выровнены для того, чтобы сформировать участки крепления, перемещаются в сторону от этих участков или частей и/или локально срезаются. После этого изготовление деталей из композиционного материала, включающих в себя элементы крепления, продолжается тем же самым способом, который описан выше.
Изобретение относится к волоконной структуре для упрочнения детали из композиционного материала, детали из композиционного материала, турбореактивному двигателю, летательному аппарату, способу изготовления детали из композиционного материала. Волоконная структура для упрочнения детали из композиционного материала образуется путем многослойного переплетения между множеством слоев основной пряжи и множеством слоев уточной пряжи. Волоконная структура включает в себя элементы крепления на, по меньшей мере, одной из своих поверхностей. Каждый элемент крепления содержит тело, размещенное под пряжами, которые имеются на лицевой поверхности волоконной структуры, и участки крепления, расположенные поверх упомянутых пряж. Изобретение обеспечивает повышение физико-механических свойств получаемых изделий. 5 н. и 10 з.п. ф-лы, 17 ил.
1. Волоконная структура (100) для упрочнения детали (10) из композиционного материала, полученная путем многослойного переплетения между множеством слоев основной пряжи (101) и множеством слоев уточной пряжи (102), отличающаяся тем, что она дополнительно включает в себя на, по меньшей мере, одной из своих поверхностей один или более элементов (12; 13) крепления, каждый из которых содержит тело (121; 131), размещенное, по меньшей мере, частично под пряжами (1011, 1012), находящимися на поверхности волоконной структуры, и, по меньшей мере, один участок (122; 132) крепления, расположенный поверх упомянутых пряж.
2. Структура по п. 1, отличающаяся тем, что каждый элемент (12; 13) крепления содержит первый и второй участки (122, 123; 132, 133) крепления, проходящие с обеих сторон тела (121, 131) и поверх пряж волоконной структуры (100).
3. Структура по п. 2, отличающаяся тем, что первый и второй участки (122, 123; 132, 133) крепления имеют плоскую форму.
4. Структура по п. 1, отличающаяся тем, что каждый участок (322, 324) крепления продолжается удерживающей лапкой (321, 325), которая размещается под одной или более пряжами волоконной структуры.
5. Деталь из композиционного материала, отличающаяся тем, что она содержит волоконную структуру по любому из пп. 1-5 и уплотнена с помощью матрицы.
6. Деталь по п. 5, отличающаяся тем, что каждый элемент (12,
13) крепления дополнительно включает в себя накладку (125; 135), прикрепленную к каждому участку крепления.
7. Деталь по п. 5, отличающаяся тем, что она образует корпус (10) авиационного двигателя.
8. Турбореактивный двигатель, отличающийся тем, что он содержит корпус авиационного двигателя по п. 7.
9. Летательный аппарат, отличающийся тем, что он содержит, по меньшей мере, один турбореактивный двигатель по п. 8.
10. Способ изготовления детали из композиционного материала, при котором:
изготавливают волоконную структуру (100) путем многослойного переплетения между множеством слоев основной пряжи (101) и множеством слоев уточной пряжи (102),
формируют волоконную структуру (100) и
уплотняют волоконную заготовку (160) с помощью матрицы (103), отличающийся тем, что перед уплотнением заготовки дополнительно вводят тело (121; 131), по меньшей мере, одного элемента (12; 13) крепления под пряжами (1011, 1012), находящимися на поверхности волоконной структуры, причем каждый элемент уплотнения также включает в себя, по меньшей мере, один участок (122; 132) крепления, расположенный поверх упомянутых пряж.
11. Способ по п. 10, отличающийся тем, что при введении тела (121; 131) каждого элемента (12; 13) крепления под пряжами (1011, 1012), которые доступны со стороны поверхности волоконной структуры (100), упомянутые пряжи ослабляют таким образом, чтобы можно было под ними пропустить каждый элемент крепления, при этом упомянутые пряжи впоследствии затягивают.
12. Способ по п. 10, отличающийся тем, что каждый элемент крепления размещают на волоконной структуре при переплетении, причем один или более дополнительных слоев плетут поверх своего элемента крепления.
13. Способ по п. 10, отличающийся тем, что при введении каждого элемента крепления под пряжами (1011, 1012) волоконной структуры (100), элемент крепления имеет форму стержня (22; 23), причем после введения, по меньшей мере, участок элемента крепления, расположенный поверх пряж волоконной структуры, выпрямляют таким образом, чтобы образовался участок (222, 223; 232, 234) крепления.
14. Способ по п. 10, отличающийся тем, что каждый участок (322; 324) крепления продолжают удерживающей лапкой (321, 325), которая размещается под одной или более пряжами волоконной структуры при введении элемента (элементов) крепления под пряжами волоконной структуры.
15. Способ по п. 10, отличающийся тем, что каждый элемент (12; 13) крепления также включает в себя накладку (125; 135), закрепленную на каждом из участков (122, 123; 132, 133) крепления.
| US 5024874 A, 18.06.1991 | |||
| WO 2005050409 A2, 02.06.2005 | |||
| FR 2902802 A1, 28.12.2007 | |||
| УПРОЧНЯЮЩАЯ ВОЛОКОННАЯ СТРУКТУРА ДЛЯ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ДЕТАЛЬ, СОДЕРЖАЩАЯ ЭТУ СТРУКТУРУ | 2006 |
|
RU2409468C2 |

