Изобретение относится к области изготовления железобетонных шпал для железных дорог, в частности к устройствам для изготовления шпал с закладными деталями в виде дюбелей.
Известно устройство для изготовления железобетонных шпал с пустотами под закладные детали в виде болтов. Устройство содержит поддон форм шпал с установочным отверстием и установочным элементом, закрепленным на поддоне, пустотообразователь и держатель, зафиксированный в установочном отверстии и установочном элементе.
См. свидетельство на полезную модель №32725 по классу МПК-7 В28В 7/00, B28B 7/16, заявл. 25.02.2003 г., опубл. 27.09.2003 г. «Устройство для изготовления железобетонных шпал с пустотами под закладные болты».
Недостатком известного устройства является необходимость в осуществлении промежуточной операции по выполнению пустот под закладные детали, что приводит к увеличению трудоемкости, усложнению процесса и возникновению брака при производстве шпал.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому устройству для изготовления железобетонных шпал с дюбелями и выбранным в качестве прототипа является устройство для изготовления железобетонных шпал с дюбелями, содержащее форму для укладки бетонной смеси, элементы для установки и фиксации дюбелей, которые выполнены в виде одного подвижного и ряда стационарных манипуляторов.
См. заявку на изобретение №96116031 по классу МПК-6 B28B 15/00, B28B 23/00, заявл. 07.08.1996 г., опубл. 10.11.1998 г. «Линия формования железобетонных шпал».
Недостатком известного устройства является то, что элементы для установки и фиксации дюбеля имеют сложную конструкцию, что, в свою очередь, усложняет конструкцию устройства в целом, приводит к дополнительным затратам и увеличивает себестоимость устройства.
Задачей предлагаемого изобретения является создание устройства, имеющего простую конструкцию, удобного в использовании, не требующего особых усилий и затрат на монтаж и обслуживание, обеспечивающего снижение вероятности получения брака при изготовлении шпал, что обеспечивает повышение его эксплуатационных качеств.
Кроме того, задачей предлагаемого изобретения является расширение арсенала технических средств, обеспечивающих изготовление железобетонных шпал с дюбелями.
Техническим результатом, позволяющим решить эту задачу, является повышение надежности пространственной фиксации дюбелей в форме, исключение попадания бетонной смеси во внутреннюю полость дюбеля, а также использование современных материалов для изготовления элементов для установки и фиксации дюбелей.
Поставленная задача достигается тем, что в устройстве для изготовления железобетонных шпал с дюбелями, содержащем форму для укладки бетонной смеси, элементы для установки и фиксации дюбелей, согласно изобретению элементы для установки и фиксации дюбелей выполнены в виде стержня из термопластичного эластомера ТЭП, на торце нижней части стержня установлен закладной металлический винт, посредством которого стержень связан с формой с возможностью демонтажа, нижняя часть стержня выполнена с резьбой, шаг которой совпадает с шагом внутренней резьбы дюбеля, торец нижней части стержня выполнен в виде шайбы.
Верхняя часть стержня может быть выполнена конусообразной с переходом на цилиндрическую.
Нижняя часть стержня может состоять из трех участков: верхнего цилиндрического, среднего конусообразного и нижнего цилиндрического.
Резьба на нижней части стержня может быть выполнена на его верхнем цилиндрическом участке и на среднем конусообразном участке.
На нижнем цилиндрическом участке стержня могут быть выполнены кольцевые выступы в виде ступенек.
Проведенные исследования по патентным и научно-техническим источникам информации свидетельствуют о том, что предлагаемое устройство для изготовления железобетонных шпал с дюбелями не известно и не следует явным образом из изученного уровня техники, т.е. соответствует критерию «новизна» и «изобретательский уровень».
Предлагаемое устройство для изготовления железобетонных шпал с дюбелями может быть изготовлено на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, широко выпускаемое отечественной и зарубежной промышленностью.
Таким образом, заявляемое устройство для изготовления железобетонных шпал с дюбелями соответствует критерию «промышленная применимость».
Выполнение элементов для установки и фиксации дюбелей в виде стержня из термопластичного эластомера ТЭП, на торце нижней части которого установлен закладной металлический винт, посредством которого стержень связан с формой с возможностью демонтажа, позволяет упростить процесс изготовления стержня и обеспечить надежную фиксацию стержня и соответственно дюбеля в форме, не требующую особых усилий и затрат на монтаж и обслуживание, что, в свою очередь, повышает эксплуатационные качества устройства в целом.
Выполнение нижней части стержня с резьбой, шаг которой совпадает с шагом внутренней резьбы дюбеля, позволяет упростить процесс установки и фиксации дюбелей в форме, не требует особых усилий и затрат на монтаж, обеспечивает изготовление шпал с требуемыми характеристиками и снижает количество брака при одновременном повышении эксплуатационных качеств устройства в целом, выполнение торца нижней части стержня в виде шайбы, предотвращает попадание бетонной смеси во внутреннюю полость дюбеля во время формирования шпал и не требует дополнительной чистки внутренней полости дюбеля, что повышает эксплуатационные качества устройства в целом.
Выполнение верхней части стержня конусообразной с переходом на цилиндрическую упрощает процесс установки дюбеля на стержень и повышает удобства во время использования устройства, что повышает его эксплуатационные качества.
Выполнение нижней части стержня из трех участков: верхнего цилиндрического, среднего конусообразного и нижнего цилиндрического обеспечивает оптимальные условия для установки и фиксации дюбеля, повышает удобства в процессе работы с устройством.
Выполнение резьбы на нижней части стержня на его верхнем цилиндрическом участке и на конусообразном участке еще в большей степени упрощает процесс установки и фиксации дюбеля на стержне, что повышает эксплуатационные качества всего устройства.
Выполнение на нижнем цилиндрическом участке нижней части стержня кольцевых выступов в виде ступенек еще в большей степени обеспечивает надежную фиксацию дюбеля на стержне и повышает эксплуатационные качества устройства.
Таким образом, совокупность существенных признаков предлагаемого устройства для изготовления железобетонных шпал с дюбелями позволяет достичь заявленного технического результата, а именно повышение надежности пространственной фиксации дюбелей в форме, исключение попадания бетонной смеси во внутреннюю полость дюбеля, а также использование современных материалов при изготовлении элементов для установки и фиксации дюбелей и, следовательно, решить поставленную задачу - создание устройства, имеющего простую конструкцию, удобного в использовании, не требующего особых усилий и затрат на монтаж и обслуживание, обеспечивающего снижение вероятности получения брака при изготовлении шпал, что обеспечивает повышение его эксплуатационных качеств.
Предлагаемое изобретение поясняется чертежами:
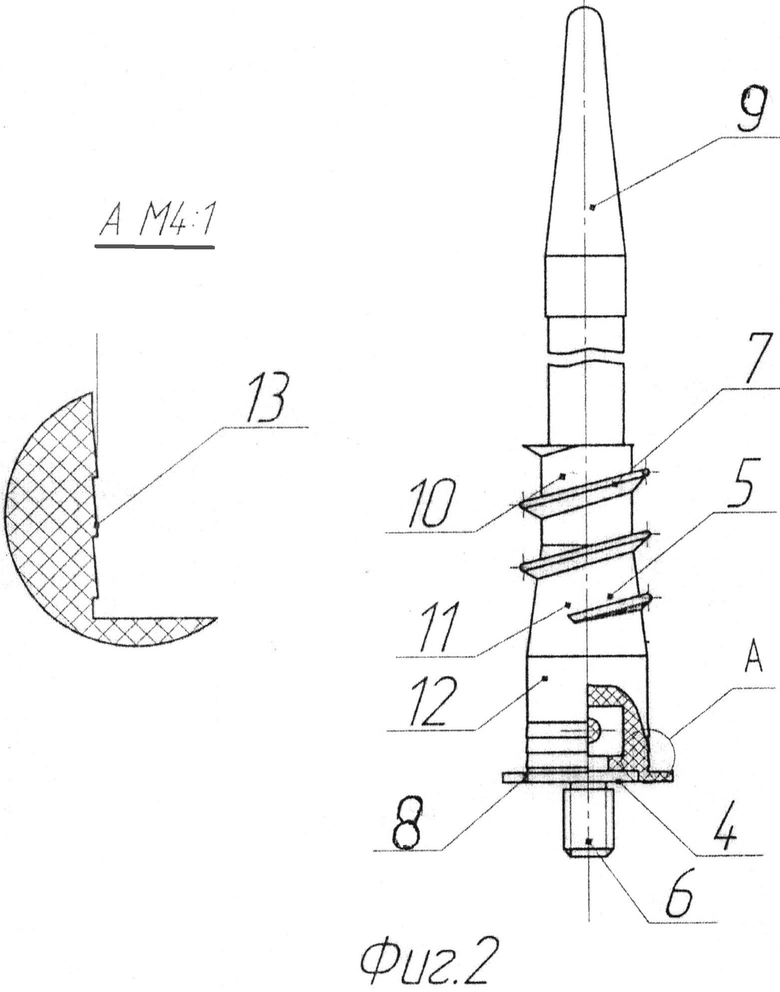
На фиг.1 представлен общий вид устройства в разрезе.
На фиг.2 - элемент для установки и фиксации дюбелей.
Устройство для изготовления железобетонных шпал с дюбелями содержит форму 1 для укладки бетонной смеси, элементы 2 для установки и фиксации дюбелей 3, элементы 2 выполнены в виде стержня из термопластичного эластомера ТЭП, на торце 4 нижней части 5 стержня установлен закладной винт 6, посредством которого стержень связан с формой 1 с возможностью демонтажа, нижняя часть 5 стержня выполнена с резьбой 7, шаг которой совпадает с шагом внутренней резьбы дюбеля 3, торец 4 нижней части 5 стержня выполнен в виде шайбы 8.
Верхняя часть 9 стержня может быть выполнена конусообразной с переходом на цилиндрическую.
Нижняя часть 5 стержня может быть выполнена из трех участков: верхнего 10 цилиндрического, среднего 11 конусообразного, нижнего 12 цилиндрического.
Резьба 7 на нижней части 5 стержня может быть выполнена на его верхнем 10 цилиндрическом участке и на среднем 11 конусообразном участке.
На нижнем 12 цилиндрическом участке нижней части 5 стержня могут быть выполнены кольцевые выступы в виде ступенек 13.
Устройство для изготовления железобетонных шпал с дюбелями используют следующим образом.
Предварительно в форме 1 устанавливают элементы 2 в виде стержней из термопластичного эластомера ТЭП путем вкручивания металлических винтов 6 в днище формы 1, при этом элементы 2 устанавливают один раз и используют многократно до износа, затем на элементы 2 для установки и фиксации дюбелей устанавливают дюбели 3 при помощи резьбового соединения, при этом профиль резьбы стержня обеспечивает плотное наворачивание дюбеля 3, затем в форму подают бетонную смесь, производят виброуплотнение и далее форму 1 со стержнями и дюбелями 3 направляют в термокамеру, далее проводят выформовку готовых шпал путем поворота формы на 180°, при этом происходит свободное выпадение шпалы из формы 1, а элементы 2 остаются на форме. Установка дюбелей 3 на элементы 2 проста и удобна и может осуществляться как вручную, так и с помощью гайковерта, после выформовки шпалы форма 1 полностью готова для выполнения следующего цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕЛЕЗОБЕТОННАЯ ШПАЛА | 2013 |
|
RU2541594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113988C1 |
| Дюбель крепления рельсов к железобетонным шпалам (варианты) | 2022 |
|
RU2788503C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| Способ формирования узла для крепления кронштейна контактного рельса к бетонному основанию пути метрополитена | 2022 |
|
RU2791003C1 |
| ЖЕЛЕЗОБЕТОННОЕ ПОДРЕЛЬСОВОЕ ОСНОВАНИЕ | 2013 |
|
RU2533941C1 |
| СПОСОБ УКРЕПЛЕНИЯ ТОРЦЕВЫХ ЧАСТЕЙ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ ПУТЕМ ДОПОЛНИТЕЛЬНОГО АРМИРОВАНИЯ СПИРАЛЯМИ | 2019 |
|
RU2711776C1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ | 1996 |
|
RU2113985C1 |
Изобретение относится к области изготовления железобетонных шпал для железных дорог. Устройство для изготовления железобетонных шпал с дюбелями содержит форму для укладки бетонной смеси, элементы для установки и фиксации дюбелей. Элементы для установки и фиксации дюбелей выполнены в виде стержня из термопластичного эластомера ТЭП, на торце нижней части стержня установлен закладной металлический винт, посредством которого стержень связан с формой с возможностью демонтажа, нижняя часть стержня выполнена с резьбой, шаг которой совпадает с шагом внутренней резьбы дюбеля, торец нижней части стержня выполнен в виде шайбы. Технический результат - повышение надежности пространственной фиксации дюбелей в форме, исключение попадания бетонной смеси во внутреннюю полость дюбеля. 4 з.п. ф-лы, 2 ил.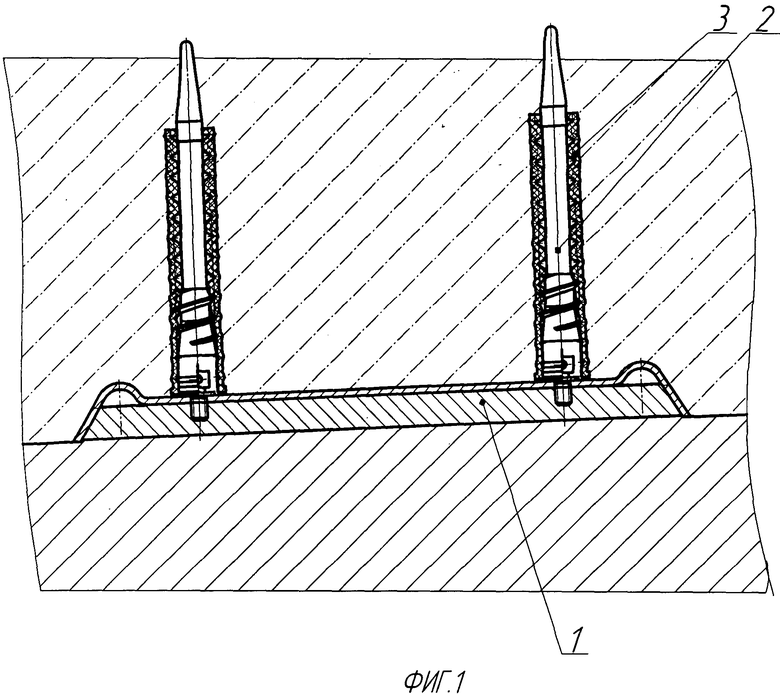
1. Устройство для изготовления железобетонных шпал с дюбелями, содержащее форму для укладки бетонной смеси, элементы для установки и фиксации дюбелей, отличающееся тем, что элементы для установки и фиксации дюбелей выполнены в виде стержня из термопластичного эластомера ТЭП, на торце нижней части стержня установлен закладной металлический винт, посредством которого стержень связан с формой с возможностью демонтажа, нижняя часть стержня выполнена с резьбой, шаг которой совпадает с шагом внутренней резьбы дюбеля, торец нижней части стержня выполнен в виде шайбы
2. Устройство по п.1, отличающееся тем, что верхняя часть стержня выполнена конусообразной с переходом на цилиндрическую.
3. Устройство по п.1, отличающееся тем, что нижняя часть стержня выполнена из трех участков: верхнего цилиндрического, среднего конусообразного и нижнего цилиндрического.
4. Устройство по п.4, отличающееся тем, что резьба на нижней части стержня выполнена на его верхнем цилиндрическом участке и на среднем конусообразном участке.
5. Устройство по п.4, отличающееся тем, что на нижнем цилиндрическом участке нижней части стержня выполнены кольцевые выступы в виде ступенек.

