Заявляемое изобретение относится к устройствам для изготовления композиционных арматурных элементов, предназначенных для армирования различных конструкций.
Аналогом заявляемого изобретения является поточная линия производства композиционной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру термической обработки, пропиточную ванну с пропиточным, отжимным и натяжным устройствами, формовочный узел, размещенные последовательно устройства спиральной намотки, полимеризационную камеру, ванну охлаждения арматуры, протяжное устройство и узел резки (см. RU 2522641, МПК Е04С 5/07, 2014 г.). Существенные признаки аналога "шпулярник с бобинами ровингов, выравнивающее устройство, камера термической обработки, пропиточная ванна, отжимное устройство, формовочный узел, устройство спиральной намотки, полимеризационная камера, ванна охлаждения, протяжное устройство, узел резки" совпадают с существенными признаками заявляемого изобретения.
Недостатком аналога является энергозатратность линии, повышенная возможность перепутывания и повреждения нитей ровинга и значительные габариты линии, обусловленные последовательным размещением намоточных устройств.
Наиболее близким аналогом заявляемого изобретения является технологическая линия для изготовления неметаллической арматуры, включающая последовательно установленные шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига (нагрева), пропиточную ванну с натяжным устройством и содержащим полиуретановую ленту отжимным устройством, формовочный узел, устройство спиральной намотки, полимеризационную камеру, узел водяного охлаждения, тянущее устройство, смотчик обмоточного жгута, узел резки (см. RU 107803, МПК Е04С 5/07, 2011 г.). Существенные признаки наиболее близкого аналога "шпулярник с бобинами ровингов, выравнивающее устройство, камера нагрева, пропиточная ванна с натяжным устройством и содержащим полиуретан отжимным устройством, формовочный узел с устройством намотки, полимеризационная камера, охлаждающий узел, тянущее устройство, узел резки" совпадают с существенными признаками заявляемого изобретения.
Недостатком наиболее близкого аналога также является повышенная энергозатратность линии, возможность смещения (запутывания) и повреждения нитей ровинга, значительные габариты линии и сложность ее эксплуатации.
Задачей, на решение которой направлено заявляемое изобретение, является оптимизация линии за счет снижения энергозатратности линии, снижения возможности смещения, запутывания и повреждения нитей ровинга, а также за счет снижения габаритов линии и упрощения ее эксплуатации.
Для достижения указанного технического результата в линии изготовления арматуры, включающей шпулярник с бобинами ровинга, выравнивающее устройство, камеру нагрева, пропиточную ванну с натяжным устройством и содержащим полиуретан отжимным устройством, формовочный узел с устройством намотки, полимеризационную камеру, охлаждающий узел, тянущее устройство и узел резки, камера нагрева ровинга включает электрические теплонагреватели U-образной формы, размещенные с возможностью поворота на угол до 25° относительно их продольной оси, стенки камеры нагрева ровинга выполнены из многослойных металлополимерных панелей, а вход и выход камеры нагрева ровинга содержат выравнивающие гребенки, пропиточная ванна содержит барабан-обтекатель и отжимной барабан, выполненные из полиуретана, а вход и выход пропиточной ванны содержат распределительные гребенки, формовочный узел выполнен в виде неподвижной структурирующей фильеры и подвижной формовочной фильеры, при этом структурирующая фильера выполнена в виде пластины с отверстиями, порядок расположения которых определяет структуру тела арматуры, а на формовочной фильере размещен обмотчик, полимеризационная камера выполнена в виде трех труб, соединенных между собой, и имеет трехсекционную структуру, при этом линия дополнительно включает узел сматывания в виде крестообразного каркаса.
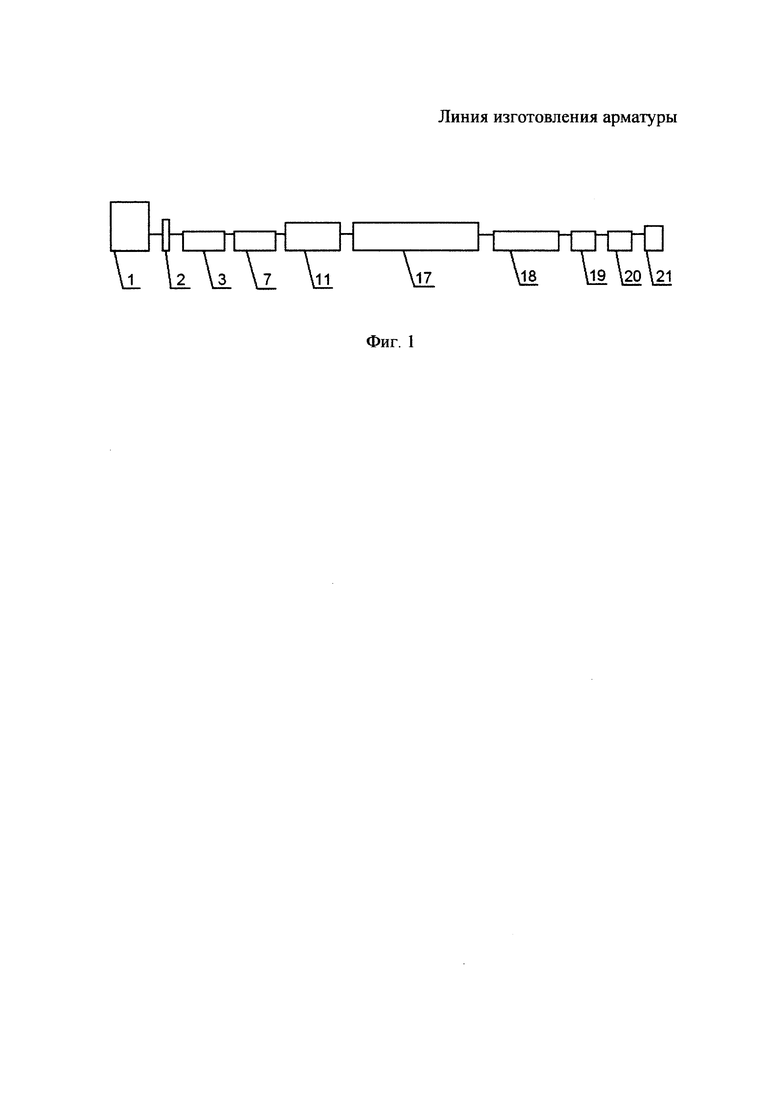
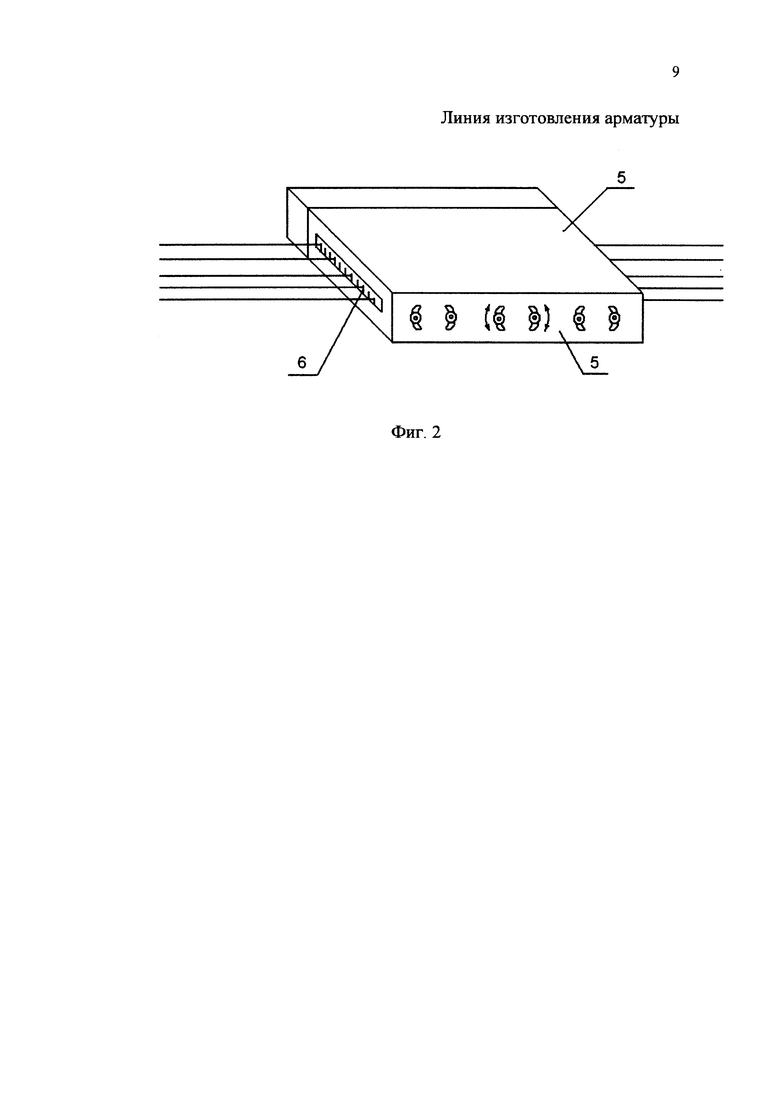
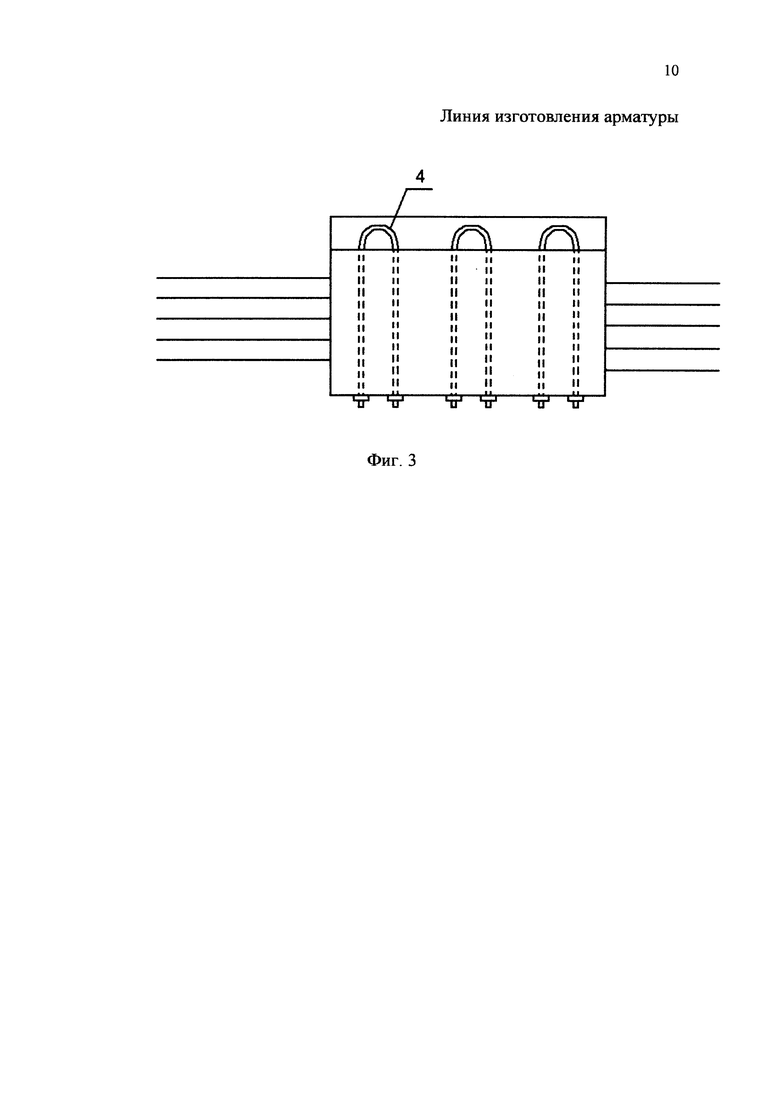
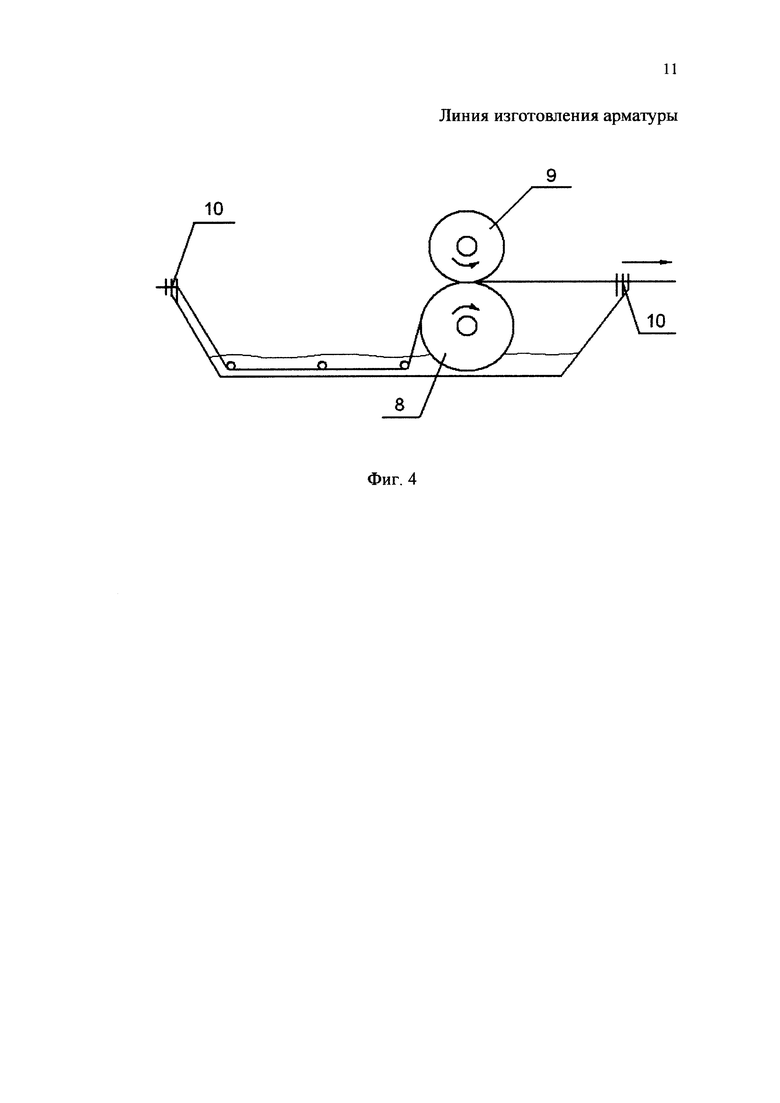
На фиг. 1 представлена линия, общий вид; на фиг. 2 представлена камера нагрева ровинга, общий вид; на фиг. 3 представлена камера нагрева ровинга, вид сверху; на фиг. 4 представлены барабан-обтекатель и отжимной барабан, вид сбоку; на фиг. 5 представлен общий вид формовочного узла; на фиг. 6 представлен узел сматывания, вид сбоку.
Линия для изготовления арматуры включает шпулярник 1, на котором размещены бобины (катушки) с ровингом. Далее размещены выравнивающее устройство 2 и камера нагрева 3. Камера нагрева ровинга снабжена электрическими теплоэлектронагревателями 4, имеющими U-образную форму. Нагреватели размещены с возможностью поворота на угол до 25° относительно их продольной оси. Стенки 5 камеры нагрева выполнены из многослойных металлополимерных теплозащитных панелей. На входе и выходе камеры нагрева размещены выравнивающие гребенки 6. За камерой нагрева расположена пропиточная ванна 7 с натяжным устройством, включающая барабан - обтекатель 8 и отжимной барабан 9. Оба барабана выполнены из полиуретана. На входе и выходе пропиточной ванны размещены распределительные гребенки 10. За пропиточной ванной расположен формовочный узел 11, включающий структурирующую фильеру 12 и формовочную фильеру 13. Структурирующая фильера неподвижна, формовочная фильера вращающаяся. Структурирующая фильера выполнена в виде пластины 14 с отверстиями. Формовочная фильера включает держатель нити 15 и обмотчик 16. За формовочным узлом размещена полимеризационная камера 17, представляющая собой три соединенные трубы, образующие трехсекционную структуру камеры. За полимеризационной камерой размещены узел охлаждения 18 (охлаждающая ванна), тянущее устройство 19, узел резки 20 и узел сматывания 21. Узел сматывания включает крестообразный каркас 22.
Линия изготовления арматуры функционирует следующим образом. Размещенный на катушках (бобинах) ровинг различных волокон подается на выравнивающее устройство, где формируются пучки ровинга, поступающие в камеру нагрева. В камере нагрева происходит сушка ровинга при повышенной температуре. Затем пучки ровинга поступают в пропиточную ванну, где пропитываются полимером, после чего в отжимном устройстве излишки полимера с поверхности пучков удаляются. Далее пропиточный ровинг поступает в формовочное устройство, где формируется структура тела арматуры, и затем сформованная заготовка арматуры поступает в полимеризационную камеру, где происходит сшивка полимера с образованием трехмерной структуры. Затем арматура охлаждается в ванне, режется и наматывается в бухты.
Выполнение линии изготовления арматуры в соответствии с заявленным техническим решением позволяет оптимизировать функционирование линии путем снижения энергозатратности линии за счет усовершенствования камеры нагрева ровинга, снижения возможности смещения, запутывания и повреждения нитей ровинга, обеспечения выравнивания нитей как в камере нагрева ровинга, так и в пропиточной ванне, а также снижения габаритов линии и упрощения ее эксплуатации путем применения усовершенствованного формующего узла, а также применения специального узла сматывания арматуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2837067C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2318102C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2011 |
|
RU2468161C1 |
| ЛИНИЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2838275C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2384408C2 |
Изобретение относится к устройствам для изготовления композиционных арматурных элементов, применяемых для армирования различных конструкций. Технический результат - снижение энергозатратности линии, снижение габаритов линии и упрощение эксплуатации. Линия для изготовления арматуры включает шпулярник с бобинами ровинга, выравнивающее устройство, камеру нагрева, пропиточную ванну с натяжным устройством и содержащим полиуретан отжимным устройством, формовочный узел с устройством намотки, полимеризационную камеру, охлаждающий узел, тянущее устройство и узел резки. Камера нагрева ровинга включает электрические теплонагреватели U-образной формы, размещенные с возможностью поворота на угол до 25° относительно их продольной оси. Стенки камеры нагрева выполнены из многослойных металлополимерных панелей, а вход и выход камеры нагрева содержат выравнивающие гребенки. Пропиточная ванна содержит барабан-обтекатель и отжимной барабан, выполненные из полиуретана, а вход и выход пропиточной ванны содержит распределительные гребенки. Формовочный узел выполнен в виде неподвижной структурирующей фильеры и вращающейся формовочной фильеры. При этом структурирующая фильера выполнена в виде пластины с отверстиями, а на формовочной фильере зафиксирован обмотчик. Полимеризационная камера выполнена в виде трех соединенных труб и имеет трехсекционную структуру. Линия дополнительно включает узел сматывания с крестообразным каркасом. 6 ил.
Линия для изготовления арматуры, включающая шпулярник с бобинами ровинга, выравнивающее устройство, камеру нагрева, пропиточную ванну с натяжным устройством и содержащим полиуретан отжимным устройством, формовочный узел с устройством намотки, полимеризационную камеру, охлаждающий узел, тянущее устройство и узел резки, отличающаяся тем, что камера нагрева ровинга включает электрические теплонагреватели U-образной формы, размещенные с возможностью поворота на угол до 25° относительно их продольной оси, стенки камеры нагрева выполнены из многослойных металлополимерных панелей, а вход и выход камеры нагрева содержат выравнивающие гребенки, пропиточная ванна содержит барабан-обтекатель и отжимной барабан, выполненные из полиуретана, а вход и выход пропиточной ванны содержит распределительные гребенки, формовочный узел выполнен в виде неподвижной структурирующей фильеры и вращающейся формовочной фильеры, при этом структурирующая фильера выполнена в виде пластины с отверстиями, а на формовочной фильере зафиксирован обмотчик, полимеризационная камера выполнена в виде трех соединенных труб и имеет трехсекционную структуру, при этом линия дополнительно включает узел сматывания с крестообразным каркасом.
| Приспособление, автоматически регулирующее деятельность полета струи в дальнеструйных дождевальных аппаратах | 1956 |
|
SU107803A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 2001 |
|
RU2194617C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| ДОЛОТО ДЛЯ БУРЕНИЯ СКВАЖИН | 1950 |
|
SU90470A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2011 |
|
RU2468161C1 |
| Передвижной вагоноопрокидыватель с боковым опрокидыванием | 1959 |
|
SU129538A1 |
| DE 3937196 A1, 16.05.1991. | |||

