ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится в целом к системам поворотных роликов для удерживания и вращения цилиндрических резервуаров. Такие системы поворотных роликов обычно используются во время операций сварки. Более конкретно, изобретение относится к устройству предотвращения смещения и способу предотвращения осевого движения (осевого смещения, также известного как осевой крип) удерживаемого резервуара или другого обрабатываемого изделия при вращении.
УРОВЕНЬ ТЕХНИКИ
Системы поворотных роликов упомянутого выше типа обычно содержат пару приводных роликов, разнесенных в поперечном направлении друг от друга для фрикционного взаимодействия с противоположными сторонами цилиндрического обрабатываемого изделия в первом осевом местоположении, и пару поддерживающих роликов, разнесенных в поперечном направлении друг от друга для взаимодействия с противоположными сторонами обрабатываемого изделия во втором осевом местоположении, разнесенном от первого осевого местоположения вдоль оси вращения обрабатываемого изделия. Приводные ролики соединены с приводом от электродвигателя, выполненным с возможностью вращения приводных роликов для вращения, таким образом, обрабатываемого изделия вокруг его оси вращения, упоминаемой здесь как «ось обрабатываемого изделия». Поддерживающие ролики взаимодействуют с приводными роликами для образования роликовой опоры для обрабатываемого изделия, но поддерживающие ролики не имеют привода от электродвигателя. Как правило, приводные ролики и поддерживающие ролики вращаются вокруг соответствующих осей вращения, которые параллельны оси обрабатываемого изделия. Главным образом в результате несовершенства цилиндрической формы обрабатываемого изделия вращение обрабатываемого изделия вокруг оси обрабатываемого изделия может сопровождаться небольшим осевым смещением обрабатываемого изделия, которое может вызывать смещение сварных швов.
Обычные предотвращающие смещение системы поворотных роликов контролируют осевое перемещение цилиндрического обрабатываемого изделия или резервуара посредством перемещения поддерживающих роликов вертикально или горизонтально пропорционально величине смещения. Этот способ эффективен при контроле смещения, но может приводить к значительному вертикальному или горизонтальному перемещению обрабатываемого изделия, что может создавать помехи процессу сварки.
Другие предотвращающие смещение системы поворотных роликов основаны на регулировании оси вращения одного или более роликов для выдвижения под углом относительно оси обрабатываемого изделия для создания компонента осевой силы, противодействующего смещению. Предотвращающие смещение системы поворотных роликов этого типа коротко описаны ниже.
В патенте США № 2865690 описана механически саморегулирующаяся система, в которой пара копирных роликов 16 расположена с примыканием по одному с каждой торцевой поверхностью шины 6, посаженной вокруг окружности обрабатываемого изделия. Копирные опорные ролики 16 соединены соответствующими рычагами 15 с кронштейном 9a, удерживающим ролик 8 на одной стороне обрабатываемого изделия. Кронштейн 9a соединен парой параллельных шарнирных соединений 9b с кронштейном 9a на противоположной стороне, несущим второй ролик 8, таким образом, что два кронштейна 9a и два соединения 9b образуют параллелограммное соединение. Когда обрабатываемое изделие находится в требуемом нейтральном осевом положении, параллелограммное соединение имеет форму прямоугольника, и оси a-a вращения роликов 8 параллельны оси вращения обрабатываемого изделия. Когда происходит осевое смещение обрабатываемого изделия, воспринимаемое копирными роликами 16, рычаги 15 передают движение параллелограммному соединению таким образом, что ролики 8 и их оси вращения располагаются под косым углом относительно оси вращения обрабатываемого изделия. Эффект резьбы возвращает обрабатываемое изделие к его нейтральному осевому положению, и соответствующее действие копирных роликов 16 и рычагов 15 возвращает параллелограммное соединение в его прямоугольное состояние.
В патенте Великобритании № 940261 описаны различные варианты осуществления изобретения. В варианте осуществления изобретения, показанном на фиг.1, один из четырех роликов 2 системы поворотных роликов выполнен с возможностью поворота посредством вращения его нижней опорной рамы 4 вокруг вертикальной оси для регулирования оси вращения ролика 2 от ее нейтральной ориентации, параллельной оси обрабатываемого изделия, к ориентации, которая не параллельна оси обрабатываемого изделия, для предотвращения осевого смещения. Другой вариант осуществления изобретения, показанный на фиг.2 и 3, работает подобным образом, причем ось 5 уравнительного ролика 6 установлена для вращения вокруг вертикальной оси. На фиг.4 и 5 показан другой вариант осуществления изобретения, в котором ось 12 уравнительного ролика 13 выполнена с возможностью шарнирного перемещения вокруг оси, образованной осью 14 вращения, продолжающейся перпендикулярно касательной плоскости в точке контакта между роликом 13 и обрабатываемым изделием. В этом варианте осуществления изобретения ось ролика параллельна оси обрабатываемого изделия в нейтральной конфигурации и ось ролика выполнена с возможностью поворота в касательной плоскости, становясь непараллельной оси обрабатываемого изделия для предотвращения осевого смещения. На фиг.6 показан другой вариант осуществления изобретения, в котором пара роликов 25 на противоположных сторонах обрабатываемого изделия установлена на общем подрамнике 28, выполненном с возможностью вращательного перемещения вокруг вертикальной оси вращения, образованной осью 29 вращения. Оси вращения роликов 25 параллельны оси обрабатываемого изделия, когда ролики 25 находятся в нейтральном состоянии, и оси вращения роликов 25 регулируются таким образом, чтобы они не располагались параллельно оси обрабатываемого изделия, посредством вращения подрамника 28 вокруг оси 29 вращения. Наконец, вариант осуществления изобретения, изображенный на фиг.7, показывает использование опорных роликов 52, взаимодействующих с торцевыми поверхностями обрабатываемого изделия и соединенных соединением 53 для вращения подрамника уравнительного ролика 50 вокруг вертикальной оси. Здесь снова ось ролика параллельна оси обрабатываемого изделия в нейтральном состоянии и выводится из параллельного положения для противодействия осевому смещению обрабатываемого изделия.
В патенте Великобритании № 1034201 описан механизм регулирования для предотвращения ухода, в котором шарнирный кронштейн 12, несущий пару роликов 13 для взаимодействия со сторонами обрабатываемого изделия, шарнирно установлен в основании или раме 10. Шарнирный кронштейн 12 соединен с винтовым механизмом 20, 21, 22 таким образом, что вращение винта вызывает вращение шарнирного кронштейна 12 для небольшого регулирования осей роликов из нейтральной ориентации, параллельной оси обрабатываемого изделия, к угловой ориентации, в которой ролики противодействуют осевому смещению обрабатываемого изделия.
В патенте Великобритании № 2106810 описана система поворотных роликов, в которой комплект роликов 20 для взаимодействия с обрабатываемым изделием удерживается на основании 30, установленном с возможностью вращения вокруг по существу вертикального вала 32, который наклонен поперечно внутрь к обрабатываемому изделию. Ролики 20 вращаются вокруг осей, которые параллельны оси обрабатываемого изделия, когда основание 30 находится в нейтральном поворотном положении. Копир 22 нагружен в направлении вхождения в контакт с торцевой поверхностью обрабатываемого изделия для считывания осевого смещения, и сигнал, показательный для осевого смещения, передается к электронному средству управления для управления электродвигателем 44 и зубчатой передачей для вращения основания 30 вокруг вала 32 таким образом, что оси роликов регулируются для отклонения от оси, параллельной оси обрабатываемого изделия, для противодействия считанному осевому смещению.
В патенте США № 4407621 описана система поворотных роликов, в которой три набора роликов 24 установлены на перемещаемых в осевом направлении каретках 3, и четвертый набор роликов 24 установлен на фиксируемой вдоль оси каретке. Механизм 25, 27, 29 для каждой каретки 3 преобразует осевое движение каретки в поворотное движение держателя 15, 20 роликов на каретке вокруг оси вращения 16 для регулирования осей роликов из нейтральной ориентации, параллельной оси обрабатываемого изделия, к ориентации противодействия смещению, не параллельной оси обрабатываемого изделия.
Хотя указанные выше решения дают в целом адекватные результаты, они механически сложны. Например, опоры роликов должны быть установлены так, чтобы они вращались вокруг оси, которая вертикальна или по существу вертикальна (наклонена к обрабатываемому изделию), и должен быть применен вращающийся механизм для всей опоры роликов.
В каждом случае решение известного уровня техники обеспечивает нейтральную ориентацию осей роликов, которая параллельна оси обрабатываемого изделия.
Также следует отметить, что ни одна из указанных выше систем известного уровня техники не предусматривает вращения опоры ролика на одной стороне обрабатываемого изделия в противоположном направлении вращения от опоры ролика на другой стороне обрабатываемого изделия для приложения дополнительных компонентов осевого усилия для равномерного противодействия осевому смещению.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение основано на концепции регулирования оси вращения одного или более роликов для выдвижения под углом относительно оси обрабатываемого изделия для приложения компонента осевой силы, противодействующей смещению. Однако настоящее изобретение обеспечивает получение улучшенного устройства, которое механически более простое и более эффективное по сравнению с системами, указанными выше.
Система поворотных роликов, образованная в соответствии с настоящим изобретением, для вращения цилиндрического обрабатываемого изделия, в общем, содержит первый привод от электродвигателя; пару приводных роликов, функционально соединенных с первым приводом от электродвигателя для вращения обрабатываемого изделия вокруг оси обрабатываемого изделия; и пару поддерживающих роликов, разнесенных в осевом направлении от пары приводных роликов и выполненных с возможностью фрикционного вращательного взаимодействия с обрабатываемым изделием. По меньшей мере один из пары поддерживающих роликов имеет ось вращения, всегда продолжающуюся не параллельно оси обрабатываемого изделия, и такой поддерживающий ролик удерживается соответствующей неприводной осью, которая выполнена с возможностью поворота для регулирования ориентации оси вращения такого поддерживающего ролика. Ось вращения неприводной оси может продолжаться параллельно оси обрабатываемого изделия. В варианте осуществления настоящего изобретения каждый из пары поддерживающих роликов имеет ось вращения, всегда продолжающуюся не параллельно оси обрабатываемого изделия, и каждая из пары неприводных осей выполнена с возможностью поворота вокруг соответствующей оси поворота, продолжающейся параллельно оси обрабатываемого изделия.
Система поворотных роликов согласно настоящему изобретению также может содержать второй привод от электродвигателя для вращения пары неприводных осей для регулирования ориентации осей поддерживающих роликов, датчик смещения, выполненный с возможностью определения осевого смещения обрабатываемого изделия и генерирования сигнала смещения, указывающего направление и величину считанного осевого смещения, и контроллер для выдачи команд привода второму приводу от электродвигателя на основе сигнала смещения. Таким образом, образован контур регулирования с обратной связью, посредством чего осевое смещение уменьшается благодаря непрерывному и автоматическому регулированию осей вращения поддерживающих роликов.
Изобретение также включает способ предотвращения осевого смещения цилиндрического обрабатываемого изделия при вращении обрабатываемого изделия вокруг оси обрабатываемого изделия посредством системы поворотных роликов. Способ основан на регулировании ориентации осей поддерживающих роликов относительно оси обрабатываемого изделия посредством поворота неприводных осей, на которых установлены поддерживающие ролики.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение подробно описано ниже со ссылками на следующие чертежи:
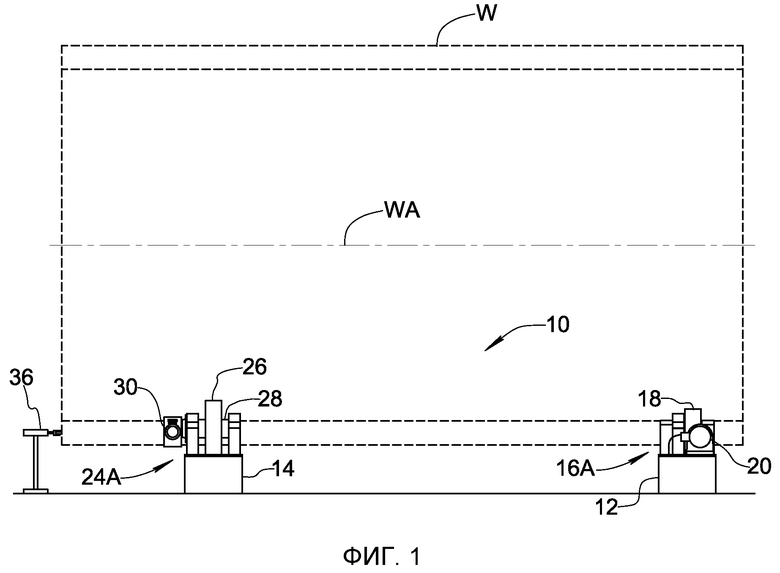
Фиг.1 представляет собой вид сбоку системы поворотных роликов, образованной согласно варианту осуществления изобретения, причем система поворотных роликов удерживает цилиндрическое обрабатываемое изделие;
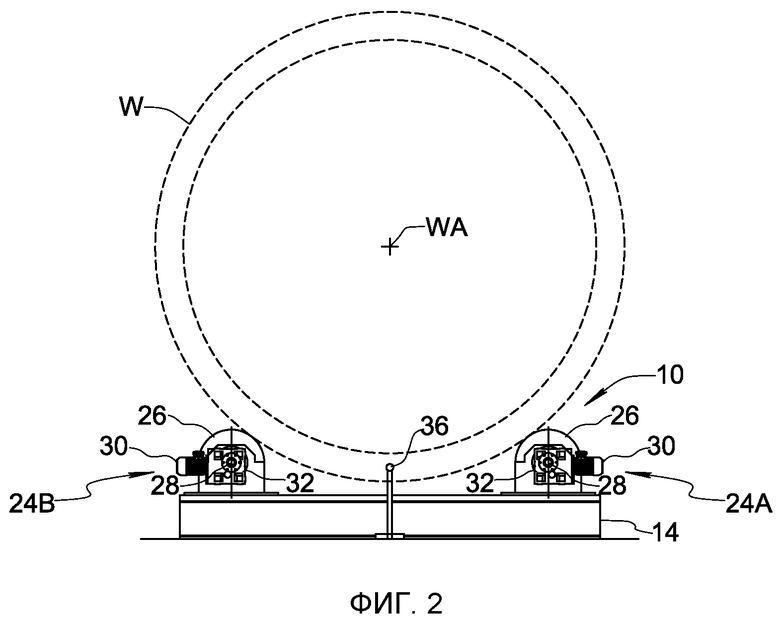
Фиг.2 представляет собой вид с торца системы поворотных роликов и обрабатываемого изделия, показанных на фиг.1;
Фиг.3 представляет собой вид сверху системы поворотных роликов и обрабатываемого изделия, показанных на фиг.1;
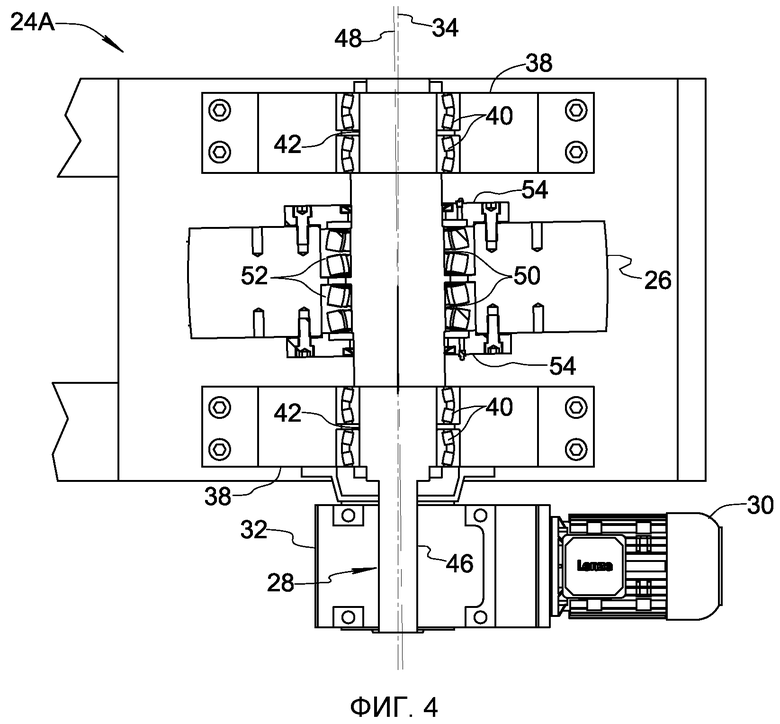
Фиг.4 представляет собой увеличенный вид сверху одного узла поддерживающего ролика системы поворотных роликов, показанной на фиг.1;
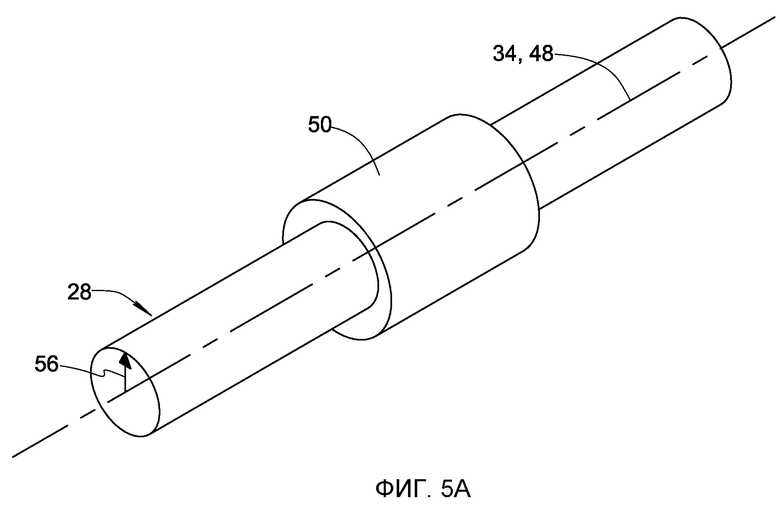
Фиг.5A представляет собой схематичный вид в перспективе, показывающий нейтральное поворотное положение неприводной оси системы поворотных роликов;
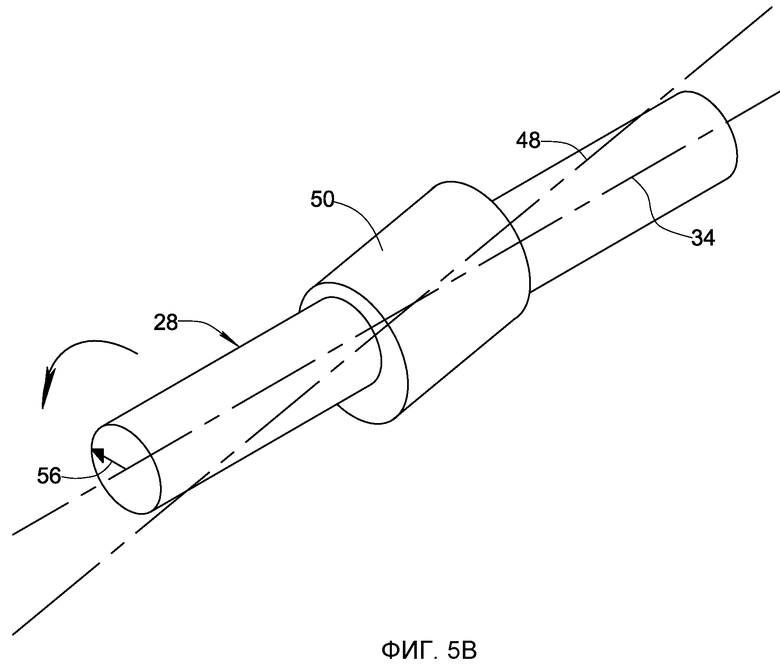
Фиг.5B представляет собой вид, подобный показанному на фиг.5A, где неприводная ось показана повернутой в первом направлении вращения из нейтрального положения поворота;
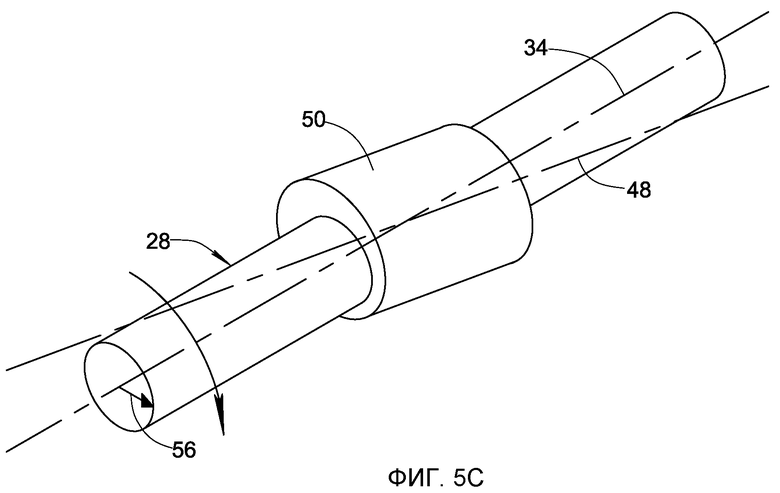
Фиг.5C представляет собой вид, подобный показанному на фиг.5A, когда неприводная ось показана повернутой во втором направлении вращения из нейтрального положения поворота;
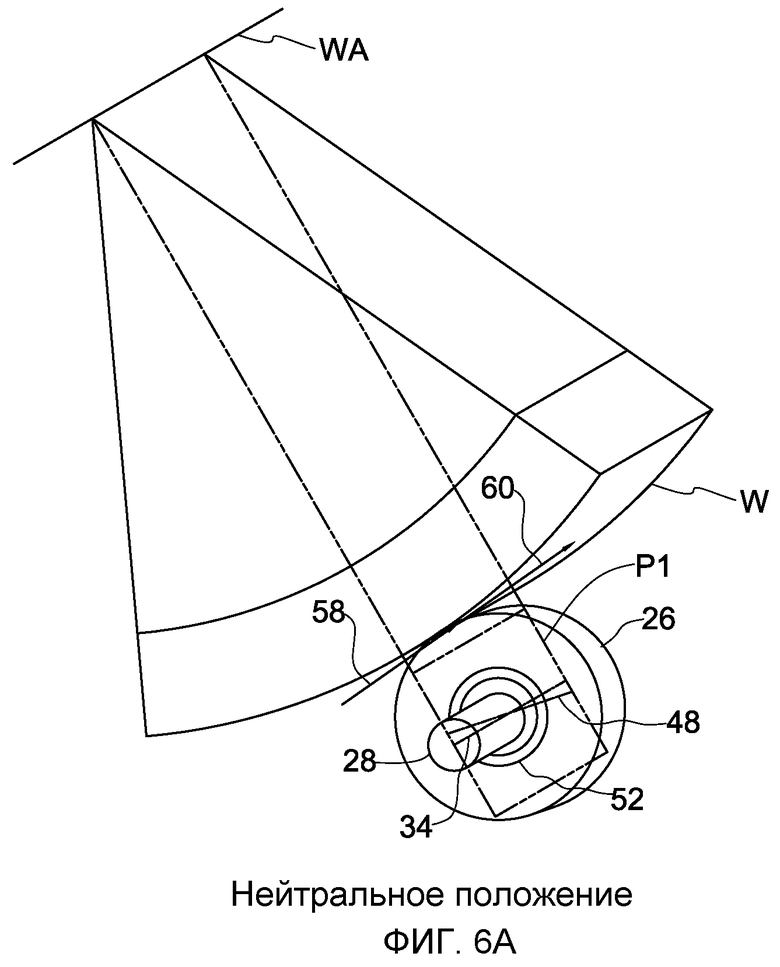
Фиг.6A представляет собой схематичный вид в перспективе, соответствующий нейтральному положению шарнира неприводной оси, когда ось вращения поддерживающего ролика находится в одной плоскости с осью вращения цилиндрического обрабатываемого изделия;
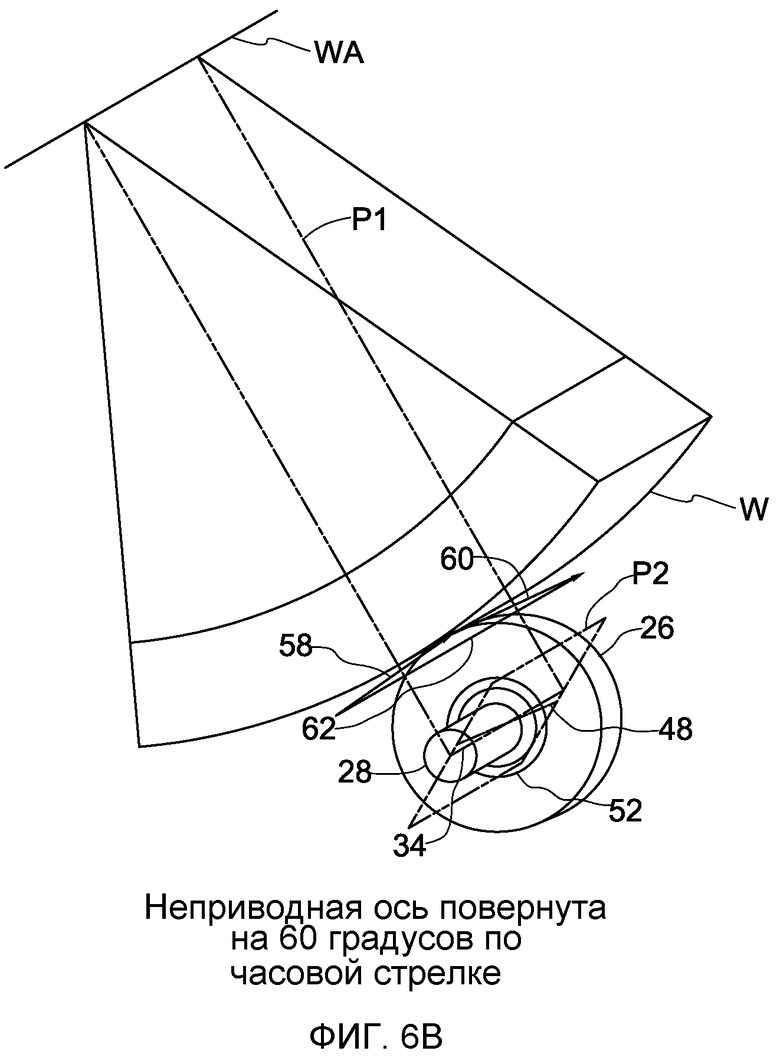
Фиг.6В представляет собой вид, подобный показанному на фиг.6А, но соответствующий не нейтральному положению шарнира неприводной оси, когда ось вращения поддерживающего ролика не находится в одной плоскости с осью вращения цилиндрического обрабатываемого изделия; и
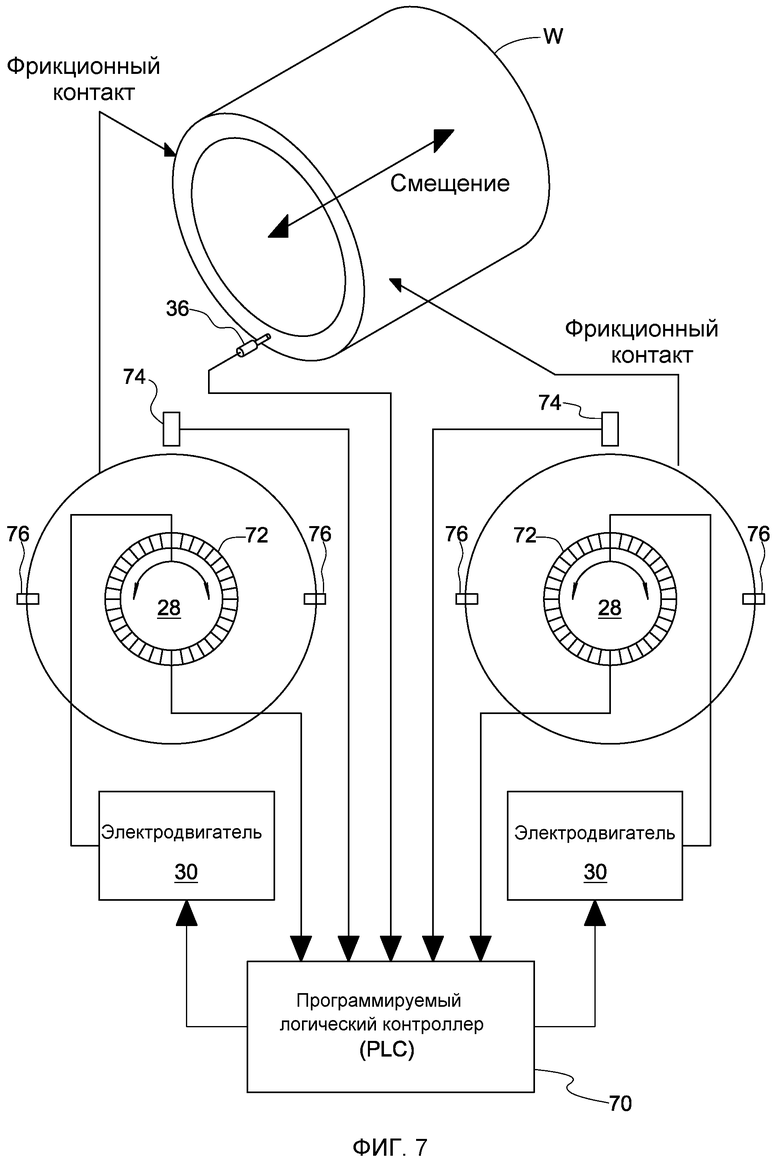
Фиг.7 представляет собой принципиальную схему, показывающую систему регулирования с замкнутым контуром с обратной связью для вращения пары неприводных осей системы поворотных роликов для предотвращения считанного осевого смещения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Сначала будут сделаны ссылки на фиг.1-3, на которых система поворотных роликов, образованная согласно варианту осуществления настоящего изобретения, обозначена в целом ссылочной позицией 10. Система 10 поворотных роликов предназначена для удерживания цилиндрического обрабатываемого изделия W и вращения обрабатываемого изделия вокруг оси WA обрабатываемого изделия. Обрабатываемое изделие W не относится к настоящему изобретению.
Система 10 поворотных роликов содержит основание 12 приводного ролика и основание 14 поддерживающего ролика, разнесенные друг от друга вдоль оси WA обрабатываемого изделия. Как лучше видно на фиг.3, основание 12 приводного ролика удерживает первый узел 16А приводного ролика и второй узел 16В приводного ролика, расположенные симметрично на противоположных сторонах относительно оси WA обрабатываемого изделия. Каждый узел 16А, 16В приводного ролика включает приводной ролик 18 с приводом от электродвигателя (электроприводной ролик) для фрикционного взаимодействия с внешней цилиндрической поверхностью обрабатываемого изделия W, приводной электродвигатель 20 и трансмиссию 22, соединяющую приводной электродвигатель 20 с приводным роликом 18, таким образом, что работа приводного электродвигателя 20 приводит во вращение приводной ролик 18 для обеспечения вращения обрабатываемого изделия W вокруг оси WA обрабатываемого изделия. Пара приводных электродвигателей 20, снабженных узлами 16A и 16B вместе упомянута здесь как «первый привод от электродвигателя». Специалистам в данной области техники следует понимать, что может применяться один приводной электродвигатель, соединенный с обоими приводными роликами 18 в узлах 16A и 16B соответствующим передаточным механизмом, и такой один привод от электродвигателя также следует считать «первым приводом от электродвигателя» в соответствии с настоящим изобретением.
Основание 14 поддерживающего ролика удерживает первый узел 24A поддерживающего ролика и второй узел 24B поддерживающего ролика, расположенные симметрично на противоположных сторонах от оси WA обрабатываемого изделия. Каждый узел 24A, 24B поддерживающего ролика включает поддерживающий ролик 26 для фрикционного взаимодействия с внешней цилиндрической поверхностью обрабатываемого изделия W, неприводную ось 28, на которой поддерживающий ролик 26 шарнирно установлен новым способом, как будет описано подробно со ссылками на фиг.4, электродвигатель 30 регулирования поддерживающего ролика и трансмиссию 32, соединяющую электродвигатель 30 регулирования поддерживающего ролика с поддерживающим роликом 26 таким образом, что электродвигатель 30 регулирования поддерживающего ролика поворачивает соединенную с ним неприводную ось 28 вокруг центральной оси 34 вращения неприводной оси. Пара электродвигателей 30 регулирования поддерживающего ролика, снабженных узлами 24A и 24B, вместе упоминается здесь как «второй привод от электродвигателя». Специалистам в данной области техники следует понимать, что может применяться один приводной электродвигатель, соединенный с осями узлов 24A и 24B поддерживающих роликов соответствующим передаточным механизмом, и такой один привод от электродвигателя будет также считаться «вторым приводом от электродвигателя» в соответствии с настоящим изобретением.
Система 10 поворотных роликов также содержит датчик 36 смещения, расположенный и нагруженный для непрерывного взаимодействия с торцевой поверхностью обрабатываемого изделия W, или направляющее кольцо, расположенное по окружности обрабатываемого изделия W, для определения осевого смещения (ухода) обрабатываемого изделия от исходного положения и генерирования сигнала смещения, указывающего величину и направление определяемого осевого смещения. Датчик 36 смещения может иметь форму любого пригодного датчика линейного смещения. В качестве не ограничивающего примера, датчик 36 смещения может быть линейным датчиком, линейным преобразователем, линейным потенциометром, волоконно-оптическим датчиком смещения, лазерным датчиком смещения, линейным преобразователем скорости смещения, датчиком на основе магнитной шкалы и т.п. Поскольку обрабатываемое изделие W вращается системой 10 поворотных роликов, и контактный наконечник датчика 36 смещения входит в контакт с поверхностью в местоположении, разнесенном радиально от оси WA обрабатываемого изделия, контактный наконечник датчика 36 смещения может быть выполнен с возможностью контакта с малым трением с торцевой поверхностью обрабатываемого изделия W, чтобы уменьшать износ. Например, в качестве контактного наконечника датчика 36 смещения может использоваться ролик.
Теперь будет сделана ссылка на фиг.4, на которой показан подробный вид сечения узла поддерживающего ролика 24A, при этом понятно, что узел 24B поддерживающего ролика является зеркальным отображением узла 24A поддерживающего ролика. Неприводная ось 28 шарнирно удерживается в блоках 38 парой вращательных подшипников 40, каждый из которых принимает внешнюю шейку 42 уменьшенного диаметра неприводной оси 28 таким образом, что неприводная ось 28 выполнена с возможностью поворота вокруг ее центральной оси 34 вращения. Электродвигатель 30 регулирования поддерживающего ролика соединен через трансмиссию 32 с входной частью 46 уменьшенного диаметра неприводной оси 28 таким образом, что электродвигатель регулирования поддерживающего ролика выполнен с возможностью вращения неприводной оси 28 в противоположных направлениях вращения вокруг оси 34 вращения. Как в показанном варианте осуществления изобретения, ось 34 вращения неприводной оси 28 может продолжаться параллельно оси WA обрабатываемого изделия.
В соответствии с настоящим изобретением, поддерживающий ролик 26 шарнирно установлен на неприводной оси 28 для вращения вокруг оси 48, которая не совпадает с осью 34 вращения неприводной оси 28. Ось 48 вращения поддерживающего ролика 26 может быть немного повернута относительно оси 34 вращения неприводной оси 28. В показанном варианте осуществления изобретения неприводная ось 28 включает внутренние цилиндрические шейки 50, обработанные для образования оси 48 вращения поддерживающего ролика 26. Ось 48 поддерживающего ролика может продолжаться таким образом, что она пересекает ось 34 вращения неприводной оси 28 в радиальном и осевом центре поддерживающего ролика 26. Поддерживающий ролик 26 с возможностью вращения установлен на внутренних цапфах 50 для вращения вокруг оси 48 при помощи вращательных подшипников 52, ограниченных парой концевых шайб 54. Таким образом, ось 48 ролика может образовывать угол смещения, отличный от нуля, относительно оси 34 вращения. В качестве не ограничивающего примера, ось 48 ролика может формировать малый угол смещения, составляющий приблизительно один градус относительно оси 34 вращения.
Эффект установки поддерживающего ролика 26 на неприводной оси 28 таким образом, как описано выше, можно понять при ознакомлении с фиг.5A-5C, где угол смещения между осью 48 вращения поддерживающего ролика 26 и осью 34 вращения неприводной оси 28 увеличен для наглядности. Стрелка 56 на схематичном представлении неприводной оси 28 указывает положение поворота неприводной оси 28 вокруг оси 34 вращения. На виде на фиг.5A стрелка 56 направлена прямо вверх, и оси 34 и 48 выглядят совпадающими, однако оси фактически не совпадают. Когда неприводная ось 28 вращается на девяносто градусов против часовой стрелки вокруг оси 34 вращения от положения поворота на фиг.5A, как теперь показано на фиг.5B, соотношение между смещенной цапфой 50 и остальной неприводной осью 28 становится очевидным. Поворот неприводной оси 28 вокруг оси 34 вращения регулирует ориентацию оси 48 вращения, в то время как ориентация оси 34 остается неизменяемой. Аналогично, когда неприводная ось 28 вращается на девяносто градусов по часовой стрелке вокруг оси 34 вращения из нейтрального положения поворота на фиг.5A, как показано на фиг.5C, ориентация оси 48 вращения скорректирована противоположным образом по сравнению с фиг.5B.
На фиг.6A и 6B схематично представлено, как неприводная ось 28 может быть расположена относительно обрабатываемого изделия W и вращается вокруг оси 34 для регулирования ориентации оси поддерживающего ролика 48 для достижения нейтрального соотношения с обрабатываемым изделием W, при котором не существует направленного вдоль оси компонента силы (фиг.6A), и соотношения предотвращения смещения с обрабатываемым изделием W, при котором направленный вдоль оси компонент силы создается для противодействия осевому смещению обрабатываемого изделия (фиг.6B). На фиг.6A ось 34 вращения параллельна оси WA обрабатываемого изделия и находится в одной плоскости с осью WA обрабатываемого изделия в плоскости Р1. Кроме того, ось 48 вращения поддерживающего ролика 26 не параллельна оси WA обрабатываемого изделия и оси 34 вращения, но находится в одной плоскости с осью WA обрабатываемого изделия и осью 34 вращения в плоскости Р1. В этом поворотном положении неприводной оси 28 вектор 58 вращения обрабатываемого изделия и вектор 60 вращения поддерживающего ролика проходят перпендикулярно их соответствующим осям WA и 48 и перпендикулярно общей плоскости Р1, и нет равнодействующего компонента силы в осевом направлении, прилагаемого роликом 26 к обрабатываемому изделию W. Таким образом, даже с осью 48 ролика, не параллельной оси WA обрабатываемого изделия, нейтральное состояние достигается. Это отличается от всех известных систем известного уровня техники, в которых ось вращения ролика ориентирована параллельно оси обрабатываемого изделия для достижения нейтрального состояния.
На фиг.6B неприводная ось 28 вращается вокруг оси 34 вращения, таким образом регулируя ось 48 вращения поддерживающего ролика 26 к ориентации, в которой ось 48 не находится в одной плоскости с осью WA обрабатываемого изделия. Это видно по тому, что ось 34 вращения и ось WA обрабатываемого изделия остаются в одной плоскости друг с другом в плоскости Р1, в то время как ось 34 вращения и ось 48 вращения находятся в одной плоскости друг с другом в другой плоскости P2. Как следствие, вектор 58 вращения обрабатываемого изделия, остается перпендикулярным плоскости Р1, но вектор 60 вращения ролика немного наклонен в осевом направлении таким образом, что результирующий вектор 62 включает малую осевую составляющую. Компонент осевой силы может использоваться для предотвращения осевого смещения. В этом отношении направление компонента силы в осевом направлении можно регулировать, выбирая направление поворота неприводной оси 28. Величина компонента силы в осевом направлении увеличивается пропорционально поворотному смещению неприводной оси 28 из нейтрального положения поворота и достигает максимума, когда неприводная ось 28 вращается на девяносто градусов из нейтрального положения поворота в любом осевом направлении. Величина усилия в осевом направлении, воздействующего на обрабатываемое изделие, также зависит от коэффициента трения между обрабатываемым изделием W и поддерживающим роликом 26 и от распределения веса обрабатываемого изделия между приводными роликами 18 и поддерживающими роликами 26.
Теоретически, механизм предотвращения смещения системы 10 поворотных роликов будет работать со всеми коэффициентами трения при условии, что одинаковый коэффициент прикладывается к приводным роликам 18 и поддерживающим роликам 26. Механизм предотвращения смещения будет работать со всеми распределениями веса обрабатываемого изделия между приводными роликами 18 и поддерживающими роликами 26 при условии, что угол результирующего вектора 62 больше, чем максимальное несовпадение оси WA обрабатываемого изделия и оси поддерживающего ролика 48. Однако следует понимать, что механизм предотвращения смещения будет менее чувствителен, когда больше веса обрабатываемого изделия смещается от поддерживающих роликов 26 к приводным роликам 18.
Например, для системы 10 поворотных роликов, работающей согласно требованиям для роликового выравнивания, прямолинейности обрабатываемого изделия и круглости обрабатываемого изделия, указанных в Таблице 1, рекомендуется, чтобы больше 50% веса обрабатываемого изделия удерживались поддерживающими роликами 26, и, более конкретно, чтобы приблизительно 60% веса обрабатываемого изделия удерживались поддерживающими роликами 26, и приблизительно 40% веса обрабатываемого изделия удерживались приводными роликами 18.
На основе указанных выше требований максимальное начальное несовмещение обрабатываемого изделия и роликов ожидается в пределах 0,3 градуса. С этими параметрами распределение 40% веса обрабатываемого изделия на приводные ролики 18 и 60% веса обрабатываемого изделия на поддерживающие ролики 26 будет означать, что неприводные оси 28 будут требовать поворота на +/-45 градусов от нейтрального положения, чтобы компенсировать максимальное ожидаемое начальное смещение на 0,3 градуса; оставшиеся 45 градусов диапазона поворота в каждом направлении вращения доступны для регулирования для предотвращения ухода или компенсации для других факторов.
Поворотное регулирование неприводных осей 28 для предотвращения осевого смещения может быть выполнено автоматически с использованием замкнутой системы управления для управления электродвигателями 30 регулирования поддерживающих роликов. Типичный пример такой системы управления схематично представлен на фиг.7. Программируемый логический контроллер 70 соединен с каждым двигателем 30 регулирования поддерживающего ролика для подачи команд привода электродвигателям 30 для регулирования поворотного положения каждой неприводной оси 28. Угловой кодер 72, соединенный с каждой неприводной осью 28, выдает сигнал положения поворота, как входной сигнал для программируемого логического контроллера 70, для указания поворотного положения соединенной с ним неприводной оси. В качестве альтернативы, датчик углового положения может быть включен в каждый электродвигатель регулирования поддерживающего ролика для выдачи сигнала углового положения. В программируемый логический контроллер 70 также поступает сигнал смещения, генерируемый датчиком 36 смещения. Также может применяться концевой выключатель 74 для взаимодействия с парой концевых шпонок 76, расположенных для задания максимального диапазона поворота в противоположных направлениях поворота из нейтрального положения поворота. На фиг.7 концевые шпонки позволяют неприводной оси 28 вращаться на девяносто градусов в любом направлении вращения до приведения в действие концевого выключателя 74 для остановки соответствующего электродвигателя 30. Конечно, концевые шпонки 76 могут быть расположены для обеспечения других диапазонов поворотного движения неприводной оси 28. Программируемый логический контроллер может быть запрограммирован для приведения в действие двигателей 30 регулирования поддерживающего ролика для поворота неприводной оси 28 для регулирования ориентации осей 48 поддерживающих роликов таким образом, что сигнал смещения от датчика 36 смещения будет уменьшен. Вследствие взаимного расположения узлов 24A и 24B поддерживающих роликов в положении зеркального отображения, неприводные оси 28 могут вращаться в противоположных направлениях поворота (например, одна по часовой стрелке, и другая против часовой стрелки) для достижения суммарного эффекта предотвращения смещения, который равномерно распределен на противоположных сторонах обрабатываемого изделия.
Из приведенного выше описания понятно, что изобретение включает способ предотвращения осевого смещения цилиндрического обрабатываемого изделия при вращении обрабатываемого изделия вокруг оси обрабатываемого изделия системой поворотных роликов. Способ в целом включает этапы размещения пары поддерживающих роликов в опорном взаимодействии с обрабатываемым изделием, причем каждый из пары поддерживающих роликов имеет ось вращения, всегда продолжающуюся не параллельно оси обрабатываемого изделия; и ориентирования осей вращения пары поддерживающих роликов таким образом, что пара поддерживающих роликов прикладывает осевой компонент силы к обрабатываемому изделию. Способ также может включать этап определения величины и направления осевого смещения обрабатываемого изделия, причем этап ориентирования осей вращения пары поддерживающих роликов задается определенной величиной и направлением осевого смещения и может быть выполнен посредством поворота пары неприводных осей, соответственно, удерживающих пару поддерживающих роликов. В этом отношении может использоваться замкнутая система управления с обратной связью. Как подтверждается описанным здесь вариантом осуществления изобретения, каждая из пары неприводных осей может вращаться вокруг соответствующей оси вращения, которая продолжается параллельно оси обрабатываемого изделия. Способ предотвращения осевого смещения в соответствии с настоящим изобретением также может включать размещение пары поддерживающих роликов для удерживания большей части веса обрабатываемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВОРОТА ЯЩИКОВ, СОДЕРЖАЩЕЕ ДВЕ ЛЕНТЫ И НЕПРИВОДНЫЕ РОЛИКИ | 2012 |
|
RU2592760C2 |
| САМОНАГРУЖАЮЩИЙСЯ РОЛИК С РЕГУЛИРУЕМЫМ ОТКЛОНЕНИЕМ | 1992 |
|
RU2073761C1 |
| МНОГОНАПРАВЛЕННЫЙ РОЛИКОВЫЙ УЗЕЛ | 2013 |
|
RU2632239C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ | 1997 |
|
RU2125926C1 |
| ПОЛОТЕННАЯ ЖАТКА С ПОВОРАЧИВАЮЩИМИСЯ ТРАНСПОРТЕРНЫМИ РОЛИКАМИ | 2013 |
|
RU2619226C2 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| СИСТЕМА ПРИВОДА ДЛЯ ДУГООБРАЗНОГО ЭСКАЛАТОРА | 1994 |
|
RU2109673C1 |
| РАЗМАТЫВАТЕЛЬ ДЛЯ РУЛОНА И СПОСОБ РАЗМОТКИ | 2012 |
|
RU2605344C2 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
Изобретение относится в целом к системам поворотных роликов для удерживания и вращения цилиндрических резервуаров. Такие системы поворотных роликов обычно используются во время операций сварки. Более конкретно, изобретение относится к устройству предотвращения смещения и способу предотвращения осевого движения (осевого смещения, также известного как осевой крип) удерживаемого резервуара или другого обрабатываемого изделия при вращении. Система (10) поворотных роликов для вращения цилиндрического обрабатываемого изделия вокруг оси обрабатываемого изделия содержит пару поддерживающих роликов (26), взаимодействующих с парой приводных роликов (18) для удерживания обрабатываемого изделия. Для предотвращения осевого смещения обрабатываемого изделия каждый ролик (26) шарнирно установлен на соответствующей неприводной оси (28) так, что ось (48) вращения поддерживающего ролика (26) ориентирована под углом относительно оси (34) вращения неприводной оси (28). Оси (28) могут поворачиваться вокруг их соответствующих осей поворота для регулирования ориентации осей (48) относительно обрабатываемого изделия для приложения направленного в осевом направлении компонента силы, воздействующего на обрабатываемое изделие для предотвращения осевого смещения. Поворотом осей (28) можно автоматически управлять на основе сигнала, генерируемого датчиком смещения (36), применяемого для определения осевого смещения обрабатываемого изделия. Технический результат: создание улучшенного устройства, которое механически более простое и более эффективное. 3 н. и 18 з.п. ф-лы, 10 ил., 1 табл.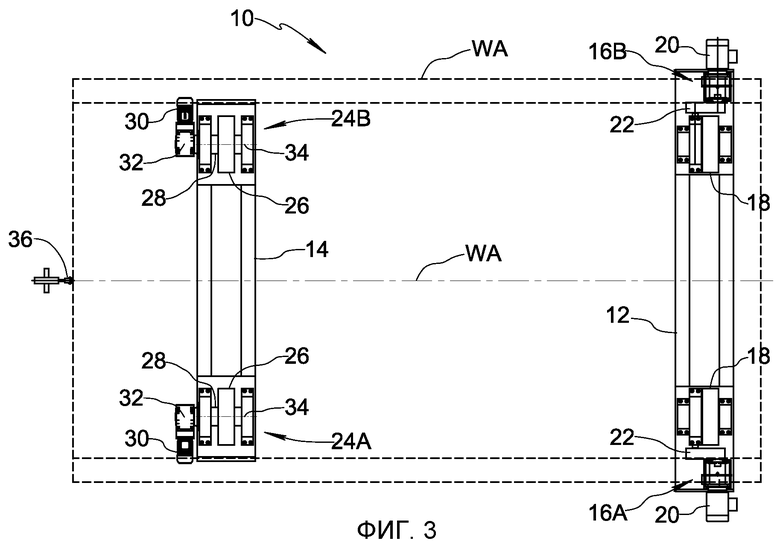
1. Система поворотных роликов для вращения цилиндрического обрабатываемого изделия, содержащая:
первый привод от электродвигателя;
пару приводных роликов, функционально соединенных с первым приводом от электродвигателя, причем пара приводных роликов разнесена в поперечном направлении друг от друга и выполнена с возможностью фрикционного вращательного взаимодействия с обрабатываемым изделием для обеспечения вращения обрабатываемого изделия вокруг оси обрабатываемого изделия;
пару поддерживающих роликов, разнесенных в осевом направлении от пары приводных роликов и выполненных с возможностью фрикционного вращательного взаимодействия с обрабатываемым изделием, при этом по меньшей мере один из пары поддерживающих роликов имеет ось вращения, продолжающуюся не параллельно оси обрабатываемого изделия; и
пару неприводных осей, соответственно удерживающих пару поддерживающих роликов, причем по меньшей мере одна из пары неприводных осей выполнена с возможностью поворота вокруг оси вращения неприводной оси для регулирования ориентации оси вращения поддерживающего ролика, удерживаемого таким образом;
при этом ось вращения по меньшей мере одного поддерживающего ролика остается непараллельной оси обрабатываемого изделия во всех возможных регулировочных ориентациях.
2. Система по п.1, в которой ось вращения по меньшей мере одной неприводной оси продолжается параллельно оси обрабатываемого изделия.
3. Система по п.2, в которой ось вращения по меньшей мере одной неприводной оси образует угол смещения, отличный от нуля, относительно оси вращения поддерживающего ролика, удерживаемого таким образом.
4. Система по п.2, в которой угол смещения, отличный от нуля, составляет около одного градуса.
5. Система по п.1, в которой каждый из пары поддерживающих роликов имеет ось вращения, продолжающуюся не параллельно оси обрабатываемого изделия во всех возможных регулировочных ориентациях.
6. Система по п.5, в которой каждая из пары неприводных осей выполнена с возможностью поворота вокруг оси вращения, продолжающейся параллельно оси обрабатываемого изделия.
7. Система по п.5, в которой каждая из пары неприводных осей имеет нейтральное поворотное положение, в котором ось вращения удерживаемого ей поддерживающего ролика ориентирована в одной плоскости с осью обрабатываемого изделия.
8. Система по п.7, в которой каждая из пары неприводных осей выполнена с возможностью поворота в первом направлении вращения из нейтрального положения поворота для ориентирования оси вращения удерживаемого ей поддерживающего ролика не в одной плоскости с осью обрабатываемого изделия, так что поддерживающий ролик прикалывает компонент силы к обрабатываемому изделию в первом осевом направлении, и выполнена с возможностью поворота во втором направлении вращения из нейтрального положения поворота для ориентирования оси вращения удерживаемого ей поддерживающего ролика не в одной плоскости с осью обрабатываемого изделия, так что поддерживающий ролик прикладывает компонент силы к обрабатываемому изделию во втором осевом направлении, противоположном первому осевому направлению.
9. Система по п.8, дополнительно содержащая:
второй привод от электродвигателя, соединенный с парой неприводных осей, причем второй привод от электродвигателя выполнен с возможностью поворота каждой из пары неприводных осей; и
контроллер, соединенный со вторым приводом от электродвигателя для выдачи управляющих команд второму приводу от электродвигателя для вращения пары неприводных осей.
10. Система по п.9, дополнительно содержащая датчик смещения, выполненный с возможностью определения осевого смещения обрабатываемого изделия и генерирования сигнала смещения, указывающего величину и направление определяемого осевого смещения, при этом сигнал смещения поступает в контроллер, при этом контроллер запрограммирован для выдачи команд второму приводу от электродвигателя в ответ на сигнал смещения для поворота пары неприводных осей таким образом, чтобы уменьшать величину определяемого осевого смещения.
11. Система поворотных роликов, имеющая пару электроприводных роликов, взаимодействующих с парой поддерживающих роликов для поддержания цилиндрического обрабатываемого изделия, причем пара приводных роликов выполнена с возможностью сообщения вращающего момента обрабатываемому изделию для вращения обрабатываемого изделия вокруг оси обрабатываемого изделия, при этом:
каждая из пары неприводных осей выполнена с возможностью поворота вокруг соответствующей оси вращения, продолжающейся параллельно оси обрабатываемого изделия; и
каждый из пары поддерживающих роликов установлен на соответствующей одной из пары неприводных осей для вращения вокруг оси, образующей угол смещения, отличный от нуля, с осью вращения соответствующей неприводной оси.
12. Система по п.11, в которой угол смещения, отличный от нуля, составляет около одного градуса.
13. Система по п.11, в которой каждая из неприводных осей имеет нейтральное поворотное положение, в котором ось вращения удерживаемого ей поддерживающего ролика ориентирована в одной плоскости с осью обрабатываемого изделия.
14. Система по п.13, в которой каждая из неприводных осей выполнена с возможностью поворота в первом направлении вращения из нейтрального положения поворота для ориентации оси вращения удерживаемого ей поддерживающего ролика не в одной плоскости с осью обрабатываемого изделия, так что поддерживающий ролик прикладывает компонент силы к обрабатываемому изделию в первом осевом направлении, и выполнена с возможностью поворота во втором направлении вращения из нейтрального положения поворота для ориентации оси вращения удерживаемого ей поддерживающего ролика не в одной плоскости с осью обрабатываемого изделия, так что поддерживающий ролик прикладывает компонент силы к обрабатываемому изделию во втором осевом направлении, противоположном первому осевому направлению.
15. Система по п.11, дополнительно содержащая:
привод от электродвигателя, соединенный с каждой из неприводных осей, причем привод от электродвигателя выполнен с возможностью поворота каждой из неприводных осей вокруг ее оси поворота; и
контроллер, соединенный со вторым приводом от электродвигателя для выдачи управляющих команд второму приводу от электродвигателя для поворота пары неприводных осей.
16. Система по п.15, дополнительно содержащая датчик смещения, выполненный с возможностью определения осевого смещения обрабатываемого изделия и генерирования сигнала смещения, указывающего величину и направление определяемого осевого смещения, при этом сигнал смещения поступает в контроллер, причем контроллер запрограммирован для выдачи команды приводу от электродвигателя в ответ на сигнал смещения для поворота неприводной оси таким образом, чтобы уменьшать величину определяемого осевого смещения.
17. Способ предотвращения осевого смещения цилиндрического обрабатываемого изделия при вращении обрабатываемого изделия вокруг оси обрабатываемого изделия посредством системы поворотных роликов, включающий этапы:
расположения пары поддерживающих роликов в опорном взаимодействии с обрабатываемым изделием, причем каждый из пары поддерживающих роликов имеет ось вращения, всегда продолжающуюся не параллельно оси обрабатываемого изделия; и
ориентирования осей вращения пары поддерживающих роликов таким образом, что пара поддерживающих роликов прикладывает осевой компонент силы к обрабатываемому изделию.
18. Способ по п.17, дополнительно включающий этап определения величины и направления осевого смещения обрабатываемого изделия, причем этап ориентирования осей вращения пары поддерживающих роликов определяется определяемой величиной и направлением осевого смещения.
19. Способ по п.17, в котором этап ориентирования осей вращения пары поддерживающих роликов осуществляют посредством поворота пары неприводных осей, соответственно, удерживающих пару поддерживающих роликов.
20. Способ по п.19, в котором каждую из пары неприводных осей поворачивают вокруг соответствующей оси поворота, которая продолжается параллельно оси обрабатываемого изделия.
21. Способ по п.17, в котором этап размещения пары поддерживающих роликов в опорном взаимодействии с обрабатываемым изделием включает расположение пары поддерживающих роликов для поддерживания большей части веса обрабатываемого изделия.
| СПОСОБ ПОЛУЧЕНИЯ ГИДРОКСИЛАПАТИТНОЙ КЕРАМИКИ В КАЧЕСТВЕ МОДЕЛИ ТВЕРДЫХ ТКАНЕЙ ЗУБА | 2013 |
|
RU2537247C1 |
| US 5415541 A, 16.05.1995 | |||
| US 4407621 A, 04.10.1983 | |||
| ОПОРНОЕ УСТРОЙСТВО ДЛЯ ВРАЩАЮЩЕГОСЯ БАРАБАНА И ВРАЩАЮЩИЙСЯ БАРАБАН, ОСНАЩЕННЫЙ ТАКИМ УСТРОЙСТВОМ | 1998 |
|
RU2202745C2 |

