Изобретение относится к устройствам токарной обработки изделий сложной геометрии наружного профиля, в том числе несимметричной, с переменной степенью овальности и криволинейности, в частности, обработки заготовок поршней двигателей внутреннего сгорания (ДВС).
Уровень техники
Известен автоматический станок, описанный в патентах США N 4867020 и 4739684 [1, 2], для обработки заготовок поршней ДВС с оснасткой, содержащей модули обработки: токарный, нарезания канавок, расточной, зажимные устройства.
Ограничением применения этого станка является его специализированность, обусловленная сложностью оснастки, особенностями размещения ее габаритных модулей среди основных узлов станка.
Наиболее близким аналогом по технической сущности является оснастка станка для некруговой и другой обработки (Патент США 5313694 [3]), содержащая приспособление с инструментами для кругового точения вращаемой заготовки поршня, в том числе его торца, головки, канавок и фасок; приспособление с инструментами для некругового обтачивания внешней поверхности вращаемой заготовки поршня, в том числе его юбки; приспособление с инструментами для растачивания под поршневой палец отверстий невращаемой заготовки поршня; устройство крепления указанной заготовки для вращения со шпинделем передней бабки; центр задней бабки; указанные приспособления с инструментами для кругового точения и некругового обтачивания с возможностью перемещения кареткой и поперечным суппортом относительно оси шпинделя передней бабки.
Недостатком данной оснастки является ее сложность и дороговизна из-за наличия в ней второго высокоточного суппорта исключительно для некруговой обработки, управляемой системой ЧПУ с применением дорогостоящих датчиков текущих параметров обработки.
Техническая задача, на решение которой направлено предлагаемое изобретение, заключается в существенном упрощении и удешевлении оснастки при сохранении высокого качества обработки.
Оснастка токарного станка для обработки заготовок поршней двигателя внутреннего сгорания содержит приспособление с инструментами для кругового точения круговых поверхностей и некругового обтачивания внешней поверхности вращаемой заготовки поршня, которое установлено с возможностью перемещения посредством каретки и суппорта станка относительно оси шпинделя передней бабки, приспособление с инструментами для растачивания отверстия под поршневой палец невращаемой заготовки поршня, устройство крепления последней для вращения со шпинделем передней бабки и центр задней бабки. Отличие состоит в том, что приспособление с инструментами для кругового точения и некругового обтачивания выполнено в виде закрепленной в шпинделе передней бабки станка оправки с внутренним зажимом для соосного консольного крепления заготовки поршня и с внешним пространственным копиром для кругового обтачивания внешней поверхности заготовки и закрепленного на суппорте рабочего стола, предназначенного для размещения инструментов для кругового точения и некругового обтачивания заготовки, а приспособление для растачивания отверстия под поршневой палец выполнено в виде второй оправки с закрепленными на ней инструментами для растачивания, проходящей через отверстие под палец с возможностью поджима центром задней бабки, второго рабочего стола, закрепленного на суппорте для установки заготовки поршня и зажимов для закрепления по меньшей мере одной заготовки поршня.
Также в качестве инструментов для растачивания могут использоваться расточные резцы.
Перечень фигур чертежей.
Фиг. 1 - общий вид сверху первой части оснастки.
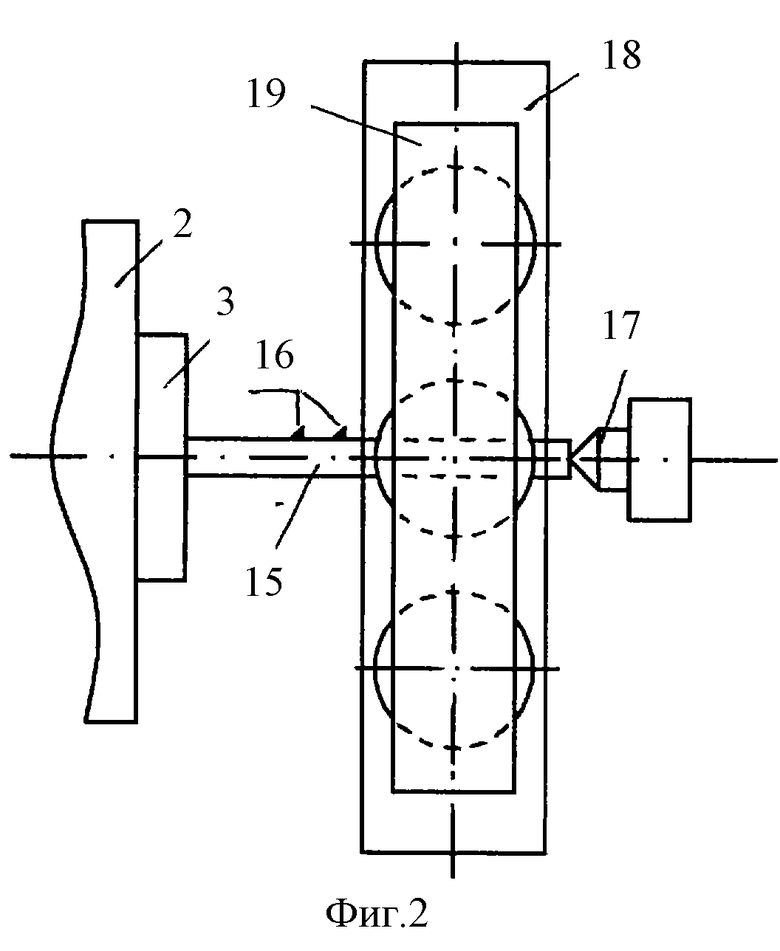
Фиг. 2 - общий вид сверху второй части оснастки в рабочем положении.
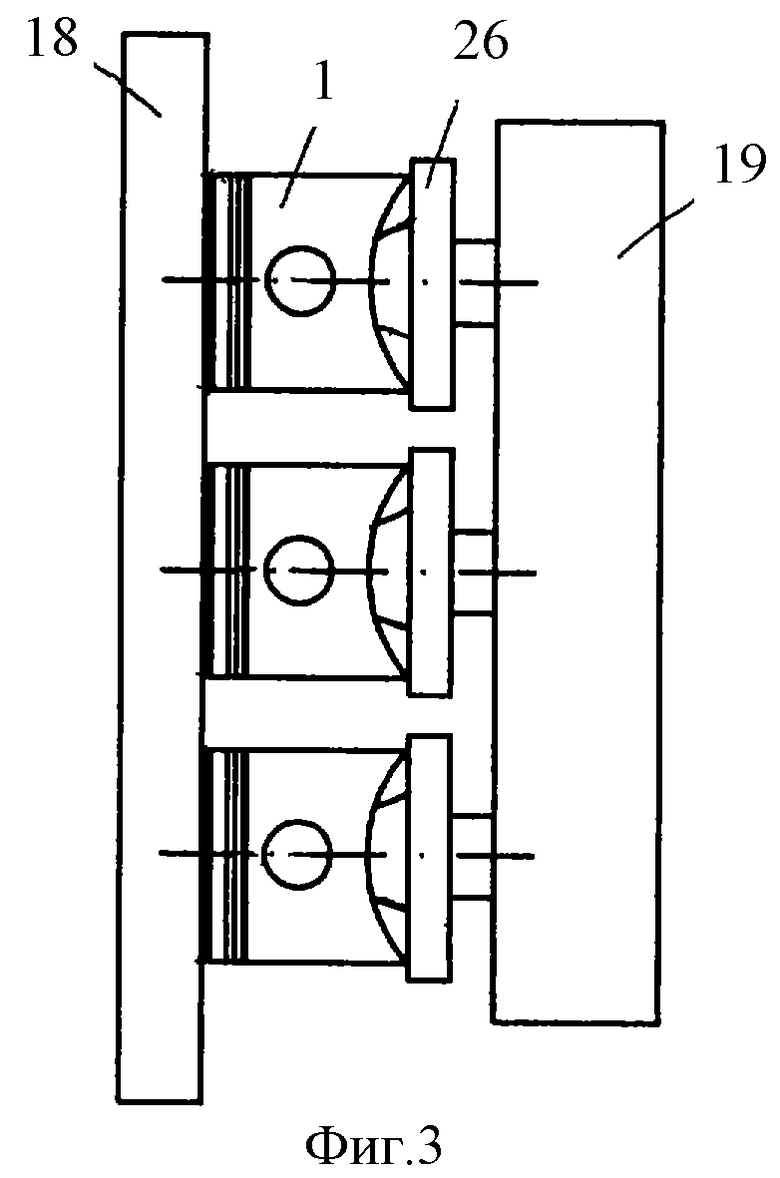
Фиг. 3 - вид сбоку на второй рабочий стол с зажатыми заготовками поршней.
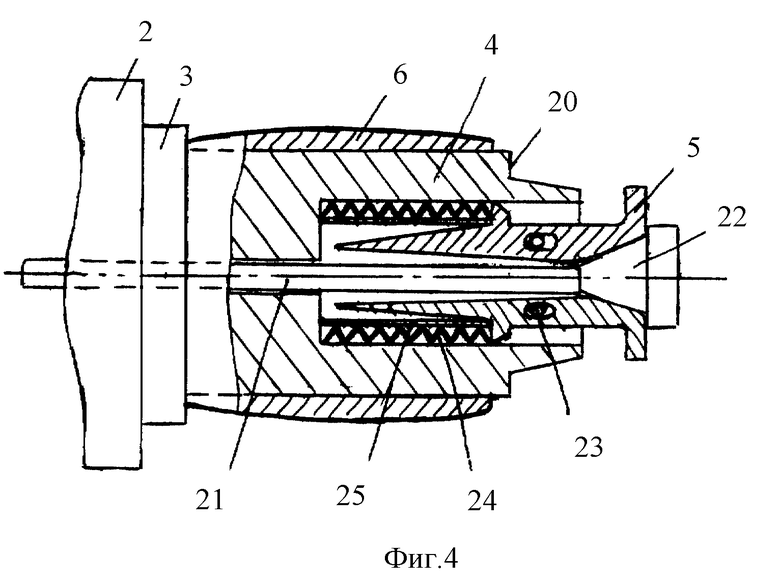
Фиг. 4 - продольный осевой разрез первой оправки.
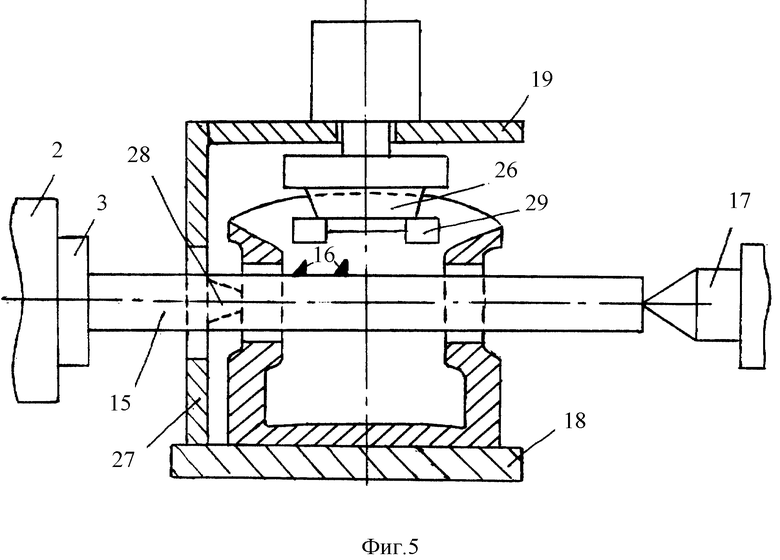
Фиг. 5 - осевой разрез второй части оснастки в рабочем положении с зажатой заготовкой поршня.
Сведения о возможности осуществления изобретения.
На чертежах в сквозной нумерации обозначены позиции следующих элементов: 1 - заготовка поршня, 2 - шпиндель станка, 3 - планшайба крепления оправки в шпинделе, 4 - первая оправка, 5 - кулачки консольного зажима на первой оправке заготовки поршня изнутри за отверстие под палец, 6 - пространственный копир, 7 - первый рабочий стол, 8 - модульное приспособление копировального устройства для некругового обтачивания, 9 - модульное приспособление с резцами для кругового точения, 10 - резцы для точения торца, 11 - резец для снятия остатков литников, 12 - резец для чернового точения наружной поверхности, 13 - группа резцов для одновременного точения всех канавок, 14 - группа резцов для одновременного снятия фасок всех канавок, 15 - вторая оправка (расточная), 16 - резцы второй оправки для получистового и чистового растачивания отверстия под палец, 17 - центр задней бабки, 18 - второй рабочий стол, 19 - плита пневмозажима поршней на втором рабочем столе, 20 - базовый фланец первой оправки, 21 - шток пневмоцилиндра для консольного зажима поршня на первой оправке, 22 - конус с ограничителем хода кулачков зажима, 23 - направляющие штифты для кулачков, 24 - возвратные пружины, 25 - кольцевая посадочная втулка для пружин, 26 - зажимная центрирующая колодка плиты пневмозажима, 27 - пластина, 28 - элементы ориентации, предохраняющие заготовку от проворота при растачивании отверстия под палец, 29 - внутренние базовые элементы заготовки поршня.
Оснастка разработана для установки на токарный станок общего назначения с ЧПУ или без него, оправки 4, 15 закрепляют типовыми средствами (планшайбами 3) в шпиндель 2, рабочие столы 7, 18, например, в виде легкосъемных жестких монолитных плит, устанавливают вместо типовых резцедержателей по их местам крепления на суппорте станка.
Оснастку используют в техпроцессе в две стадии обработки заготовок поршней на токарном станке.
В первой стадии обработки проводят круговое точение вращаемого поршня всеми резцами позиций 10-14 модульного приспособления 9 и затем некруговое обтачивание приспособлением копировального устройства 8 с использованием пространственного копира 6. Для уменьшения размера рабочего стола 7 по ширине вдоль оси шпинделя 2 модульные приспособления для кругового точения и некругового обтачивания размещают, например, на противоположных сторонах рабочего стола 7 относительно оси шпинделя 2.
Перед началом этой стадии заготовку поршня 1 соосно консольно закрепляют на первой оправке 4 с помощью внутреннего зажима, например, типа "ласточкина хвоста". По фиг. 4 при движении штока 21 зажима на втягивание сквозь отверстие шпинделя 2 станка в пневмоцилиндр (на фиг. 4 не показан) конус 22 разжимает и смещает кулачки 5 вдоль направляющих штифтов 23. При этом кулачки 5 входят в две части отверстия под поршневой палец и поджимают заготовку 1 ее внутренними базовыми элементами 29 к плоскому базовому фланцу 20 первой оправки 4. После обработки при отключении пневмоцилиндра и обратном движении штока 21 возвратные пружины 24 устанавливают кулачки 5 в исходное положение, тем самым высвобождая заготовку 1 для снятия с оправки 4.
Вторая стадия обработки (растачивание вращаемой второй оправкой 15 с резцами 16 отверстия поступательно перемещаемой заготовки 1, жестко закрепленной на втором рабочем столе 18) требует смены первой части оснастки на вторую. Для повышения производительности труда можно сразу закреплять несколько заготовок, например, три, как показано на фиг. 2, 3.
По фиг. 5 заготовку 1 вначале приставляют сформированными на этапе ее отливки ориентирующими участками, например, двумя внешними плоскими полосами с боков от отверстия под палец к двум ответным элементам ориентации 28, жестко закрепленным на пластине 27 рабочего стола 18 и предохраняющим заготовку от проворота в процессе растачивания, и затем зажимают заготовку 1 колодкой 26, центрирующей заготовку 1 при входе в отверстие юбки поршня с внутренними базовыми элементами 29, также сформированными на этапе отливки заготовки. Таким образом, заготовка 1 оказывается упертой днищем вниз на рабочий стол 18, зажата колодкой 26 в отверстие юбки и ориентирована элементами 28. Далее перемещают рабочий стол 18 с зажатой заготовкой 1 в рабочее положение, пропуская расточную оправку 15 через обе части отверстия под палец и поджимая ее на выходе центром 17 задней бабки.
Далее начинают вращение расточной оправки 15 с резцами 16 и, перемещая рабочий стол 18 с заготовкой 1 вдоль оси шпинделя 2, проводят получистовое и чистовое растачивание отверстия. По окончании обработки отводят центр 17 задней бабки, стол 18 и делают переход в рабочее положение на обработку следующей заготовки 1 из зажатых на столе 18.
По окончании второй стадии поршни проходят операцию технического контроля их годности. На практике брак не превышает 1%, что является достаточно высоким показателем качества.
Чередование установок двух частей оснастки (смена оправок и рабочих столов), хотя и занимает немного времени, но все же принципиально приводит к некоторому снижению эффективности обработки поршней на одном токарном станке. Чтобы уменьшить влияние этого ограничения, желательно обрабатывать партии поршней, сначала всю партию целиком в первой стадии обработки, затем также целиком во второй. Чтобы исключить это ограничение полностью, надо использовать два токарных станка раздельно для первой и второй стадии обработки. Причем оба станка могут быть как с ЧПУ, так и без него.
Промышленная применимость. Предлагаемая оснастка для обработки заготовок поршней ДВС уже несколько лет эффективно эксплуатируется на предприятии фирмы "Самара Трейдинг Компани".
Источники информации
1. Патент США N 4867020, B 23 P 23/02, опубл. 19.09.1989.
2. Патент США N 4739684, B 23 P 23/02, опубл. 26.04.1988.
3. Патент США N 5313694, B 23 B 3/06, опубл. 24.05.1994.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НА ТОКАРНОМ СТАНКЕ ЗАГОТОВКИ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179088C1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179089C1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
Изобретение относится к устройствам токарной обработки изделий сложной геометрии наружного профиля, в частности обработки поршней двигателей внутреннего сгорания. Оснастка токарного станка содержит приспособление с инструментами для кругового точения круговых поверхностей и некругового обтачивания внешней поверхности вращаемой заготовки поршня, которое установлено с возможностью перемещения посредством каретки и суппорта станка относительно оси шпинделя передней бабки, приспособление с инструментами для растачивания отверстия под поршневой палец невращаемой заготовки поршня, устройство крепления последней для вращения со шпинделем передней бабки и центр задней бабки. Приспособление с инструментами для кругового точения и некругового обтачивания выполнено в виде закрепленной в шпинделе передней бабки станка оправки с внутренним зажимом для соосного консольного крепления заготовки поршня и с внешним пространственным копиром для кругового обтачивания внешней поверхности заготовки и закрепленного на суппорте рабочего стола, предназначенного для размещения инструментов для кругового точения и некругового обтачивания заготовки. Приспособление для растачивания отверстия под поршневой палец выполнено в виде второй оправки с закрепленными на ней инструментами для растачивания в виде расточных резцов, проходящей через отверстие под палец с возможностью поджима центром задней бабки, второго рабочего стола, закрепленного на суппорте для установки заготовки поршня и зажимов для закрепления по меньшей мере одной заготовки поршня. Изобретение позволяет существенно упростить и удешевить оснастку при сохранении высокого качества обработки. 1 з.п. ф-лы, 5 ил.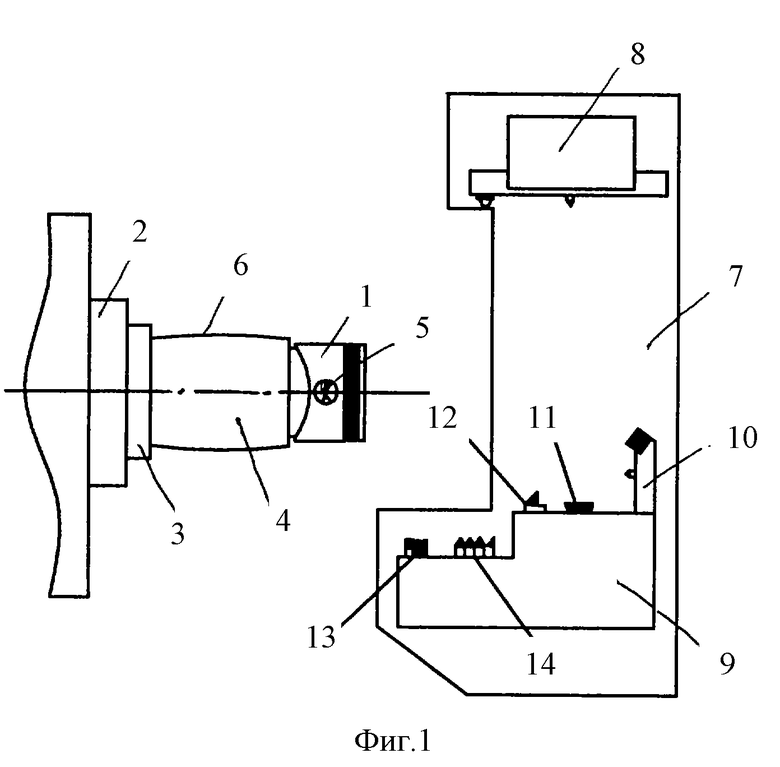
| US 5313694, 24.05.1994 | |||
| 0 |
|
SU156395A1 | |
| АЛМАЗНО-ОБТОЧКОЙ СТАНОК | 0 |
|
SU364391A1 |
| Меченный тритием хлорид тетрафенилфосфония в качестве индикатора на мембранный потенциал | 1983 |
|
SU1217861A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| Устройство для измерения угла наклона объекта | 1988 |
|
SU1583741A1 |
| US 3732759, 15.05.1973. | |||

