to
а
Од
о:
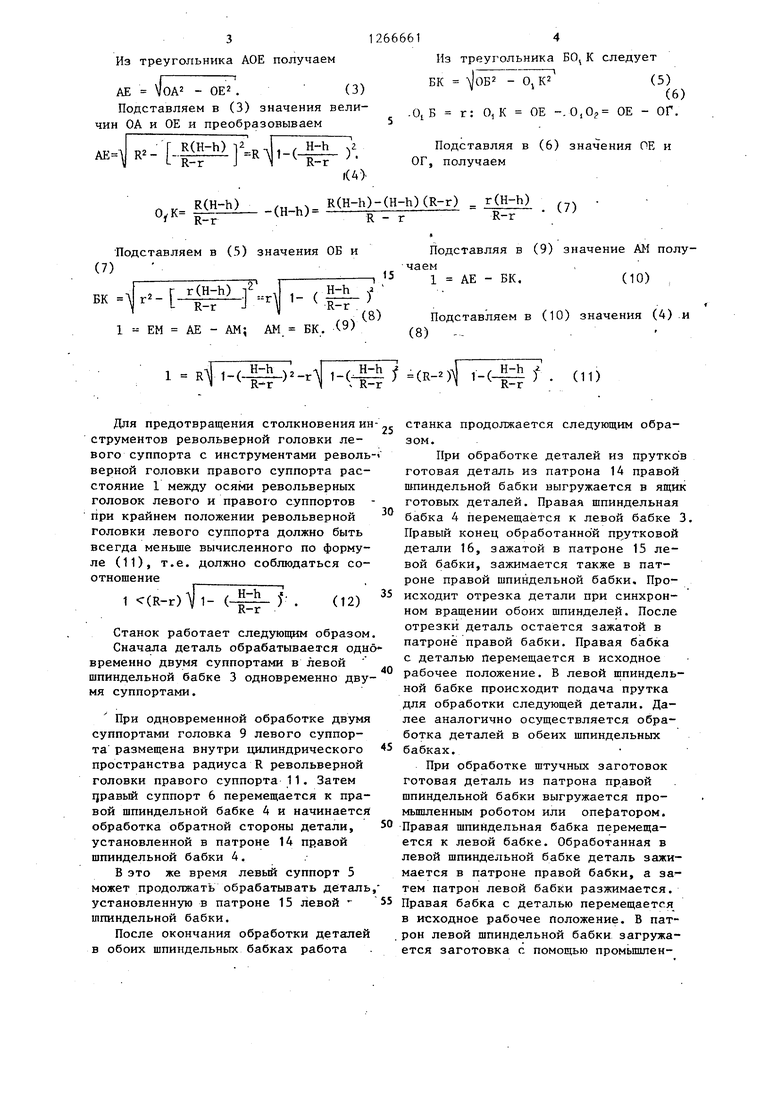
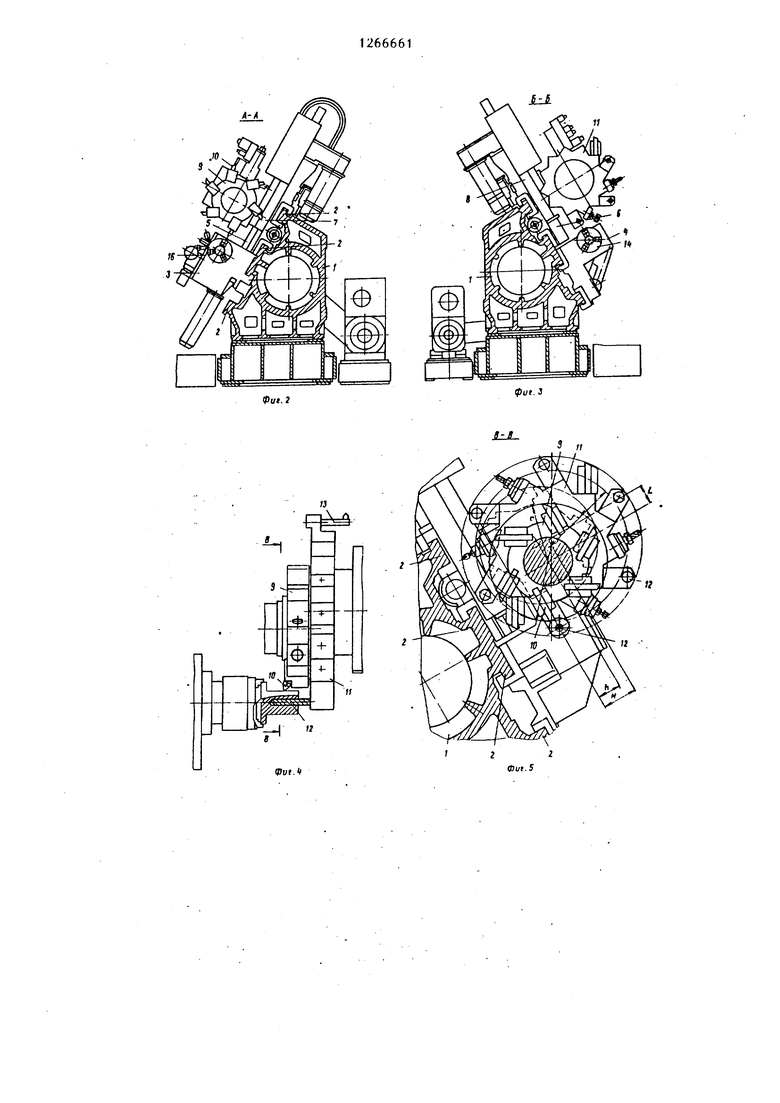
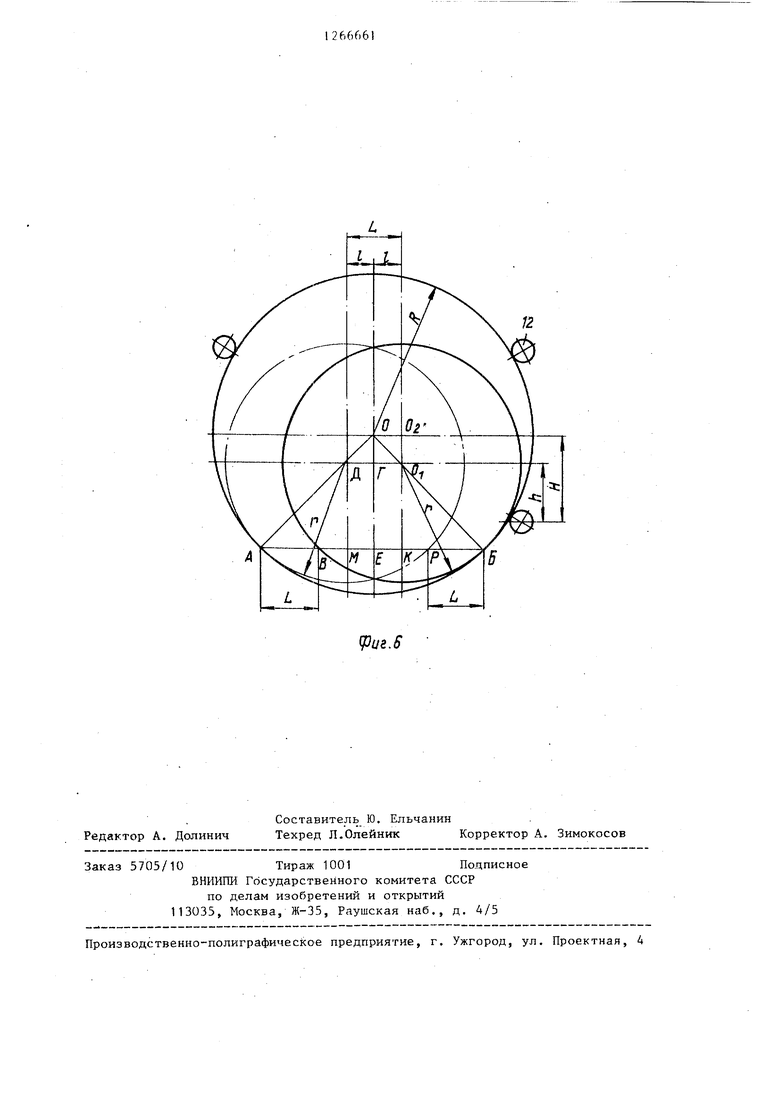
05 Изобретение относится к станкостроению. Цель изобретения - повышение про изводительности путем осуществления одновременной обработки патронных деталей двумя суппортами при одновр менном улучшении условий обслуживания. На фиг. 1 схематически изображен станок, вид спереди; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг, 4 схема расположения револьверных головок при положении суппортов у левой шпиндельной бабки; на фиг. 5 разрез В-В на фиг. 4; на фиг.6 - для- расчета расстояния между осями револьвернь1х головок левого и право го суппортов при крайнем положении револьверной головки левого суппорт Токарный станок для двухсторонней обработки содержит наклонную ст нину 1 с двумя парами продольных на равляющих 2, на которой закреплена левая неподвижная шпиндельная бабка 3, в правой части станины в рабочем положении установлена правая .шпиндельная бабка 4, соосная с левой бабкой и имеющая возможность продол . ного перемещения по нижним напр авляющим к левой шпиндельной бабке. В левой части станины над левой шпиндельной бабкой на верхних направляющих установлен левый суппорт 5, в правой части станины над правой шпиндельной бабкой на тех же верхних направляющих установлен правый суппорт 6. Оба суппорта 5 и 6 имеют возможность продольного перемещения по верхним направляющим станины, поперечные салазки 7 и 8 обоих суппортов имеют возможность перемещения по поперечным направляющим суппортов. На поперечных салазках 7 левого суппорта 5 закреплена револьверная г.оловка 9. Ось головки 9 смещена от плоскости, параллельной плоскости продольных направляющих и проходящей через ось шпинделя на величину h. Радиус окружности, проходящей через верпшны резцов, расположенных в головке, составляет величину г. Резцы 10 в револьверной головке 9 предназначены для обработки деталей, установленных в шпинделе левой шпиндельной бабки. На поперечных салазках 8 правого суппорта 6 закрегшена револьверная головка 11. Ось головки 11 смещена от плоскости, параллельной плоскости продольньпс направляющих и проходящей через ось шпинделя на величину Н. Радиус окружности цилиндрической поверхности, ограничивающей пространство револьверной головки правого суппорта внутри выступающих в сторону левой бабки инструментов 12 для обработки отверстий, составляет величину R. В револьверной головке правого суппорта 6 наряду с инструментами 12 длр обработки деталей в левой шпиндельной бабке устанавливаются инструменты 13 для обработки деталей правой шпиндельной бабки. При расположении суппортов у левойшпиндельной бабки револьверная головка левого суппорта 9 размещена внутри цилиндрического пространства револьверной головки правого суппорта, ограниченного выступающими инструментами револьверной головки правого суппорта для обр)аботки отверстий. Цилиндрическое пространство имеет радиус R. Произведем расчет зависимости расстояния 1 между осями револьверных головок при крайнем положении револьверной головки левого суппорта от величины h, Н, г и R, при котором соблюдается условие расположения револь/верной головки левого суппорта вну.три цилиндрического пространства радиуса R в револьверной головке правого суппорта. На фиг. 6 указаны точки: Д и Oi крайние положения оси револьверной головки левого суппорта; А и Б точки касания окружности радиуса г с окружностью радиуса R в крайних положениях, причем ГО/ 1; Д0 21; Д0( L. Очевидно, что АБ РБ L. Из подобия треугольников АОЕ и « ДОГ следует ОА ОГ ОА ОЕ ОД причем ОА R; ОГ Н - h, . Представляем в (1) обозначения величин ОА, ОГ R (Н - h) Из треугольника АОЕ получаем АЕ VOA2 - ОЕ2.(3) Подставляем в (3) значения величин ОА и ОЕ и преобразовываем 5 -f-t-ef M-
- R(H-h) . R(H-h)-(H-h)(R-r) r(H-h)
Подставляем в (5) значения ОБ и - (S1 - ЕМ АЕ - AM; AM БК, 9)
1 Ril-()-r (R-2)| 1-( . (11) Для предотвращения столкновения ин струментов револьверной головки левого суппорта с инструментами револь верной головки правого суппорта расстояние 1 между осями револьверных головок левого и правого суппортов При крайнем положении револьверной головки левого суппорта должно быть всегда меньше вычисленного по формуле (11), т.е. должно соблюдаться соотношение1 (R-r)fbT|EPl-. ( Станок работает следующим образом Сначала деталь обрабатывается одн временно двумя суппортами в левой шпиндельной бабке 3 одновременно дву мя суппортами. При одновременной обработке двумя суппортами головка 9 левого суппорта размещена внутри цилиндрического пространства радиуса R револьверной головки правого суппорта 11. Затем 1}равый суппорт 6 перемещается к правой шпиндельной бабке 4 и начинается обработка обратной стороны детали, установленной в патроне 14 правой шпиндельной бабки 4. В это же время левый суппорт 5 может продолжать обрабатывать деталь установленную в патроне 15 левой шпиндельной бабки. После окончания обработки деталей в обоих шпиндельных бабках работа 12666
R-r
R - г 5 614 Из треугольника БО К следует БК ОБ2 - OjK g , Q К ОЕ -.0,0 ОЕ - ОГ. Подставляя в (6) значения ОЕ и ОГ, получаем Подставляя в (9) значение AM получаем1 АЕ - БК. (10) . Подставляем в (10) значения (4) .и станка продолжается следующим образом. При обработке деталей из прутков готовая деталь из патрона 14 правой шпиндельной бабки выгружается в ящик готовых деталей. Правая шпиндельная бабка 4 перемещается к левой бабке 3. Правый конец обработанной прутковой детали 16, зажатой в патроне 15 левой бабки, зажимается также в патроне правой шпиндельной бабки. Происходит отрезка детали при синхронном вращении обоих шпинделей. После отрезки деталь остается зажатой в патроне правой бабки. Правая бабка с деталью перемещается в исходное рабочее положение. В левой шпиндельной бабке происходит подача прутка для обработки следующей детали. Далее аналогично осуществляется обработка деталей в обеих шпиндельных бабках. При обработке штучных заготовок готовая деталь из патрона правой шпиндельной бабки выгружается промьшшенным роботом или onef aTopoM. Правая шпиндельная бабка перемещается к левой бабке. Обработанная в левой шпиндельной бабке деталь зажимается в патроне правой бабки, а за тем патрон левой бабки разжимается. Правая бабка с деталью перемещается в исходное рабочее положение. В патрон левой шпиндельной бабки загружается заготовка с помощью промьшшенного робота или оператора. После это го осуществляется обработка деталей в обеих шпиндельных бабках, как было описано. Техническим преимуществом предлагаемого токарного станка для двухсто,ронней обработки является повышение производительности в 1,8-2 раза при свободном сходе стружки, Формула изобретения Токарный станок для двухсторонней обработки, содержащий установленные на станине неподвижную левую шпиндельную бабку и соосную с ней ;подвижную в продольном направлении правую шпиндельную бабку, верхние .левый и правый крестовые суппорты с револьверными головками с осями вра щения, параллельными оси шпинделя, оснащенными инструментами для обработки наружных поверхностей и отверстий, отличающийся те что, с целью повышения производительности при одновременном улучшении условий обслуживания, револьверная головка левого суппорта разм щена между инструментами для обрабо ки отверстий, расположенными в револьверной головке правого суппорта ие между осями револьверк при крайнем положении ой головки левого суппорта смещением осей и размераерных головок следующей )|l-(-fl расстояние между осями револьверных головок при крайнем положении револьверной головки левого суппорта;соответственно смещения осей револьверных головок правого и левого суппортов от плоскости, проходящей через ось шпинделя и параллельной продольным направляющим суппортов; радиус цилиндрической поверхности, вписанной между внутренними поверхностями мерных инструментов, установленных в револьверной головке правого суппорта;радиус окружности, описанной через вершины резцов револьверной головки левого суппорта.
4-т
, 5
А-4
Put. i
Jbl
фи1.1
e
12
иг.6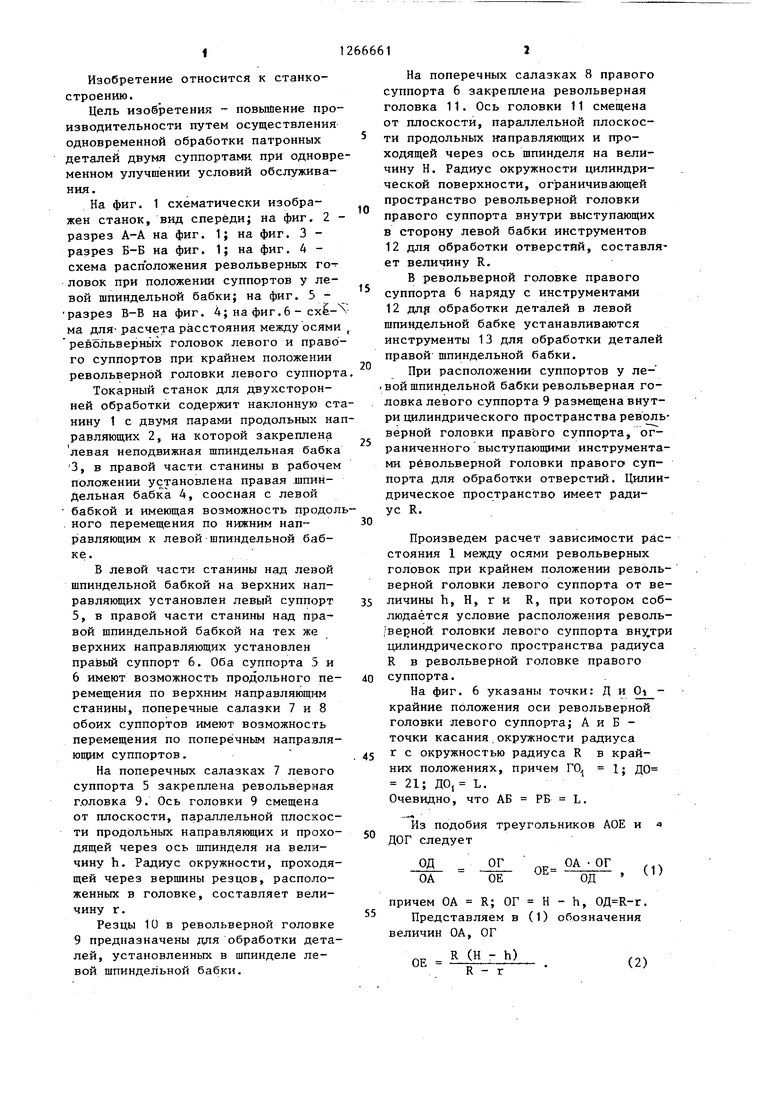
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный станок | 1982 |
|
SU1085679A1 |
| Токарный автомат | 1988 |
|
SU1565587A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
| Токарно-револьверный станок | 1972 |
|
SU481367A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
Изобретение относится к области станкостроения. Изобретение позволяет повысить производительность обработки путем осуществления одновременного резания инструментами, размещенными в двух резцовых головках двух суппортов, при одновременном улучшении условий обслуживания. При обработке детали, закрепленной в патроне 15 неподвижной левой шпиндельной бабки 3, используются инструменты головок левого 5 и правого 6 суппортов, при этом головка 9 левого суппорта размещена между инструментами головки 11 правого суппорта 6. Обработка другой стороны детали производится в патроне правой шпиндельной бабки 4 инструментом головки 11 правого суппорта 6, причем шпин(Л дельная бабка 4 выполнена подвижной с в осевом направлении. 6 ил.
| Материалы фирм Хайлигеншт.адт (ФРГ) | |||
| Станки токарной и фрезерной группы фирмы Хайлигенштадт, 1983, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
