Изобретение относится к изготовлению сварных конструкций из толстых листов и плит и может быть использовано в судостроении, в химическом и нефтяном машиностроении, а также в других отраслях промышленности, где имеется необходимость сварки горизонтальных швов на вертикальных поверхностях.
Подготовка кромок листов и плит под сварку горизонтальных швов па вертикальной поверхности производится с двусторонним симметричным пли несимметричным скосом кромки верхней детали под углом 50±5 или 40ih5°. Кромка нижней детали остается без скоса. Притупление находится в пределах О-8 мм.
Такая подготовка свариваемых кромок приводит к следуюшим отрицательным явлениям.
Большое количество основного металла при обработке кромок под сварку попадает в отход;
оборка кромок под сварку является весьма сложной и трудоемкой операцией, в особенности в тех случаях, когда для получения сплошного проплавленпя соедипепие необходимо собрать с обязательным зазором (ручная подварка корня);
связи с большим объемол наплавленного металла и большим углом раскрытия кромок; при сварке конструкций из высокопрочных материалов для придания швам равнопрочностп с основным металлом необходимо усиление шва, что снижает его работоспособность из-за большой геометрической неоднородности сварного соединения; наличие большого усиления шва приводит к
снижению эффективности ультразвукового и гамма-контроля сварных швов.
Для увеличения производительности процесса сборки и сварки, повышения работоспособности сварного соединения п экономии сварочпых материалов предложено притупление на верхней кромке выполнять в виде прямоугольпого выступа. Плошадкп пижней кромки, не контактируюшие с выступом верхней кромки, должны быть наклонены к горизонтали
под углом, образуя вогнутость на нижней кромке. Кроме того, контактируюшая плош,адка выступа, расположенного на верхней кромке, должна быть выполнена в виде клина, а на нижней кромке должен быть выполнен
выступ с пазом, соответствуюшим форме клиновой поверхности выступа верхней кромки. На фиг. 1 и 2 показана разделка кромок. На нижней кромке / свариваемого стыка выполняются три треугольных канавки 2, 3 и 4,
Х- или К-образной разделке, но с клиновидным выступом 6 в форме пятигранной призмы при вершине. Этот выступ при сборке соединения под сварку входит в центральную треугольную канавку кромки стыка, обеспечивая правильность сборки.
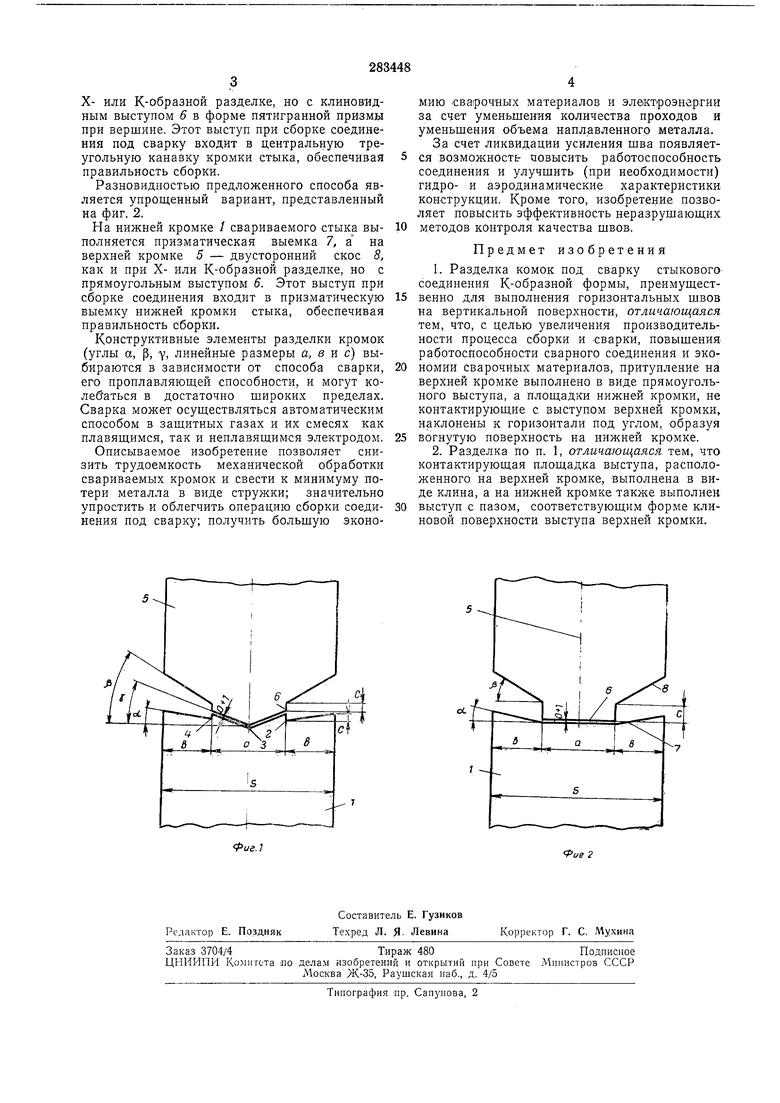
Разновидностью предложенного способа является упрощенный вариант, представленный на фиг. 2.
На нижней кромке / свариваемого стыка выполняется призматическая выемка 7, а на верхней кромке 5 - двусторонний скос 8, как и при Х- или К-образной разделке, но с прямоугольным выступом 6. Этот выступ при сборке соединения входит в призматическую выемку нижней кромки стыка, обеспечивая правильность сборки.
Конструктивные элементы разделки кромок (углы а, р, у, линейные размеры а, в и с) выбираются в зависимости от способа сварки, его проплавляющей способности, и могут колебаться в достаточно широких пределах. Сварка может осуществляться автоматическим способом в защитных газах и их смесях как плавящимся, так и неплавящимся электродом.
Описываемое изобретение позволяет снизить трудоемкость механической обработки свариваемых кромок и свести к минимуму потери металла в виде стружки; значительно упростить и облегчить операцию сборки соединения под сварку; получить большую экономию сва1рочных материалов и электроэнергии за счет уменьшения количества проходов и уменьшения объема наплавленного металла. За счет ликвидации усиления шва появляется возможность повысить работоспособность соединения и улучшить (при необходимости) гидро- и аэродинамические характеристики конструкции. Кроме того, изобретение позволяет повысить эффективность неразрушающих методов контроля качества швов.
Предмет изобретения
1.Разделка комок под сварку стыковогО соединения К-образной формы, преимущественно для выполнения горизонтальных швов на вертикальной поверхности, отличающаяся тем, что, с целью увеличения производительности процесса сборки и сварки, повышения работоспособности сварного соединения и экономии сварочных материалов, притупление на верхней кромке выполнено в виде прямоугольного выступа, а площадки нижней кромки, не контактирующие с выступом верхней кромки, наклонены к горизонтали под углом, образуя вогнутую поверхность на нижней кромке.
2.Разделка по п. 1, отличающаяся тем, что контактирующая площадка выступа, расположенного на верхней кромке, выполнена в виде клина, а на нижней кромке выполнен выступ с пазом, соответствующим форме клиновой поверхности выступа верхней кромки.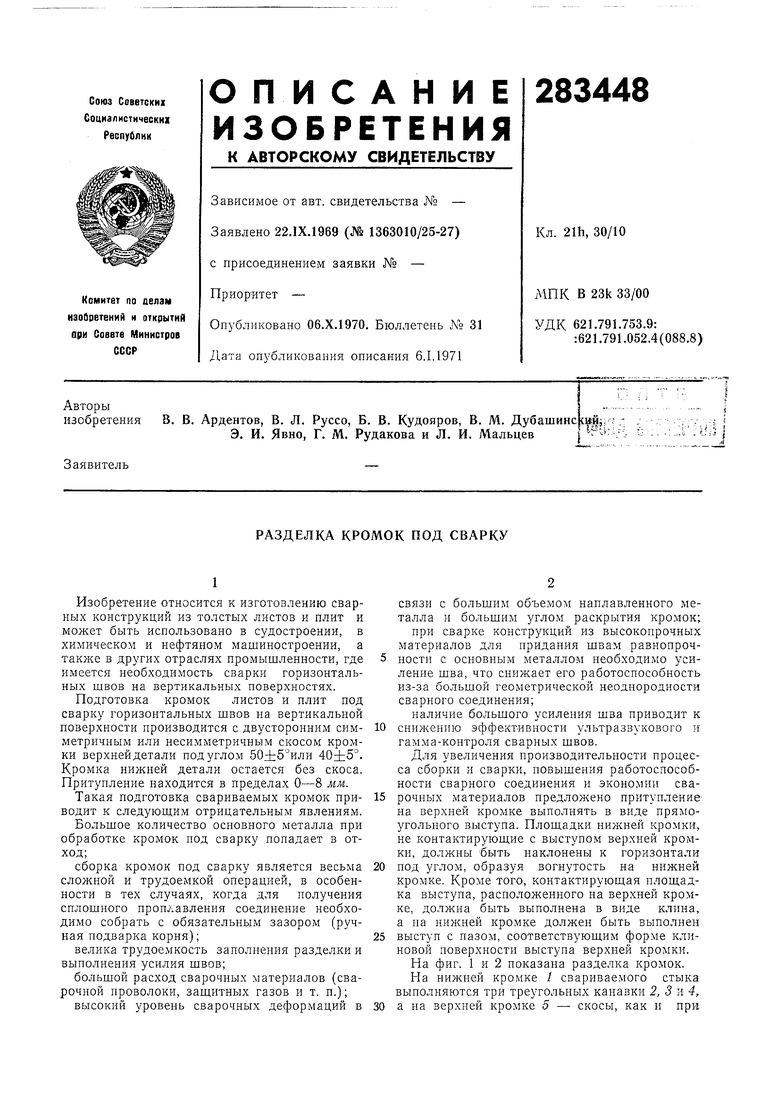
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ дуговой сварки горизонтальных швов на вертикальной плоскости | 1979 |
|
SU872103A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
