Изобретение относится к системе для термической обработки изделий. В этой системе изделия могут обрабатываться струей плазмы или лазерным лучом. Изобретение предпочтительно может быть использовано для разделения, т.е. разрезания, а также для сварки изделий.
Обработка плазмой очень производительна, металлические изделия могут, например, быть экономично разделены в диапазоне толщины от 1 до 60 мм для конструкционных сталей и от 1 до 160 мм для алюминия и хромоникелевых сталей. Плазма направляется на изделие, которое должно обрабатываться, с помощью электрической дуги, образующей сильно нагретый и электрически проводящий газ и ограниченной соплом. Материал плавится посредством тепловой и кинетической энергии и выводится из образованного разреза. В недавнее время было значительно улучшено качество реза. Только учет филигранных контуров, т.е. больших изменений в направлении оси подачи при малых диаметрах, представляет проблемы. Так, отверстия с радиусами меньше 5 мм или меньше чем 1,5 толщины изделия не могут быть выполнены с высоким качеством при резке плазмой.
С помощью обработки лазерным излучением достигается лучшее качество резки в диапазоне меньших значений толщины изделия (<10 мм). Меньшие разрезы и острые края могут быть выполнены с очень малыми радиусами. При большей толщине изделий производительность намного меньше, а при толщине в несколько сантиметров и более обработка становится невозможной.
Резка с использованием плазмы менее дорогая, более быстрая и часто более высокого качества при толщине изделия от 5 мм и выше.
С введением в производство волоконных лазеров при направлении лазерного излучения через оптические волноводы управление направлением луча существенно упростилось.
Как плазменная техника, так и лазерная техника могут использоваться в автоматическом режиме вместе с направляющими системами, использующими числовое программное управление (CNC, computer numerical control), например, координатными направляющими системами или промышленными роботами. В связи с этим необходимо увеличение объема заводских технологий и/или дополнительная обработка изделий на другом предприятии, если для изделия нужно выполнить обработку обоими способами.
Поэтому целью изобретения является обеспечение более гибкой и соответственно менее дорогой термической обработки изделий.
Согласно изобретению эта цель достигается с помощью системы, имеющей признаки, указанные в п.1 формулы изобретения. Предпочтительные варианты и дальнейшее развитие изобретения могут быть достигнуты при использовании признаков, указанных в зависимых пунктах формулы изобретения.
Технические элементы, используемые в изобретении, могут быть из числа уже известных элементов, которые будут отчасти модифицированы. Могут быть использованы такие плазменные и лазерные обрабатывающие головки, у которых основная структура соответствует структуре, используемой ранее. В этом отношении, адаптация, в частности, для лазерных обрабатывающих головок может также учитывать то, будут ли они использованы для сварки или для резки, так как для резки необходима подача газа для резки / технологического газа через сопло на изделие для удаления расплавленного вещества из разреза.
Однако технологический газ также требуется и для обработки плазменной обрабатывающей головкой. Таким образом, в изобретении может быть применен общий доступ обоих компонентов к совместно используемому источнику газа.
В связи с этим система согласно изобретению конструируется так, чтобы лазерная обрабатывающая головка и плазменная обрабатывающая головка могли быть соединены с одним и тем же хвостовиком. В хвостовике предпочтительно имеются по меньшей мере одна линия подачи электрического тока к электроду в плазменной обрабатывающей головке, оптический волновод для лазерного излучения и линия подачи технологического газа. Они могут в каждом случае взаимодействовать или быть соединены с дополняющими соединениями или элементами, которые имеются в плазменной и лазерной обрабатывающих головках, в состоянии крепления к хвостовику. При этом линии подачи соединены с источником электрического тока или с источником технологического газа, а оптический волновод соединен с источником лазерного света.
Хвостовик может быть прикреплен к направляющей системе, такой как известные системы в этой области техники. Он конструируется таким образом, чтобы к нему могли быть прикреплены плазменная и лазерная обрабатывающие головки, и замена различных обрабатывающих головок была по возможности простой и быстрой. Это может быть достигнуто с помощью подходящих замков быстрой замены. При смене вида обработки или в случае износа может быть просто и быстро выполнена замена. Кроме общей направляющей системы и единого зажимного устройства для заготовок могут быть также использованы другие контактные компоненты, такие как, в частности, линия подачи газа или дополнительная система охлаждения для обоих видов обработки, которые имеют или не имеют место в системе согласно изобретению. В этом отношении, система охлаждения может быть выполнена так, чтобы дополнительное охлаждение предоставлялось только при обработке с использованием плазмы или лазерного излучения. Предпочтительно это будет обработка с использованием плазмы. Для этого хвостовик и различные обрабатывающие головки могут быть выполнены соответствующим образом, так чтобы охладитель мог втекать только в одну из двух различных обрабатывающих головок и вытекать обратно из одной из двух различных обрабатывающих головок.
Потребуется лазерный источник света с меньшей мощностью, так как есть возможность работать с плазмой, когда требуются более высокие мощности.
При использовании изобретения можно обрабатывать самые разные материалы и изделия, имеющие различную толщину. Поскольку могут быть использованы преимущества двух различных способов обработки, может быть уменьшена стоимость заводского оборудования и увеличена производительность.
Существует также возможность конструирования источника технологического газа так, чтобы также мог подаваться дополнительный газ.
Изобретение будет описано более подробно далее со ссылкой на примеры.
На фиг.1 представлена в схематическом виде структура примера системы согласно изобретению.
На фиг.2 представлены варианты конструкции хвостовика, плазменной обрабатывающей головки и лазерной обрабатывающей головки без охлаждения.
На фиг.3 представлены варианты конструкции хвостовика, плазменной обрабатывающей головки и лазерной обрабатывающей головки с охлаждением.
На фиг.4 представлена в схематическом виде структура другого примера системы согласно изобретению.
На фиг.5 представлена в схематическом виде структура другого примера системы согласно изобретению.
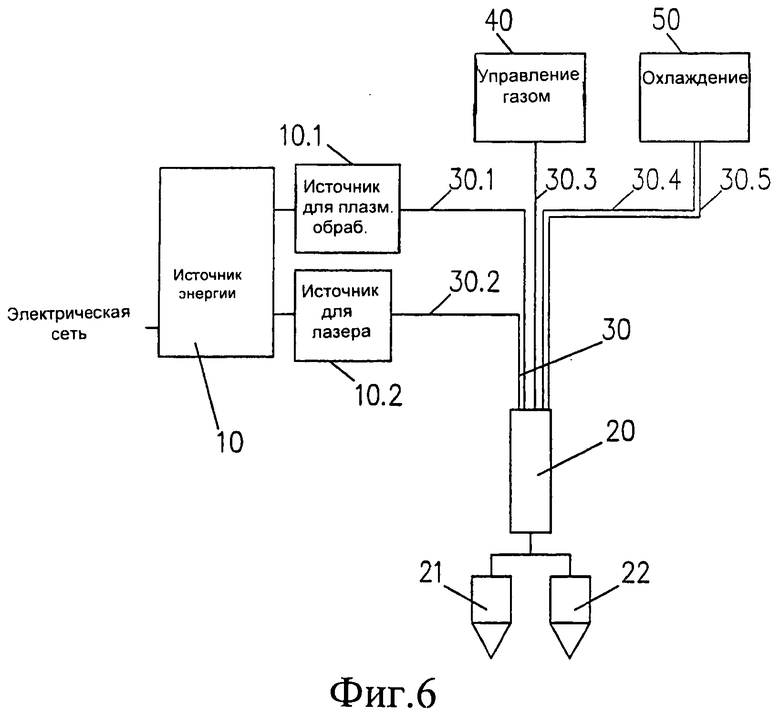
На фиг.6 представлена в схематическом виде структура другого примера системы согласно изобретению.
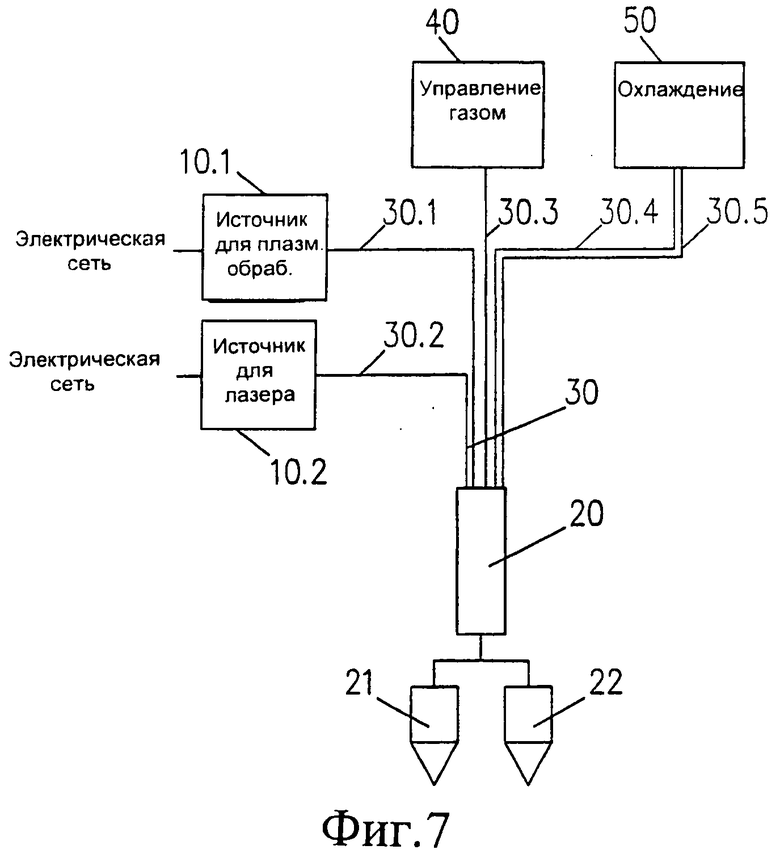
На фиг.7 представлена в схематическом виде структура другого примера системы согласно изобретению.
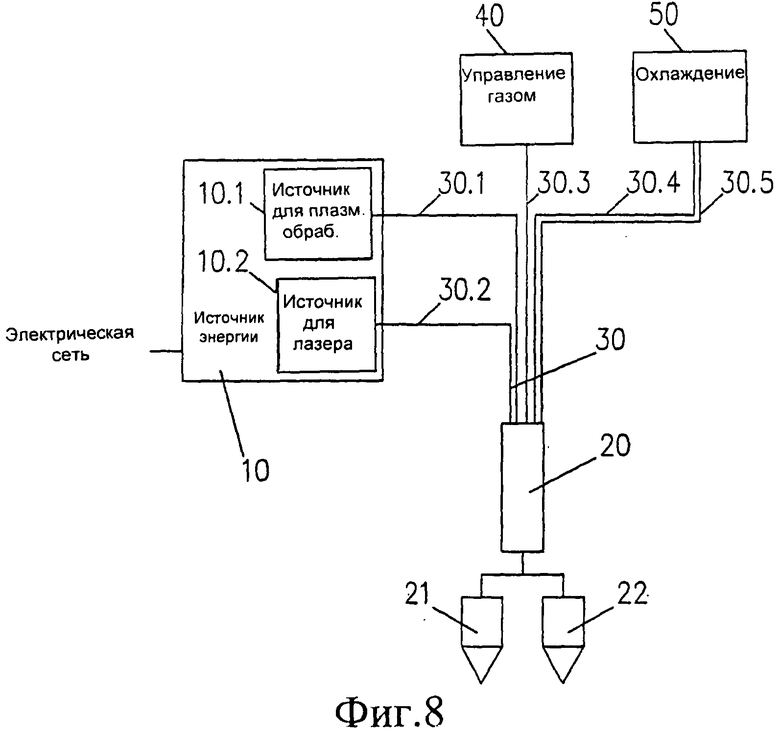
На фиг.8 представлена в схематическом виде структура другого примера системы согласно изобретению.
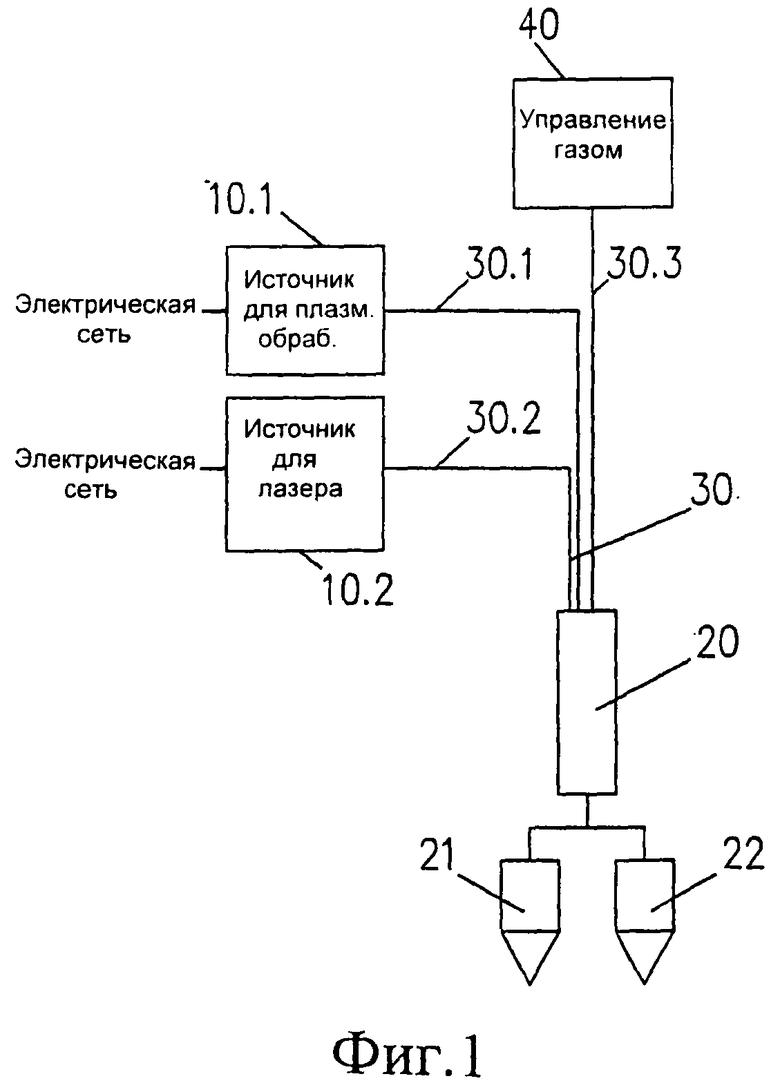
Простой пример системы согласно изобретению без дополнительного охлаждения проиллюстрирован на фиг.1 в схематическом виде.
В этой системе источник 10.1 питания для плазменной обработки и волоконный лазер как источник 10.2 лазерного света соединены с источником электрической энергии (электрической сетью). Хвостовик 20 соединен через линии питания 30.1 с источником 10.1 питания для плазменной обработки, посредством которого электрод (не показан) в плазменной обрабатывающей головке 21 может снабжаться электрической энергией. Излучение лазера достигает хвостовика 20 через оптический волновод 30.2. Технологический газ подается устройством 40 управления газом через линию 30.3. Общая шина или связка 30 линий может быть образована линиями 30.1, 30.2 и 30.3.
Плазменная обрабатывающая головка 21 или лазерная обрабатывающая головка 22 могут по выбору крепиться к хвостовику 20. При этом в системе, сконструированной подобным образом, управление технологическим газом и регулирование технологического газа могут быть совместно использованы в обоих процессах. Необходимо учитывать только соответствующие требуемые давление и скорость технологического газа.
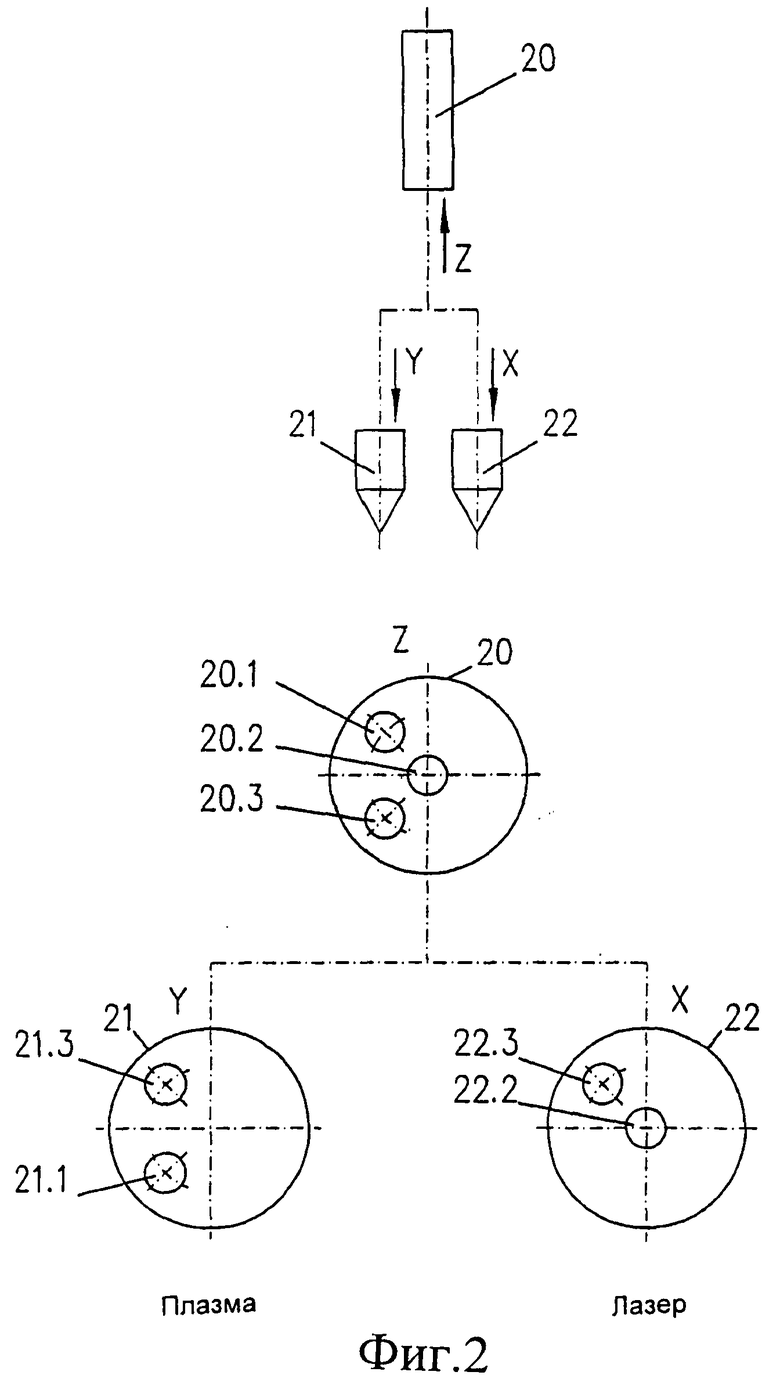
Возможные варианты хвостовика 20, плазменной обрабатывающей головки 21 и лазерной обрабатывающей головки 22, которые могут быть использованы в системе в соответствии с фиг.1 или системе без охлаждения, проиллюстрированы на фиг.2.
В верхней части фиг.2 представлены три компонента 20, 21 и 22. В средней части показан обозначенный буквой z вид снизу и сбоку соответственно хвостовика 20, к которому может быть прикреплена плазменная обрабатывающая головка 21 и лазерная обрабатывающая головка 22.
Оптический волновод 20.2 для лазерного излучения проходит вдоль средней продольной оси. Кроме того, имеются линии 20.1 подачи электрического тока для обработки плазмой и линии 20.3 подачи технологического газа через хвостовик 20 к обрабатывающим головкам 21 и 22.
Виды двух обрабатывающих головок 21 и 22 с той стороны, где они могут быть соединены со хвостовиком 20, показаны внизу слева и внизу справа. Оптический волновод 22.2 и линии 21.1 и 21.3 подачи расположены и выровнены так, чтобы можно было обеспечить соединение, и соответствующая среда могла проводиться через них к соответствующей обрабатывающей головке 21 или 22.
Представление на фиг.3 соответствует в основных чертах фиг.2. Однако на фиг.3 показаны модифицированные обрабатывающие головки 21 и 22 и модифицированный хвостовик 20, которые могут использоваться в системах, описываемых далее со ссылкой на фиг.6-8, поскольку в этом варианте осуществления изобретения обеспечено дополнительное охлаждение.
Одинаковые элементы обозначены одинаковыми ссылочными номерами. В этом примере в показанном посередине хвостовике 20 имеются линия 20.4 подачи и линия 20.5 возврата охладителя, который может проходить через хвостовик 20 в соответствующую обрабатывающую головку 21 или 22 и обратно к системе 50 охлаждения, которая может быть предпочтительно выполнена как возвратная система охлаждения. Посредством охлаждения может быть уменьшен износ оборудования.
Линия 20.4 подачи может открываться в линию 21.4 охладителя плазменной обрабатывающей головки 21 или в линию 22.4 охладителя лазерной обрабатывающей головки 22, а линия 20.5 возврата охладителя - в линию 21.5 или 22.5 охладителя соответствующей обрабатывающей головки 21 или 22, соответственно прикрепленной к хвостовику 20.
Линии 20.1, 21.1 подачи электрического тока могут быть сформированы и размещены так, чтобы они находились внутри прохода линии подачи или линии возврата 20.4, 21.4, 20.5 или 21.5 охладителя и охлаждались таким способом. При использовании охлаждения поперечное сечение используемого электрического проводника может быть уменьшено относительно поперечного сечения, через которое может протекать сравнимый электрический ток, без охлаждения.
Другие варианты двух обрабатывающих головок 21 и 22 не показаны. Они могут быть выполнены обычным образом. То есть, электроды и сопла могут быть расположены соответственно на плазменной обрабатывающей головке 21.
На лазерной обрабатывающей головке 22 может иметься оптический элемент, фокусирующий или формирующий лазерный луч, направленный на изделие. Упомянутая лазерная обрабатывающая головка может также быть снабжена режущим соплом, если предполагается, что нужно выполнять резку изделий.
Система согласно изобретению может быть разработана так, чтобы автоматически определять, какой тип обрабатывающей головки 21 или 22 прикреплен к хвостовику 20 в данный момент, так чтобы можно было учитывать это для управления или регулирования процесса обработки и избежать некорректных операций. Для этой цели может иметься чувствительный элемент, который расположен на хвостовике 20 и/или на разных обрабатывающих головках 21 или 22. Этот элемент соединен для идентификации с устройством электронного управления, чтобы могла выполняться автоматическая безопасная работа в соответствии с соответствующей процедурой обработки, которую нужно выполнить. Чувствительный элемент может, например, быть переключающим контактом. В простом варианте может быть использован переключатель общего источника 10 энергии с источника 10.1 питания для плазменной обработки на источник 10.2 лазерного света или наоборот.
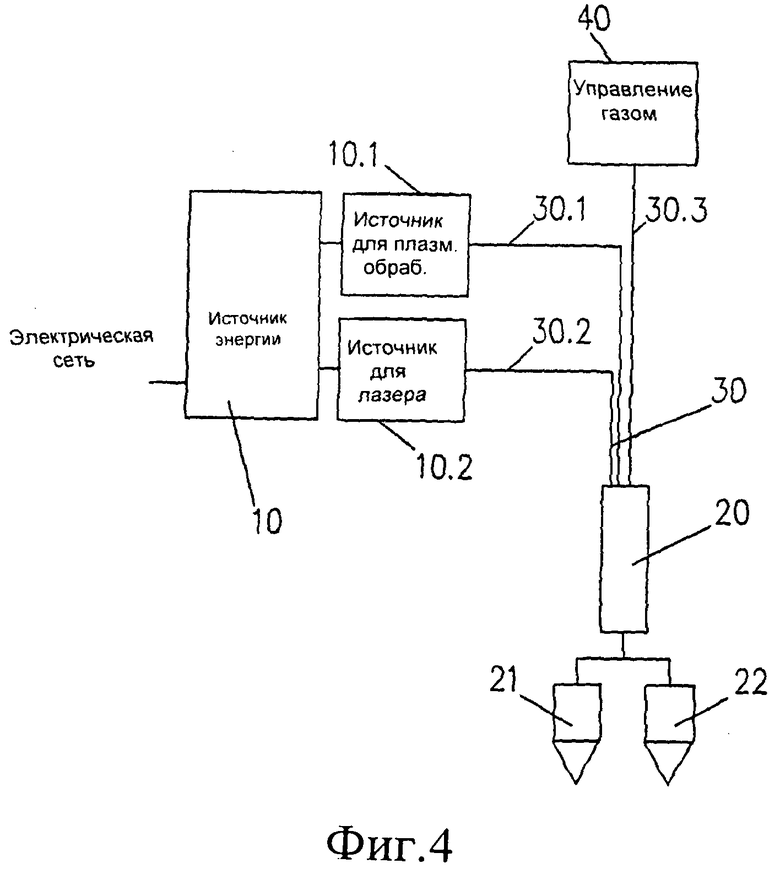
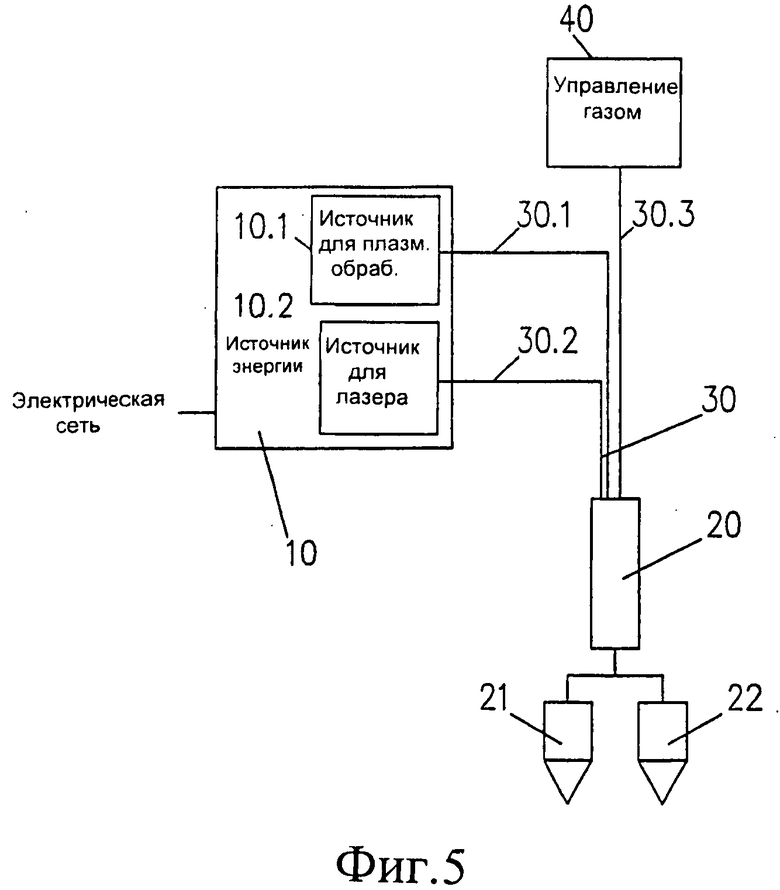
Пример, показанный на фиг.4, отличается от примера на фиг.1 только тем, что источник 10.1 питания для плазменной обработки и источник 10.2 лазерного света вместе соединены с источником 10 электрической энергии, с помощью которого можно влиять на величину мощности. В примере, показанном на фиг.5, источник 10.1 питания для плазменной обработки, источник 10.2 лазерного света и источник 10 энергии выполнены в виде единого блока. Использование общего источника 10 энергии или устройства подачи энергии является недорогим решением и, следовательно, предпочтительным.
Примеры, показанные на фиг. 6-8, имеют дополнительное охлаждение 50 с использованием линии 30.4 подачи и линии 30.5 возврата охладителя к хвостовику 20 с соответствующей обрабатывающей головкой 21 и 22 и оттуда обратно к системе охлаждения 50. Кроме дополнительного охлаждения 50 с использованием линий 30.4 и 30.5, пример согласно фиг.6 соответствует примеру, показанному на фиг.4. Аналогично, это применимо к примеру на фиг.1 для примера, показанного на фиг.7, и к примеру на фиг.5 без охлаждения 50 для примера, показанного на фиг.8.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЯДЕНИЯ ИЗ РАСПЛАВА, ВЫТЯГИВАНИЯ И НАМАТЫВАНИЯ НЕСКОЛЬКИХ КОМПЛЕКСНЫХ НИТЕЙ | 2011 |
|
RU2556473C2 |
| СПЕЦХРАНИЛИЩЕ С ВОЗМОЖНОСТЬЮ ЭКСТРЕННОГО УНИЧТОЖЕНИЯ | 2019 |
|
RU2711263C1 |
| СПОСОБ И СИСТЕМА ДЛЯ КОНТРОЛИРУЕМОГО ПРОИЗВОДСТВА ЗАЩИЩЕННЫХ ДОКУМЕНТОВ, В ОСОБЕННОСТИ БАНКНОТ | 2008 |
|
RU2461883C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ (ВАРИАНТЫ) | 2010 |
|
RU2445378C2 |
| Устройство автоматической локомотивной сигнализации | 1987 |
|
SU1530515A1 |
| НАМОТОЧНОЕ ВАКУУМИРОВАННОЕ УСТРОЙСТВО | 2009 |
|
RU2482219C2 |
| ПЛАЗМЕННО-РАКЕТНЫЙ ДВИГАТЕЛЬ | 2019 |
|
RU2733076C1 |
| Устройство для интервального регулирования движения поездов при капитальном ремонте пути | 1985 |
|
SU1581637A1 |
| ИОННЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ И СПОСОБ ЕГО РАБОТЫ | 2019 |
|
RU2738136C1 |
Изобретение относится к системе для термической обработки с использованием струи плазмы и/или лазерного луча. Лазерная головка (22) и плазменная головка (21) выполнены с возможностью присоединения к одному хвостовику (20). В хвостовике (20) имеются по меньшей мере одна линия (20.1) подачи электрического тока к электроду в плазменной головке (21), оптический волновод (20.2) для лазерного излучения и линия (20.3) подачи технологического газа. Плазменная головка (21) и лазерная головка (22) прикреплены к хвостовику (20) посредством по меньшей мере одного замка быстрой замены. Кроме того, через хвостовик (20) проходят линия (20.4) подачи охладителя и линия (20.5) возврата охладителя, выполненные с возможностью соединения с линиями (21.4,21.5 и/или 22.4 и 22.5) для охладителя в лазерной головке (22) и/или в плазменной головке (21). Технический результат состоит в обеспечении более гибкой термической обработки изделий. 2 н. и 3 з.п. ф-лы, 8 ил.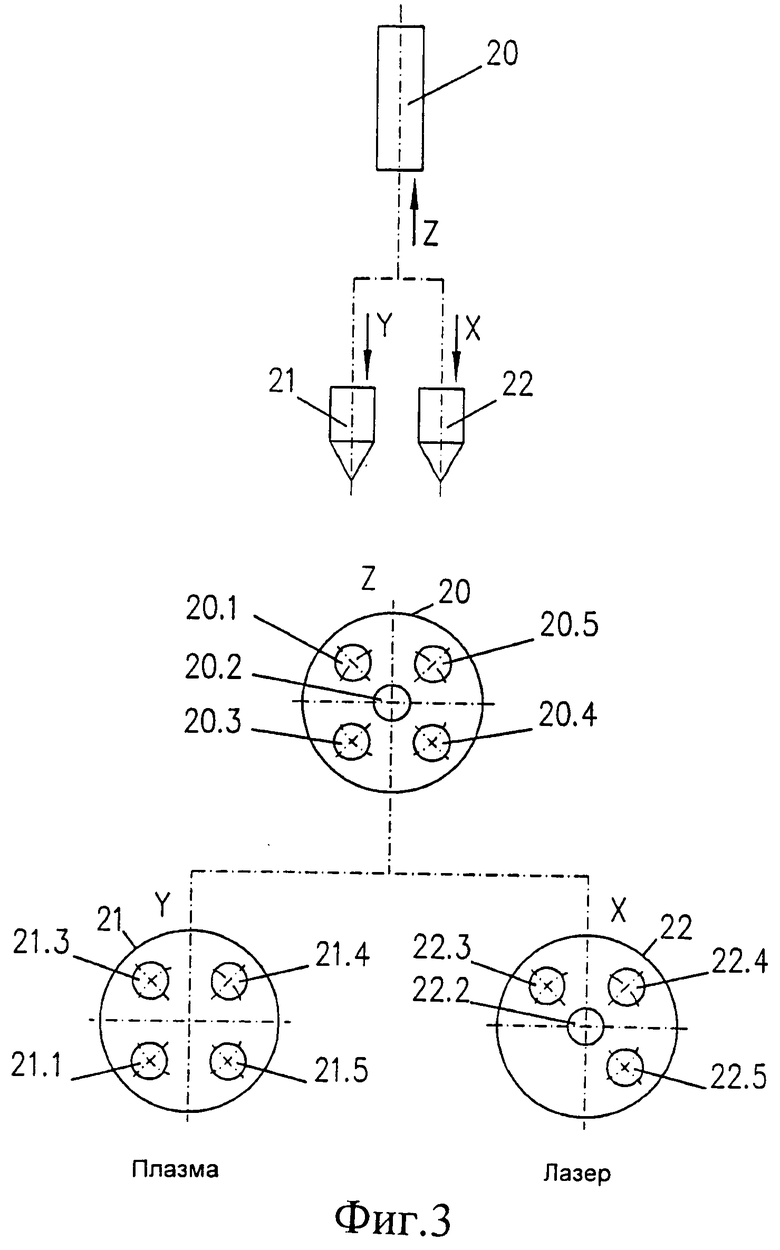
1. Система для термической обработки изделий с использованием струи плазмы и/или лазерного луча, содержащая лазерную обрабатывающую головку (22) и плазменную обрабатывающую головку (21) для разрезания и/или сварки изделий, выполненные с возможностью присоединения к одному хвостовику (20) , при этом в хвостовике (20) имеются по меньшей мере одна линия (20.1) подачи электрического тока к электроду в плазменной обрабатывающей головке (21), оптический волновод (20.2) для лазерного излучения и линия (20.3) подачи технологического газа, которые выполнены с возможностью соединения соответственно с линией (21.1) подачи электрического тока плазменной обрабатывающей головки (21), оптическим волноводом (22.2) лазерной обрабатывающей головки (22) и линиями (21.3, 22.3) подачи технологического газа плазменной обрабатывающей головки (21) и лазерной обрабатывающей головки (22), при этом линии (20.1 и 20.3) подачи электрического тока и подачи технологического газа соединены соответственно с источником (30.1) электрического тока и источником (30.3) технологического газа, а оптический волновод (20.2) соединен с источником (30.2) лазерного света, и при этом плазменная обрабатывающая головка (21) и лазерная обрабатывающая головка (22) прикреплены к хвостовику (20) посредством по меньшей мере одного замка быстрой замены.
2. Система для термической обработки изделий с использованием струи плазмы и/или лазерного луча, содержащая лазерную обрабатывающую головку (22) и плазменную обрабатывающую головку (21) для разрезания и/или сварки изделий, выполненные с возможностью присоединения к одному хвостовику (20) , при этом в хвостовике (20) имеются по меньшей мере одна линия (20.1) подачи электрического тока к электроду в плазменной обрабатывающей головке (21), оптический волновод (20.2) для лазерного излучения и линия (20.3) подачи технологического газа, которые выполнены с возможностью соединения соответственно с линией (21.1) подачи электрического тока плазменной обрабатывающей головки (21), оптическим волноводом (22.2) лазерной обрабатывающей головки (22) и линиями (21.3, 22.3) подачи технологического газа плазменной обрабатывающей головки (21) и лазерной обрабатывающей головки (22), при этом линии (20.1 и 20.3) подачи электрического тока и подачи технологического газа соединены соответственно с источником (30.1) электрического тока и источником (30.3) технологического газа, а оптический волновод (20.2) соединен с источником (30.2) лазерного света, при этом
через хвостовик (20) проходят линия (20.4) подачи охладителя и линия (20.5) возврата охладителя, выполненные с возможностью соединения с линиями (21.4,21.5 и/или 22.4 и 22.5) для охладителя в лазерной обрабатывающей головке (22) и/или в плазменной обрабатывающей головке (21) , и/или
в упомянутой линии (20.4) подачи охладителя или линии (20.5) возврата охладителя в хвостовике (20) и линии (21.4 или 21.5) для охладителя в плазменной обрабатывающей головке (21) расположена /расположены линия/линии подачи электрического тока к электроду плазменной обрабатывающей головки (21), и/или
в хвостовике (20) и/или в плазменной обрабатывающей головке (21) и лазерной обрабатывающей головке (22) имеется чувствительный элемент, который соединен с электронным устройством управления для идентификации соответствующей обрабатывающей головки (21) или (22), прикрепленной к хвостовику (20).
3. Система по п.1 или 2, отличающаяся тем, что она содержит оптические волноводы для передачи лазерного излучения от источника (10.2) лазерного света.
4. Система по п.1 или 2, отличающаяся тем, что источник (10.2) лазерного света является волоконным лазером.
5. Система по п.1 или 2, отличающаяся тем, что источник (10.1) питания для плазменной обработки и источник (10.2) лазерного света соединены с общим источником энергии.
| US5168610A(KOMATSU MFG CO LTD) 08.12.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДОЛЬНОШОВНЫХ ТРУБ СВАРКОЙ ЛАЗЕРОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120365C1 |
| SU18115085A1, 15.05.1993 | |||
| DE 4235592 С1, 27.01.1994 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| US6374158A,16.04.2002 | |||
| Е.Д.Кафитин «Плазменная обработка металлов», обзор, М., Специализированный информационный центр по технологии автомобилестроения,1969, с.5,13,25, 27,с.29 | |||

