Изобретение относится к способу получения износостойкой поверхности металлов и их сплавов с использованием лазерной плазмы, образованной лучом лазера, а также применением ультразвукового воздействия на зону обработки.
Может применяться в машиностроении для повышения ресурса и надежности работы деталей машин и механизмов, а также в инструментальном производстве для повышения стойкости режущего инструмента, штампов, пресс-форм и технологической оснастки.
Известно, что износ любого режущего инструмента, а также деталей машин и механизмов происходит под воздействием температурных, химических и механических факторов, начинается с поверхности [1]. В настоящее время накоплено значительное количество способов снижения износа, которые можно разделить на следующие группы: материаловедческие, технологические, конструкционные, производственные и эксплуатационные [1, 2].
Технологические методы снижения износа основаны на физико-химических, тепловых, механических воздействиях на сам материал, поверхностные слои материалов, на поверхности раздела с целью управления износостойкостью поверхности [2].
Управляя поверхностными свойствами материала можно получать поверхностный слой со значительным увеличением его износостойкости..
Молекулярно-механическая теория трения определяет два основных пути повышения износостойкости материалов [3]:
1. Увеличение твердости трущейся поверхности;
2. Снижение прочности адгезионной связи.
Снижение прочности адгезионной связи достигается разделением поверхности трения жидким, твердым, газовым смазочным материалом.
Твердость является необходимым, но далеко не достаточным условием повышения износостойкости. Легирование поверхностного слоя, повышение дисперсности структуры, снижение уровня напряженно-деформационного состояния поверхностного слоя позволяют внести значительный вклад в повышение износостойкости поверхности [1, 2, 3].
В сравнительном анализе способов упрочнения поверхности с целью повышения износостойкости методы объемной термической и химико-термической обработки не рассматриваются, так как они энергоемки и имеют значительную длительность технологических циклов [3].
Существующие в настоящее время способы локального термического упрочнения и металлургического легирования для упрочнения поверхности металлов и их сплавов при атмосферных условиях различными концентрированными источниками энергии: газопламенными, светолучевыми, электроискровыми, электродуговыми, плазменными, индукционными, электромеханическими и другими [4] обладают определенными недостатками:
- большие зоны термического влияния и возможный выход геометрических размеров упрочненных деталей за поле допуска;
- отсутствие значительного приращения значения микротвердости поверхности, не позволяющее получать более высокое значение износостойкости [4];
- возможность упрочнения только в режиме автозакалки и отсутствие возможности производить упрочнение в режиме термоциклирования [5];
- упрочнение с использованием светолучевых источников энергии требует нанесения покрытия на поверхность для увеличения коэффициента поглощения, что увеличивает длительность технологического цикла обработки и нетехнологично [6];
- электроискровой способ упрочнения поверхности имеет низкую производительность и практически не применяется для упрочнения инструмента и деталей машин в серийном и массовых видах производств [4];
- применение электронного луча как высококонцентрированного термического источника энергии нетехнологично, так как требуется наличие вакуума, сложной технологической оснастки, и данный способ практически не применяется для упрочнения инструмента и деталей машин в серийном и крупносерийном производстве [6].
Применение луча лазера как высококонцентрированного термического источника энергии для упрочнения поверхности [5, 6] в значительной мере нивелирует вышеперечисленные недостатки, но не позволяет устранить их полностью:
- при лазерном упрочнении без оплавления поверхности требуется нанесение поглощающих покрытий для увеличения коэффициента поглощения;
- при лазерном упрочнении без оплавления поверхности изменение химического состава поверхностного слоя не происходит, что не позволяет использовать потенциальные технологические возможности повышения износостойкости за счет легирования поверхностного слоя [5, 6];
- лазерное упрочнение характеризуется значительными остаточными термическими напряжениями, образующимися в зоне упрочнения [5, 6].
В тоже время, лазерное упрочнение имеет ряд преимуществ перед способами упрочнения концентрированными источниками энергии [5, 6], что позволяет:
- получить более мелкодисперсные структуры, и соответственно, более высокие значения износостойкости [7, 8];
- сохранить геометрические размеры обрабатываемой детали в поле допуска за счет минимальных тепловложений;
- позволяет производить сборку упрочненных деталей без последующей механической обработки: шлифования, полирования, хонингования.
Таким образом, несмотря на ряд преимуществ в способе лазерного упрочнения без оплавления поверхности задействованы не все возможные потенциальные технологические способы получения износостойкой поверхности и, в частности, за счет изменения химического состава поверхностного слоя.
Как известно, легирование металлов с последующей термической обработкой приводит к значительному улучшению его механических свойств [3].
Лазерное легирование поверхностного слоя обладает значительными потенциальными возможностями повышения износостойкости [5, 9].
При лазерном легировании поверхностного слоя возможно более значительное приращение твердости поверхностного слоя и следовательно более высокое значение износостойкости [5]. Но существующие в настоящее время способы лазерного легирования поверхностного слоя обладают рядом недостатков:
- необходимо предварительное нанесение на обрабатываемую поверхность покрытий, содержащих легирующие элементы в виде обмазок, гальванопокрытий, покрытий, нанесенных газотермическими способами, электроискровой обработки, нанесением паст, насыпкой и т.д. с последующим оплавлением лучом лазера покрытия и легируемой поверхности [5, 9].
- образование легированного приповерхностного слоя происходит в результате расплавления лучом лазера, предварительно нанесенного на поверхность покрытия, приповерхностного слоя и перемешивания легирующих элементов в результате конвективного термокапилярного массопереноса и диффузии в жидкой фазе.
Более прогрессивным способом лазерного легирования поверхностных слоев является подача легирующих элементов в виде порошка, с помощью инертных газов, в расплавленную ванну, образованную лучом лазера. При таком способе лазерного легирования, при правильно выбранных режимах удается достичь высоких значений приращения твердости поверхностного слоя и значительно увеличить износостойкость [5].
Однако упомянутый способ легирования также характеризуются рядом недостатков:
1. Осуществляется неравномерное распределение легирующих элементов по глубине ванны расплава в связи с недостаточным временем существования жидкой фазы из-за высокой скорости обработки. Подача порошка различной дисперсности в ванну расплава осуществляется в твердой фазе. Вследствие этого необходимо определенное время для нагрева частичек порошка до температуры плавления, время на расплавление, диффузию, конвективное перемешивание и массоперенос под действием термокапилярных сил. Поэтому скорость (производительность) легирования необходимо ограничивать вследствие вышесказанных физических эффектов для получения однородного распространения химических элементов. Неравномерность распределения легирующих элементов по глубине зоны расплава приводит к анизотропии физико-химических и механических свойств поверхностного слоя. Известно, что увеличение скорости лазерного легирования приводит к измельчению образующейся структуры, максимальной скорости обработки соответствует наибольшая твердость [5].
2. Уменьшение скорости легирования (для улучшения микрохимической однородности легирования поверхностного слоя) вызывает увеличение тепловых вложений и соответственно уменьшение скорости охлаждения, что приводит к образованию более крупнодисперсных структур [5].
Износостойкость поверхности определяется не только твердостью поверхностного слоя, но и дисперсностью структуры [2, 8].
Таким образом, существующие в настоящее время способы газопорошкового лазерного легирования имеют физические ограничения на скорость обработки и соответственно на получение более мелкодисперсных структур, обладающих более высоким значением износостойкости.
Рассмотренные выше способы локального упрочнения металлов и их сплавов относятся к монотехнологиям, то есть к технологиям, которые реализуются с помощью одного энергетического источника.
Интеграция (объединение) монотехнологий в единый технологический процесс приводит к созданию новых технологических процессов, которые называются гибридными и комбинированными [10, 11].
Возможность интеграции (объединения) луча лазера с другими технологическими источниками энергии в единый техпроцесс для решения задач обработки материалов позволяет в значительной мере нивелировать недостатки монотехнологий и повысить технико-экономическую эффективность процессов обработки [12].
В связи с этим следует отметить, что применение ультразвука при термической обработке металлов позволяет улучшить механические и напряженно-деформационные характеристики поверхностного слоя [13].
Известен способ лазерно-ультразвуковой обработки изделий, приведенный в заявке изобретения «Способ лазерно-ультразвуковой обработки изделий», заявка RU №93042728, от 26.08.1993, публикация 20.01.1997.
Способ включает нагрев поверхности лазером до температур выше температуры солидуса и охлаждение поверхности после прекращения действия лазерного излучения, в зону лазерного воздействия на стадиях нагрева и охлаждения одновременно вводят ультразвуковые колебания с амплитудой не менее 2 мкм.
Недостаток способа заключается в том, что в нем задействованы не все потенциальные технологические возможности получения износостойкой поверхности и, в частности, за счет изменения химического состава поверхностного слоя.
Известна «Установка для лазерно-ультразвуковой обработки поверхности металлов», приведенная в описании к патенту №88307 от 17.07.2009.
Установка включает лазерный излучатель, ультразвуковой излучатель с волноводом и станину, отличается тем, что лазерный излучатель снабжен оптико-волоконным световодом, который установлен рабочим концом перпендикулярно обрабатываемой поверхности, а волновод установлен под углом 45° к обрабатываемой поверхности и соединен с ультразвуковым излучателем через магнитострикционный преобразователь.
Установка позволяет одновременно с лазерной обработкой поверхности осуществлять ультразвуковое упрочнение, без изменения химического состава поверхностного слоя.
Недостаток обработки поверхности такой установкой заключается в том, что также как и предыдущего аналога, в нем задействованы не все потенциальные технологические возможности получения износостойкой поверхности и, в частности, за счет изменения химического состава поверхностного слоя.
Наиболее близким по технической сущности к заявляемому способу лазерно-плазменного ультразвукового получения износостойкой поверхности металлов и их сплавов является «Способ лазерно-плазменного полирования металлической поверхности», приведенный в описании патента на изобретение №2381094, зарег. в Гос. реестре РФ 10.02.2010.
Способ лазерно-плазменного полирования металлической поверхности включает воздействие непрерывного лазерного излучения на обрабатываемую поверхность, при этом над полируемой поверхностью посредством лазерного луча в парах металла поджигают приповерхностную плазму и поддерживают ее в непрерывном оптическом разряде, с возможностью перемещения ее энергетического центра относительно полируемой поверхности.
Кроме того, осуществляют «грубое» и «чистовое» полирование, при этом процесс полирования одновременно сопровождается дополнительными сопутствующими положительными эффектами: незначительного повышения твердости обрабатываемой поверхности и износостойкости.
При этом приповерхностная плазма оптического разряда при полировании поверхности не содержит химических элементов, являющихся легирующими для обрабатываемого материала, и вследствие этого таким способом невозможно достигнуть значительного повышения износостойкости поверхностного слоя обрабатываемых металлов и их сплавов.
Эффективное формирование поверхностного слоя материалов с целью получения износостойкой поверхности по критериям конструкционной прочности, напряженного состояния, структуры, дисперсности поверхностного слоя, микрогеометрии поверхности может быть достигнуто посредством рационального сочетания металлургического, термического и деформационного процессов воздействия на поверхностный слой материала, реализуемых в гибридно-комбинированных технологиях.
Задачей изобретения является получение износостойкой поверхности металлов и их сплавов, применительно к деталям машин и различному режущему инструменту путем сочетания металлургического и термического, а также деформационного процессов воздействия на поверхностный слой материала.
Поставленная задача решается способом, предусматривающим использование управляемой по мощности лазерной плазмы и ультразвука, воздействующих на обрабатываемую поверхность, при этом способ предусматривает два варианта его реализации.
По первому варианту, в способе получения износостойкой поверхности металлов и их сплавов, включающем легирование поверхностного слоя путем непрерывного воздействия на него лазерной плазмой оптического разряда в парах металла, согласно изобретению легирующий элемент или элементы подают непосредственно в лазерную плазму, при этом плотность мощности лазерного излучения Wp определяется из условия:
 , где
, где
 - плотность мощности лазерного излучения, приводящая к плавлению поверхности;
- плотность мощности лазерного излучения, приводящая к плавлению поверхности;
 - плотность мощности лазерного излучения, приводящая к образованию эрозионной плазмы и разрушению поверхности.
- плотность мощности лазерного излучения, приводящая к образованию эрозионной плазмы и разрушению поверхности.
В качестве металла могут быть использованы различные марки сталей и сплавов.
Лазерная плазма является приповерхностной и расположена на расстоянии h от обрабатываемой поверхности, определяемом зависимостью:
O<h<Dп/2,
где Dп - диаметр приповерхностной лазерной плазмы в парах металла.
Приповерхностную лазерную плазму поджигают любым известным способом, предпочтительно лазерным лучом в парах металла.
Приповерхностную лазерную плазму поддерживают в непрерывном оптическом разряде, при этом плотность мощности - Wp лазерного излучения для поджига и образования приповерхностной лазерной плазмы оптического разряда в парах металла выбирают из условия
где  - пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического пробоя в парах металла [13].
- пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического пробоя в парах металла [13].
 - пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического разряда в газе.
- пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического разряда в газе.
Для поддержания оптического разряда плотность мощности лазерного излучения Wp может быть снижена на один - два порядка [14]. Поэтому плотность мощности лазерного излучения, которую выбирают для лазерно-плазменного легирования, определяется условием
Перемещение энергетического центра приповерхностной лазерной плазмы оптического разряда в парах металла относительно обрабатываемой поверхности, для изменения режимов обработки поверхностного слоя, осуществляют в пределах, определяемых неравенством
O<ΔF<Dп/2,
где Dп - диаметр приповерхностной лазерной плазмы оптического разряда в парах металла;
ΔF - величина дефокусировки или положение фокальной плоскости с энергетическим центром лазерной плазмы относительно обрабатываемой поверхности.
Точное расстояние между энергетическим центром лазерной плазмы и обрабатываемой поверхностью определяется из условия равенства давления, создаваемого силами поверхностного натяжения - σ, и давлением, оказываемым плазмой на расплав металла [15].
В качестве легирующего элемента или элементов, входящих в состав лазерной плазмы, применяют, например углерод, азот, бор, хром и др., при этом легирующий элемент или элементы находятся в лазерной плазме в атомарном и ионизированном состоянии.
Легирование расплавленного поверхностного слоя обрабатываемой поверхности осуществляют атомами и ионами легирующих элементов, содержащихся в приповерхностной лазерной плазме, которые подаются определенным образом в приповерхностную лазерную плазму оптического разряда из специального инжекторного устройства.
В процессе обработки поверхности осуществляют ее сканирование лучом лазера в направлении, перпендикулярном направлению подачи обрабатываемой поверхности. При этом частота сканирования определяется временем существования плазмы без энергетической подпитки лучом лазера.
Скорость поперечной подачи сканирующего луча лазера определяется частотой сканирования, диаметром пятна воздействия лазерной плазмы на обрабатываемую поверхность, а также коэффициентом перекрытия зон обработки.
В процессе подачи обрабатываемой поверхности и воздействия на нее приповерхностной лазерной плазмой происходит ее быстрый нагрев, плавление с образованием жидкой ванны расплава, насыщение ее атомами и ионами легирующих элементов, высокоскоростное охлаждение и упрочняющее воздействие ультразвуком с одновременным уменьшением уровня остаточных напряжений.
Приповерхностная плазма оптического разряда контактирует с поверхностью жидкой фазы ванны расплава, при этом атомы и ионы химических элементов поступают из плазмы на поверхность жидкой фазы, адсорбируются поверхностью расплава, диффундируют в ванну расплава, подвергаются конвективному и термокапилярному переносу и производят легирование поверхностного слоя.
По второму варианту способа используют первый вариант способа и дополнительно к нему производят воздействие па обрабатываемую поверхность ультразвуком. При этом воздействие ультразвуком осуществляют перпендикулярно обрабатываемой поверхности или с наклоном вектора воздействия в любую сторону на угол α до 45°.
Процесс воздействия на обрабатываемую поверхность ультразвуком осуществляют на жидкую фазу поверхностного слоя и на закристаллизовавшуюся после высокоскоростного охлаждения легированную зону поверхности. Происходящая при этом поверхностно-пластическая деформация поверхностного слоя осуществляется при температуре ниже точки солидуса.
Воздействие ультразвука на жидкую ванну расплава металла позволяет управлять гидродинамическим движением ванны расплава, изменять кинетику диффузионных процессов и фазовых превращений. Это положительно сказывается на структурно-напряженном состоянии поверхностного слоя, формируются остаточные напряжения сжатия, повышается технологическая прочность при кристаллизации вплоть до полного исключения образования трещин, измельчается структура и повышается равномерность распределения легирующих элементов по сечению поверхностного слоя [5].
Достигнутый технический результат заключается в том, что обработка поверхности металлов и их сплавов заявляемым способом позволяет получить высокодисперсную структуру, снизить уровень напряженно-деформационного состояния поверхностного слоя посредством рационального сочетания металлургического, термического, а также деформационного процессов и, в конечном счете, получить высокоизносостойкую поверхность.
Сущность изобретения поясняется чертежами, на которых изображено:
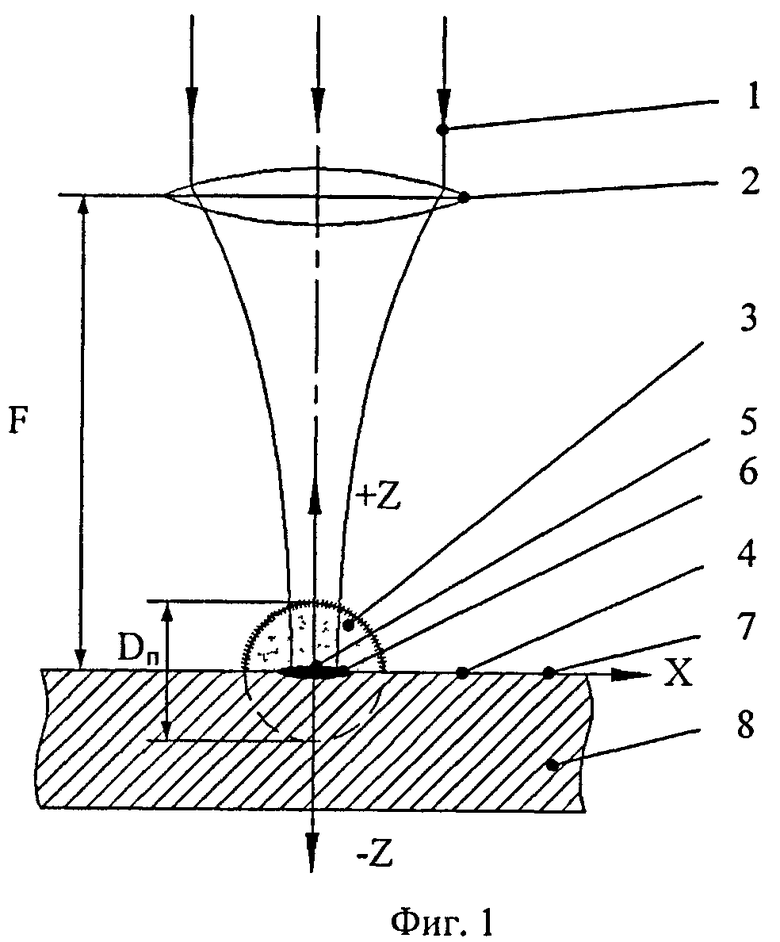
- Фиг.1. Схема положения фокуса (фокальной плоскости) при поджиге приповерхностной плазмы оптического разряда в парах металла;
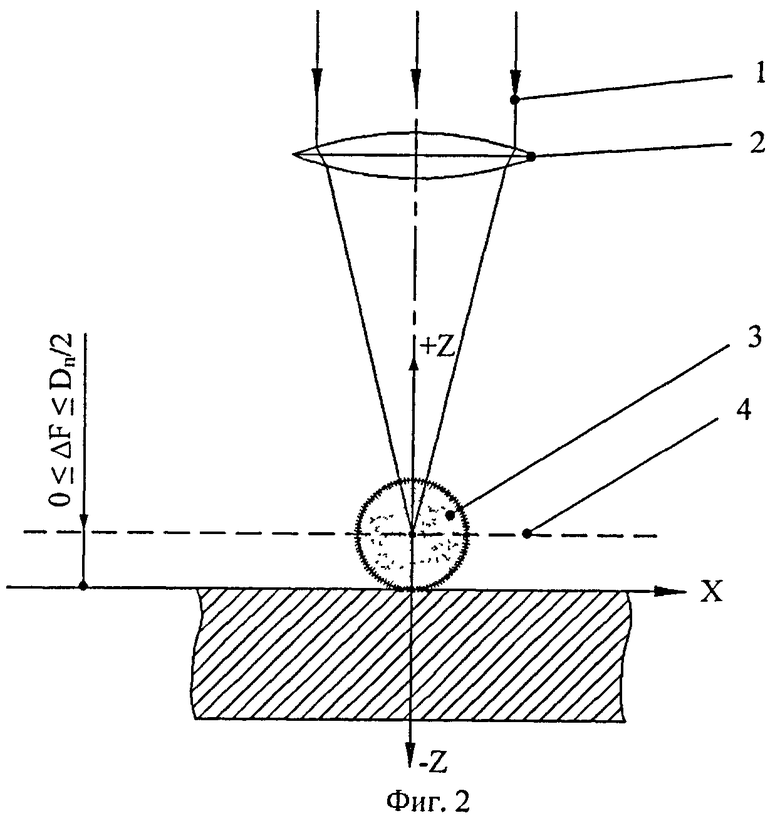
- Фиг.2. Перемещение фокальной плоскости относительно обрабатываемой поверхности при лазерно-плазменной-ультразвуковой обработке поверхности;
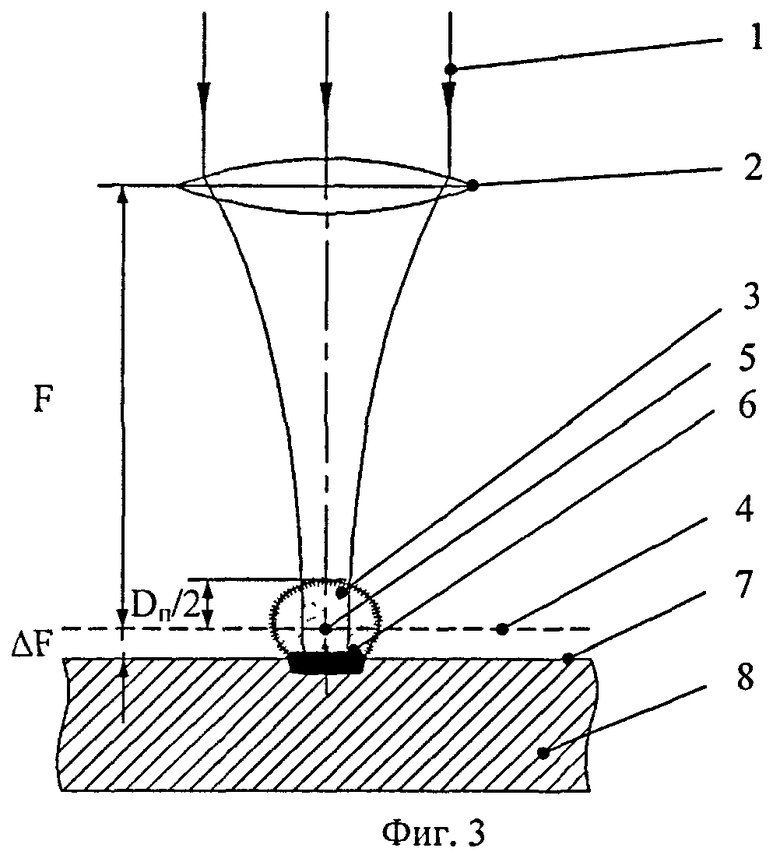
- Фиг.3. Положение энергетического центра приповерхностной плазмы оптического разряда в парах металла относительно обрабатываемой поверхности;
- Фиг.4. Схема комбинированного воздействия источников энергии на обрабатываемую поверхность
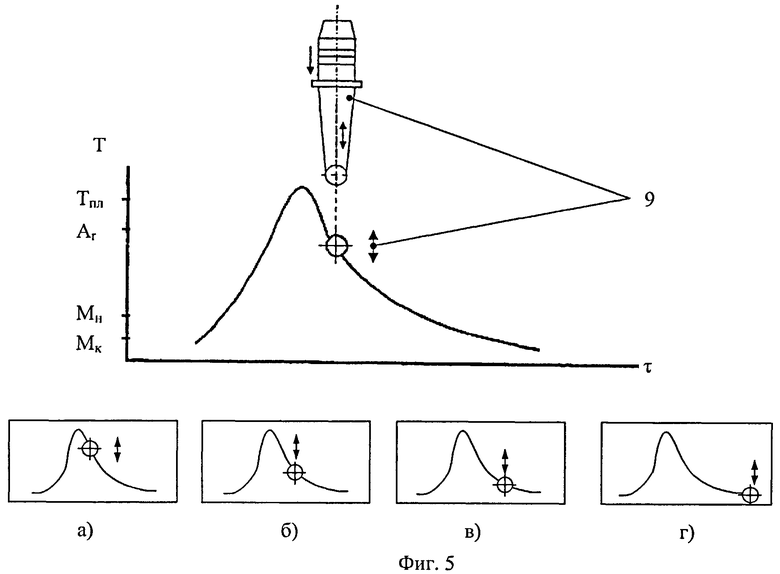
- Фиг.5. Схема термического цикла лазерно-плазменной обработки с различными вариантами наложения ультразвуковых колебаний на стадии охлаждения.
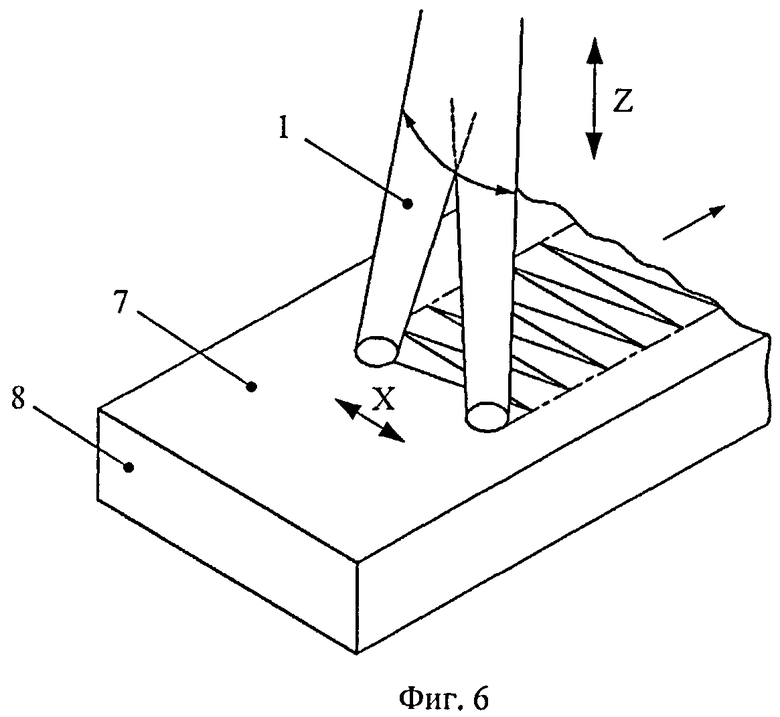
- Фиг.6. Схема сканирования лазерного луча по обрабатываемой поверхности;
- Фиг.7. График износа поверхностного слоя стали 45, упрочненного различными способами.
Способ получения износостойкой поверхности металлов и их сплавов предусматривает два варианта его реализации.
Вариант I.
Осуществляют поджигание приповерхностной лазерной плазмы оптического разряда в парах металла в химически инертном газе, например аргоне, и дальнейшее ее поддержание (Фиг.1).
Для этого луч лазера 1 фокусируют на обрабатываемой поверхности 7, при этом геометрическое положение энергетического центра 5 плазмы 3 относительно обрабатываемой поверхности 7 устанавливают в соответствии со значением ΔF=0 и поджигают приповерхностную плазму 3 в парах металла в непрерывном оптическом разряде. Плазма 3 обретает примерную форму полушара, при этом диаметр сфокусированного пятна dп лазерного излучения на обрабатываемой поверхности 7 при ΔF=0 имеет минимальное значение dп=df, то есть соответствует значению, равному диаметру сфокусированного лазерного излучения df в фокальной плоскости.
Лазерная плазма является приповерхностной и расположена на расстоянии h от обрабатываемой поверхности, определяемом зависимостью:
0<h<Dп/2,
Далее осуществляют оптический пробой в парах металла посредством луча лазера с плотностью мощности Wp, определяемой неравенством
где  - пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического пробоя в парах металла.
- пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического пробоя в парах металла.
- пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического разряда в газе.
После образования плазмы оптического разряда в парах металла плотность мощности лазерного излучения Wp снижают на один-два порядка для поддержания оптического разряда и осуществляют обработку поверхности из условия:
где  - плотность мощности лазерного излучения, приводящая к плавлению поверхности.
- плотность мощности лазерного излучения, приводящая к плавлению поверхности.
- плотность мощности лазерного излучения, приводящая к образованию эрозионной плазмы и к разрушению поверхности.
Для изменения и выбора рациональных режимов обработки, перемещение энергетического центра 5 лазерной приповерхностной плазмы 3 по высоте относительно обрабатываемой поверхности 7 (Фиг.2) осуществляют в пределах, определяемых неравенством
О<ΔF<Dп/2,
где Dп - диаметр приповерхностной лазерной плазмы в парах металла;
ΔF - величина дефокусировки или положение фокальной плоскости с энергетическим центром плазмы относительно обрабатываемой поверхности.
Указанные пределы изменения дефокусировки луча лазера определяют наибольшую эффективность лазерно-плазменной обработки поверхности при наименьших энергетических затратах. При ΔF>Dп/2 лазерная плазма не взаимодействует с обрабатываемой поверхностью, а при ΔF<0 плазма оптического разряда в парах металла может погаснуть или трансформироваться в эрозионную плазму.
Положение фокальной плоскости 4 и энергетического центра 5 иллюстрировано на (Фиг.3).
Под непрерывным воздействием лазерного излучения и приповерхностной плазмы 3 происходит высокоскоростной нагрев и плавление поверхностного слоя 6 обрабатываемой поверхности 7 материала 8.
В целях дополнительного повышения износостойкости обрабатываемой поверхности 7 осуществляют легирование поверхностного слоя обрабатываемой поверхности путем образования приповерхностной лазерной плазмы 3, по меньшей мере, с одним легирующим элементом.
Легирующие элементы, в качестве которых применяют, например, углерод, азот, бор, хром и др., подаются из специального устройства 9 (инжектируются) в плазму, контактирующую с поверхностью ванны расплава. Ионы и атомы легирующих элементов, находящихся в плазме, адсорбируются поверхностью жидкой фазы 6 ванны расплава поверхностного слоя 7 обрабатываемого материала 8 и насыщают его легирующими элементами за счет диффузии, конвективного и термокапилярного массопереноса, чем достигается высокая скорость металлургического процесса легирования поверхностного слоя металла или сплавов.
Обработку поверхности осуществляют сканированием лазерного луча (Фиг.6) с частотой сканирования по оси X, которая определяется временем жизни плазмы без энергетической подпитки лучом лазера.
Скорость поперечной подачи сканирующего луча лазера по оси Y определяется частотой сканирования, диаметром пятна воздействия лазерной плазмы на обрабатываемой поверхности, а также коэффициентом перекрытия зон обработки.
Таким образом, воздействие на обрабатываемую поверхность 6 приповерхностной лазерной плазмой 3, легирование ванны расплава поверхностного слоя 6 и высокоскоростное охлаждение закристаллизовавшегося легированного поверхностного слоя позволяют получать высокоизносостойкую поверхность.
Вариант II.
Во втором варианте способа используют первый вариант и дополнительно применяют воздействие на поверхностный слой металла ультразвуком.
Процесс легирования плазмой 3 жидкой фазы 6 ванны расплава поверхностного слоя 7 одновременно сопровождается воздействием индентора ультразвукового концентратора 10 генератора ультразвуковых колебаний (Фиг.4) с наклоном вектора воздействия в любую сторону на угол α до 45°.
Ультразвук воздействует на жидкую фазу 6 ванны расплава металла в процессе ее легирования и одновременно на закристаллизовавшийся в результате высокоскоростного охлаждения легированный поверхностный слой 11, осуществляя его поверхностно-пластическую деформацию при температуре ниже точки солидуса.
Схема термического цикла лазерно-плазменной обработки с различными комбинациями наложения ультразвуковых колебаний показана на (Фиг.5), где по оси абсцисс расположено время воздействия, а по оси ординат - температура поверхности.
Введение ультразвукового поверхностно-пластического деформирования, например, при обработке сталей, на определенном температурном уровне аустенитного состояния материала при его охлаждении вплоть до полного охлаждения может осуществляться по нескольким вариантам пластического деформирования: а); б); в); г) (Фиг.5),
где Тпл - температура плавления материала;
Ar - температура солидуса;
Мн - температура начала мартенситного превращения;
Мк - температура конца мартенситного превращения.
Варианты пластического деформирования устанавливают не только последовательность воздействий, но и время ввода пластического деформирования (его температурно-временной режим). Применение определенного варианта пластического деформирования зависит от технических требований к обрабатываемому материалу, предназначенному для конкретных условий эксплуатации.
Первый участок а) определяет высокотемпературное состояние образовавшегося аустенита и находится в интервале (900-700)°С, второй участок б) (650-500)°С соответствует метастабильному состоянию аустенита, третий участок в) - соответствует температурному интервалу мартенситного превращения (400-250)°С (для углеродистых сталей) и четвертый участок г) - соответствует состоянию при температуре окружающей среды.
Введение ультразвукового деформационного воздействия на этих температурных участках позволяет реализовать несколько схем обработки: а) ВТД - высокотемпературные деформации, б) СТД - среднетемпературные деформации, в) НТД - низкотемпературные деформации, г) деформации при температуре окружающей среды. Осуществление таких обработок путем пластического деформирования в сочетании с высокоскоростным охлаждением материала обеспечивает наследование его субструктурного построения мартенситом и, как результат, формирование комплекса повышенных прочностных, пластических, микрогеометрических и износостойких характеристик материала поверхностного слоя и позволяет получить эффект оптимального упрочнения.
Использование ультразвукового деформирования во всех четырех схемах комбинированной поверхностной обработки исключает проведение дополнительной операции отпуска с целью повышения пластических свойств материала, увеличивая его прочность и формируя микрогеометрию поверхности.
Таким образом, воздействие на обрабатываемую поверхность 6 приповерхностной лазерной плазмой 3, легирование ванны расплава поверхностного слоя 6, высокоскоростное охлаждение обрабатываемой поверхности с одновременным воздействием ультразвуком на жидкую ванну расплава и последующим поверхностно-пластическим деформированием закристаллизовавшегося легированного поверхностного слоя позволяет многократно увеличить износостойкость поверхностного слоя.
Для подтверждения многократного повышения износостойкости поверхностного слоя металла после лазерно-плазменного и лазерно-плазменного-ультразвукового упрочнения были проведены испытания на износ образцов из стали 45 ГОСТ 1050-88 в нормализованном состоянии. Испытания проводились на машине для испытаний материалов на трение и износ ИИ 5018 (производства ОАО «ТОЧМАШ») по схеме диск-колодка. Сила прижима 100 Н. Испытания проводили без смазки.
Как известно из практики во многих случаях износ деталей машин и механизмов на величину, равную 0,2…0,3 мм [1, 2], приводит к выводу деталей из эксплуатации, поэтому режимы упрочнения образцов плазмой и лучом лазера были выбраны, исходя из условия, что глубина упрочненного слоя не превышала 0,5 мм.
Исходная шероховатость упрочняемой поверхности образца после шлифования составляла Ra≈0,8 мкм. Измерение твердости упрочняемой поверхности производилось микротвердомером модели ПМТ-3. Ультразвуковое, плазменное, лазерное упрочнение поверхности наносилось в виде дорожек с коэффициентом перекрытия - Кп≈0,3…0,4.
Ультразвуковое упрочнение производилось на ультразвуковом генераторе УЗГЗ-0,4 с индентором из шарикоподшипниковой стали ШХ-15.
Необходимо отметить, что применение ультразвукового поверхностно-пластического деформирования поверхности при всех схемах комбинированной поверхностной обработки исключает проведение дополнительной операции отпуска с целью повышения пластических свойств материала, увеличивая его прочность и формируя микрогеометрию поверхности.
Шероховатость поверхности после комбинированной обработки находилась в пределах 0,2<Ra<0,4 мкм.
Плазменное упрочнение производилось на установке УФПУ-110 (производство НПФ «Плазмацентр»).
Лазерное упрочнение производилось па волоконном лазере модели ЛС-2, длина волны λ=1,06 мкм (производство ИРЭ-ПОЛЮС).
Микротвердость обрабатываемой поверхности образца в исходном состоянии H50=2200 МПа.
Микротвердость поверхности после ультразвуковой обработки Н50=3300 МПа.
Микротвердость поверхности после плазменного упрочнения Н50=8200 МПа.
Микротвердость поверхности после лазерного упрочнения Н50=8500 МПа.
Микротвердость поверхности после лазерно-ультразвукового упрочнения Н50=8900 МПа.
Микротвердость поверхности после лазерно-плазменно-ультразвукового упрочнения H50=12500 МПа - для углеродсодержащей плазмы.
Как известно [1, 2, 3] повышение твердости поверхности является одной из главных предпосылок повышения износостойкости, особенно при абразивном износе.
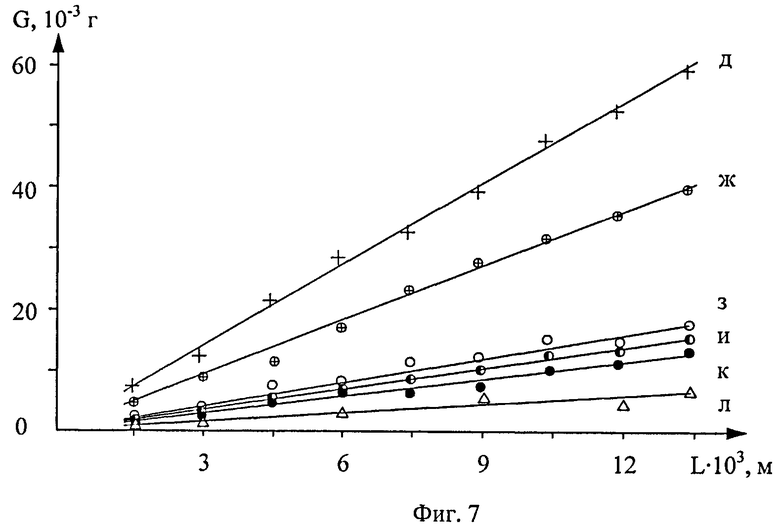
Подтверждением улучшения механических характеристик является иллюстрация зависимости износа поверхности слоя от времени испытаний, на примере стали 45, приведенная на (Фиг.7),
где G - масса износа;
L - путь трения.
Кривые на графике обозначают:
- д - кривая износа при исходном состоянии материала;
- ж - кривая износа после ультразвуковой обработки;
- з - кривая износа после плазменного упрочнения;
- и - кривая износа после лазерного упрочнения;
- к - кривая износа после лазерно-ультразвукового упрочнения;
- л - кривая износа после лазерно-плазменно-ультразвуковой обработки.
Из представленного графика видно что, металл, обработанный заявляемым способом, кривая (л), обладает примерно в 3 раза лучшей износостойкостью по сравнению с наилучшим достижением (кривая к), полученным после лазерно-ультразвукового упрочнения.
По сравнению же с исходным состоянием металла до обработки после лазерно-плазменной и лазерно-плазменно-ультразвуковой обработки износостойкость поверхности металла возросла примерно в 12 раз.
Кроме лабораторных испытаний образцов были проведены исследования показателей деталей, эксплуатировавшихся в реальных условиях, которые подтвердили высокую работоспособность обработанных поверхностей.
Способ успешно прошел промышленные испытания и полученные образцы обработанных деталей подтверждают возможность его реализации.
Источники информации
1. Гаркунов Д.Н. Триботехника. - М.: Машиностроение, 1985. - 424 с.
2. Трение, износ и смазка (трибология и триботехника) /А.В.Чичинадзе, Э.М.Берлинер, Э.Д.Браун и др./ Под общ. ред. А.В.Чичинадзе. - М.: Машиностроение, 2003. - 576 с.
3. Материаловедение: Учебник для вузов / Б.Н.Арзамасов, В.И.Макарова, Г.Г.Мукин. Под общ. ред. Б.Н.Арзамасова. - М.: Изд-во МГТУ им. Н.Э.Баумана, 2002. - 648 с.
4. Полевой С.Н., Евдокимов В.Д. Упрочнение машиностроительных материалов: Справочник. - М.: Машиностроение, 1994. - 496 с.
5. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. - М.: Изд-во МГТУ им. Н.Э.Баумана, 2006. - 664 с.
6. Лазерная техника и технологии. В 7 кн. (кн.6): Основы лазерного термоупрочнения сплавов: Учеб. пособие для вузов / А.Г.Григорьянц, А.Н.Сафонов, 1988 г. - 159 с.
7. Кайдалов А.А. Электронно-лучевая сварка и смежные технологии. - Киев: Экотехнология, 2004. - 260 с.
8. Рыбакова Л.М., Куксенова Л.И. Структура и износостойкость металла. - М.: Машиностроение, 1982. - 212 с.
9. Лазерная техника и технологии. В 7 кн. (кн.3): Методы поверхностной лазерной обработки: Учеб. пособие для вузов / А.Г.Григорьянц, А.Н.Сафонов, 1987 г. - 191 с.
10. Григорьянц А.Г., Шиганов И.Н., Чирков A.M. Гибридные технологии лазерной сварки. - М.: Изд-во МГТУ им. Н.Э.Баумана, 2004. - 52 с.
11. Забелин A.M., Шиганов И.Н., Чирков A.M., Хрусталев Ю.А. Гибридные технологии лазерной наплавки. - М.: Изд-во МГОУ, 2007. - 132 с.
12. Забелин A.M., Оришич A.M., Чирков A.M. Лазерные технологии машиностроения: Учебное пособие / Новосиб. гос. ун-т, Новосибирск, 2004. - 142 с.
13. Даньщиков Е.В., Дымшаков В.А. и др. // Известия. Академия наук СССР, сер. физическая, 1985, т.49, №4. с.811-827.
14. Веденов А.А., Гладуш Г.Г. Физические процессы при лазерной обработке материалов. - М.: Энергоатомиздат, 1985. - 208 с.
15. «Способ лазерно-плазменного полирования металлической поверхности» Патент на изобретение №2381094. Зарег. в Гос. реестре РФ 10.02.2010.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОГО НАНОСТРУКТУРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2012 |
|
RU2526105C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2007 |
|
RU2381094C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО КОМПОЗИЦИОННОГО СЛОЯ В МЕТАЛЛАХ | 2019 |
|
RU2718503C1 |
| СПОСОБ МОДИФИКАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО | 2009 |
|
RU2425907C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2013 |
|
RU2527511C1 |
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| Способ лазерной ударной обработки металлической заготовки | 2024 |
|
RU2838925C1 |
| Способ лазерного восстановления режущей кромки зубьев фрезы | 2019 |
|
RU2707005C1 |
Изобретение относится к комбинированным лазерно-плазменно-ультразвуковым технологиям, направленным на преобразование структуры приповерхностного обрабатываемого слоя металлов и их сплавов, а именно к способу получения износостойкой поверхности металлов и их сплавов (варианты). Способ по первому варианту включает образование в непрерывном оптическом разряде приповерхностной лазерной плазмы в парах металла. Приповерхностную плазму образуют, с по меньшей мере, одним легирующим элементом, или элементами, плотность мощности лазерного излучения Wp определяют из условия: , где - плотность мощности лазерного излучения, приводящая к плавлению поверхности, - плотность мощности лазерного излучения, приводящая к образованию эрозионной плазмы и разрушению поверхности, и одновременно с лазерной плазмой на обрабатываемую поверхность воздействуют ультразвуком. Согласно второму варианту на обрабатываемую поверхность воздействуют кроме лазерной плазмы и ультразвуком. В качестве легирующего элемента или элементов используют углерод, или азот, или бор, или хром. В результате получают высокодисперсную структуру покрытия, снижается уровень напряженно- деформационного состояния поверхностного слоя, что приводит к получению высокоизносостойкой поверхности. 2 н. и 25 з.п. ф-лы, 7 ил.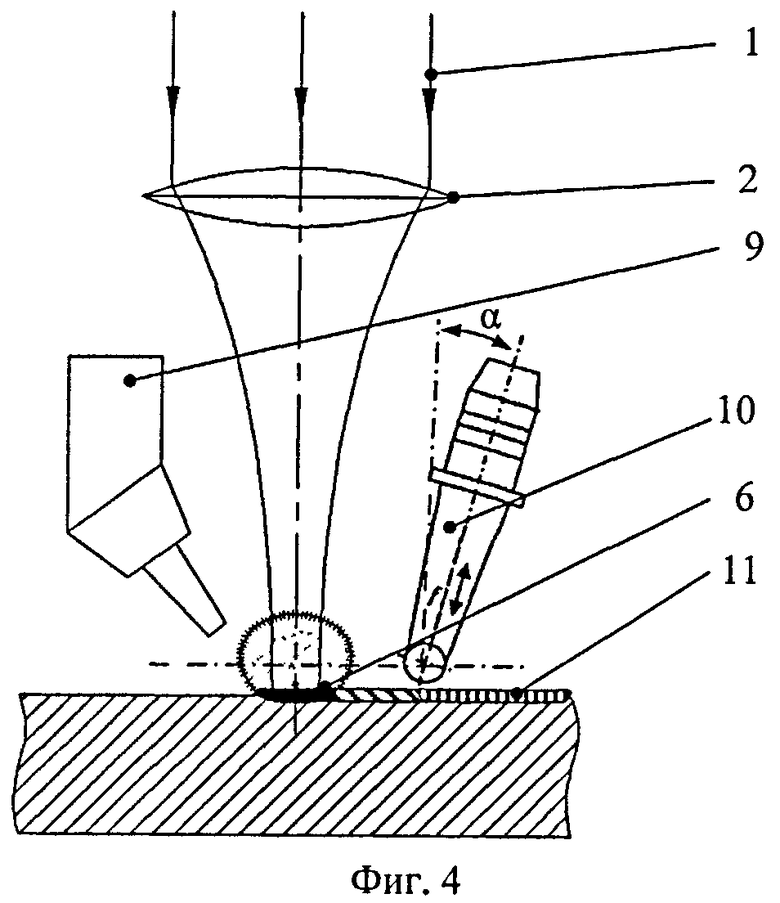
1. Способ получения износостойкой поверхности металлов и их сплавов, включающий легирование поверхностного слоя путем непрерывного воздействия на него лазерной плазмой оптического разряда в парах металла, отличающийся тем, что легирующий элемент или элементы подают непосредственно в приповерхностную лазерную плазму, при этом плотность мощности лазерного излучения Wp определяют из условия:
,
где - плотность мощности лазерного излучения, приводящая к плавлению поверхности, - плотность мощности лазерного излучения, приводящая к образованию эрозионной плазмы и разрушению поверхности.
2. Способ по п.1, отличающийся тем, что поджигают приповерхностную лазерную плазму на расстоянии h от обрабатываемой поверхности, определяемом из условия:
0<h<Dп/2,
где Dп - диаметр приповерхностной лазерной плазмы оптического пробоя в парах металла.
3. Способ по п.1, отличающийся тем, что поджигают приповерхностную лазерную плазму лазерным лучом в парах металла.
4. Способ по п.1, отличающийся тем, что поджигают приповерхностную лазерную плазму и поддерживают ее в непрерывном оптическом разряде.
5. Способ по п.1, отличающийся тем, что плотность мощности лазерного излучения Wp для поджига и образования приповерхностной лазерной плазмы оптического разряда в парах металла выбирают из условия:
где  - пороговая плотность мощности лазерного излучения, образующего приповерхностную лазерную плазму оптического пробоя в парах металла,
- пороговая плотность мощности лазерного излучения, образующего приповерхностную лазерную плазму оптического пробоя в парах металла,  - пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического разряда в газе.
- пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического разряда в газе.
6. Способ по п.2, отличающийся тем, что осуществляют перемещение энергетического центра приповерхностной лазерной плазмы оптического разряда в парах металла относительно обрабатываемой поверхности для изменения режимов обработки поверхностного слоя в пределах, определяемых из условия:
0<ΔF<Dп/2,
где Dп - диаметр приповерхностной лазерной плазмы оптического разряда в парах металла, ΔF - величина дефокусировки или положения фокальной плоскости с энергетическим центром лазерной плазмы относительно обрабатываемой поверхности.
7. Способ по п.1, отличающийся тем, что в качестве легирующего элемента или элементов, входящих в состав лазерной плазмы, используют углерод, или азот, или бор, или хром.
8. Способ по п.7, отличающийся тем, что легирующий элемент или элементы находятся в лазерной плазме в атомарном и ионизированном состоянии.
9. Способ по п.1, отличающийся тем, что легирование расплавленного поверхностного слоя обрабатываемой поверхности осуществляют атомами и ионами легирующих элементов, содержащихся в приповерхностной плазме.
10. Способ по п.1, отличающийся тем, что осуществляют сканирование обрабатываемой поверхности лучом лазера перпендикулярно или под углом к направлению подачи обрабатываемой поверхности.
11. Способ по п.10, отличающийся тем, что частоту сканирования лазерного луча определяют в зависимости от времени существования приповерхностной плазмы без энергетической подпитки лучом лазера.
12. Способ по любому из п.10 или 11, отличающийся тем, что скорость поперечной подачи сканирующего луча лазера определяют в зависимости от частоты сканирования, диаметра пятна воздействия лазерной плазмы на обрабатываемую поверхность и коэффициента перекрытия зон обработки.
13. Способ получения износостойкой поверхности металлов и их сплавов, включающий непрерывное воздействие на обрабатываемую поверхность лазерной плазмой оптического разряда в парах металла с подачей непосредственно в приповерхностную лазерную плазму одного или нескольких легирующих элементов, при этом плотность мощности лазерного излучения Wp определяют из условия:
,
где - плотность мощности лазерного излучения, приводящая к плавлению поверхности, - плотность мощности лазерного излучения, приводящая к образованию эрозионной плазмы и разрушению поверхности, и одновременно с лазерной плазмой на обрабатываемую поверхность воздействуют ультразвуком.
14. Способ по п.13, отличающийся тем, что поджигают приповерхностную лазерную плазму на расстоянии h от обрабатываемой поверхности, определяемом из условия:
0<h<Dп/2,
где Dп - диаметр приповерхностной лазерной плазмы оптического пробоя в парах металла.
15. Способ по п.13, отличающийся тем, что поджигают приповерхностную лазерную плазму лазерным лучом в парах металла.
16. Способ по п.13, отличающийся тем, что поджигают приповерхностную лазерную плазму и поддерживают ее в непрерывном оптическом разряде.
17. Способ по п.13, отличающийся тем, что плотность мощности лазерного излучения Wp для поджига и образования приповерхностной лазерной плазмы оптического разряда в парах металла выбирают из условия:
где  - пороговая плотность мощности лазерного излучения, образующего приповерхностную лазерную плазму оптического пробоя в парах металла,
- пороговая плотность мощности лазерного излучения, образующего приповерхностную лазерную плазму оптического пробоя в парах металла,  - пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического разряда в газе.
- пороговая плотность мощности лазерного излучения, образующая приповерхностную лазерную плазму оптического разряда в газе.
18. Способ по п.13, отличающийся тем, что осуществляют перемещение энергетического центра приповерхностной лазерной плазмы оптического разряда в парах металла относительно обрабатываемой поверхности для изменения режимов обработки поверхностного слоя в пределах, определяемых из условия:
0<ΔF<Dп/2,
где Dп - диаметр приповерхностной лазерной плазмы оптического разряда в парах металла, ΔF - величина дефокусировки или положения фокальной плоскости с энергетическим центром лазерной плазмы относительно обрабатываемой поверхности.
19. Способ по п.13, отличающийся тем, что в качестве легирующего элемента или элементов, входящих в состав лазерной плазмы, используют углерод, или азот, или бор, или хром.
20. Способ по п.19, отличающийся тем, что легирующий элемент или элементы находятся в лазерной плазме в атомарном и ионизированном состоянии.
21. Способ по п.13, отличающийся тем, что легирование расплавленного поверхностного слоя обрабатываемой поверхности осуществляют атомами и ионами легирующих элементов, содержащихся в приповерхностной плазме.
22. Способ по п.13, отличающийся тем, что воздействие ультразвуком осуществляют на жидкую ванну расплава и закристаллизовавшуюся зону обрабатываемой поверхности.
23. Способ по п.22, отличающийся тем, что воздействие ультразвуком на закристаллизовавшуюся поверхность осуществляют при температуре ниже точки солидуса.
24. Способ по п.14, отличающийся тем, что воздействие ультразвуком осуществляют перпендикулярно обрабатываемой поверхности или с наклоном вектора воздействия в любую сторону до 45°.
25. Способ по п.14, отличающийся тем, что осуществляют сканирование обрабатываемой поверхности лучом лазера перпендикулярно или под углом к направлению подачи обрабатываемой поверхности.
26. Способ по п.25, отличающийся тем, что частоту сканирования лазерного луча определяют в зависимости от времени существования приповерхностной плазмы без энергетической подпитки лучом лазера.
27. Способ по 25, отличающийся тем, что скорость поперечной подачи сканирующего луча лазера определяют в зависимости от частоты сканирования, диаметра пятна воздействия лазерной плазмы на обрабатываемую поверхность и коэффициента перекрытия зон обработки.
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2007499C1 |
| СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ МЕТАЛЛОВ | 1988 |
|
SU1552485A1 |
| Способ изготовления шайбы с волнообразной поверхностью для подпятника с газовой смазкой | 1950 |
|
SU88307A1 |
| Способ передачи ультразвуковых колебаний жидкому металлу сварочной ванны | 1959 |
|
SU128957A1 |
| RU 2007149070/02, 27.06.2009 | |||
| JP 11323573 A, 26.11.1999 | |||
| А.Г.ГРИГОРЬЯНЦ и др | |||
| Технологические процессы лазерной обработки | |||
| - М.: издательство МГТУ им | |||
| Н.Э.Баумана, 2006, с.95-110, 331. | |||

