Область техники, к которой относится изобретение
Настоящее изобретение относится к пресс-форме для покрышки, покрышке и способу изготовления покрышки.
Уровень техники
В прошлом для улучшения эксплуатационных характеристик на льду и эксплуатационных характеристик на снегу реализовывали самые разнообразные подходы с зимними покрышками.
Например, в публикации JP 2002-192914 A [1] предлагается методика предусматривания наличия множества щелевидных канавок на каждом блоке, полученном в протекторной части, в целях увеличения для компонента на кромке площади поверхности контакта покрышки с грунтом при одновременном также улучшении захвата на снегу и улучшении ходовых эксплуатационных характеристик покрышки на обледеневших и заснеженных дорогах (замерзших дорогах и дорогах с накопившимся снегом).
С другой стороны, в публикации JP 11-301217 A [2], например, предлагается методика для покрышки, включающей протекторный каучук с так называемой двухслойной конструкцией, образованной из каучука беговой дорожки и каучука подканавочного слоя. При использовании вспененного каучука в качествен каучука беговой дорожки данная методика значительно улучшает отвод воды и улучшает эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу.
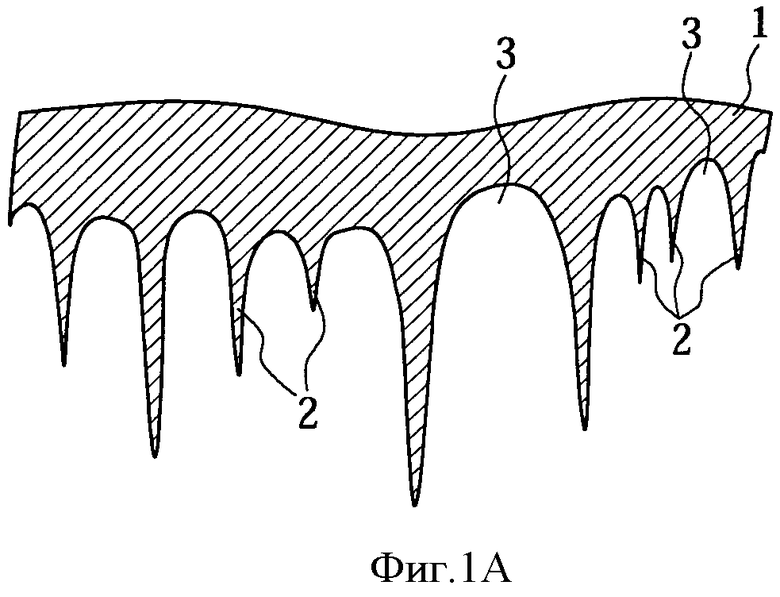
Кроме того, в публикации JP 2009-067378 A [3], например, предлагается методика, относящаяся к свойствам поверхности протекторной части 1 покрышки в соответствии с иллюстрацией на фигуре 1A. В данной методике улучшают эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу для покрышки в результате предусматривания наличия выступов 2, имеющих заостренную кромку, на поверхности протекторной части, в целях увеличения поверхностной шероховатости и увеличения силы трения между поверхностью покрышки и поверхностью дороги.
Раскрытие изобретения
Однако при использовании методики предусматривания наличия щелевидных канавок в блоке, описанной в публикации [1], в случае чрезмерно большого увеличения количества щелевидных канавок жесткость блока уменьшится, что облегчит сплющивание блоков. Это приводит к появлению проблемы, заключающейся в уменьшенной площади поверхности контакта покрышки с грунтом, что в конечном счете ухудшает эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу.
С другой стороны, при использовании методики применения вспененного каучука в каучуке беговой дорожки, описанной в публикации [2], вследствие использования вспененного каучука жесткость всего блока может уменьшиться, и поэтому износостойкость покрышки необязательно является достаточной.
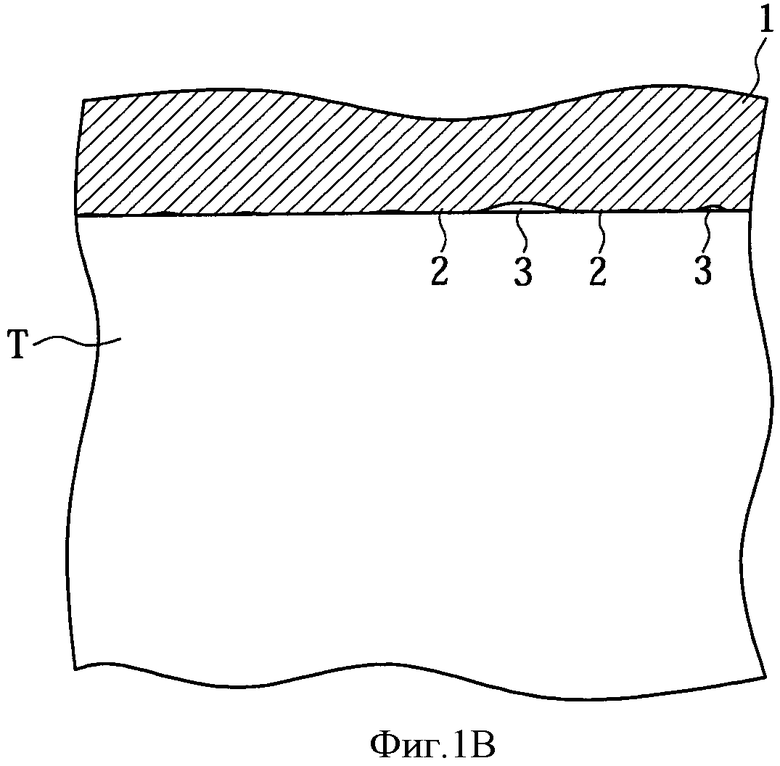
Кроме того, при использовании методики предусматривания наличия выступов, имеющих заостренную кромку, на поверхности протекторной части, описанной в публикации [3], жесткость выступов является низкой, и поэтому, в частности, в случае приложения к покрышкам большой нагрузки, так как во время увеличенной нагрузки на передние колеса вследствие зарывания носом у транспортного средства, выступы могут сдавливаться, что предотвращает получение желательных эксплуатационных характеристик. Другими словами, при использовании методики предусматривания наличия выступов, имеющих заостренную кромку, на поверхности протекторной части выступы 2 могут сдавливаться вследствие контакта с поверхностью дороги T в соответствии с иллюстрацией на фигуре 1B, что вызывает уменьшение объема полостей 3 для отвода воды, тем самым, ухудшая отвод воды. В результате могут быть не получены желательные эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу. В соответствии с этим, для методики, описанной в публикации [3], остаются резервы для дальнейшего улучшения эксплуатационных характеристик на льду и эксплуатационных характеристик на снегу.
Изобретатели неоднократно рассматривали покрышки, использующие методики, описанные в публикациях [1]-[3], и в дальнейшем открыли то, что по неизвестной причине таким обычным покрышкам свойственна проблема, заключающаяся в том, что эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу в достаточной степени не получаются, в частности, для вновь изготовленных покрышек. В соответствии с этим, для методик, описанных в публикациях [1]-[3], остаются резервы для улучшения эксплуатационных характеристик на льду и эксплуатационных характеристик на снегу, в частности, для вновь изготовленных покрышек.
Для разрешения вышеупомянутых проблем одна цель настоящего изобретения заключается в получении покрышки, демонстрирующей улучшенные эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу, пресс-формы для покрышки, использующейся для изготовления (формования) покрышки, и способа изготовления покрышки.
Изобретатели провели тщательное исследование того, как разрешить вышеупомянутые проблемы.
В результате изобретатели совершили открытие, относящееся к способу изготовления покрышки, которая может получить свойства поверхности протектора, которые гарантируют отвод воды без ухудшения жесткости блока, что, таким образом, привело к совершению настоящего изобретения.
Настоящее изобретение в своей основе имеет вышеупомянутое открытие, и его основные признаки представляют собой нижеследующее.
Пресс-форма для покрышки, соответствующая настоящему изобретению, включает поверхность формования протектора для формования поверхности протектора покрышки, и, по меньшей мере, часть поверхности формования протектора получают в результате проецирования сферического проецируемого материала, характеризующегося сферичностью, составляющей 15 мкм и менее, и стимулирования сталкивания сферического проецируемого материала.
Форма, полученная таким образом, может обеспечить формование покрышки, обладающей предварительно определенными свойствами поверхности протектора, в целях улучшения у покрышки эксплуатационных характеристик на льду и эксплуатационных характеристик на снегу.
В данном случае «сферичность» относится к величине, рассчитанной в результате получения фотографии проецируемого материала по методу СЭМ, выбора любых 10 частиц проецируемого материала, вычисления разности диаметра между вписанной окружностью и описанной окружностью, находящихся в контакте с каждой из частиц проецируемого материала, и установления среднего значения для данных разностей по всем 10 частицам проецируемого материала.
При использовании вышеупомянутой пресс-формы для покрышки формуют поверхность протектора покрышки, соответствующей настоящему изобретению.
Таким образом, могут быть получены желательные свойства поверхности протектора, и для покрышки могут быть улучшены эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу.
Кроме того, способ изготовления покрышки, соответствующей настоящему изобретению, включает стадии a) получения, по меньшей мере, части поверхности формования протектора у пресс-формы для покрышки в результате проецирования сферического проецируемого материала, характеризующегося сферичностью, составляющей 15 мкм и менее, и стимулирования сталкивания сферического проецируемого материала и b) формования покрышки при использовании пресс-формы для покрышки, которая включает поверхность формования протектора, полученную на стадии a).
Таким образом, может быть изготовлена покрышка, характеризующаяся превосходными эксплуатационными характеристиками на льду и эксплуатационными характеристиками на снегу.
В соответствии с настоящим изобретением могут быть предложены покрышка, демонстрирующая улучшенные эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу, пресс-форма для покрышки для формования покрышки и способ изготовления покрышки.
Краткое описание чертежей
Настоящее изобретение иллюстрируется чертежами, на которых:
фигура 1A представляет собой схематическое изображение поперечного сечения, иллюстрирующее поверхность протектора обычной покрышки, а фигура 1B представляет собой схематическое изображение поперечного сечения, иллюстрирующее контакт между поверхностью протектора и поверхностью дороги при приложении к покрышке нагрузки;
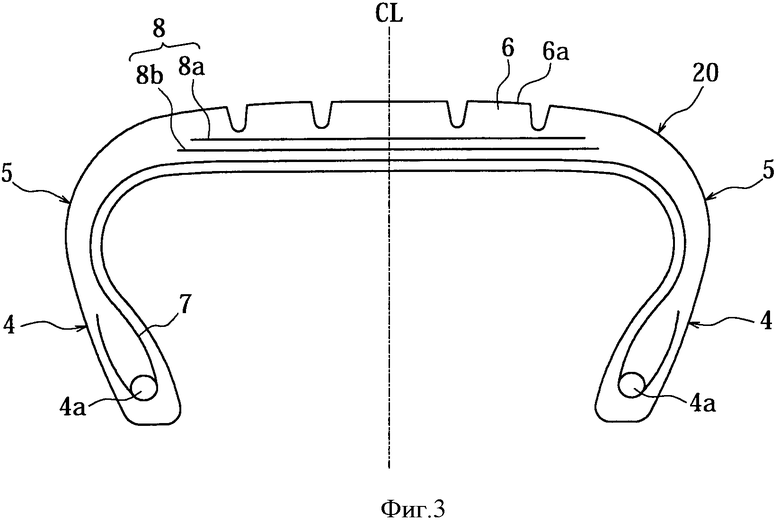
фигура 2 представляет собой изображение поперечного сечения в направлении ширины покрышки для покрышки, соответствующей одному варианту осуществления настоящего изобретения;
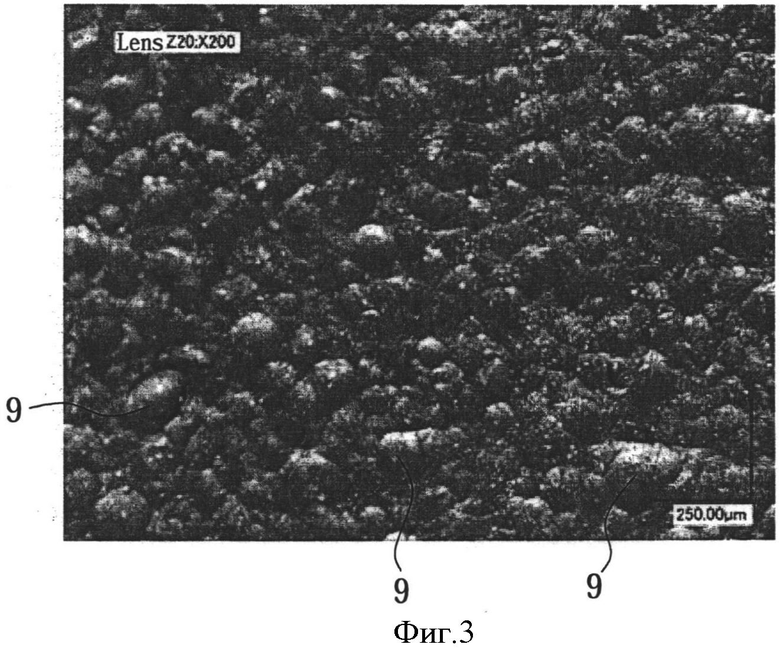
фигура 3 иллюстрирует увеличение части поверхности протектора покрышки, соответствующей настоящему изобретению; и
фигура 4 представляет собой схематический частичный вид в перспективе для части пресс-формы, использующейся для формования покрышки, соответствующей настоящему изобретению.
Осуществление изобретения
В последующем изложении описывается покрышка, соответствующая одному варианту осуществления настоящего изобретения.
Фигура 2 представляет собой изображение в поперечном сечении в направлении ширины покрышки для покрышки, соответствующей одному варианту осуществления настоящего изобретения.
В соответствии с иллюстрацией на фигуре 2 покрышка 20, соответствующая настоящему варианту осуществления, включает пару бортовых частей 4, пару боковинных частей 5, соответственно, простирающихся от бортовых частей 4 изнутри наружу в радиальном направлении покрышки, и протекторную часть 6, простирающуюся между боковинными частями 5.
Покрышка 20, соответствующая настоящему варианту осуществления, также включает каркас 7, тороидально простирающийся между парой сердечников бортов покрышки 4а, внедренных в пару бортовых частей 4, и брекер 8, образованный из двух слоев брекера 8a и 8b, расположенных изнутри наружу в радиальном направлении покрышки от каркаса 7. Кроме того, протекторный каучук, образованный невспененным каучуком, размещают изнутри наружу от брекера 8 в радиальном направлении покрышки.
Фигура 3 представляет собой полученную по методу СЭМ фотографию поверхности протектора, соответствующей настоящему варианту осуществления.
В соответствии с иллюстрацией на фигуре 3 покрышка, соответствующая настоящему варианту осуществления, включает множество полусферических выступов 9 по всей поверхности протектора.
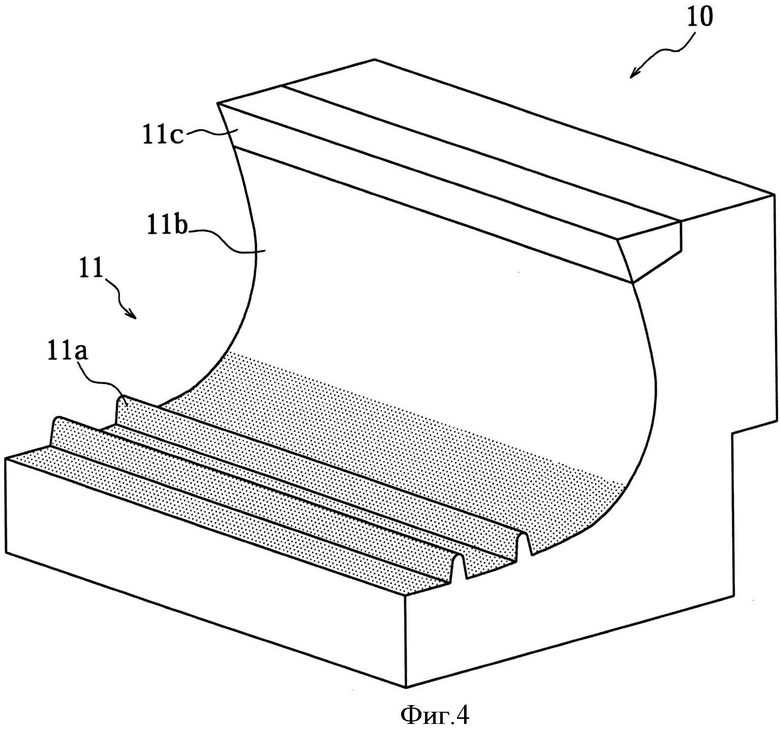
Фигура 4 представляет собой схематический частичный вид в перспективе для части пресс-формы, использующейся для формования покрышки, соответствующей настоящему изобретению.
В соответствии с иллюстрацией на фигуре 4 данная пресс-форма 10 включает поверхность формования 11 для вулканизации покрышки.
Данная поверхность формования 11 включает поверхность формования протектора 11a, которая обеспечивает формование поверхности протектора, а в примере на фигуре 4 также включает и поверхность формования боковины 11b, которая обеспечивает формование внешней поверхности боковинной части, и поверхность формования борта 11c, которая обеспечивает формование внешней поверхности бортовой части.
На данную поверхность формования 11 каких-либо конкретных ограничений не накладывают, и она может быть получена, например, из алюминия.
Поверхность протектора, включающая выступы, проиллюстрированные на фигуре 3 для покрышки, соответствующей настоящему изобретению, может быть сформована при использовании пресс-формы для вулканизации покрышки 10, проиллюстрированной на фигуре 4 и снабженной поверхностью формования протектора 11a, которая включает множество углублений (схематически проиллюстрированных точками на фигуре 4), соответствующих по форме полусферическим выступам. Другими словами, на стадии вулканизации покрышки полусферическая вогнутая форма поверхности формования протектора 11a в форме 10 передается в форму выступов на поверхность протектора покрышки.
В следующем далее изложении описывается способ получения поверхности формования протектора 11a в пресс-форме 10.
Поверхность формования протектора 11a может быть получена на стадии проецирования проецируемого материала для проецирования проецируемого материала, имеющего конкретную форму, и стимулирования сталкивания проецируемого материала.
На стадии проецирования проецируемого материала критическим моментом является получение поверхности формования протектора 11a (всей поверхности или ее части) в результате проецирования сферического проецируемого материала, характеризующегося сферичностью, составляющей 15 мкм и менее, и стимулирования сталкивания проецируемого материала.
Причина заключается в том, что в случае превышения сферичностью проецируемого материала 15 мкм для поверхности формования протектора в пресс-форме станет затруднительным принятие формы, включающей полусферические углубления, что затрудняет использование данной пресс-формы для получения желательных свойств поверхности для поверхности протектора сформованной покрышки.
Поскольку пресс-форма для покрышки, полученная на данной стадии проецирования проецируемого материала, включает множество полусферических углублений по поверхности формования протектора, на поверхности протектора покрышки, вулканизованной при использовании данной пресс-формы, получают множество полусферических выступов.
Поэтому в соответствии с покрышкой, сформованной при использовании данной пресс-формы, может быть гарантирован большой объем полостей для отвода воды даже при приложении большой нагрузки, поскольку выступы являются сферическими, что облегчает равномерное приложение усилия к выступам, в результате приводя к получению формы, которая легко не сдавливается. Таким образом, улучшается отвод воды, что, тем самым, улучшает для покрышки эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу.
Сферичность проецируемого материала более предпочтительно составляет 10 мкм и менее, а еще более предпочтительно 5 мкм и менее.
Причина заключается в том, что свойства поверхности на поверхности протектора покрышки, сформованной при использовании пресс-формы, имеющей поверхность формования протектора, полученную таким образом, еще больше улучшаются, что, тем самым, дополнительно улучшает для покрышки эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу.
Средний диаметр частиц проецируемого материала, использующегося на стадии проецирования проецируемого материала, предпочтительно находится в диапазоне от 10 мкм до 1 мм.
Причина заключается в том, что задание среднего диаметра частиц проецируемого материала, составляющим 10 мкм и менее, делает возможным получение желательных свойств для поверхности формования протектора в пресс-форме, а также подавляет рассеивание проецируемого материала во время проецирования при высоком давлении на стадии проецирования проецируемого материала. С другой стороны, задание среднего диаметра частиц проецируемого материала составляющим 1 мм и менее может подавить раннее изнашивание поверхности пресс-формы.
По тем же самым причинам средний диаметр частиц проецируемого материала более предпочтительно находится в диапазоне от 20 мкм до 0,7 мм, а еще более предпочтительно от 10 мкм до 0,5 мм.
В данном случае «средний диаметр частиц» относится к значению, рассчитанному в результате получения фотографии проецируемого материала по методу СЭМ, выбора любых 10 частиц проецируемого материала, вычисления среднего значения диаметра вписанной окружности и диаметра описанной окружности, находящихся в контакте с каждой из частиц проецируемого материала, и установления среднего значения для данных величин по всем 10 частицам проецируемого материала.
Обратите внимание на то, что в результате задания распределения диаметра частиц проецируемого материала, использующегося на стадии проецирования проецируемого материала, в виде диапазона от 10% до 20% проецируемого материала, имеющего диаметр, составляющий, по меньшей мере, 50 мкм и меньший, чем 200 мкм, диапазона от 50% до 60% проецируемого материала, имеющего диаметр, составляющий, по меньшей мере, 200 мкм и меньший, чем 300 мкм, и диапазона от 10% до 20% проецируемого материала, имеющего диаметр, составляющий, по меньшей мере, 300 мкм и, самое большее, 400 мкм, получают пресс-форму для покрышки, снабженную поверхностью формования протектора, включающей выпуклости, характеризующиеся распределением по диаметрам в вышеупомянутых диапазонах. Обратите внимание на то, что проецируемый материал может включать частицы, характеризующиеся диаметром частиц, составляющим менее чем 50 мкм и более, чем 400 мкм.
Кроме того, твердость по Моосу проецируемого материала предпочтительно находится в диапазоне от 2 до 10.
Причина заключается в том, что задание твердости по Моосу проецируемого материала, составляющей 2 и более, облегчает получение желательных свойств поверхности в пресс-форме, в то время как задание твердости по Моосу проецируемого материала составляющей, самое большее, 10 уменьшает раннее повреждение пресс-формы.
По тем же самым причинам твердость по Моосу проецируемого материала более предпочтительно находится в диапазоне от 3,0 до 9,0, а еще более предпочтительно от 5,0 до 9,0.
Твердость по Моосу пресс-формы для покрышки предпочтительно находится в диапазоне от 2,0 до 5,0, а разность между твердостью по Моосу пресс-формы для покрышки и твердостью по Моосу проецируемого материала предпочтительно находится в диапазоне от 3,0 до 5,0.
Кроме того, относительная плотность проецируемого материала предпочтительно находится в диапазоне от 0,5 до 20.
Причина заключается в том, что задание относительной плотности проецируемого материала, составляющей 0,5 и более, подавляет рассеивание проецируемого материала и улучшает обрабатываемость во время стадии проецирования для получения поверхности формования протектора, обладающей желательными свойствами, в то время как задание относительной плотности проецируемого материала, составляющей 20 и менее, уменьшает энергию ускорения проецируемого материала и подавляет раннее изнашивание пресс-формы.
По тем же самым причинам относительная плотность проецируемого материала более предпочтительно находится в диапазоне от 0,8 до 18, а еще более предпочтительно от 1,2 до 15.
На тип проецируемого материала каких-либо конкретных ограничений не накладывают, тем не менее, предпочтительным является использование, например, циркона, стали, литой стали, керамики и тому подобного.
На стадии проецирования проецируемого материала проецируемый материал предпочтительно проецируют на поверхность формования протектора пресс-формы в течение периода времени в диапазоне от 30 с до 10 мин при высоком давлении в диапазоне от 100 кПа до 1000 кПа.
Причина заключается в том, что проецирование проецируемого материала при 100 кПа и более в течение, по меньшей мере, 30 с обеспечивает равномерное достижение желательных свойств по поверхности формования протектора, в то время как проецирование проецируемого материала при 1000 кПа и менее в течение 10 мин и менее подавляет повреждение поверхности формования протектора.
Обратите внимание на то, что относительную плотность и давление проецирования проецируемого материала регулируют таким образом, чтобы скорость проецирования проецируемого материала предпочтительно находилась бы в диапазоне от 0,3 м/с до 10 м/с, а более предпочтительно от 0,5 м/с до 7 м/с.
В данный момент расстояние от сопла для проецирования проецируемого материала до пресс-формы для покрышки предпочтительно находится в диапазоне от 50 мм до 200 мм.
Время проецирования проецируемого материала относится ко времени проецирования для одной пресс-формы. Например, в случае формования покрышки при использовании 9 пресс-форм проецирование предпочтительно будут проводить в совокупности в течение от 270 с до 90 мин на поверхности формования протектора 9 пресс-форм, которые обеспечивают формование одной покрышки.
Обратите внимание на то, что в случае проецирования проецируемого материала на поверхность формования протектора одной пресс-формы оператор может проецировать проецируемый материал более равномерно в результате смещения местоположения проецирования при одновременном принятии во внимание факторов, таких как форма пресс-формы.
ПРИМЕРЫ
В целях подтверждения эффектов от настоящего изобретения в соответствии с тем, что описывается ниже, были изготовлены покрышка, соответствующая примеру изобретения, и покрышка, соответствующая сравнительному примеру, а также были получены покрышки, соответствующие обычным примерам.
Покрышки формовали при использовании алюминиевой пресс-формы для покрышки, в которой получали поверхность формования протектора пресс-формы на стадии проецирования проецируемого материала при использовании проецируемого материала, демонстрирующего технические характеристики, перечисленные в таблице 1.
Обратите внимание на то, что в таблице 1 «время проецирования» относится ко времени проецирования проецируемого материала для одной пресс-формы. Для каждой пресс-формы оператор проецировал проецируемый материал на поверхность формования протектора в течение вышеупомянутого времени проецирования при одновременном смещении местоположения. Кроме того, каждую покрышку формовали при использовании 9 пресс-форм, в которых таким образом получали поверхность формования протектора.
Вышеупомянутые покрышки, каждая из которых характеризовалась размером покрышки 205/55R16, устанавливали на подходящий для использования обод, прикладывали стандартное внутреннее давление и проводили испытание для оценки эксплуатационных характеристик на льду и эксплуатационных характеристик на снегу.
Методы оценки представляли собой нижеследующее:
Эксплуатационные характеристики на льду.
Измеряли коэффициент трения на льду. В условиях испытания нагрузка в расчете на одно колесо составляла 4,3 кН, а скорость составляла 5 км/ч. Результаты продемонстрированы в виде индекса в таблице 2, при этом значение для обычного примера 1 составляет 100. Больший индекс указывает на лучшие эксплуатационные характеристики.
Эксплуатационные характеристики на снегу.
Измеряли коэффициент трения на снегу. В условиях испытания нагрузка в расчете на одно колесо составляла 4,3 кН, а скорость составляла 5 км/ч. Результаты продемонстрированы в виде индекса в таблице 2, при этом значение для обычного примера 1 составляет 100. Больший индекс указывает на лучшие эксплуатационные характеристики.
Результаты оценки продемонстрированы в приведенной ниже таблице 2.
Как демонстрирует таблица 2, эксплуатационные характеристики на льду и эксплуатационные характеристики на снегу были лучшими для покрышки, соответствующей примеру изобретения, в сопоставлении с покрышками, соответствующими сравнительному примеру и обычным призерам 1 и 2.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1: Протекторная часть
2: Выступ
3: Полость
4: Бортовая часть
4a: Сердечник борта покрышки
5: Боковинная часть
6: Протекторная часть
7: Каркас
8: Брекер
8a, 8b: Слой брекера
9: Выступ
10: Пресс-форма
11: Поверхность формования
11a: Поверхность формования протектора
11b: Поверхность формования боковины
11c: Поверхность формования борта
20: Покрышка
T: Поверхность дороги
| название | год | авторы | номер документа |
|---|---|---|---|
| КАУЧУКОВАЯ КОМПОЗИЦИЯ И ПНЕВМАТИЧЕСКАЯ ПОКРЫШКА | 2008 |
|
RU2471826C2 |
| ШИНА И ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШИНЫ | 2012 |
|
RU2578652C2 |
| ШИНА И ОТЛИВНАЯ ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2587287C2 |
| ШИНА И ПРЕСС-ФОРМА ДЛЯ ФОРМИРОВАНИЯ ШИНЫ | 2012 |
|
RU2586428C2 |
| ШИНА И ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШИНЫ | 2012 |
|
RU2578520C2 |
| ШИНА И ПРЕСС-ФОРМА ФОРМОВАНИЯ ШИНЫ | 2012 |
|
RU2576314C2 |
| ШИНА И ФОРМА ДЛЯ ФОРМИРОВАНИЯ ШИНЫ | 2012 |
|
RU2582329C2 |
| КАУЧУКОВАЯ КОМПОЗИЦИЯ И ПОКРЫШКА | 2017 |
|
RU2708574C1 |
| ШИПОВАННАЯ ПОКРЫШКА И СПОСОБ ВЫБОРА КАУЧУКА ДЛЯ ФОРМИРОВАНИЯ ПОКРОВНОГО КАУЧУКОВОГО СЛОЯ И КАУЧУКА ДЛЯ ФОРМИРОВАНИЯ КАУЧУКОВОГО СЛОЯ ОСНОВАНИЯ, ПРОТЕКТОРА ШИПОВАННОЙ ПОКРЫШКИ | 2016 |
|
RU2688436C1 |
| КАУЧУКОВАЯ КОМПОЗИЦИЯ И ПОКРЫШКА | 2017 |
|
RU2706509C1 |
Настоящее изобретение относится к пресс-форме для покрышки, покрышке и способу изготовления покрышки. Техническим результатом заявленного изобретения является улучшение эксплуатационных характеристик покрышки на льду и на снегу. Технический результат достигается пресс-формой для покрышки, которая содержит поверхность формования протектора для формования поверхности протектора покрышки. При этом часть поверхности формования протектора получена в результате проецирования сферического проецируемого материала, характеризующегося сферичностью, составляющей 15 мкм и менее, и стимулирования сталкивания сферического проецируемого материала. 3 н.п. ф-лы, 5 ил., 2 таб., 1 пр.
1. Пресс-форма для покрышки, содержащая:
поверхность формования протектора для формования поверхности протектора покрышки, при этом,
по меньшей мере, часть поверхности формования протектора получена в результате проецирования сферического проецируемого материала, характеризующегося сферичностью, составляющей 15 мкм и менее, и стимулирования сталкивания сферического проецируемого материала.
2. Покрышка, содержащая протектор,
при этом поверхность протектора формуют при использовании пресс-формы для покрышки по п.1.
3. Способ изготовления покрышки, включающий стадии:
a) получения, по меньшей мере, части поверхности формования протектора у пресс-формы для покрышки в результате проецирования сферического проецируемого материала, характеризующегося сферичностью, составляющей 15 мкм и менее, и стимулирования сталкивания сферического проецируемого материала; и
b) формования покрышки при использовании пресс-формы для покрышки, которая включает поверхность формования протектора, полученную на стадии a).
| WO 2011118856 A1, 29.09.2011 | |||
| JP 2009190526 A, 27.08.2009 | |||
| JP 2003300214 A, 21.10.2003 | |||
| 0 |
|
SU355038A1 | |
| ФОРМА ДЛЯ БЕГОВОЙ ДОРОЖКИ ПРОТЕКТОРА ПНЕВМАТИЧЕСКОЙ ШИНЫ И СПОСОБ ФОРМОВАНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2130832C1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1402433A1 |

