(Л
/
зах 5. Секторы 3 посредством профильных планок 6 связаны с аксиально подвижным запорным кольцом 7. Профильные планки 6 шарнирно закреплены нижними концами на запорном кольце. Они имеют с двух сторон поверхности с цилиндрическими а и коническими b участками для взаимодействия с внутренней поверхностью запорного кольца и, с наружной поверхностью секторов.
Угол наклона образукицей конического участка запорного кольца к вертикаль Ной оси персс-формы выбран больше угла наклона наружной поверхности секторов. При опускании запорного кольца секторы с профильными планками сначала поворачиваются вокруг пальцев и шарниров, а затем перемещаются радиально и образуют поверхность формования покрьшпси. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Пресс форма для вулканизации покрышек пневматических шин | 1982 |
|
SU1080996A1 |
| Секторная пресс-форма для вулканизации покрышек пневматических шин | 1986 |
|
SU1362638A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1979 |
|
SU872286A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1981 |
|
SU965073A1 |
| Устройство для вулканизации покрышек пневматических шин | 1985 |
|
SU1271762A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1974 |
|
SU519339A1 |
| Пресс-форма для покрышек пневматических шин | 1979 |
|
SU859189A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU975441A1 |

Изобретение относится к оборудованию для шинной промьшшенности и может быть использовано для формования и вулканизации покрьппек пневматических шин. Цель изобретения - по- вьш1ение надежности пресс-формы в работе. Для этого подвижные секторы 3 верхней частью соединены с верхней полуформой 1 с помощью пальцев .4. Пальцы расположены в радиальных па
1
Изобретение относится к оборудованию для шинной промьштенности и может быть использовано для формования и вулканизации покрьшгек пневма- тических шин.
Цель изобретения - повьш1ение надежности пресс-формы в работе.
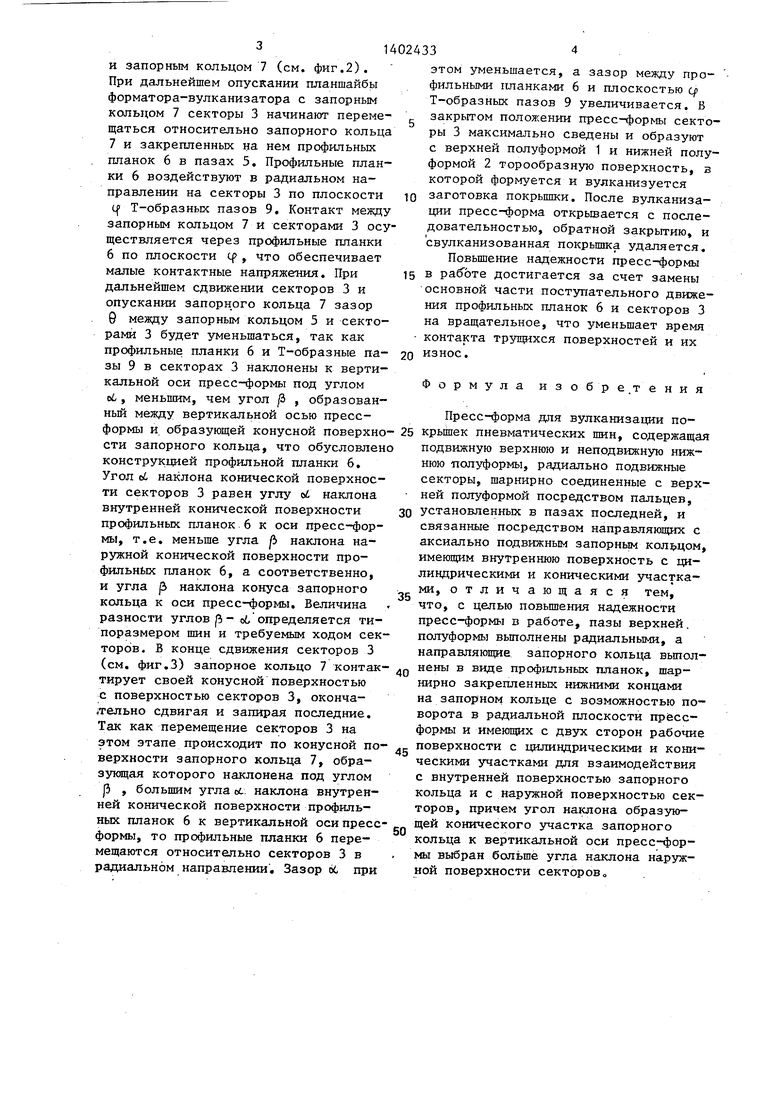
На фиг.1 изображена пресс-форма в раскрытом положении} на фиг.2 - то же, в начале сведения секторов; на фиГрЗ - разрез А-А на фиг.2; на фиг.4 - пресс-форма в закрытом положении; на фиг о5 - разрез Б-В на
Пресс-форма содержит подвижную верхнюю 1 и неподвижную нижнюю 2 полуформы, радиально подвижные сектрры 3, которью своей верхней частью соединены с верхней полуформой 1 с помощью пальцев 4, распсмюженных в радиальных пазах 5. Секторы 3 связаны посредством профильных планок 6с I аксиально подвижным запорным кольцом :7, лричем профильные планки 6 закреп лены нижними концами на запорном кольце 7 на шарнирах 8 с возможностью поворота в радиальной плоскости пресс-формы. Запорное кольцо 7 имеет на внутренней поверхности цилиндричес- кий а и конический b участки Профильные планки 6 имеют Т-образное сечение и входят с зазорами d в Т-об- разные пазы 9, выполненные в секторах 3. Рабочие поверхности профильных планок 6 имеют цилиндрические и конические участки, наружные поверх- рости которых взаимодействуют с соответствующими внутренними поверхностя- запорного кольца 7, а внутренние - с наружной поверхностью секторов 3, При этом угол наклона образукщей ко
5
0 5 о ...
5
нического участка запорного кольца 7 к вертикальной оси пресс-формы выбран больше угла наклона наружной поверхности секторов 3.
Пресс-форма работает следующим образом.
Заготовка покрышки устанавливается на нижнюю полуформу 2. Планшайба форматора-вулканизатора с закрепленной на ней с возможностью осевого перемещения верхней полуформой 1, жестко закрепленным запорным кольцом 7, связанным посредством профильных планок 6 с секторами 3, начинает опускаться о При достижении расстояния раствор бортов покрьшпси плюс Г мм от нижней полуформы 2 верхняя полуформа 1 останавливается (останов обеспечивается кинематической схемой вулка- низационного оборудования) , В этом положении секторы 3 максимально разведены, а между наружной конической поверхностью b направлякшрх и запорным кольцом 7 образуется пространство (см. фиг,1). При дальнейшем опускаг НИИ запорного кольца 7 профильные планки 6, опиракщиеся на верхнюю полуформу 1, вместе с секторами 3 поворачиваются вокруг осей шарниров 8 до прилегания поверхностей а и Ъ к цилиндру и конусу запорного кольца 7, при этом секторы 3 поворачиваются вокруг осей шарниров 4, затем торцы . секторов 3 занимают положение, параллельное торцовой поверхности нижней полуформьг.
В этом положении секторы 3 разведены, мевду формообразующей поверхностью секторов 3 и заготовкой покрышки имеется зазор, кроме того зазор 9 имеется между секторами 3
10
31402433
и запорным кольцом 7 (см. фиг.2). При дальнейшем опускании планшайбы форматора-вулканизатора с запорным кольцом 7 секторы 3 начинают перемещаться относительно запорного кольца 7 и закрепленных на нем профильных планок 6 в пазах 5. Профильные планки 6 воздействуют в радиальном направлении на секторы 3 по плоскости
ц Т-образных пазов 9, Контакт между запорным кольцом 7 и секторами 3 осуществляется через профильные планки 6 по плоскости q , что обеспечивает малые контактные напряжения. При дальнейшем сдвижении секторов 3 и опускании запорн.ого кольца 7 зазор
0 между запорным кольцом 5 и секторами 3 будет уменьшаться, так как профильные планки 6 и Т-образные пазы 9 в секторах 3 наклонены к вертикальной оси пресс-формы под углом
oL , меньшим, чем угол /3 , образованный между вертикальной осью пресс- формы и. образующей конусной поверхно- 25 крьшгек пневматических шин, содержащая сти запорного кольца, что обусловлено подвижную верхнюю и неподвижную ниж- конструкцией профильной планки 6, нюю полуформы, радиально подвижные
секторы, шарнирно соединенные с верхней полуформой посредством пальцев,
этом уменьшается, а зазор между профильными хтанками 6 и плоскостью Cf Т-образных пазов 9 увеличивается. В закрытом положении пресс-формы секторы 3 максимально сведены и образуют с верхней полуформой 1 и нижней полуформой 2 торообразную поверхность, s которой формуется и вулканизуется заготовка покрышки. После вулканизации пресс-форма открьшается с последовательностью, обратной закрытию и свулканизованная покрьш1ка удаляется. Повьш1ение надежности пресс-формы 15 в работе достигается за счет замены основной части поступательного движения профильных планок 6 и секторов 3 на вращательное, что уменьшает время контакта трупщхся поверхностей и их износ.
20
Формула изобре,тения Пресс-форма для вулканизации по30
35
Угол ot наклона конической поверхности секторов 3 равен углу с/ наклона внутренней конической поверхности профильных планок 6 к оси пресс-формы, т.е. меньше угла jb наклона наружной конической поверхности профильных планок 6, а соответственно, и угла j3 наклона конуса запорного кольца к оси пресс-формы. Величина разности углов р- ot определяется типоразмером шин и требуемым ходом секторов. В конце сдвижения секторов 3 (см, фиг,3) запорное кольцо 7 контак- д тирует своей конусной поверхйостью с поверхностью секторов 3, оконча- тельно сдвигая и запирая последние. Так как перемещение секторов 3 на
установленных в пазах последней, и связанные посредством направляющих с аксиально подвижным запорным кольцом, имеющим внутреннюю поверхность с цилиндрическими и коническими участками, отличающаяся тем, что, с целью повьшзения надежности пресс-формы в работе, пазы верхней, полуформы выполнены радиальными, а направляющие запорного кольца выполнены в виде профильных планок, шар- нирно закрепленных нижними концами на запорном кольце с возможностью поворота в радиальной плоскости пресс- формы и имеющих с двух сторон рабочие
этом этапе происходит по конусной по- g поверхности с цилиндрическими и кони верхности запорного кольца 7, образующая которого наклонена под углом
Р
, большим угла ы.. наклона внутренней конической поверхности профильных планок 6 к вертикальной оси пресс- формы, то профильные планки 6 перемещаются относительно секторов 3 в радиальном направлении. Зазор 6t при
50
ческими участками для взаимодействия с внутренней поверхностью запорного кольца и с наружной поверхностью секторов, причем угол наклона образующей конического участка запорного кольца к вертикальной оси пресс-формы выбран больше угла наклона наружной поверхности секторов
0
этом уменьшается, а зазор между профильными хтанками 6 и плоскостью Cf Т-образных пазов 9 увеличивается. В закрытом положении пресс-формы секторы 3 максимально сведены и образуют с верхней полуформой 1 и нижней полуформой 2 торообразную поверхность, s которой формуется и вулканизуется заготовка покрышки. После вулканизации пресс-форма открьшается с последовательностью, обратной закрытию и свулканизованная покрьш1ка удаляется. Повьш1ение надежности пресс-формы 5 в работе достигается за счет замены основной части поступательного движения профильных планок 6 и секторов 3 на вращательное, что уменьшает время контакта трупщхся поверхностей и их износ.
0
крьшгек пневматических шин, содержащая подвижную верхнюю и неподвижную ниж- нюю полуформы, радиально подвижные
Формула изобре,тения Пресс-форма для вулканизации по
установленных в пазах последней, и связанные посредством направляющих с аксиально подвижным запорным кольцом, имеющим внутреннюю поверхность с цииндрическими и коническими участками, отличающаяся тем, что, с целью повьшзения надежности пресс-формы в работе, пазы верхней, полуформы выполнены радиальными, а направляющие запорного кольца выполнены в виде профильных планок, шар- нирно закрепленных нижними концами на запорном кольце с возможностью поворота в радиальной плоскости пресс- ормы и имеющих с двух сторон рабочие
g поверхности с цилиндрическими и кони
50
ческими участками для взаимодействия с внутренней поверхностью запорного кольца и с наружной поверхностью секторов, причем угол наклона образующей конического участка запорного кольца к вертикальной оси пресс-формы выбран больше угла наклона наружной поверхности секторов
фиг.У
(риг. 5
| Пресс форма для вулканизации покрышек пневматических шин | 1982 |
|
SU1080996A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США № 3867504, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
