Изобретение относится к термической обработке отливок из коррозионно-стойкой стали мартенситного класса, используемых для высокоточных деталей машиностроения и приборостроения.
Известен способ термической обработки отливок из коррозионно-стойкой стали мартенситного класса 09Х16Н4БЛ по ГОСТ 977-88 «Отливки стальные. Общие технические условия», который заключается в последовательном проведении следующих термических операций:
- нормализация при 1040-1060°C, охлаждение на воздухе,
- отпуск при 600-620°C, охлаждение на воздухе,
- закалка с 950-1050°C, охлаждение в масле,
- отпуск при 290-310°C, охлаждение на воздухе.
Однако при изготовлении отливок согласно ГОСТ 977-88 отсутствует стабильность в получении твердости, механических свойств и обрабатываемости на металлорежущих станках.
Причиной этого является химическая и структурная неоднородность, обусловленная особенностями кристаллизации стали 09Х16Н4БЛ в процессе изготовления отливки.
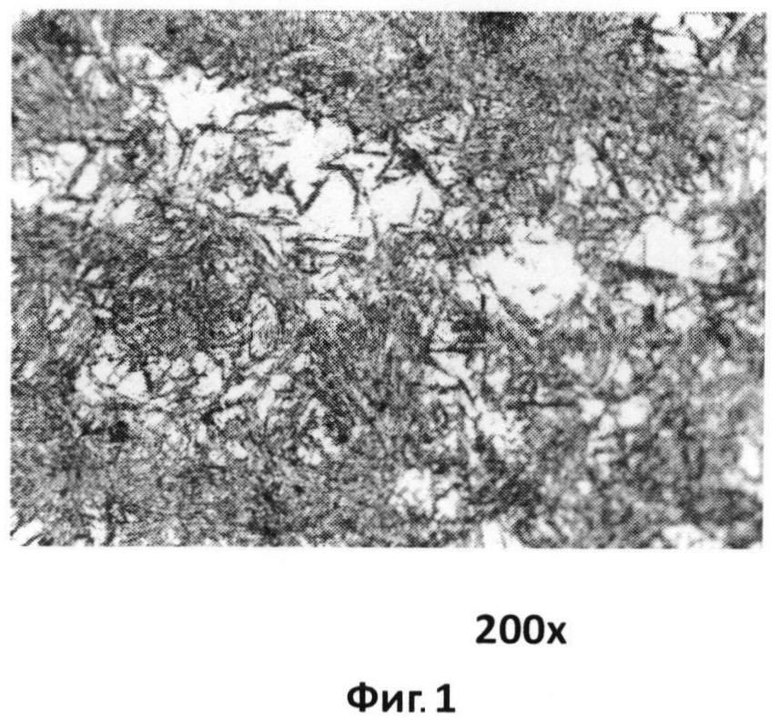
Химическая неоднородность стали характеризуется наличием не травящихся «белых» зон, представляющих собой участки, обогащенные хромом, образующиеся вследствие дендритной ликвации при затвердевании отливки (фиг.1).
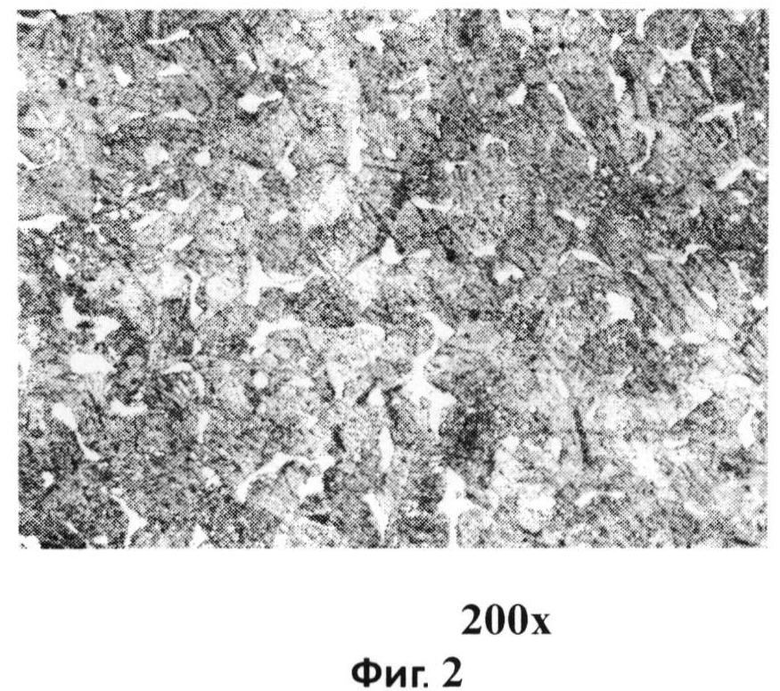
Структурная неоднородность стали характеризуется наличием свободного δ-феррита, который образуется на стадии кристаллизации при определенном соотношении легирующих элементов (фиг.2).
Задачей предлагаемого изобретения является устранение химической и структурной неоднородности для получения стабильных свойств отливок.
Поставленная задача решается за счет того, что известный способ термообработки отливок из коррозионно-стойкой стали мартенситного класса, включающий последовательно проводимые нормализацию при температуре 1040-1060°C с охлаждением на воздухе, отпуск при температуре 600-620°C с охлаждением на воздухе, закалку с температуры 950-1050°C в масло, отпуск при температуре 290-310°C с охлаждением на воздухе дополняют предварительной термической обработкой, при которой проводят низкотемпературную нормализацию при температуре 900-920°C, маятниковый отжиг, состоящий из трех-пяти циклов, включающих ускоренный нагрев до температуры 600-620°C, выдержку 2-3 мин и последующее охлаждение на воздухе до температуры 150-200°C.
Эффективность применения маятникового отжига основывается на факте существенного ускорения диффузионной подвижности элементов вблизи температур фазовых превращений.
Применение маятникового отжига обеспечивает более равномерное распределение легирующих элементов в структуре стали, что устраняет химическую неоднородность, обусловленную дендритной ликвацией.
Проблема структурной неоднородности решается путем ограничения количества хрома в марочном составе до 16,4% и ускоренного охлаждения в процессе кристаллизации отливок.
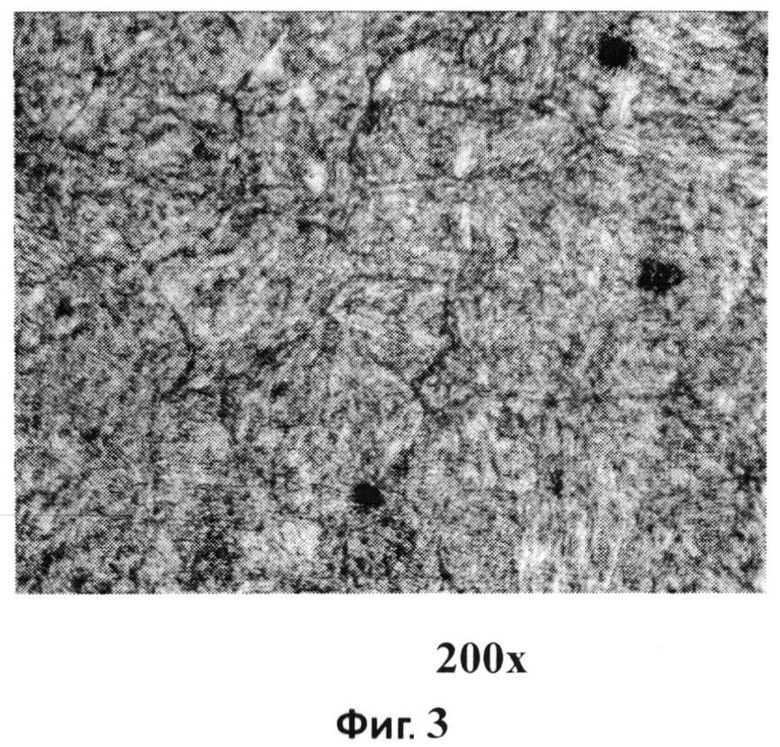
Однородная мартенситная микроструктура, полученная по результатам изобретения, наглядно представлена на фиг.3.
Сравнительные механические характеристики, соответствующие дефектным структурам (фиг.1, фиг.2) и структуре, полученной по результатам изобретения (фиг.3), представлены в таблице.
σb, кгс/мм2
Осуществление изобретения проводится следующим образом.
Изготавливают отливки с образцами в защиту плавки с учетом содержания хрома в плавке на уровне 16,4%.
Затем проводят нагрев под нормализацию в камерной электропечи СНО-6.12.4/10-И2 при температуре 900-920°C в коробе с герметичной крышкой в течение одного часа после прогрева садки и охлаждают на воздухе до температуры цеха.
Далее отливки с образцами подвергают маятниковому отжигу: нагревают садку, уложив отливки и образцы в решетчатую корзину, в шахтной электропечи СШЗ 6.12/7-И2 до температуры 600-620°C, выдерживают 2-3 минуты, охлаждают на воздухе вразброс до температуры ~150-200°C. Операции нагрева и охлаждения проводят последовательно пять раз.
Всю дальнейшую термообработку осуществляют в соответствии с ГОСТ 977-88.
Механические характеристики определяют на образцах в защиту плавки, прошедших ту же термообработку, что и отливки. Результаты испытания механических свойств полностью удовлетворяют требованиям ГОСТ 977-88.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки отливки из литейной износостойкой стали | 2022 |
|
RU2801459C1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| ДЕТАЛЬ СТУПЕНИ ЦЕНТРОБЕЖНОГО НАСОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374495C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕФОРМИРУЕМОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ 14Х17Н2 | 2012 |
|
RU2508410C1 |
| Способ термической обработки отливок | 1980 |
|
SU1014935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ИЗ СТАЛИ | 2008 |
|
RU2373022C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
| Способ термической обработки литых сталей | 2015 |
|
RU2617185C2 |
| Отливка из высокопрочной износостойкой стали и способы термической обработки отливки из высокопрочной износостойкой стали | 2020 |
|
RU2753397C1 |
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |
Изобретение относится к области термической обработке отливок из коррозионно-cтойкой стали мартенситного класса, используемых для высокоточных деталей машиностроения и приборостроения. Для устранения химической и структурной неоднородности и обеспечения стабильных свойств отливок проводят нормализацию при 900-920°C, маятниковый отжиг, состоящий из трех-пяти циклов, включающих ускоренный нагрев до температуры 600-620°C, выдержку 2-3 мин и последующее охлаждение на воздухе до температуры 150-200°C, нормализацию при 1040-1060°C, отпуск при 600-620°C с охлаждением на воздухе, закалку с температуры 950-1050°C в масло, отпуск при 290-310°C с охлаждением на воздухе. 1 табл., 3 ил.
Способ термической обработки отливок из коррозионно-стойкой стали мартенситного класса 09X16H4БЛ, включающий последовательно проводимые нормализацию при 1040-1060°C, отпуск при 600-620°C с охлаждением на воздухе, закалку с 950-1050°C с охлаждением в масле, отпуск при 290-310°C с охлаждением на воздухе, отличающийся тем, что перед нормализацией предварительно осуществляют низкотемпературную нормализацию при 900-920°C и маятниковый отжиг, состоящий из трех-пяти циклов, включающих ускоренный нагрев до температуры 600-620°C, выдержку 2-3 мин и последующее охлаждение на воздухе до температуры 150-200°C.
| Комнатная печь | 1925 |
|
SU977A1 |
| Общие технические условия | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ИЗНОСОСТОЙКОЙ СТАЛИ | 1996 |
|
RU2105821C1 |
| Способ термической обработки малоуглеродистых коррозионностойких сталей мартенситного класса | 1989 |
|
SU1705365A1 |
| Способ термической обработки сталей мартенситного класса | 1982 |
|
SU1081220A1 |
| Способ термической обработки нержавеющих сталей | 1980 |
|
SU1014934A1 |
| Способ термической обработки сталейАуСТЕНиТНО-МАРТЕНСиТНОгО КлАССА | 1979 |
|
SU831818A1 |
| US 20070251609 A1, 01.11.2007 | |||

