Область техники
Изобретение, в общем, относится к формованию со вставкой и, в частности, к системе, способу и устройству для создания уплотнений с надежной изоляцией облоя для формования со вставкой жидкого силиконового каучука.
Уровень техники
Отверждаемые силиконовые составы имеют много применений, которые варьируются от автомобильной промышленности до медицинских устройств. Во многих случаях, силиконовый состав присоединен к разнообразным подложкам, таким как полимерные, металлические или стеклянные подложки. Например, силиконовые составы могут быть использованы в качестве покрытия или ламинированного материала на разнообразных компонентах.
Как правило, компонент, сформованный с включением силикона, образует облой, или небольшие нежелательные фрагменты излишка силикона на сформованном компоненте. Облой необходимо удалять с готового изделия, что увеличивает количество этапов производственного процесса и затраты на него. Таким образом, существует потребность в улучшенной системе, способе и устройстве для производства силиконосодержащих изделий.
Раскрытие изобретения
Описаны варианты осуществления изобретения, относящиеся к системе, способу и устройству для образования объекта с надежной изоляцией облоя для формования со вставкой объекта на компоненте. Например, литейная форма для формования под давлением на компоненте содержит основу с полостью и канал, по которому подают жидкость в полость в ходе процесса формования под давлением. Основа содержит опорный элемент для опоры компонента и карманы, выполненные на противоположных сторонах полости. Карманы слегка разнесены от полости посредством тонких перегородок.
Варианты осуществления дополнительно содержат вставки, расположенные в карманах. Вставки выполнены из полимера, такого как фторэластомер или перфторэластомер. Как перегородки, так и вставки содержат опорный элемент для компонента. В некоторых вариантах осуществления размеры вставок меньше размеров основы и перегородок с тем, чтобы образовывать посадку с натягом вокруг компонента в ходе процесса формования. Указанная конструкция уменьшает или устраняет образования облоя заливаемой в литейную форму среды ниже компонента в ходе процесса формования.
Вышеуказанные и другие цели и преимущества вариантов осуществления станут очевидны специалистам в данной области из нижеприведенного подробного описания, в сочетании с прилагаемой формулой изобретения и сопроводительными графическими материалами.
Краткое описание графических материалов
На графических материалах изображены лишь некоторые варианты осуществления, и, следовательно, они не должны расцениваться как ограничивающие объем изобретения, поскольку оно может допускать другие варианты осуществления с равной эффективностью.
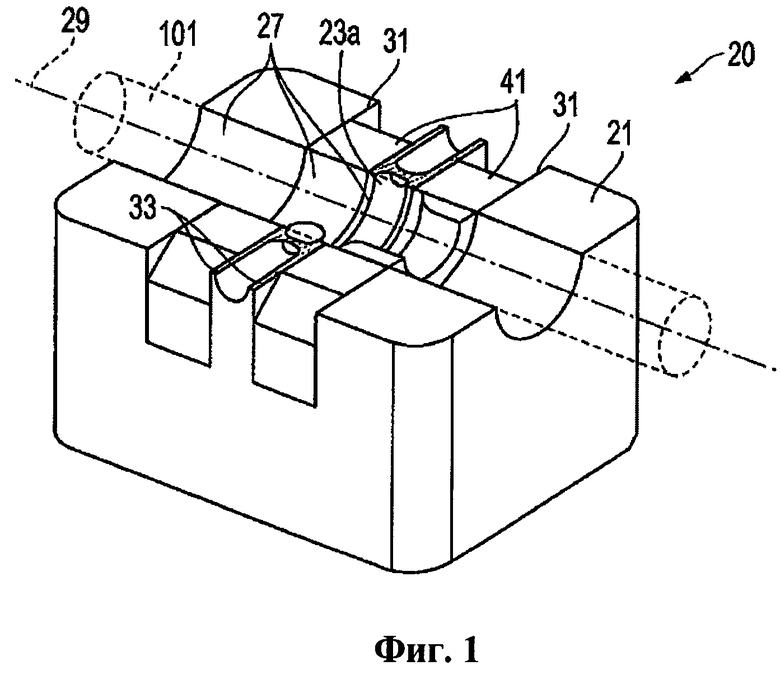
На фиг.1 изображен вид сбоку компонента, содержащего выполненные на нем уплотнения.
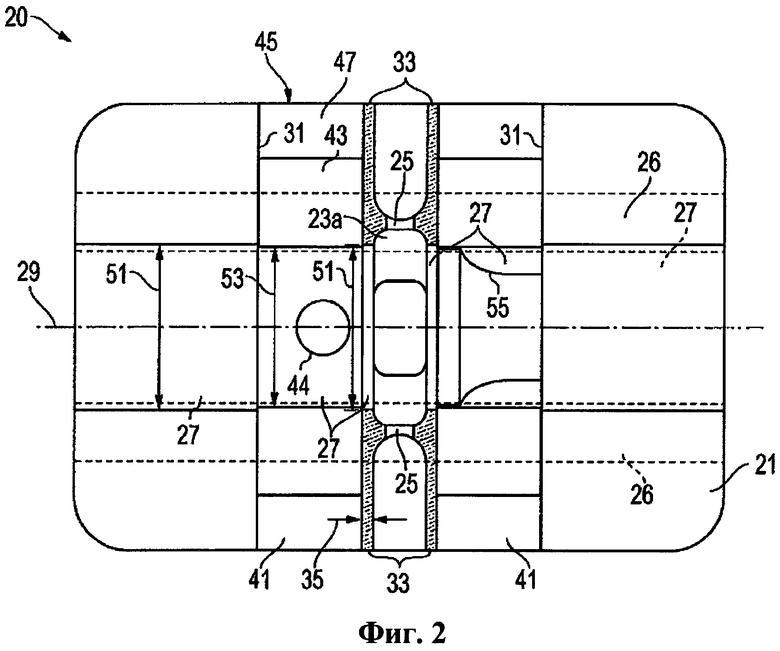
На фиг.2 изображен увеличенный вид сбоку части компонента согласно фиг.1.
На фиг.3 изображен вид в разрезе с торца части согласно фиг.2, выполненный вдоль линии 3-3 на фиг.2.
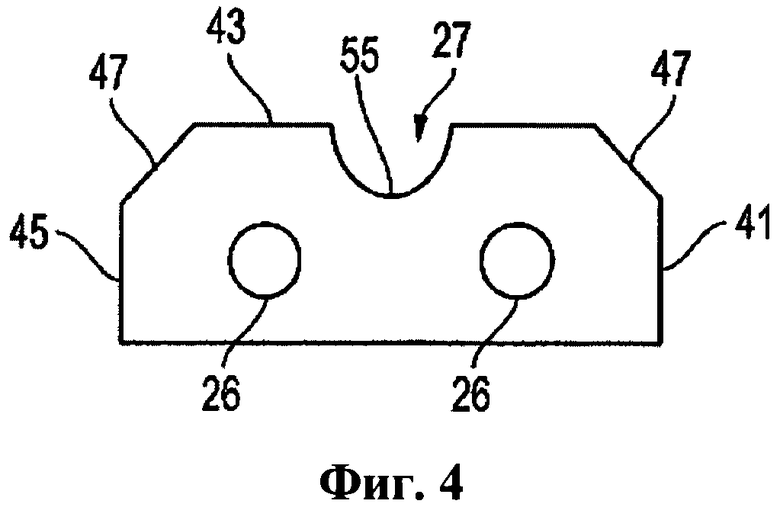
На фиг.4 изображен увеличенный вид сбоку второй части компонента согласно фиг.1.
На фиг.5 изображен вид в разрезе с торца второй части согласно фиг.4, выполненный вдоль линии 5-5 на фиг.4.
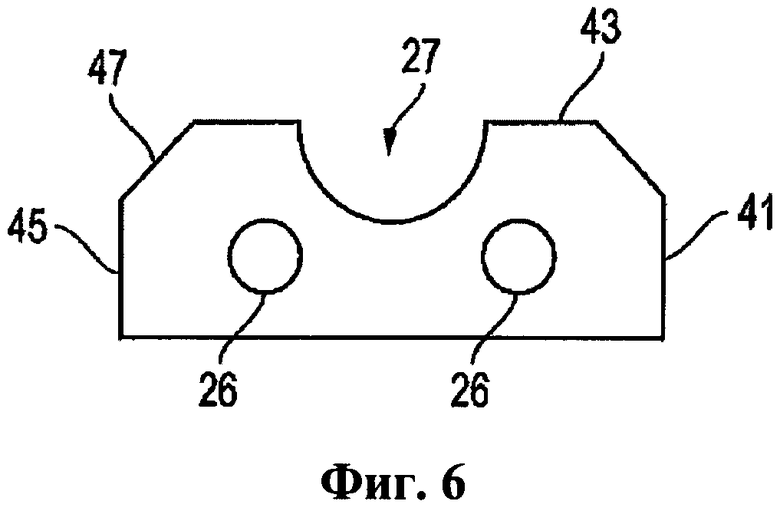
На фиг.6 изображен изометрический вид варианта осуществления литейной формы для формования уплотнений.
На фиг.7 изображен вид сверху варианта осуществления сборочного узла для литейной формы согласно фиг.6.
На фиг.8 и 9 изображены виды сверху и с торца, соответственно, варианта осуществления вставки для сборочного узла согласно фиг.7.
На фиг.10 и 11 изображены виды сверху и с торца, соответственно, другого варианта осуществления вставки.
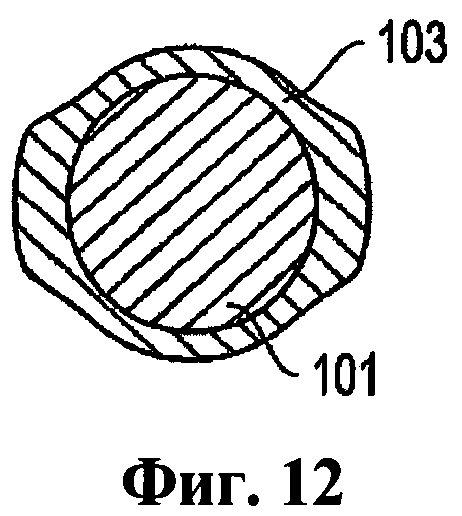
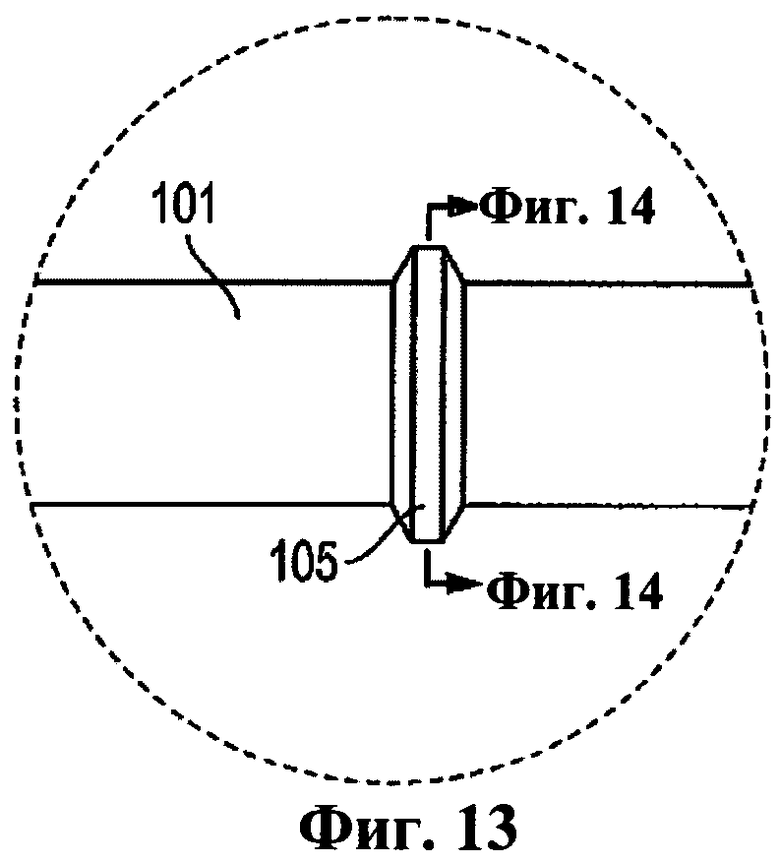
На фиг.12 и 13 изображены виды сверху и сбоку, соответственно, другого варианта осуществления сборочного узла.
На фиг.14 изображен увеличенный вид сверху полости литейной формы LSR для сборочного узла согласно фиг.12 и 13.
Использование одинаковых ссылочных обозначений на различных графических материалах обозначает одинаковые или подобные объекты.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как изображено на фиг.1 и 2, варианты осуществления литейной формы 20 для формования под давлением содержат по меньшей мере одну основу 21, содержащую полость 23 (например, полость 23а или 23b) и по меньшей мере один канал 25 (фиг.2, 7 и 8), по которому подают жидкость в полость 23 в ходе процесса формования под давлением. Один тип полости 23а изображен на фиг.1 и 2, и другой тип полости 23b изображен на фиг.7-9. Как известно специалистам в данной области техники, основа 21 может содержать подкомпонент, который установлен в более крупное основание (не изображено) и опирается на него для прижатия к другому подобному основанию в ходе процесса формования. В подобном основании может быть использовано более одной основы 21. Основа выполнена из материала основы, такого как сталь.
Основа 21 также содержит опорный элемент 27 компонента, содержащий ось 29. В некоторых вариантах осуществления, опорный элемент 27 компонента коаксиально поддерживает компонент 101, на котором один или несколько объектов 103, 105 (фиг.10-14), таких как уплотнения, сформованы в полостях 23. Варианты осуществления основы 21 также содержат пару карманов 31 (фиг.8), выполненных в основе на противоположных осевых сторонах полости 23. Карманы 31 проходят в поперечном направлении относительно оси 29.
Карманы 31 расположены вблизи полости 23 в направлении вдоль оси, но отделены от полости 23 в направлении вдоль оси посредством соответствующих перегородок 33, проходящих из основы 21. Каждая перегородка 33 может обладать осевой толщиной 35 (фиг.2) в диапазоне от 0,002 до 0,050 дюйма или приблизительно 0,010 дюймов в других вариантах осуществления. Перегородки 33 могут быть выполнены из материала основы.
Варианты осуществления также содержат пару вставок 41, расположенных в соответствующих карманах 31. Таким образом, лишь тонкие перегородки 33 отделяют вставки 41 от каждой из осевых сторон полости 23. Например, каждая вставка 41 может быть выполнена из полимера, который мягче материала основы. Полимер может обладать твердостью по шкале Шор А в диапазоне от 75 до 100 или около 90 в некоторых вариантах осуществления.
Полимер также может обладать диапазоном рабочих температур от 135°С до 205°С. Полимер может содержать фторополимер, обладающий низкой поверхностной энергией и сохраняющий эластичность при температуре до примерно 300°С. При повышенных температурах низкая поверхностная энергия фторополимера обеспечивает превосходные антиадгезионные свойства относительно других материалов подложки. В некоторых вариантах осуществления полимер содержит фторэластомер или перфторэластомер и может содержать по меньшей мере 60% фтора и обладать свойствами отделения от литейной формы, подобными свойствам политетрафторэтилена (ПТФЭ). Также могут быть использованы другие варианты осуществления полимера, как будет описано далее.
Как изображено, как перегородки 33, так и вставки 31 содержат опорный элемент 27 компонента. Как изображено, в некоторых вариантах осуществления опорный элемент 27 компонента имеет цилиндрическую форму. Основа 21 и перегородки 33 имеют диаметр 51 основы (фиг.2) для цилиндрической формы и вставки 41 имеют диаметр 53 вставки для цилиндрической формы. Тем не менее, диаметр 53 вставки меньше диаметра 51 основы.
Кроме этого, некоторые варианты осуществления основы 21, перегородок 33 и вставок 41 содержат центрирующие элементы, такие как отверстия 26, 28 (например, изображенные два горизонтальных отверстия 26 и одно вертикальное отверстие 28), которые предоставлены для механических установочных приспособлений, таких как штифты, для обеспечения совмещения различных частей. В одном варианте, вертикальное отверстие 28 используется для совмещения центрирующего штифта с отверстием 128 (фиг.11) в компоненте 101.
Между центрирующими штифтами и отверстиями имеются зазоры для обеспечения перемещения вставок при сжатии, и отверстия могут быть предоставлены в виде сквозных отверстий. Например, могут быть предоставлены зазоры порядка 0,020 дюйма или менее. Также могут быть выполнены щели, предназначенные для предотвращения разлома материала при сжатии. Без достаточных зазоров некоторые вставки могут разбухать из-за тепла от литейной формы, и материал вставки может быть защемлен при сжатии, и его края могут быть срезаны в месте соприкосновения с окружающей сталью.
На фиг.1 и 2, ширина вставок 41 и основы 21 изображена одинаковой. Тем не менее, в других вариантах осуществления вставки 41 обладают шириной W (фиг.5), которая меньше ширины основы 21. Уменьшенная ширина вставки, в некоторых случаях в равной степени на каждом конце, позволяет вставке перемещаться и/или расширяться при сжатии.
В варианте осуществления согласно фиг.2-4, опорный элемент 27 компонента по меньшей мере одной вставки 41 содержит горловину 55, которая радиально сужается вдоль осевого направления горловины 55 и компонента 101. Горловина 55 предоставляет механический упор и установочный элемент для компонента 101. Например, как изображено на фиг.11, компонент содержит горловину 155, форма которой дополняет форму горловины 55 во вставке 41. В других вариантах осуществления каждая вставка 41 содержит верх 43, две боковые стороны 45 и скошенную кромку 47, проходящую между верхом 43 и двумя боковыми сторонами 45 на противоположных сторонах опорного элемента 27 компонента.
Варианты осуществления способа многокомпонентного формования компонента 101 содержат предоставление пары основ 21, каждая из которых содержит полость 23 и канал 25. Карманы 31 выполнены в основах 21 на противоположных сторонах соответствующей полости 23.
Карманы 31 расположены вблизи полостей 23, но отделены от полости 23 посредством соответствующих перегородок 33, проходящих из основы 21.
Способ также включает установку вставок 41 в соответствующие карманы 33, при этом каждая вставка 41 выполнена из полимера, который мягче материала основы, использованного для изготовления основ 21; определение опорного элемента 27 компонента в каждой основе 21, перегородках 33 и вставках 41 для опоры компонента 101; размещение компонента 101 на одной из основ 21, так что компонент 101 опирается на опорный элемент 27 компонента указанной одной из основ 21; напрессовка другой основы 21 на указанную одну из основ 21 таким образом, что компонент 101 устанавливается внутри опорного элемента 27 компонента указанной другой основы 21 и вставки 41 в обеих основах 21 сжаты в радиальном направлении относительно оси компонента 101. Жидкость подают в полость 23 по каналу 25 для образования по меньшей мере одного объекта 103, 105 на компоненте 101.
В других вариантах осуществления способ включает формирование каждой перегородки с толщиной в диапазоне от 0,002 до 0,050 дюйма, приблизительно 0,010 дюйма, и/или формирование перегородок из материала основы. Другие варианты осуществления включают формирование полимера с твердостью по шкале Шора А в диапазоне от 75 до 100 или около 90 и/или рабочей температурой в диапазоне от 135°С до 205°С. Полимер может быть сформирован из фторополимера, фторэластомера или перфторэластомера или по меньшей мере содержать 60% фтора.
В следующих вариантах осуществления способ может включать определение опорного элемента компонента с цилиндрической формой, при этом основы и перегородки имеют диаметр основы для цилиндрической формы, вставки имеют диаметр вставки для цилиндрической формы, и диаметр вставки меньше диаметра основы; определение опорного элемента компонента по меньшей мере одной вставки с горловиной, которая радиально сужается вдоль осевого направления горловины, и горловина предоставляет механический упор и установочный элемент для компонента; формирование каждой вставки с верхней, двумя боковыми сторонами и скошенными кромками, проходящими между верхом и двумя боковыми сторонами на противоположных сторонах опорного элемента компонента; и/или формирование основ, перегородок и вставок с центрирующими элементами, которые соответственно совмещены друг с другом.
Другие материалы вставки
Некоторые варианты осуществления вставок могут содержать фторэластомеры из семейства FKM каучуков, предназначенных для эксплуатации при высокой температуре. Примеры включают Dai-El, Fluorel, Technoflon и Viton®. Они могут эксплуатироваться непрерывно при температуре свыше 200°С, в зависимости от класса, и периодически при температурах порядка 300°С. Они обладают отличной устойчивостью к химическим воздействиям, вызванным окислением, кислотами и различными видами топлива и хорошей устойчивостью к воздействию масел. Тем не менее, при высоких рабочих температурах они становятся относительно слабее, поэтому может быть предоставлена достаточная опора для противодействия прилагаемым усилиям. Они обладают ограниченной устойчивостью к воздействию пара, горячей воды, метанола и других высокополярных текучих сред. Они подвергаются воздействию аминов, сильных щелочей и многих фреонов. Существуют стандартные и специальные классы, и последние могут обладать особыми свойствами, таким как улучшенная низкотемпературная устойчивость.
Другие варианты осуществления вставок могут содержать перфторэластомеры из семейства FFKM каучуков. Примеры включают Chemraz, Kalrez®, Perfluor, Simriz и Zalak. Эти материалы обладают даже более высокой устойчивостью к теплу и химическому воздействию, чем фторэластомеры. Они могут использоваться в экстремальных условиях до температур примерно 300°С или более, с использованием специальной смеси. Их недостатками являются трудная обработка, стоимость, худшие физические свойства при высокой температуре и их высокая температура стеклования, которая ограничивает их применение при низких температурах. Некоторые материалы не могут использоваться при температуре ниже 0°С, и даже при обычных температурах окружающей среды их характеристики ползучести могут быть ограничены.
Другие примеры фторополимеров, которые могут использоваться для формирования вставок, включают гомополимер, сополимер, тройной сополимер или полимерную смесь, образованную из мономера, такого как тетрафторэтилен, гексафторпропилен, хлортрифторэтилен, трифторэтилен, винилиденфторид, винилфторид, перфторпропилвинилэфир, перфторметилвинилэфир, или любой их комбинации. Примеры фторополимерных слоев могут быть литыми, скошенными или экструдированными. В одном варианте осуществления литые и экструдированные фторополимерные слои могут содержать многослойные структуры, так что состав поверхностей пленки может совпадать или не совпадать.
Дальнейшие примеры фторополимеров включают политетрафторэтилен (ПТФЭ), сополимер фторированного этилен-пропилена (ФЭП), сополимер тетрафторэтилена и перфторпропилвинилэфира (PFA), сополимер тетрафторэтилена и перфторпропилвинилэфира (MFA), сополимер этилентетрафторэтилена (ЭТФЭ), сополимер этилена и хлортрифторэтилена (ЭХТФЭ), полихлортрифторэтилен (ПХТФЭ), поливинилиденфторид (ПВДФ), тройной сополимер, содержащий тетрафторэтилен, гексафторпропилен и винилиденфторид (ТГВ), или любую комбинацию, смесь или сплав данных компонентов. В одном варианте осуществления фторополимерный слой может содержать политетрафторэтилен (ПТФЭ), сополимер фторированного этилен-пропилена (ФЭП) или их комбинации, смеси или сплавы. В примере варианта осуществления фторополимер может представлять собой полимер, способный образовывать поперечные связи посредством излучения, такого как электронный пучок. Пример фторополимера, способного образовывать поперечные связи, может включать ЭТФЭ, ТГВ, ПВДФ или любую их комбинацию. ТГВ каучук доступен у компании Дайнеон 3М Корпорэйшн, г.Миннеаполис, штат Миннесота. ЭХТФЭ полимер доступен у компании Аусимонт Корпорэйшн (Италия) под торговой маркой Халар. Другие фторополимеры могут быть получены у компании Дайкин (Япония) и ДюПон (США). В частности, ФЭП фторополимеры реализуются на рынке компанией Дайкин, такие как NP-12Х.
Материалы жидкого силиконового каучука (LSR)
В одном примере варианта осуществления полимер на основе силикона может содержать неполярный полимер силикона. Полимер на основе силикона может, например, содержать полиалкилсилоксаны, такие как полимеры силикона, образованные из продукта предшествующей стадии реакции, такого как диметилсилоксан, диэтилсилоксан, дипропилсилоксан, метилэтилсилоксан, метилпропилсилоксан или их комбинации. В определенном варианте осуществления полиалкилсилоксан включает полидиалкилсилоксан, такой как полидиметилсилоксан (ПДМС). В определенном варианте осуществления полиалкилсилоксан представляет собой полидиметилсилоксан, содержащий гидрид силикона. В дальнейшем варианте осуществления полиалкилсилоксан представляет собой винилсодержащий полидиметилсилоксан. В еще одном варианте осуществления, полимер на основе силикона представляет собой комбинацию гидридсодержащего полидиметилсилоксана и винилсодержащего полидиметилсилоксана.
Например, полимер на основе силикона является неполярным и не содержит галоидных функциональных групп, таких как хлор и фтор, и не содержит фенильных функциональных групп. В качестве альтернативы, полимер на основе силикона может содержать галоидные функциональные группы или фенильные функциональные группы. Например, полимер на основе силикона может содержать фторсиликон или фенилсиликон. Как правило, полимер на основе силикона является эластомерным. Например, твердость полимера на основе силикона по шкале Шора А может быть менее 75, например приблизительно от 1 до 70, приблизительно от 20 до 50, приблизительно от 30 до 50, приблизительно от 40 до 50 или приблизительно от 1 до 5.
Полимер на основе силикона может также содержать катализатор и другие необязательные добавки. Примеры добавок могут включать, по отдельности или в сочетании, наполнители, ингибиторы, красители и пигменты. В одном варианте осуществления полимер на основе силикона катализирован платиной. В качестве альтернативы, полимер на основе силикона может быть катализирован перекисью. В другом примере, полимер на основе силикона может представлять собой сочетание полимеров, катализированных платиной и перекисью. Полимер на основе силикона может быть химическим соединением с комнатной температурой вулканизации (RTV) или гелем. В одном примере, полимер на основе силикона может представлять собой высоковязкую ненаполненную резиновую смесь (HCR) или жидкий силиконовый каучук (LSR). В одном примере, полимер на основе силикона представляет собой HCR, такой как SE6035, SE6075, доступные у компании Моментив, MF135, доступный у компании Блюстар силикон, и Силастик® Q7-4535, Силастик® Q7-4550, доступный у компании Доу Корнинг.
В определенном варианте осуществления, полимер на основе силикона представляет собой LSR, катализированной платиной. В другом варианте осуществления, полимер на основе силикона представляет собой LSR, образованный из двусоставной реактивной системы. Полимер на основе силикона может быть обычным промышленно приготовленным полимером на основе силикона. Промышленно приготовленный полимер на основе силикона, как правило, содержит неполярный полимер силикона, катализатор, наполнитель и необязательные добавки. Конкретные варианты осуществления обычных промышленно приготовленных LSR включают Уэкер Эластосил® LR 3003/50 компании Уэкер силикон, г.Эдриан, штат Мичиган, и Силбион® LSR 4340 компании Блюстар силиконз, г.Вентура, штат Калифорния.
В примерах вариантов осуществления промышленно приготовленный полимер на основе силикона доступен в виде односоставной или двусоставной реактивной системы. В двусоставной реактивной системе часть 1 обычно содержит винилсодержащий полидиалкилсилоксан, наполнитель и катализатор. Часть 2 обычно содержит гидридсодержащий полидиалкилсилоксан и, необязательно, винилсодержащий полидиалкилсилоксан и другие добавки. Ингибитор реакции может быть включен в часть 1 или часть 2. Смешивание части 1 и части 2 с помощью любого подходящего способа смешивания образует полимер на основе силикона. В односоставной системе или двусоставной системе излишек гидридсодержащего силоксана обычно добавляют к промышленно приготовленному полимеру на основе силикона перед вулканизацией. В одном варианте осуществления, излишек гидридсодержащего силоксана добавляют к смешанной двусоставной системе или в ходе процесса смешивания двусоставной системы перед вулканизацией. В одном примере варианта осуществления, полимер на основе силикона и излишек гидридсодержащего силоксана смешивают в смесителе. В одном примере, смесительное устройство представляет собой смеситель в машине для литья под давлением. В другом примере, смесительное устройство представляет собой смеситель, такой как клеесмеситель, смеситель Росса, двухвальцовая мешалка или смеситель Брабендер.
Преимущества
Варианты осуществления, описанные здесь, обладают многочисленными преимуществами по сравнению с предыдущими решениями. Сжатие вставок формирует предварительно нагруженное и герметичное уплотнение вокруг компонента для образования надежной изоляции и предотвращения образования выступающего облоя по направлению вниз вдоль оси компонента в ходе процесса формования. Вставки могут быть установлены на линиях разъема литейной формы для создания надежной изоляции и устранения облоя на компоненте, «в отформованном виде» или «в свежесформованном виде». Компоненты, сформованные литьем со вставкой, не требуют последующей операции по удалению облоя. Данная система сравнима с эксплуатацией литейных форм с обогреваемыми литниками и охлаждаемыми литниками.
Настоящее письменное описание использует примеры для раскрытия вариантов осуществления, включая наилучший вариант осуществления, и позволяет специалистам в данной области изготовить и применить настоящее изобретение. Объем защиты изобретения определен формулой изобретения и может содержать другие примеры, которые очевидны специалистам в данной области. Предполагается, что подобные другие примеры находятся в пределах объема формулы изобретения, если они содержат структурные элементы, которые не отличаются от тех элементов, которые буквально указаны в формуле изобретения, или если они содержат эквивалентные структурные элементы с несущественными отличиями от тех элементов, которые буквально указаны в формуле изобретения.
Следует обратить внимание, что не все действия, указанные выше в общем описании или примерах, являются необходимыми, что часть определенного действия может не быть необходимой и что одно или более дальнейших действий могут быть выполнены в дополнение к описанным. Также, порядок, в котором перечислены действия, не является обязательным порядком их выполнения.
В вышеприведенном техническом описании были описаны идеи со ссылкой на конкретные варианты осуществления. Тем не менее, специалисту в данной области будут очевидны различные модификации и изменения, которые могут быть выполнены не выходя за пределы объема настоящего изобретения, который изложен ниже, в формуле изобретения. Соответственно, техническое описание и фигуры должны расцениваться как иллюстративные, но не как ограничивающие, и предполагается, что все подобные модификации включены в объем изобретения.
Предполагается, что термины «содержит», «содержащий», «включает», «включающий», «обладает», «обладающий» или другие их вариации, в том виде, в котором они используются в данной заявке, охватывают неисключительное включение. Например, процесс, способ, изделие или устройство, которое содержит перечень характерных признаков, не обязательно ограничены лишь данными характерными признаками, но могут включать другие характерные признаки, не перечисленные в явном виде или свойственные данному процессу, способу, изделию или устройству. Также, если явно не указано иначе, «или» относится к включающему «или», но не к исключающему «или». Например, условие А или В удовлетворяет любое из следующих: А является истинным (или присутствующим) и В является ложным (или отсутствующим), А является ложным (или отсутствующим) и В является истинным (или присутствующим) и как А, так и В являются истинными (или присутствующими).
Также, для описания элементов и компонентов используется единственное число. Это сделано лишь для удобства и передачи общей идеи объема изобретения. Следует понимать, что в данном описании следует читать одно или по меньшей мере одно и единственное число также включает себя множественное число, если не очевидно, что подразумевалось иное.
Выгоды, другие преимущества и решения проблем были описаны выше со ссылкой на конкретные варианты осуществления. Тем не менее, выгоды, преимущества, решения проблем и любой характерный признак (характерные признаки), которые могут привести к появлению любой выгоды, преимуществ, решений или сделать их более выраженными, не должны расцениваться как критичный, требуемый или крайне необходимый признак любого пункта формулы изобретения или всей формулы изобретения.








Изобретение относится к литейной форме для формования под давлением, способу формования формы и компоненту, полученному многокомпонентным формованием. Литейная форма содержит основу с полостью и канал, по которому подают жидкость в полость. Основа содержит опорный элемент компонента и карманы, выполненные на противоположных сторонах полости. Карманы разнесены от полости посредством тонких перегородок. Вставки расположены в карманах и выполнены из полимера. Как перегородки, так и вставки содержат опорный элемент компонента. Размеры вставок меньше размеров основы и перегородок с тем, чтобы образовывать посадку с натягом вокруг компонента для уменьшения или устранения облоя ниже компонента в ходе процесса формования. 3 н. и 10 з.п. ф-лы, 14 ил.
1. Литейная форма для формования под давлением, содержащая:
основу, содержащую полость и канал, приспособленный для подачи жидкости в полость, причем основа также содержит опорный элемент компонента, содержащий ось, причем опорный элемент приспособлен для поддержки компонента, на котором объект формуют в полости;
карманы, выполненные в основе на противоположных осевых сторонах полости, причем карманы проходят в поперечном направлении относительно оси и являются смежными в направлении вдоль оси с полостью, но отделены от полости в направлении вдоль оси посредством соответствующих перегородок, проходящих из основы; и
вставки, расположенные в соответствующих карманах, причем каждая вставка выполнена из полимера, который мягче материала основы, и как перегородки, так и вставки содержат опорный элемент компонента.
2. Литейная форма по п.1, у которой каждая перегородка обладает осевой толщиной в диапазоне от 0,002 до 0,050 дюйма.
3. Литейная форма по п.1, у которой полимер обладает твердостью по шкале Шора А в диапазоне от 75 до 100.
4. Литейная форма по п.1, у которой полимер обладает рабочей температурой в диапазоне от 135°С до 205°С.
5. Литейная форма по п.1, у которой полимер содержит по меньшей мере 60% фтора и обладает свойством отделения от литейной формы, подобным свойству политетрафторэтилена (ПТФЭ), и сохраняет эластичность при температуре до примерно 300°С.
6. Литейная форма по п.1, у которой опорный элемент компонента имеет цилиндрическую форму, основа и перегородки имеют одинаковый диаметр, а диаметр вставки меньше диаметра основы.
7. Литейная форма по п.1, у которой опорный элемент компонента по меньшей мере одной вставки содержит горловину, которая радиально сужается вдоль осевого направления горловины и приспособлена для обеспечения механического упора и установочного элемента для компонента.
8. Литейная форма по п.1, у которой каждая из вставок содержит верхнюю сторону, две боковые стороны и скошенную кромку, проходящую между верхней стороной и двумя боковыми сторонами на противоположных сторонах опорного элемента компонента.
9. Способ формования формы по любому из пп.1-8, включающий:
размещение компонента на первой основе, так чтобы компонент опирался на опорный элемент компонента;
прижатие второй основы к первой основе, так чтобы произошла посадка компонента в опорный элемент компонента второй основы, и сжатие полимерных вставок, расположенных в обеих основах, смежных с полостью; и
подачу жидкости в полость через канал для формования объекта на компоненте.
10. Способ по п.9, дополнительно включающий:
формирование карманов в основах на противоположных сторонах соответствующей полости, причем карманы расположены вблизи полостей, но отделены от полостей соответствующими перегородками, проходящими из основ и выполненными из материала основы;
установку полимерных вставок в соответствующие карманы; и
определение опорного элемента компонента в каждой из основ, перегородок и полимерных вставок для опоры компонента; и
формирование каждой перегородки с толщиной в диапазоне от 0,002 до 0,050 дюйма.
11. Компонент, полученный способом по п.9, содержащий:
компонент, содержащий ось и по меньшей мере один полученный многокомпонентным формированием элемент, образованный на нем и содержащий верхний слой с облоем, где по меньшей мере один полученный многокомпонентным формированием элемент содержит силиконовый каучук и в отформованном виде содержит верхний слой с облоем при извлечении из литейной формы не более 0,010 дюйма в осевом направлении; и
по меньшей мере один полученный многокомпонентным формированием элемент на компоненте не требует дополнительного удаления облоя.
12. Компонент по п.11, где верхний слой с облоем в отформованном виде не превышает 0,050 дюйма в осевом направлении.
13. Компонент по п.11, который содержит стальное лезвие, и по меньшей мере один полученный многокомпонентным формированием элемент содержит множество элементов из силиконового каучука на компоненте, каждый из которых смещен в осевом направлении относительно других.
| US 4615857 A, 07.10.1986 | |||
| RU 99103337 A, 27.12.2000 | |||
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |

