Область технического применения
Катетер в сборе, отлитый способом литья под давлением, включающий трубку катетера, имеющую ближний конец и дальний конец, вводимый наконечник, закрывающий ближний конец трубки катетера, и по меньшей мере два входных дренажных отверстия, расположенных на боковых стенках трубки катетера.
Предпосылки изобретения
Способы изготовления медицинских катетеров, в особенности мочевых катетеров, рассматриваются как сложные процессы, где промежуточные продукты подвергаются ряду различных технологических операций перед тем, как они будут готовы к упаковке, отгрузке и использованию потребителем.
Мочевые катетеры, как правило, включают ряд технических признаков, которые характеризуют эти катетеры. Этими признаками являются: трубка катетера, наконечник катетера, входные дренажные отверстия и коннектор. Каждый из указанных технических признаков, как правило, требует своей особой технологической операции для того, чтобы сделать данный признак частью готового катетера.
Пример указанных особых технологических операций можно рассмотреть при производстве хорошо известного типа катетера для периодической катетеризации, такого как катетер Easicath (Coloplast A/S) или катетер LoFric (Astratech AB). Трубка катетера, экструдируемая из термопластичного материала, имеет заранее определенный диаметр и заранее определенную длину, которые варьируются на основе групп пользователей, для которых предполагаются эти катетеры. Впоследствии вводимый ближний конец трубки катетера снабжается вводимым наконечником, который закрывает ближний конец катетера и предусматривает наконечник с малым воздействием, который снижает риск повреждения слизистой оболочки мочеиспускательного канала в ходе введения катетера. После наконечника катетера на боковых стенках трубки вблизи ближнего конца предусматривается одно или несколько входных дренажных отверстий, предназначенных для того, чтобы обеспечивать дренирование жидкости из мочевого пузыря после введения катетера. И наконец, к дальнему концу трубки катетера прикрепляется коннектор, предназначенный для создания конструкции, позволяющей пользователю держать и контролировать катетер в ходе введения и выведения, а также для того, чтобы в случае необходимости предусмотреть коннектор для мочесборника. В дополнение к вышеупомянутым технологическим операциям катетер этого типа может подвергаться дальнейшим технологическим операциям с целью обеспечения обработки поверхности, стерилизации и т.д.
Этот способ производства катетера можно рассматривать как требующий больших затрат времени, сложный и дорогостоящий, поскольку катетер подвергается ряду различных технологических операций, где каждая операция требует различных ресурсов, таких как, например, специализированной машины, рабочих часов для управления машиной или машинного времени для обеспечения технического признака. И в случае сбоя при любой из этих технологических операций полученный в результате катетер приходится выбраковывать.
В документе WO 2005/046959 раскрывается способ литья под давлением катетеров с мягкой иглой, включающих разъем и мягкую гибкую часть. Раскрытый способ предусматривает катетер, который сконструирован как штуцер, окружающий иглу для внутривенных инъекций, и это означает, что ближний конец катетера открыт для вставки иглы для внутривенных (IV) инъекций вдоль его продольной оси.
В документе US 2005/033237 раскрывается способ литья под давлением внутривенных игольчатых катетеров, содержащих трубку катетера и разъем, где трубка катетера открыта на ближнем конце, и, таким образом, игла для внутривенных инъекций может выступать через ближний конец катетера.
Ранее литье под давлением катетера в сборе подвергалось влиянию того факта, что оформляющая шпилька, которая формирует внутренний просвет трубки катетера, стабилизировалась путем фиксации свободного конца оформляющей шпильки снаружи полости пресс-формы для литья под давлением. Это означает, что свободный конец оформляющей шпильки проходит из удлиненной полости наружу в фиксирующий механизм, который размещается за пресс-формой, и, таким образом, шпилька будет сохранять свою устойчивость в ходе впрыскивания жидкого материала катетера в пресс-форму. Поэтому катетеры, литые таким способом, имеют открытый наконечник. Такие катетеры обычно используются для внутривенных применений, где катетер окружает иглу шприца и где игла шприца извлекается после введения иглы и катетера. Однако этот способ не подходит для литья мочевых катетеров, и использование этого способа означало бы, что вслед за затвердеванием материала катетера и после извлечения катетера из пресс-формы приходилось бы формировать наконечник. Поэтому существует потребность в усовершенствованном способе литья под давлением катетеров, которые содержат наконечник, закрывающий вводимый конец трубки катетера.
Краткое описание изобретения
Согласно изобретению предусматривается способ литья под давлением катетера в сборе, включающего трубку катетера, содержащую ближний конец и дальний конец, вводимый наконечник, закрывающий ближний конец трубки катетера, и по меньшей мере два входных дренажных отверстия, расположенных на боковых стенках трубки катетера, где способ включает: обеспечение пресс-формы, содержащей удлиненную полость, имеющую продольную ось и имеющую цилиндрическую форму, определяющую наружную поверхность катетера в сборе; создание оформляющей шпильки внутри полости в продольном направлении, где оформляющая шпилька имеет форму внутреннего просвета катетера в сборе, где оформляющая шпилька имеет дальний конец, который фиксируется, и ближний свободный конец; создание первой и второй литьевых деталей, где каждая литьевая деталь, первая и вторая, содержит фиксированный конец и свободный конец в радиальном направлении относительно продольной оси удлиненной полости; подготовку пресс-формы путем расположения свободных концов двух литьевых деталей так, чтобы они поддерживали оформляющую шпильку; впрыскивание жидкого материала катетера в пресс-форму, предоставление жидкому материалу возможности затвердеть, отведение двух литьевых деталей от оформляющей шпильки в радиальном направлении от оформляющей шпильки и извлечение катетера в сборе из пресс-формы.
При создании способа литья под давлением катетера согласно настоящему изобретению внутри полости предусматриваются две детали, предназначенные для закрепления, фиксации или стабилизации оформляющей шпильки, которая формирует внутренний просвет катетера. Оформляющая шпилька может рассматриваться как цилиндрическая шпилька, которая проходит в продольном направлении внутрь удлиненной полости. Первая и вторая литьевые детали обеспечивают опору в радиальном направлении так, чтобы предотвращать смещение свободного конца оформляющей шпильки в ходе впрыскивания под высоким давлением жидкого материала катетера в пресс-форму. Это означает, что свободный конец оформляющей шпильки необязательно должен проходить через полость для фиксации, и пресс-форма может формироваться так, чтобы наконечник катетера отливался в то же время, что и остальной катетер в сборе, и чтобы наконечник в полной мере был составной частью трубки катетера.
В настоящем изобретении «продольная ось» трубки катетера определяется как ось, которая проходит вдоль радиального центра трубки катетера при рассмотрении неизогнутой или недеформированной трубки катетера. Термины «ближнее направление» и «дальнее направление» могут рассматриваться так, как они видны пользователю в ходе введения, т.е. ближний конец представляет собой конец, ближайший к пользователю, а дальний конец направлен лицевой поверхностью от пользователя. Кроме того, термины «радиальный», «радиальная ось» или «радиальное направление» могут рассматриваться как определяющие направление, которое перпендикулярно продольной оси трубки катетера и пересекается с ней.
В одном из вариантов осуществления настоящего изобретения первая и вторая литьевые детали могут располагаться на противоположных сторонах удлиненной полости. Это означает, что первая литьевая деталь может препятствовать смещению оформляющей шпильки в радиальном направлении, которое соответствует радиальному направлению первой литьевой детали, а вторая литьевая деталь может препятствовать смещению оформляющей шпильки в противоположном направлении.
Кроме того, свободные концы первой и второй литьевых деталей могут формироваться с кривизной оформляющей шпильки, и, таким образом, когда литьевая деталь примыкает к оформляющей шпильке, поверхность свободного конца литьевой детали стыкуется с соответствующей поверхностью оформляющей шпильки так, чтобы свободный конец не только препятствовал смещению литьевой детали в радиальном направлении, но также и в любом радиальном направлении, которое перпендикулярно поверхности, накрытой свободным концом.
В альтернативном варианте оформляющая шпилька может предусматриваться с углублениями на поверхности в форме пазов или гнезд, которые стыкуются со свободными концами первой и второй литьевых деталей, входящих в пазы или гнезда, и, таким образом, свободный конец не только препятствует смещению в радиальном направлении литьевой детали, но также и в любом радиальном направлении, которое находится в интервале от примерно ±90° относительно радиального направления литьевой детали.
В одном из вариантов осуществления настоящего изобретения первая и вторая литьевые детали могут располагаться на участке, находящемся поблизости от приблизительно 50% длины оформляющей шпильки, как, например, 70% длины оформляющей шпильки, как, например, 80% длины оформляющей шпильки, как, например, 90% длины оформляющей шпильки. Таким образом, литьевые детали могут располагаться ближе к ближнему концу, чем к дальнему концу оформляющей шпильки. Ближний свободный конец оформляющей шпильки является частью оформляющей шпильки, которая с наибольшей вероятностью будет смещаться в ходе впрыскивания под высоким давлением жидкого материала катетера в удлиненную полость, поскольку перемещение жидкого материала катетера может отталкивать, или выдавливать, свободный конец оформляющей шпильки от ее продольной оси. Путем расположения литьевых деталей ближе к ближнему свободному концу, чем к фиксированному дальнему концу, можно минимизировать перемещения свободного конца оформляющей шпильки. Кроме того, путем перемещения литьевых деталей все ближе к ближнему свободному концу оформляющей шпильки становится возможным уменьшение риска смещения свободного конца в ходе впрыскивания.
В одном из вариантов осуществления настоящего изобретения первая литьевая деталь может располагаться внутри удлиненной полости в первом продольном положении, и вторая литьевая деталь может располагаться внутри удлиненной полости во втором продольном положении, которое отличается от первого продольного положения. Первая литьевая деталь может располагаться вблизи ближнего свободного конца оформляющей шпильки, в то время как вторая литьевая деталь может располагаться в некотором положении, которое находится ближе или дальше продольного положения первой литьевой детали. При расположении первой и второй литьевых деталей в различных положениях литьевые детали поддерживают больший участок в продольном направлении оформляющей шпильки, чем если бы они располагались непосредственно напротив друг друга. Одна из литьевых деталей может быть расположена для поддержания свободного конца оформляющей шпильки, в то время как другая деталь может располагаться для поддержания центрального продольного участка оформляющей шпильки для того, чтобы предотвращать смещение центрального продольного участка и свободного конца в ходе впрыскивания под высоким давлением жидкого материала катетера.
В одном из вариантов осуществления настоящего изобретения первая и вторая литьевые детали могут создаваться в форме, которая определяет входные дренажные отверстия, располагающиеся на боковых стенках трубки катетера. В альтернативных вариантах осуществления настоящего изобретения и/или в ходе производства традиционных мочевых катетеров входные дренажные отверстия могут быть вырезаны в трубках катетеров после производства трубок катетеров с использованием режущего инструмента, где участок боковой стенки трубки катетера вырезается и извлекается для того, чтобы создать входное дренажное отверстие в форме сквозного отверстия. При создании первой и второй литьевых деталей в форме входных дренажных отверстий входные дренажные отверстия катетера могут быть созданы в ходе литья под давлением трубки катетера в сборе, и катетер в сборе не будет требовать дополнительного этапа обработки для создания сквозного отверстия.
В одном из вариантов осуществления настоящего изобретения входные дренажные отверстия могут быть вырезаны в трубке катетера после литья под давлением катетера в сборе.
В одном из вариантов осуществления настоящего изобретения каждое из двух входных дренажных отверстий катетера в сборе может иметь наружный край, который является закругленным. Входные дренажные отверстия катетеров, которые были вырезаны для создания сквозного отверстия, как правило, имеют наружный край, который является относительно острым, т.е. край, который может являться причиной дискомфорта или травмы мочеиспускательного канала в ходе введения катетера. Предусматривая наружный край с закругленным краем, можно сделать возможной минимизацию дискомфорта или травмы мочеиспускательного канала в ходе введения.
В одном из вариантов осуществления настоящего изобретения свободные концы предусмотренных первой и второй литьевых деталей могут иметь такую форму, что наружные края по меньшей мере двух дренажных отверстий могут быть закруглены в ходе литья под давлением. Таким образом, обеспечение входных дренажных отверстий в ходе литья под давлением с использованием первой и второй литьевых деталей может быть модифицировано так, чтобы форма наружной периферии литьевых деталей соответствовала закругленному внешнему краю входного дренажного отверстия. Это означает, что свободный конец литьевой детали может иметь длину первой окружности меньше, чем длина второй окружности фиксированного конца литьевой детали. Переход между первой окружностью и второй окружностью может иметь форму закругленного края, т.е. форму, соответствующую литью закругленного края входного дренажного отверстия. Такой формой может, например, быть вогнутая поверхность, линейная поверхность или любая поверхность, которая может образовывать закругленный край.
Наружный край также может быть закруглен после извлечения катетера в сборе из пресс-формы. Использование подвижных литьевых деталей для формирования входных дренажных отверстий может быть причиной износа пресс-формы катетера в сборе или литьевых деталей. Износ может иметь последствием то, что участок, где литьевая деталь соединяется с полостью, может быть не настолько плотным, как требуется, и эта недостаточная плотность может приводить к небольшому зазору между двумя поверхностями. Этот зазор приводит к дефекту в отлитом изделии в форме нежелательного выступа или заусенца. Этот выступ, или заусенец, будет возникать на наружном крае входного дренажного отверстия, и это означает, что входное дренажное отверстие может иметь дефект, который можно рассматривать как нежелательный для пользователя катетера. Таким образом, путем закругления входного отверстия после извлечения катетера в сборе из пресс-формы выступ, или заусенец, может быть закруглен перед использованием катетера в сборе по назначению.
В одном из вариантов осуществления настоящего изобретения может предусматриваться пресс-форма, включающая первую половину и вторую половину, стыкующиеся друг с другом продольно или вертикально, определяющие в собранном состоянии полость пресс-формы и разделяющиеся продольно или вертикально, открывая полость. Это означает, что пресс-форма катетера в сборе может разделяться после затвердевания материала катетера, и литой катетер в сборе может выталкиваться из пресс-формы катетера с использованием таких традиционных способов, как использование выталкивающей шпильки. При использовании указанной пресс-формы катетер в сборе может быть снабжен рядом различных конструкций, которые выступают в радиальном направлении из наружной поверхности трубки катетера в случае, если существует практическая необходимость в таких конструкциях.
В ходе процесса производства катетера в сборе может возникать износ первой и второй половин, что может приводить к тому, что стык между половинами будет ослабляться, что может приводить к выступу, или заусенцу, проходящему вдоль трубки катетера. Этот выступ, или заусенец, можно рассматривать как дефект на трубке катетера, и этот заусенец может быть причиной дискомфорта или повреждения мочеиспускательного канала пользователя в ходе введения.
Поэтому в одном из вариантов осуществления настоящего изобретения предусматриваемая пресс-форма может представлять собой цельную пресс-форму, содержащую удлиненную полость, где удлиненная полость может иметь форму наружной поверхности катетера в сборе, и катетер в сборе может извлекаться из пресс-формы путем изъятия вдоль продольной оси катетера в сборе. Предусматривая цельную пресс-форму, можно предотвратить появление заусенцев или выступа на трубке катетера, вызванных линиями стыка, поскольку пресс-форма является цельной пресс формой и стык между первой и второй половинами отсутствует. Таким образом, для того, чтобы извлечь катетер в сборе из пресс-формы, оформляющая шпилька извлекается из пресс-формы без извлечения оформляющей шпильки из катетера в сборе. Т.е. перемещение оформляющей шпильки извлекает катетер в сборе из пресс-формы. Для выполнения этой операции необходимо, чтобы силы трения между оформляющей шпилькой и катетером в сборе были выше, чем силы трения между катетером в сборе и полостью пресс-формы.
Использование цельной пресс-формы означает, что часть катетера в сборе, отлитого с использованием цельной пресс-формы, не может иметь никаких выступов или конструкций, которые выступают в радиальном направлении из поверхности трубки катетера, поскольку такие выступы могут удерживать катетер в сборе внутри пресс-формы и будут значительно увеличивать силы, необходимые для извлечения катетера из пресс-формы.
В одном из вариантов осуществления настоящего изобретения предусматриваемая пресс-форма может включать на ближнем конце цельную пресс-форму, содержащую удлиненную полость, где удлиненная полость имеет форму наружной поверхности трубки катетера, наконечника катетера, и на дальнем конце ― первую половину и вторую половину, которые стыкуются друг с другом продольно или вертикально, определяют при сборке полость пресс-формы коннектора катетера и разделяются продольно или вертикально, открывая полость. Обеспечивая пресс-форму катетера в сборе пресс-формами двух типов, цельной пресс-формой для трубки катетера и состоящей из двух частей пресс-формой для любых конструкций, которые не могут отливаться с использованием цельной пресс-формы, можно выполнять литье под давлением катетера в сборе, который содержит сложные конструкции, проходящие в радиальном направлении от поверхности трубки катетера к дальнему концу катетера в сборе.
В одном из вариантов осуществления настоящего изобретения катетер в сборе также может включать коннектор на дальнем конце трубки катетера. Коннектор катетера может иметь настолько сложную конструкцию, что, если другие части катетера в сборе отливаются с использованием цельной пресс-формы, коннектор катетера, наиболее вероятно, необходимо будет добавлять к катетеру в сборе после литья остального катетера в сборе.
Однако в одном из вариантов осуществления настоящего изобретения предусматриваемая пресс-форма может дополнительно включать полость, определяющую коннектор, и коннектор отливается под давлением одновременно с катетером в сборе. Это означает, что коннектор катетера может отливаться на том же цикле впрыскивания, что и остальной катетер в сборе. Коннектору может придаваться такая форма, что он будет пригоден для литья под давлением в цельной пресс-форме, где обеспечивается то, что на коннекторе и на остальной части катетера в сборе нет конструкций, которые делали бы извлечение из цельной пресс-формы затруднительным, т.е. где коннектор не содержит никаких радиальных выступов, которые могли бы препятствовать извлечению.
Другим способом создания коннектора на том же цикле впрыскивания является литье катетера с использованием цельной пресс-формы и пресс-формы, содержащей две половины, как упоминалось выше, где пресс-форма, содержащая две половины, используется для литья коннектора, а цельная пресс-форма используется для литья трубки катетера. Это означает, что форма или конструкция коннектора может содержать радиальные конструкции, такие как ребра, или выступы, которые могли бы препятствовать использованию цельной пресс-формы для коннектора, и, таким образом, указанный коннектор должен был бы отливаться отдельно от остальных деталей катетера в сборе. Одним из преимуществ использования комбинации цельной пресс-формы и пресс-формы, содержащей две половины, является то, что вводимая часть катетера формируется с использованием цельной пресс-формы, и любые дефекты, которые могут возникать при использовании пресс-формы, содержащей две половины, не будут оказывать влияния на вводимую часть катетера в сборе и, таким образом, не будут служить причиной дискомфорта или травмы мочеиспускательного канала пользователя.
В другом варианте осуществления настоящего изобретения коннектор может создаваться в пресс-форме для литья под давлением перед литьем под давлением катетера в сборе. Это означает, что перед литьем под давлением катетера в сборе уже существующий коннектор располагается внутри полости, и процесс литья под давлением может сплавлять коннектор и остальной катетер в сборе в ходе процесса литья под давлением. Коннектор может, например, размещаться в отверстии удлиненной полости цельной пресс-формы, и жидкий материал катетера может прикрепляться к коннектору и скреплять коннектор с дальним концом катетера в сборе. Этот способ может быть предпочтительным в случае, когда требуется создать коннектор, изготовленный из отличающегося материала, материала с отличающимися характеристиками, другого цвета и т.д., чем материал остального катетера в сборе.
В одном из вариантов осуществления настоящего изобретения катетер может представлять собой мочевой катетер, такой как, например, мочевой катетер для периодической катетеризации.
В одном из вариантов осуществления настоящего изобретения жидкий материал катетера, предназначенный для впрыскивания, может представлять собой термопластичный материал. Пригодными термопластичными материалами могут являться такие материалы, как полиуретан, поливинилхлорид, полиэтилен и другие термоформуемые материалы. Использование термопластичных материалов означает, что конструкция или форма катетера может частично или полностью создаваться путем обработки катетера, или материала катетера, посредством тепла, как, например, посредством плавления или посредством затвердевания материала при охлаждении.
Краткое описание графических материалов
Ниже изобретение будет разъяснено более подробно посредством описания на примере и со ссылками на дополнительные преимущества изобретения и графические материалы, на которых
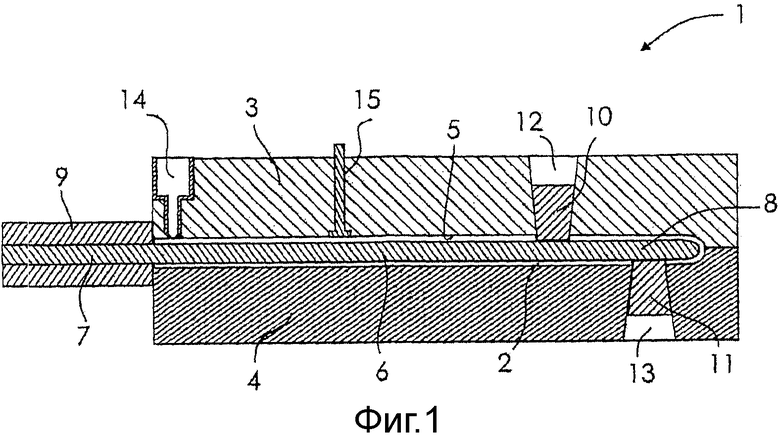
Фиг.1 показывает вид в разрезе пресс-формы катетера согласно настоящему изобретению, где полость пресс-формы предусматривается в виде двух половин пресс-формы;
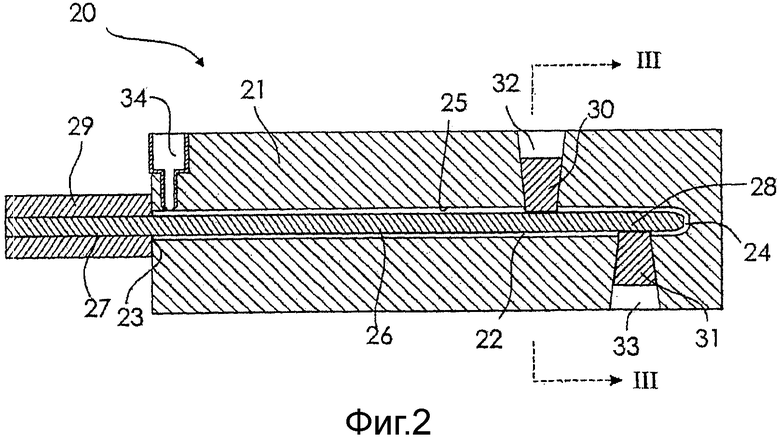
Фиг.2 показывает вид в разрезе пресс-формы катетера согласно настоящему изобретению, где полость пресс-формы предусматривается как удлиненная полость, создаваемая в цельной пресс-форме;
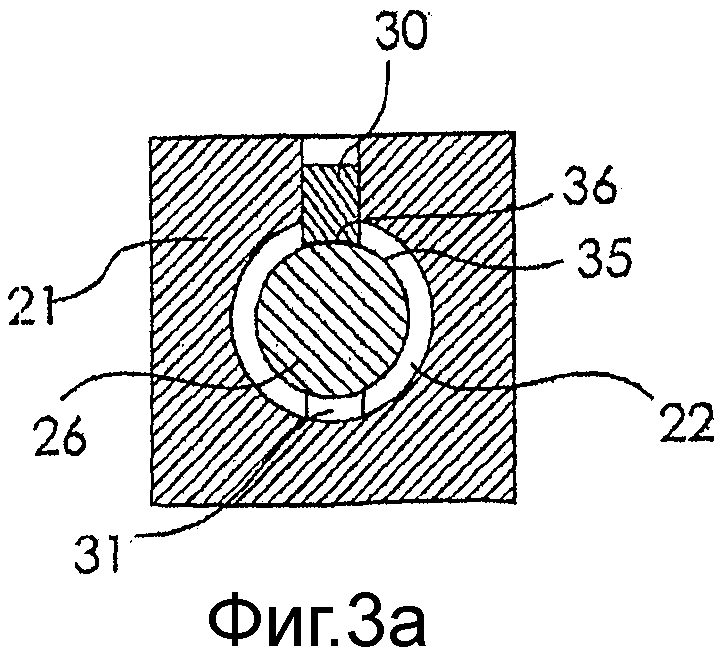
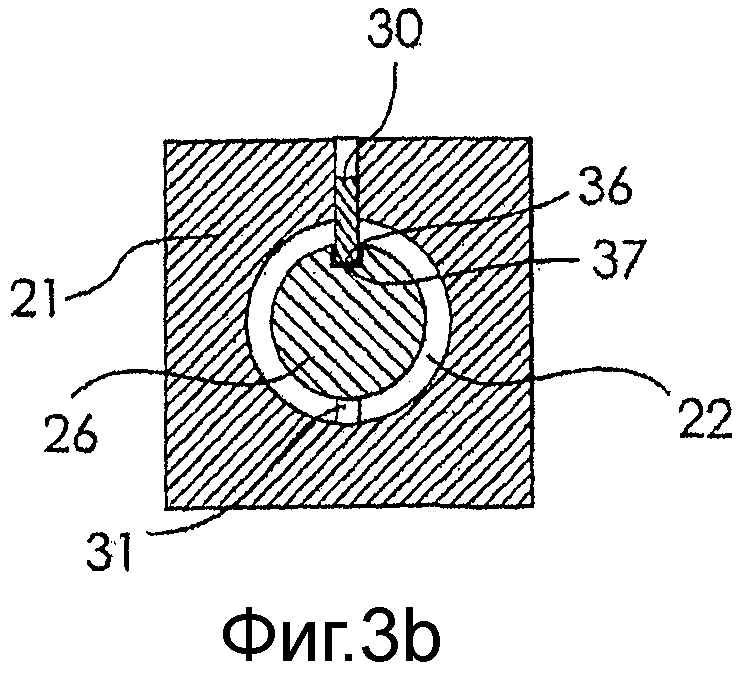
Фиг.3a и 3b показывают вид в разрезе, полученный вдоль линии III-III по Фиг.2, показывающий два варианта осуществления литьевой детали, поддерживающей оформляющую шпильку;
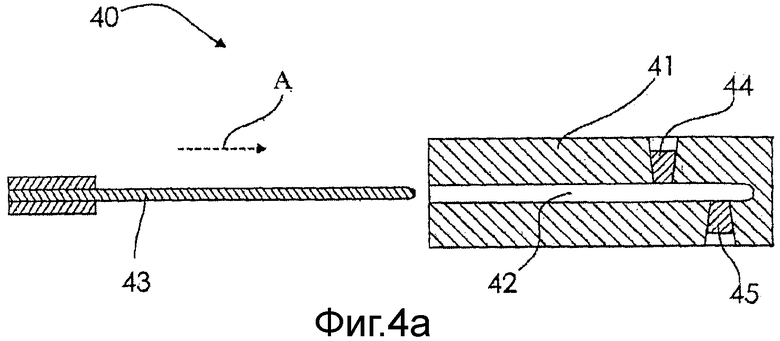
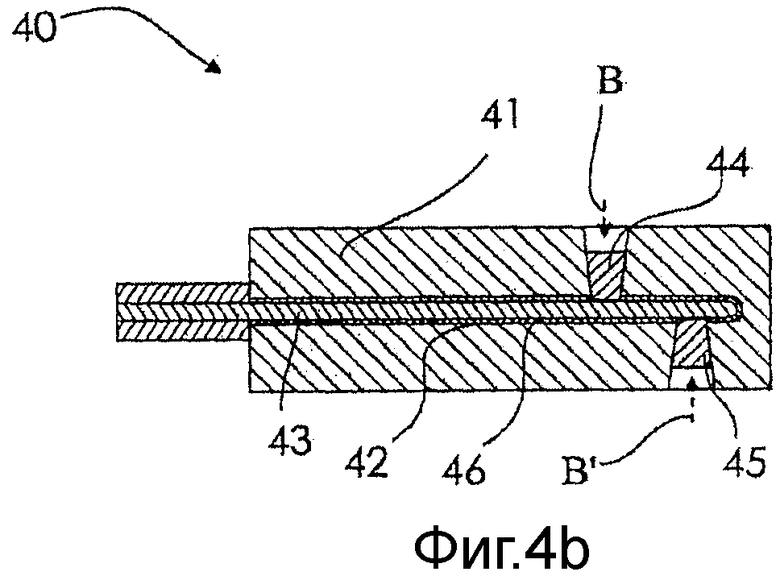
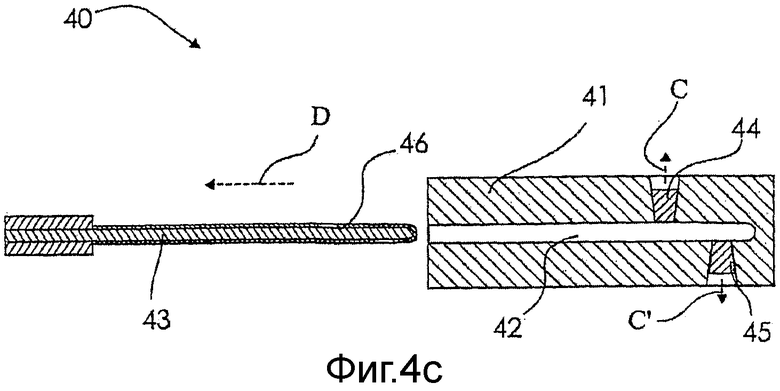
Фиг.4a, 4b и 4c показывают вид в разрезе пресс-формы катетера, где полость пресс-формы предусматривается в виде удлиненной полости, создаваемой в цельной пресс-форме, и где для литья под давлением катетера согласно настоящему изобретению требуется три этапа;
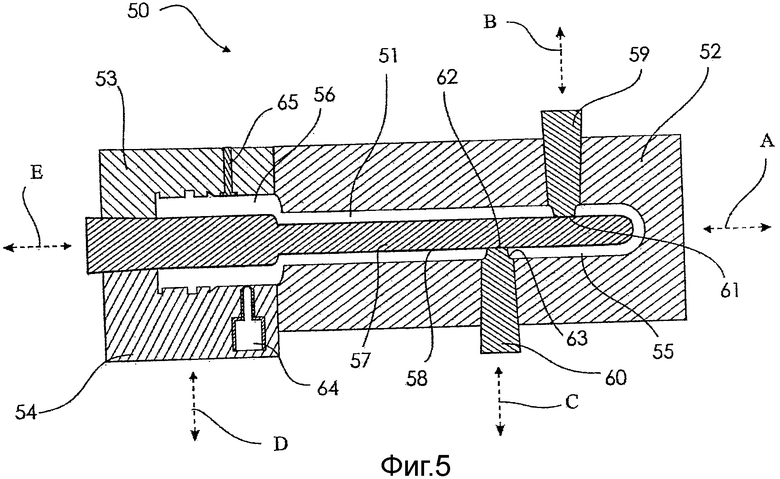
Фиг.5 показывает вид в разрезе пресс-формы катетера, содержащей цельную пресс-форму для литья трубки катетера и пресс-форму, содержащую две половины для литья под давлением коннектора.
Подробное описание графических материалов
На Фиг.1 показан вид в разрезе пресс-формы 1 катетера согласно настоящему изобретению, где первая половина 3 пресс-формы и вторая половина 4 пресс-формы определяют полость 2 пресс-формы, когда первая половина 3 пресс-формы и вторая половина 4 пресс-формы соединяются вдоль продольной оси полости пресс-формы. В ходе процесса литья под давлением половины 3, 4 пресс-формы соединяются так, чтобы поверхность 5 половин 3, 4 катетера определяла наружную поверхность трубки катетера и чтобы вслед за литьем под давлением жидкого материала катетера и после затвердевания материала половины 3, 4 могли быть разделены, открывая литой под давлением катетер в сборе. Оформляющая шпилька 6 предусматривается внутри полости 2, где оформляющая шпилька 6 определяет внутренний просвет катетера в сборе, и оформляющая шпилька 6 имеет дальний фиксированный конец 7 и ближний свободный конец 8. Дальний фиксированный конец 7 оформляющей шпильки 6 фиксируется в ходе процесса литья под давлением с использованием фиксирующего устройства 9, которое при затвердевании материала катетера позволяет отводить оформляющую шпильку 6 из полости 2 и из внутреннего просвета готовой трубки катетера.
Ближний конец 8 оформляющей шпильки 6 стабилизируется, или фиксируется, в своем положении с использованием первой 10 и второй 11 литьевых деталей, которые находятся в физическом контакте с оформляющей шпилькой 6 в ходе процесса литья под давлением. Первая 10 и вторая 11 литьевые детали могут смещаться вдоль радиальной оси к оформляющей шпильке 6 так, чтобы в ходе процесса литья под давлением литьевые детали 10, 11 смещались до контакта с оформляющей шпилькой 6, и, таким образом, литьевые детали препятствуют смещению свободного конца 8 оформляющей шпильки 6 в радиальном направлении от ее продольной оси. Жидкий материал катетера, используемый для литья катетера, впрыскивается с использованием инжекционного канала 14, посредством которого заполняют полость 2 под высоким давлением так, чтобы весь объем полости 2 заполнялся жидким материалом катетера. После затвердевания материала катетера литьевые детали 10, 11 могут извлекаться из полости 2 вдоль их направляющих 12, 13 так, чтобы можно было разделить первую 3 и вторую 4 половины пресс-формы. После разделения первой 3 и второй 4 половин пресс-формы оформляющая шпилька 6 изымается из отлитого материала, и для высвобождения катетера в сборе из первой половины пресс-формы 1 катетера используется выталкивающая шпилька 15.
На Фиг.2 показан вид в разрезе пресс-формы 20 катетера в сборе согласно настоящему изобретению, где пресс-форма, изготовленная из цельной заготовки твердого материала, определяет цельную пресс-форму 21. Пресс-форма 21 содержит удлиненную полость 22, имеющую отверстие на дальнем конце 23 пресс-формы 21, и где ближний конец 24 пресс-формы 21 определяет наконечник катетера. Поверхность 25 полости 22 определяет наружную поверхность отливаемого катетера в сборе. В ходе процесса литья под давлением оформляющая шпилька 26 предусматривается внутри полости 22, где оформляющая шпилька 26 определяет внутренний просвет отливаемого катетера в сборе. Оформляющая шпилька 26 содержит дальний фиксированный конец 27 и ближний свободный конец 28. Дальний фиксированный конец 27 оформляющей шпильки 26 в ходе процесса литья под давлением фиксируется с использованием фиксирующего устройства 29, которое после затвердевания материала катетера допускает извлечение оформляющей шпильки 26 из полости 22 и одновременное извлечение литой трубки катетера из полости 22. Вслед за отведением оформляющей шпильки 26 материал литого катетера извлекается с оформляющей шпильки 26.
В ходе процесса литья под давлением ближний свободный конец 28 стабилизируется с использованием первой 30 и второй 31 литьевых деталей, расположенных на направляющих 32, 33, позволяющих литьевым деталям 30, 31 быть радиально смещаемыми внутри полости. Функция и принцип работы литьевых деталей 30, 31 сходны с литьевыми деталями 10, 11 по Фиг.1. Материал катетера впрыскивается в полость 22 с использованием инжекционного канала 34.
На Фиг.3а показан вид в разрезе пресс-формы по Фиг.2, полученном вдоль линии III-III, и показана цельная пресс-форма 21, содержащая круглую удлиненную полость 22. Оформляющая шпилька 26 располагается внутри полости 22, преимущественно в центре полости. Видно, что литьевая деталь 30 содержит свободный конец 36, который имеет кривизну, соответствующую кривизне наружной поверхности 35 оформляющей шпильки 26, и, таким образом, литьевая деталь охватывает оформляющую шпильку 26 и обеспечивает то, что оформляющая шпилька 26 не может смещаться в направлении литьевой детали 30 или в стороны без смещения в направлении от литьевой детали 30. Для того чтобы воспрепятствовать способности оформляющей шпильки смещаться от литьевой детали 30, противоположная литьевая деталь 31 охватывает противоположную сторону оформляющей шпильки 26, и, совместно, литьевые детали 30, 31 предотвращают смещение оформляющей шпильки 26 в стороны.
На Фиг.3b показана конфигурация, сходная с конфигурацией по Фиг.3а, где отличие заключается в том, что свободный конец 36 литьевой детали 30 вставляется в выемку 37 или полость в оформляющей шпильке 26, и путем совместной фиксации литьевой детали 30, противоположной ей литьевой детали 31 и оформляющей шпильки 26, предотвращает смещение оформляющей шпильки 26 в радиальном направлении полости 22.
Как показано на Фиг.1, 2 и/или на Фиг.3, литьевые детали могут формироваться в такой форме, чтобы форма литьевых деталей определяла входные дренажные отверстия на катетере, поскольку после извлечения литьевых деталей между наружной поверхностью трубки катетера и внутренним просветом трубки катетера создается сквозное отверстие.
На основе настоящего раскрытия по Фиг.3 следует понимать, что для специалиста в данной области будет очевидна такая модификация пресс-формы по Фиг.1, чтобы она включала такие же или сходные особенности.
На Фиг.4а показана установка 40 для литья, содержащая цельную пресс-форму 41 с удлиненной полостью 42 и оформляющей шпилькой 43, которая располагается снаружи удлиненной полости 42. Цельная пресс-форма 41 содержит первую литьевую деталь 44 и вторую литьевую деталь 45, которые извлекаются из полости 42, когда оформляющая шпилька расположена вне полости. Перед литьем под давлением оформляющая шпилька 43 перемещается внутрь полости 42 в продольном направлении, показанном стрелкой А.
Когда оформляющая шпилька 43 полностью вставлена в полость 43, как показано на Фиг.4b, первая литьевая деталь 44 и вторая литьевая деталь 45 смещаются до контакта с оформляющей шпилькой 43 в радиальном направлении к оформляющей шпильке, показанном стрелками В и В'. Затем жидкий материал катетера впрыскивается в пресс-форму, где жидкий материал катетера заполняет полость 42 и окружает часть оформляющей шпильки 43, расположенную внутри полости 42.
После впрыскивания материала катетера в полость 42 жидкий материал катетера затвердевает и образует литой катетер в сборе 46. После затвердевания первая литьевая деталь 44 и вторая литьевая деталь 45 смещаются в радиальном направлении от оформляющей шпильки 43, показанном на Фиг.4с стрелками С и С', так, чтобы литьевые детали извлекались из полости 42. Затем оформляющая шпилька 43 может быть отведена из полости 42 в продольном направлении от полости, показанном стрелкой D, где литой катетер в сборе 46 по-прежнему прикреплен к оформляющей шпильке 43. После завершения отведения оформляющей шпильки 43 из полости 42 катетер в сборе 46 может быть снят с оформляющей шпильки, и процесс может быть начат сначала, как показано на Фиг.4а.
На Фиг.5 показан вариант осуществления пресс-формы 50 катетера в сборе согласно настоящему изобретению, где пресс-форма 50 определяет полость 51 и предусматривается как цельная пресс-форма 52, определяющая полость 55 для ближней части катетера в сборе, и как пресс-форма, содержащая первую половину 53 и вторую половину 54, для определения полости 56 для дальнего конца катетера в сборе. Оформляющая шпилька 57 в ходе процесса литья под давлением предусматривается внутри полости 51, где наружная поверхность 58 оформляющей шпильки 57 определяет внутреннюю поверхность литого катетера в сборе. В ходе литья под давлением оформляющая шпилька 57 поддерживается первой литьевой деталью 59 и второй литьевой деталью 60, которые в ходе литья под давлением располагаются внутри полости дальнего 56 конца сборки катетера. Свободным концам 61, 62 литьевых деталей 59, 60 придается форма закругленных входных дренажных отверстий. Форма боковых частей 63 литьевых деталей 59, 60 вблизи их свободных концов 61, 62 является вогнутой, что приводит к выпуклой форме наружного края входного дренажного отверстия катетера в сборе.
В ходе процесса литья под давлением жидкий материал катетера впрыскивается в полость 51 с использованием инжекционного канала 64, и материал заполняет полость 51, обеспечивая материал для катетера в сборе. После затвердевания материала катетера литьевые детали 59, 60 извлекаются из полости 51, цельная пресс-форма 52 смещается от катетера в сборе, вторая половина 54 смещается от катетера в сборе, оформляющая шпилька отводится из катетера в сборе, и катетер в сборе остается в неподвижной первой половине 53, а затем выталкивается с использованием выталкивающей шпильки 65.
Направления смещений подвижных частей в пресс-форме 50 показаны с использованием стрелок A, B, C, D и E соответственно для цельной пресс-формы 52, первой литьевой детали 59, второй литьевой детали 60, второй половины 54 и оформляющей шпильки 57.
В ходе литья под давлением детали пресс-форм соединяются, в то время как после литья под давлением подвижные детали смещаются от литого катетера в сборе.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТЕТЕР ДЛЯ ИЗМЕРЕНИЯ ТОКА КРОВИ В ТКАНИ ТЕЛА | 2016 |
|
RU2727237C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОКА КРОВИ В ТКАНИ ТЕЛА | 2009 |
|
RU2527160C2 |
| МОЧЕТОЧНИКОВЫЙ КАТЕТЕР И МОЧЕПУЗЫРНЫЙ КАТЕТЕР И СПОСОБЫ СОЗДАНИЯ ОТРИЦАТЕЛЬНОГО ДАВЛЕНИЯ ДЛЯ УВЕЛИЧЕНИЯ ПОЧЕЧНОЙ ПЕРФУЗИИ | 2016 |
|
RU2720403C2 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| УЗЕЛ ДРЕНАЖНОЙ ТРУБКИ | 2008 |
|
RU2474442C2 |
| КАТЕТЕРНЫЙ НАБОР | 2012 |
|
RU2598811C2 |
| ЛАРИНГЕАЛЬНАЯ МАСКА | 2007 |
|
RU2366463C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТЕТЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2469751C2 |
| ОККЛЮДИРУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2447841C2 |
| СОВМЕСТНОЕ ЛИТЬЕВОЕ ФОРМОВАНИЕ; И СПОСОБ И УСТРОЙСТВО СБОРКИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ, ИМЕЮЩИХ КОМПОНЕНТЫ, СОЕДИНЯЕМЫЕ ШАРНИРНО ВО ВРЕМЯ ЭТАПА ИЗВЛЕЧЕНИЯ ИЗ ФОРМЫ | 2006 |
|
RU2424901C2 |
Катетер изготавливают литьем под давлением в цельной пресс-форме, содержащей удлиненную полость, поверхность которой определяет наружную поверхность катетера. Ближний конец полости пресс-формы определяет наконечник катетера. В полость пресс-формы вводят шпильку, оформляющую внутреннюю полость катетера. Дальний конец шпильки фиксируется в процессе литья фиксирующим устройством. Положение ближнего свободного конца шпильки фиксируется литьевыми деталями, которые могут перемещаться в радиальном направлении относительно продольной оси удлиненной полости. Литьевые детали формируют входные дренажные отверстия на боковых стенках трубки катетера. Материал катетера впрыскивают в полость пресс-формы инжекционным методом. После затвердевания материала отводят литьевые детали от шпильки и извлекают катетер из пресс-формы путем отведения вдоль оси катетера. Отсутствие соединительных деталей в цельной пресс-форме устраняет дефекты катетера, которые могут служить причиной дискомфорта или травмы мочеиспускательного канала пользователя. 9 з.п. ф-лы, 8 ил.
1. Способ литья под давлением катетера, содержащего трубку, имеющую ближний конец, дальний конец, по меньшей мере два входных дренажных отверстия, расположенных на боковых стенках трубки, и вводимый наконечник, перекрывающий ближний конец трубки катетера, при этом способ включает этапы, на которых обеспечивают пресс-форму (1, 20, 21, 41, 50, 52), содержащую удлиненную полость (2, 22, 42, 51), имеющую продольную ось и цилиндрическую форму, определяющую наружную поверхность катетера, обеспечивают оформляющую шпильку (6, 26, 43, 57) внутри полости (2, 22, 42, 51) на продольной оси удлиненной полости, причем оформляющая шпилька (6, 26, 43, 57) имеет форму внутреннего просвета катетера, при этом оформляющая шпилька (6, 26, 43, 57) имеет дальний конец (7, 27), который является фиксированным, и ближний свободный конец (8, 28), обеспечивают первую литьевую деталь (10, 30, 44, 59) и вторую литьевую деталь (11, 31, 45, 60) в радиальном направлении относительно продольной оси удлиненной полости (2, 22, 42, 51), причем каждая из первой литьевой детали (10, 30, 44, 59) и второй литьевой детали (11, 31, 45, 60) имеет фиксированный конец и свободный конец (36, 61, 62), подготавливают пресс-форму (1, 20, 21, 41, 50, 52) путем расположения свободных концов (36, 61, 62) двух литьевых деталей таким образом, чтобы они поддерживали оформляющую шпильку (6, 26, 43, 57), впрыскивают жидкий материал катетера в пресс-форму (1, 20, 21, 41, 50, 52), обеспечивают затвердение жидкого материала, отводят две литьевые детали от оформляющей шпильки в радиальном направлении от направляющей шпильки и извлекают катетер из пресс-формы (1, 20, 21, 41, 50, 52), причем предусматриваемая пресс-форма (1, 20, 21, 41, 50, 52) представляет собой цельную пресс-форму (21, 41, 52), содержащую удлиненную полость (2, 22, 42, 51), имеющую форму наружной поверхности катетера, а катетер извлекают из пресс-формы путем отведения вдоль его продольной оси.
2. Способ по п.1, в котором первую литьевую деталь (10, 30, 44, 59) и вторую литьевую деталь (11, 31, 45, 60) располагают на противоположных сторонах удлиненной полости (2, 22, 42, 51).
3. Способ по п.1 или 2, в котором первую литьевую деталь (10, 30, 44, 59) и вторую литьевую деталь (11, 31, 45, 60) располагают на участке, который находится поблизости от около 50% длины оформляющей шпильки (6, 26, 43, 57).
4. Способ по п.3, в котором первую литьевую деталь (10, 30, 44, 59) и вторую литьевую деталь (11, 31, 45, 60) располагают на участке, который находится поблизости от около 70% длины оформляющей шпильки (6, 26, 43, 57).
5. Способ по п.1 или 2, в котором первую литьевую деталь (10, 30, 44, 59) располагают внутри удлиненной полости (2, 22, 42, 51) в первом продольном положении, а вторую литьевую деталь (11, 31, 45, 60) располагают внутри удлиненной полости (2, 22, 42, 51) во втором продольном положении, которое отличается от первого продольного положения.
6. Способ по п.1, в котором предусматривают первую литьевую деталь (10, 30, 44, 59) и вторую литьевую деталь (11, 31, 45, 60), имеющие форму, которая определяет входные дренажные отверстия, расположенные на боковых стенках трубки катетера.
7. Способ по п.6, в котором свободным концам (36, 61, 62) двух предусматриваемых литьевых деталей придают такую форму, чтобы наружный край указанных по меньшей мере двух входных дренажных отверстий закруглялся в ходе литья под давлением.
8. Способ по п.6, в котором наружный край указанных по меньшей мере двух входных дренажных отверстий закругляют вслед за извлечением катетера из пресс-формы.
9. Способ по п.1, в котором предусматриваемая пресс-форма (1, 20, 21, 41, 50, 52) также включает полость, определяющую коннектор, причем коннектор отливают под давлением одновременно с катетером.
10. Способ по п.1, в котором в пресс-форме (1, 20, 21, 41, 50, 52) для литья под давлением перед литьем под давлением обеспечен коннектор.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 20080179792A1, 31.07.2008 | |||
| СПОСОБ ПОЛУЧЕНИЯ НАНОАЛМАЗОВ | 2003 |
|
RU2230702C1 |
| US3901965А, 26.08.1975; | |||
| WO 2005046959A1, 26.05.2005 | |||

