Изобретение относится к промышленности стройматериалов, в частности к области получения гнутых стеклянных изделий со сложной кривизной поверхности, используемых, например, в качестве остекления фонарей подсветки рулежных фар самолетов.
Для моллирования подобного рода изделий обычно используются устройства, печи или установки круглого сечения по горизонтали, так при этом создаются наиболее благоприятные условия равномерного нагрева и охлаждения как формы моллирования, так и моллируемой заготовки.
Известно устройство для моллирования стекла, содержащее печь, смонтированную с возможностью вертикального перемещения ее сводовой и боковых частей относительно формы моллирования, расположенной на неподвижном поде печи по авт. свид. SU №511300, ΜΠΚ C03B 23/02, опубл. 25.04.1976.
Наиболее близкой к изобретению является установка моллирования стеклянных полусфер, содержащая камеру нагрева, вертикально перемещающийся под с противовесами, механизм подъема и опускания пода посредством соединенного с ним штока. (Желудков Д.Д. и др. Установка моллирования стеклянных полусфер. Информационный листок ВИМИ №86-2144, опубл. 1986).
Недостатком известной установки является то, что при загрузке крупногабаритных стеклозаготовок на форму со сложной кривизной поверхности (соответствующей кривизне поверхности крыла самолета) трудно точно и фиксировано установить стеклозаготовку относительно формы. Это объясняется тем, что печь и форма предварительно нагреваются до температуры размягчения стекла и выше. Что затрудняет задачу точной и фиксированной установки стеклозаготовки относительно формующей поверхности формы моллирования. В конечном итоге это приводит к высокому проценту брака гнутых стеклозаготовок из-за отклонения от заданной кривизны поверхности.
Задачей изобретения является уменьшение процента брака гнутых стеклозаготовок по сравнению с прототипом.
Эта задача достигается тем, что предложена установка моллирования стеклянных изделий, содержащая металлический каркас, камеру нагрева, под с противовесами, механизм подъема и опускания пода, соединенный с ним посредством штока, и форму моллирования, отличающаяся тем, что установка снабжена устройством для перемещения формы моллирования, включающим монорельс, установленный на металлическом каркасе и шарнирно-поворотной штанге, на монорельсе размещена каретка на роликах, снабженная поворотными рычагами и узлами сцепления, на которых подвешена форма моллирования, а под кареткой на металлическом каркасе установлен стол.
Снабжение установки устройством для перемещения формы моллирования с пода печи на стол позволяет размещать плоскую стеклозаготовку в точно фиксированное положение относительно формующей поверхности формы моллирования. При этом, монорельс, установленный на металлическом каркасе и шарнирно-поворотной штанге обеспечивает перемещение формы моллирования, расположенной на каретке, из рабочего пространства печи нагрева в нерабочее пространство на столе для осуществления процессов загрузки плоских стеклозаготовок и, соответственно, выгрузки гнутых с формы моллирования. Форма моллирования подвешена на узлах сцепления с кареткой, которая размещена на роликах, установленных на монорельсе. На каретке имеются поворотные рычаги для подъема формы моллирования над поверхностью стола и опускания ее на поверхность пода печи, и наоборот.
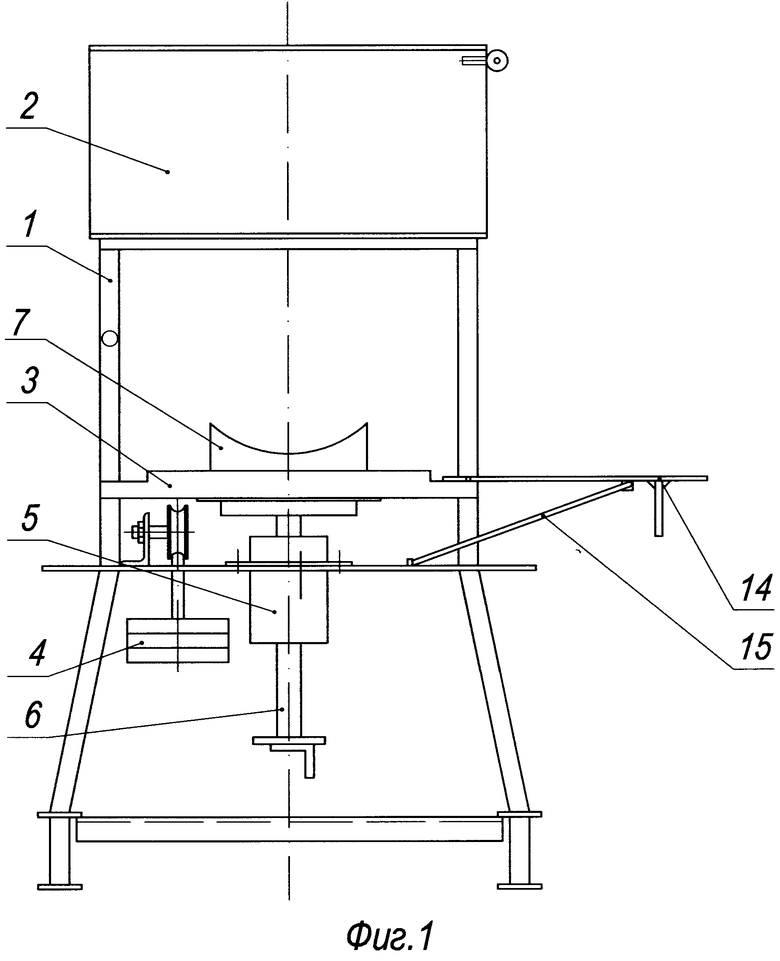
Фиг.1 - установка без устройства для перемещения формы.
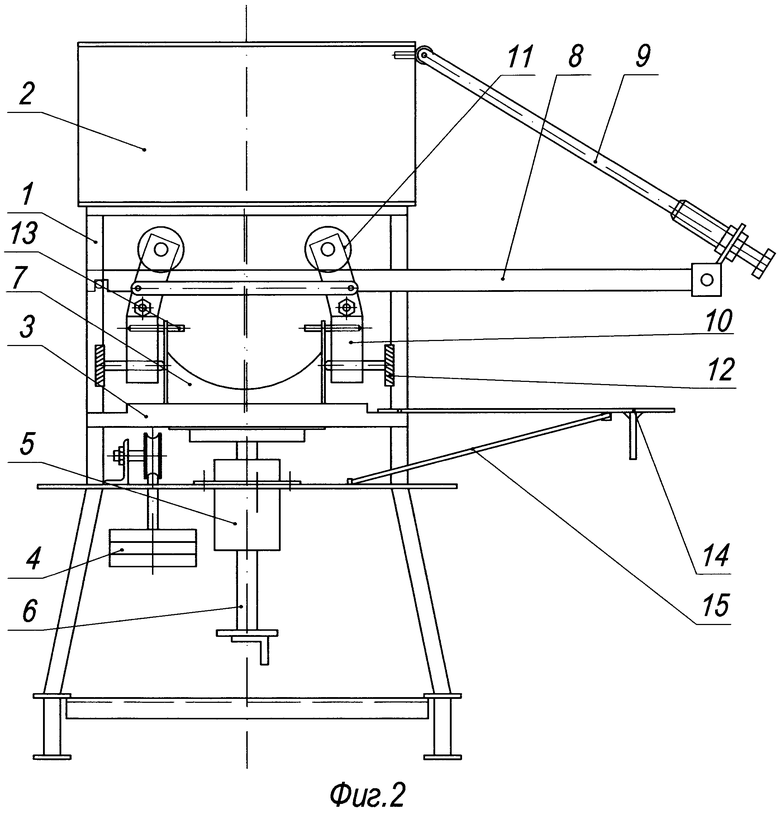
Фиг.2 - установка с устройством для перемещения формы при ее расположении на поду печи.
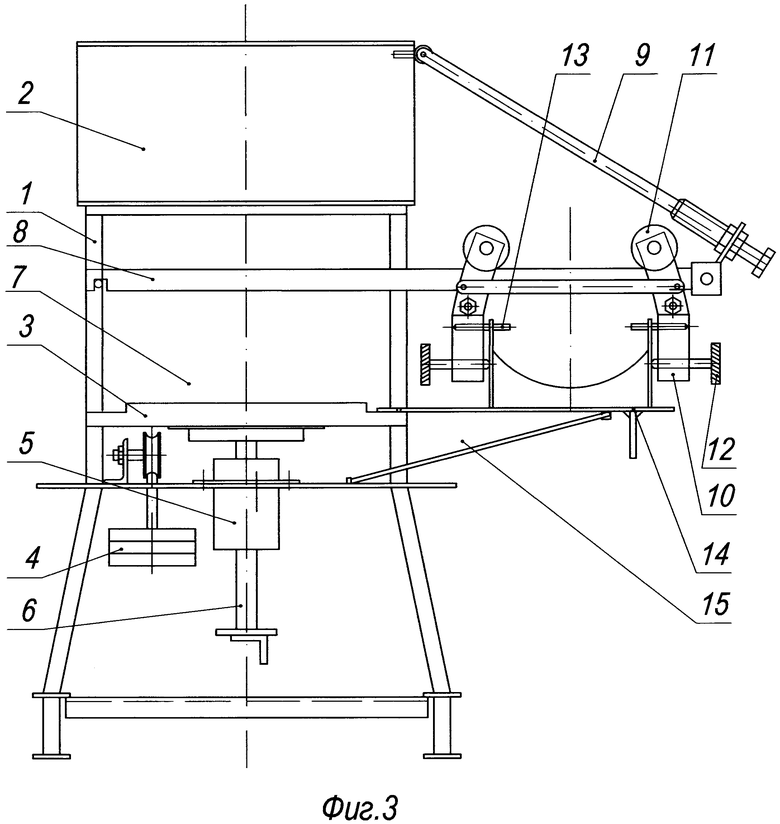
Фиг.3 - установка с устройством для перемещения формы при ее расположении на столе.
Установка содержит металлический каркас 1, камеру нагрева 2, под 3 с противовесами 4, механизм 5 подъема и опускания пода 3, соединенный с ним посредством штока 6, форму моллирования 7. Установка снабжена устройством для перемещения формы 7, которое включает монорельс 8, установленный на каркасе 1 и шарнирно-поворотной штанге 9. На монорельсе 8 размещена каретка 10 на роликах 11, при этом каретка 10 снабжена поворотными рычагами 12 и узлами сцепления 13. Стол 14 установлен на распорках 15.
Установка работает следующим образом.
После нагрева камеры 2 до температуры размягчения стекла и выдержки в течение 30-40 мин, под 3 с противовесами 4 опускают в крайнее нижнее положение с помощью механизма 5, соединенного с ним посредствам штока 6. При этом форма 7 расположена на поду 3, а стол 14 установлен на распорках 15 (Фиг.1). Далее осуществляют сборку устройства для перемещения формы 7. При этом монорельс 8 устанавливают на каркасе 1 и шарнирно-поворотной штанге 9, на монорельсе 8 размещают каретку 10 на роликах 11, каретка 10 снабжена поворотными рычагами 12 и узлами сцепления 13 (Фиг.2). Затем с помощью поворотных рычагов 12 форму 7 приподнимают над поверхностью пода 3 и перемещают каретку 10 на роликах 11 до уровня стола. После этого, с помощью поворотных рычагов 12 форму 7 опускают на поверхность стола 14 и осуществляют размещение плоской стеклозаготовки на форме 7 (Фиг.3). Операции подъема формы 7 над поверхностью стола 14 и перемещения формы 7 на каретке 10 по монорельсу 8 до уровня пода 3 с последующим опусканием формы 7 на под 3 совершают в обратном порядке. После опускания формы 7 с расположенной на ней плоской стеклозаготовкой и разъема узлов сцепления устройство для перемещения формы демонтируют, под 3 поднимают в верхнее положение и осуществляют нагрев камеры 2 до температуры размягчения стекла. После окончания процесса моллирования под действием собственного веса стеклозаготовки, нагрев камеры 2 отключают.
Пример. Необходимо моллировать стеклозаготовки, предназначенные для получения остекления рулежных фар бомбардировщиков типа ТУ. При этом используют форму со сложной кривизной поверхности, соответствующей кривизне крыла самолета ТУ с габаритными размерами 560×400 мм. Установка имеет следующие параметры: диаметр рабочего пространства камеры 2-650 мм, высота - 400 мм.
Была получена партия вышеуказанных гнутых стеклозаготовок. При этом, процент выхода годных стеклозаготовок по геометрическим показателям составил 89%, в то время как этот же показатель, полученный по прототипу, имеет величину 49%. Это обстоятельство приводит к значительному уменьшению себестоимости изделий остекления рулежных фар самолетов, полученных с использованием предложенной установки по сравнению с прототипом.
Источники информации
1. Авт. свид. SU №511300, ΜΠΚ C03B 23/02, опубл. 25.04.1976.
2. Желудков Д.Д. и др. Установка моллирования стеклянных полусфер. Информационный листок ВИМИ №86-2144, опубл. 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| Установка моллирования стеклянных полусфер | 2016 |
|
RU2636607C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2012 |
|
RU2498948C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2015 |
|
RU2598656C1 |
| Установка моллирования стеклянных полусфер | 2018 |
|
RU2703053C1 |
| Установка для изготовления гнутых изделий из стекла | 1988 |
|
SU1717563A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА МОЛЛИРОВАНИЯ СТЕКЛОЗАГОТОВОК НА ФОРМЕ | 2007 |
|
RU2342332C1 |
Изобретение относится к области получения гнутых изделий из стекла со сложной кривизной поверхности. Технический результат изобретения заключается в повышении точности заданной кривизны стекла. Установка моллирования стеклянных изделий содержит металлический каркас, камеру нагрева, под с противовесами, механизм подъема и опускания пода, соединенный с ним посредством штока, и форму моллирования. Установка снабжена устройством для перемещения формы моллирования, включающим монорельс, установленный на металлическом каркасе и шарнирно-поворотной штанге. На монорельсе размещена каретка на роликах, снабженная поворотными рычагами и узлами сцепления, на которых подвешена форма моллирования, а под кареткой на металлическом каркасе установлен стол. 1 пр., 3 ил.
Установка моллирования стеклянных изделий, содержащая металлический каркас, камеру нагрева, под с противовесами, механизм подъема и опускания пода, соединенный с ним посредством штока, и форму моллирования, отличающаяся тем, что установка снабжена устройством для перемещения формы моллирования, включающим монорельс, установленный на металлическом каркасе и шарнирно-поворотной штанге, на монорельсе размещена каретка на роликах, снабженная поворотными рычагами и узлами сцепления, на которых подвешена форма моллирования, а под кареткой на металлическом каркасе установлен стол.
| ЖЕЛУДКОВ Д.Д | |||
| Установка моллирования стеклянных получсфер | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Устройство для моллирования и закалки стеклоизделий | 1980 |
|
SU981264A1 |
| Устройство для передвижения каретки со стеклом | 1982 |
|
SU1049442A1 |
| Устройство для передвижения каретки со стеклом | 1980 |
|
SU948908A2 |
| СПОСОБ КОРРЕКЦИИ ОПТИЧЕСКОЙ СИСТЕМЫ | 0 |
|
SU320128A1 |
| WO 1993008132 A1, 29.04.1993 | |||

