Изобретение относится к способу и установке для выравнивания металлических лент с несколькими расположенными друг за другом в (горизонтальном или главным образом в горизонтальном) направлении движения ленты и находящимися на расстоянии друг от друга в направлении движения ленты выравнивающими роликами, причем лента, находящаяся под действием растягивающего напряжения ниже предела эластичности, попеременно изгибается вокруг выравнивающих роликов и при этом испытывает пластичное растяжение, причем перед одним или несколькими выравнивающими роликами, регулируемыми относительно ленты, соответственно, установлен направляющий ролик, который имеет больший диаметр, чем, соответственно, расположенный за ним выравнивающий ролик.
Во время выравнивания в такой выравнивающей установке, т.е. в таком выравнивающем устройстве, лента, как правило, находится под действием растягивающего напряжения ниже предела эластичности, т.е. предела растяжения, и лента попеременно изгибается вокруг выравнивающих роликов в пластичной или эластично-пластичной зоне. Пластично, т.е. эластично-пластично, действующие выравнивающие ролики называются также вытягивающими роликами. Размер, на который лента (в целом) пластично растягивается и в дальнейшем удлиняется, называется величиной вытяжки.
С помощью такой выравнивающей установки можно выровнять неплоские металлические ленты и в дальнейшем устранить неровности. Под неровностью понимают, например, волнистость и клиновидность ленты, которая получается в результате различия ленточных волокон по длине в плоскости ленты. Однако под неровностями понимают также искривления ленты в продольном и/или поперечном направлении, которые возникают в ленте в результате действия изгибающих моментов, например, если лента была эластично-пластично изогнута вокруг направляющих роликов, или в результате эластично-пластичных деформаций при наматывании ленты. Продольные искривления называются также Coilset (остаточная деформация рулона), поперечные изгибы -Crossbow. В ходе выравнивания неровная лента (попеременно) изгибается под действием растягивающего напряжения, которое находится ниже предела эластичности RF, т.е. технического предела эластичности Rp0,01 материала ленты, вокруг роликов достаточно малого диаметра, так что посредством совместного действия растягивающего напряжения и изгиба в ленте происходит эластично-пластичная деформация. Лента пластично удлиняется, причем величина пластичного удлинения называется величиной вытяжки. При пластичном удлинении первоначально более короткие волокна ленты удлиняются относительно больше. В идеальном случае после выравнивания все волокна ленты имеют одинаковую длину, так что в принципе идеально выровненная лента не должна иметь волнистости или клиновидности. На практике это удается выполнить не всегда полностью, так что в ленте могут оставаться небольшие остаточные неровности (например, волнистость в средней части или по краям). Кроме того, при попеременном изгибании в ленте индуцируются остаточные изгибающие моменты, которые могут привести к нежелательным пластичным остаточным искривлениям после выравнивания в продольном направлении (Coilset) или поперечном (Crossbow) направлении. Посредством соответствующего согласования сил изгиба, действующих на отдельные ролики, принципиально возможно минимизировать остаточные изгибающие моменты. Для этого уже предлагались самые различные способы для изменения геометрии выравнивающего устройства, чтобы, по возможности, получить хорошие результаты выравнивания.
Кроме того, из практики принципиально известен способ, в котором перед, между и/или после выравнивающих роликов предусматриваются направляющие ролики, которые имеют значительно больший диаметр, чем диаметр выравнивающих роликов и которые, как правило, обладают эластичным действием.
Так, например из документа ЕР 0298852 (или DE 38 85019 Т2) известно устройство для выравнивания металлической ленты, в котором между комплектом входных натяжных роликов и комплектом выходных натяжных роликов установлены несколько выравнивающих роликов. В самых различных местах установки могут быть предусмотрены направляющие ролики, которые, в первую очередь, служат для того, чтобы направить ленту по определенному пути при ее прохождении через установку.
Аналогичным образом в научной статье «Benefits of a new leveller technology for packaging steels: Multi-Roller Tension Leveller» (Emmanuel Dechassey, Irsid, Arcelor group, METEC Congress июнь 2003) описывается выравнивающее устройство с четырьмя выравнивающими роликами. В нем может регулироваться величина перекрытия первого выравнивающего блока (первый и второй выравнивающие ролики) и величина перекрытия второго выравнивающего блока (третий и четвертый ролики). В то же время в установке интегрированы несколько направляющих роликов с большим диаметром.
Известные из практики выравнивающие установки, в которых, в случае необходимости, предусматриваются также эластично действующие направляющие ролики, хорошо себя зарекомендовали, однако, их можно модернизировать.
В основу изобретения положена техническая проблема предложить способ для выравнивания ленты и выравнивающую установку указанного в начале типа, который или которая позволит устранить неровности особенно надежно и эффективно.
Для решения этой задачи в изобретении предлагается соответствующий способ для выравнивания металлических лент указанного в начале типа, в котором ролик с целью изменения величины опускания регулируется относительно соответствующего направляющего ролика таким образом, что свободная длина ленты между точкой выхода ленты с направляющего ролика и точкой набегания ленты на выравнивающий ролик не превышает предварительно указанное максимальное значение, свыше которого образуется продольная волнистость ленты.
Особенно предпочтительно регулировать изменение величины опускания выравнивающего ролика относительно направляющего ролика таким образом, чтобы свободная длина ленты не превышала максимального значения 8% (максимальной) ширины ленты, предпочтительно 4% (максимальной) ширины ленты. Таким образом, с учетом обычной ширины ленты может оказаться целесообразным, чтобы свободная длина ленты не превышала максимального значения 150 мм, предпочтительно 100 мм, особенно предпочтительно 70 мм.
При этом изобретение исходит, прежде всего, из того, что в обычном выравнивающем устройстве на первом участке установки с помощью нескольких выравнивающих роликов, в первую очередь, достигается величина вытяжки, и что на втором участке установки с помощью дополнительных выравнивающих роликов, главным образом, устраняются остаточные изгибающие моменты. Кроме того, изобретение исходит из того, что, по меньшей мере, на первом участке установки с помощью выравнивающих роликов, с помощью которых, в первую очередь, достигается величина вытяжки, целесообразно перед выравнивающими роликами установить направляющие ролики. Практические исследования, а также теоретические расчеты по методу конечных элементов (FEM) показали, что результат выравнивания для данной ленты зависит от числа и геометрического расположения выравнивающих роликов относительно друг друга и расположения выравнивающих роликов относительно направляющих роликов. Если смотреть по направлению движения ленты, большее расстояние между выравнивающими роликами приводит к уменьшению или даже полному устранению остаточной волнистости. Это приводит к тому, что на практике стремятся установить отдельные выравнивающие ролики на возможно большем расстоянии друг от друга. Однако такие большие расстояния между отдельными выравнивающими роликами на практике могут привести к тому, что проходящие ленты будут склонны к образованию (эластичной) продольной волнистости. Такая продольная волнистость называется также «эффектом полотенца». Такой эффект возникает, в особенности, при тонких лентах, которые на большом расстоянии находятся под действием растягивающего напряжения. Если теперь такая лента с продольной волнистостью пройдет через выравнивающий ролик, эта продольная волнистость пластически оставит отпечаток на ленте, что отрицательно повлияет на результат выравнивания. Такой эффект появляется, главным образом, на выравнивающих роликах, на которых лента еще заметно пластично удлиняется. Для последних выравнивающих роликов, с помощью которых, главным образом, выполняется только частично-пластичная коррекция остаточного искривления, эта эластичная продольная волнистость не играет роли или играет лишь незначительную роль.
Посредством предложенных в изобретении мероприятий предоставляется возможность работать с относительно большими расстояниями между выравнивающими роликами, при которых описанная проблема не возникает. Поскольку в соответствии с изобретением продольная волнистость устраняется, прежде всего, один раз посредством того, что лента, прежде чем зайти на выравнивающий ролик, сначала направляется через направляющий ролик. После того, как лента прошла точку выхода ленты с направляющего ролика, лента набегает на выравнивающий ролик, установленный за направляющим роликом в соответствии с известной свободной длиной ленты. Исследования привели к неожиданному результату, который заключается в том, что продольную волнистость перед выравнивающим роликом можно особенно надежно предотвратить, если минимизировать свободную длину ленты между точкой выхода ленты с направляющего ролика до точки набегания ленты на следующий выравнивающий ролик. В рамках изобретения можно в дальнейшем установить преимущественно большие расстояния между выравнивающими роликами, которые позволят обеспечить малую остаточную волнистость или полностью ее устранить, причем ожидаемые проблемы с эластичной остаточной волнистостью не возникнут.
Как правило, в одной выравнивающей установке требуется обработать ленты различной толщины, ширины и с разным пределом растяжения. Для этого необходимо обеспечить возможность изменения силы изгиба ленты отдельными выравнивающими роликами. Для этого меняется величина опускания, т.е. угол охвата ленты вокруг выравнивающего ролика. В ходе такого изменения величины опускания, т.е. угла охвата, выравнивающий ролик предпочтительно устанавливается таким образом, что свободная длина ленты не превышает максимального значения на всем диапазоне регулировки. Выравнивающая установка в дальнейшем рассчитывается таким образом, что образование продольной волнистости предотвращается на всем диапазоне регулировки. Это удается при обычной регулировке выравнивающего ролика по вертикали или приблизительно по вертикали относительно направления движения ленты, в том случае, если расстояние между выравнивающим роликом и направляющим роликом мало, а именно настолько мало, что свободная длина ленты постоянно остается ниже максимального значения на всем диапазоне регулировки, т.е. не превышает максимального значения. В дальнейшем может быть целесообразным установить выравнивающий ролик как можно ближе за направляющим роликом, т.е. установить направляющий ролик как можно ближе перед выравнивающим роликом, так чтобы даже при обычной регулировке свободная длина ленты была минимальной. Имеющийся диапазон заданного значения регулировки для угла охвата, т.е. для величины опускания, в этом способе относительно мал.
В соответствии с предпочтительным вариантом выполнения в изобретении предлагается, чтобы выравнивающий ролик в ходе изменения величины опускания, главным образом, мог перемещаться по окружности направляющего ролика или тангенциально относительно направляющего ролика. Таким способом обеспечивается, что в ходе изменения величины опускания свободная длина ленты поддерживается минимальной, даже в том случае, если между направляющим роликом и выравнивающим роликом установлено относительно большое расстояние. Такое большое расстояние обеспечивает возможность изменения величины опускания, т.е. угла охвата в большом диапазоне. Однако в результате применения особенно предпочтительного типа регулировки свободная длина ленты постоянно поддерживается минимальной, так что образование продольной волнистости предотвращается.
Это можно реализовать, например, посредством того, что выравнивающий ролик перемещается при линейной регулировке линейно по регулируемой траектории, направленной под углом относительно направления движения ленты, а именно предпочтительно относительно неподвижно установленного направляющего ролика. Регулировка на установленной под углом регулировочной направляющей имеет то преимущество перед обычной «вертикальной» регулировкой, что выравнивающий ролик перемещается в ходе регулировки как бы тангенциально вдоль поверхности направляющего ролика, так что свободная длина ленты остается относительно малой, даже при относительно больших изменениях величины опускания.
Альтернативно имеется возможность перемещать выравнивающий ролик при поворотной регулировке по дугообразной, например, круговой регулируемой траектории, причем эта дугообразная, т.е. круговая регулируемая траектория, окружает внешнюю поверхность направляющего ролика. Также в этом случае направляющий ролик может быть установлен неподвижно. Такая поворотная регулировка по окружающей направляющий ролик дугообразной траектории движения приводит также к тому, что, соответственно, свободная длина ленты при различных углах охвата отличается незначительно, и ее величина всегда остается ниже выбранного предельного значения, выше которого между направляющим роликом и выравнивающим роликом может образоваться продольная волнистость.
В предпочтительном варианте выполнения свободную длину ленты можно также минимизировать посредством того, что не только выравнивающий ролик перемещается относительно направляющего ролика, а выравнивающий ролик, также как и соответствующий направляющий ролик, перемещается соответствующим способом. Так, например, имеется возможность перемещать выравнивающий ролик вертикально относительно направления движения ленты и (одновременно) перемещать направляющий ролик в горизонтальном направлении, т.е. вдоль направления движения ленты. Такое комбинированное перемещение приводит также к тому, что выравнивающий ролик перемещается относительно направляющего ролика по одному типу пространственной траектории, т.е. по касательной траектории.
В рамках изобретения два установленных друг за другом выравнивающих ролика можно всегда устанавливать на относительно большом расстоянии, причем это расстояние составляет предпочтительно, по меньшей мере, 30%, особенно предпочтительно, по меньшей мере, 50% (максимальной) ширины ленты. Под максимальной шириной ленты понимается максимальная ширина металлической ленты, обрабатываемой в максимально конкретной рассчитанной выравнивающей установке.
В рамках изобретения речь идет о том, что направляющие ролики имеют значительно больший диаметр, чем выравнивающие ролики, поскольку направляющие ролики должны обладать только эластичным действием. Кроме того, целесообразно, чтобы диаметр направляющего ролика был больше диаметра соответствующим образом расположенного выравнивающего ролика, по меньшей мере, в 5 раз, предпочтительно, по меньшей мере, в 8 раз. Так, может быть целесообразным, чтобы диаметр направляющего ролика был примерно в 10 раз больше диаметра соответствующим образом расположенного выравнивающего ролика.
Диаметр выравнивающего ролика(роликов) составляет предпочтительно до 70 мм, например, до 50 мм. Так, диаметр выравнивающего ролика, т.е. выравнивающих роликов, может составлять, например, от 15 мм до 70 мм, предпочтительно от 25 мм до 50 мм.
Диаметр направляющего ролика, т.е. направляющих роликов, составляет предпочтительно, по меньшей мере, 150 мм, особенно предпочтительно, по меньшей мере, 250 мм. Так, диаметр направляющего ролика, т.е. нескольких направляющих роликов или также всех направляющих роликов, может составлять, например, от 150 мм до 700 мм, предпочтительно от 250 мм до 600 мм.
Угол охвата ленты вокруг одного или нескольких выравнивающих роликов, т.е. вокруг выравнивающих роликов, составляет, как правило, от 2° до 45°, предпочтительно от 3° до 30°.
В рамках изобретения в дальнейшем речь идет в особенной степени об одной или нескольких комбинациях роликов, которые, соответственно, имеют один направляющий ролик и один соответствующий выравнивающий ролик. Предпочтительно предусмотрены две такие комбинации роликов, особенно предпочтительно, три комбинации роликов. При этом в рамках изобретения принципиально важно то, что перед каждым выравнивающим роликом действительно располагается также направляющий ролик. Тем не менее, предпочтительно предусмотрено, что описанные комбинации роликов, соответственно, из направляющего ролика и выравнивающего ролика предусмотрены на первом участке установки, на котором производится, по меньшей мере, 75%, предпочтительно, по меньшей мере, 95% всего пластичного удлинения ленты. Поскольку для выравнивающих установок является обычным, что значительная часть величины вытяжки производится на первых выравнивающих роликах и в дальнейшем - на первом участке установки, в то время как на обычных, задних выравнивающих роликах, главным образом, устраняются остаточные изгибающие моменты. В соответствии с изобретением теперь предусмотрено, что описанные комбинации роликов располагаются предпочтительно на (переднем) первом участке установки, в которой производится, по меньшей мере, 75%, предпочтительно, по меньшей мере, 95% пластичного удлинения ленты. В соответствии с этим может быть целесообразным, т.е. достаточным, чтобы на (заднем) втором участке установки, на котором, главным образом, минимизируются, т.е. устанавливаются на выбранные значения остаточные искривления в ленте после выравнивания, и, как правило, производится только до 25%, предпочтительно только до 5% пластичного удлинения, был предусмотрен только один или несколько выравнивающих роликов, причем в этой зоне можно отказаться от соответствующих направляющих роликов. При этом целесообразно, чтобы на первом участке установки имелись две или три комбинации роликов из, соответственно, выравнивающего ролика и установленного перед ним направляющего ролика с описанными возможностями регулировки. На втором участке установки для коррекции остаточного искривления имеются в этом случае, по меньшей мере, два выравнивающих ролика, положение которых регулируется по отдельности, причем в этой зоне можно отказаться от направляющих роликов. Тем не менее, в рамках изобретения предлагается, чтобы также в зоне этого второго участка были предусмотрены направляющие ролики.
Альтернативно после описанных комбинаций роликов с короткой свободной длиной ленты может быть установлен также комплект из четырех роликов.
Изобретение касается, в том числе, также выравнивающей установки для выравнивания металлических лент с помощью способа описанного типа. Для этого можно сделать ссылку на формулу изобретения, а также на описание к фигурам.
Изобретение поясняется чертежами, на которых представлено следующее:
фиг.1 - схема выравнивающей установки в первом варианте выполнения предложенного в изобретении способа;
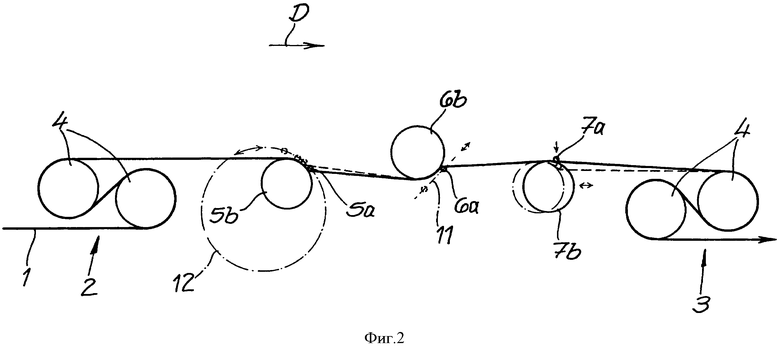
фиг.2 - предложенная в изобретении выравнивающая установка согласно второму варианту выполнения;
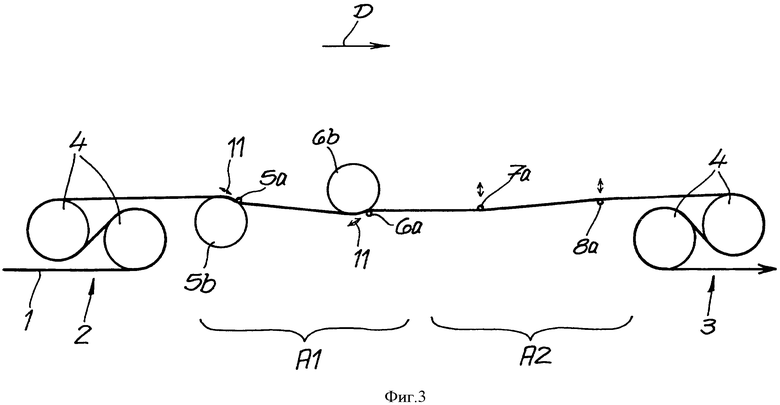
фиг.3 - третий вариант выполнения изобретения;
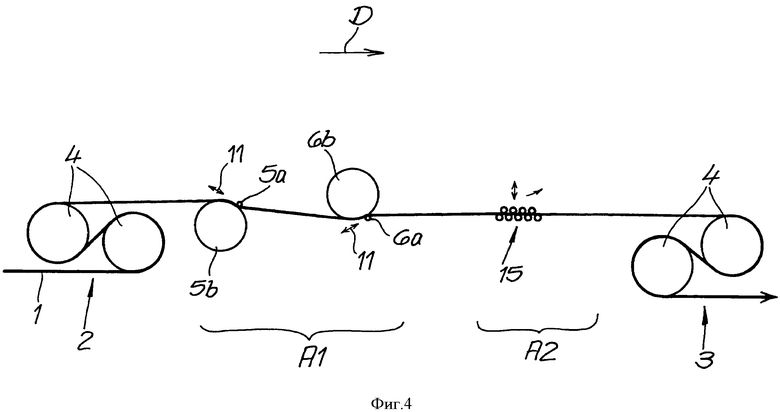
фиг.4 - четвертый вариант выполнения изобретения.
На фиг.1-4 показана, соответственно, выравнивающая установка для выравнивания металлических лент 1. Принципиальная конструкция такой выравнивающей установки состоит из комплекта входных натяжных роликов 2 и комплекта выходных натяжных роликов 3, а также расположенных между этими комплектами входных натяжных роликов 2, 3 выравнивающих роликов 5а, 6а, 7а, 8а. Комплект входных натяжных роликов 2 вместе с натяжными роликами 4 может быть рассчитан как комплект тормозящих роликов, в то время как комплект выходных натяжных роликов 3 вместе с натяжными роликами 4 может быть рассчитан как комплект тянущих роликов. Направление движения ленты D проходит горизонтально или, главным образом, горизонтально.
С помощью этих натяжных комплектов 2, 3 обеспечивается растягивающее напряжение в металлической ленте 1, причем это растягивающее напряжение, тем не менее, находится ниже предела эластичности материала ленты. Затем лента попеременно изгибается вокруг выравнивающих роликов 5а-8а в пластичной или эластично-пластичной зоне и при этом пластично выравнивается и в дальнейшем удлиняется. Каждый выравнивающий ролик 5а, 6а, 7а, 8а может при этом принципиально известным способом опираться, по меньшей мере, на два опорных ролика. Они на фигурах не показаны.
Отдельные выравнивающие ролики 5а, 6а, 7а и 8а можно регулировать относительно ленты в зависимости от ее особенностей таким образом, что при этом можно менять величину опускания выравнивающих роликов 5а, 6а, 7а, 8а и, тем самым, также угол охвата ленты вокруг ролика. Кроме того, на фигурах можно видеть, что перед некоторыми выравнивающими роликами установлены направляющие ролики 5b, 6b, 7b.
Для этого, прежде всего, можно сослаться на фиг.1, на которой в схематично упрощенном виде показана выравнивающая установка в первом варианте выполнения. Прежде всего, можно сразу заметить, что выравнивающая установка с несколькими выравнивающими роликами 5а-8а состоит, как правило, из первого участка установки А1 и второго участка установки А2, причем на первом участке установки А1 предусмотрены несколько выравнивающих роликов 5а, 6а, с помощью которых, главным образом, достигается величина вытяжки. На втором участке установки А2 также предусмотрены несколько выравнивающих роликов 7а, 8а, с помощью которых устраняются остаточные изгибающие моменты. На первом участке установки А1 перед выравнивающими роликами 5а и 6а теперь расположены направляющие ролики 5b и 6b, причем перед каждым выравнивающим роликом 5а, 6а установлен направляющий ролик 5b, 6b. При этом направляющие ролики 5b, 6b имеют значительно больший диаметр, чем выравнивающие ролики 5а, 6а, так что направляющие ролики 5b, 6b, главным образом, оказывают только эластичное воздействие.
В целом преимущественно, когда - как показано также на фиг.1 - между отдельными выравнивающими роликами 5а, 6а, 7а, 8а предусмотрены относительно большие расстояния, поскольку такие большие расстояния между выравнивающими роликами позволяют уменьшить или даже полностью устранить остаточную волнистость. Однако при таких больших расстояниях ленты склонны к образованию эластичной продольной волнистости, так называемому «эффекту полотенца». Эта проблема возникает, в особенности, при тонких лентах, которые на большом расстоянии находятся под действием растягивающего напряжения. Если теперь такая лента с продольной волнистостью проходит через выравнивающий ролик, эта продольная волнистость пластически оставит отпечаток на ленте, что отрицательно повлияет на результат выравнивания. Такой эффект появляется, главным образом, на выравнивающих роликах, на которых лента еще заметно пластично удлиняется. Для последних выравнивающих роликов, с помощью которых, главным образом, выполняется только частично-пластичная коррекция остаточного искривления, эта эластичная продольная волнистость не играет роли или играет лишь незначительную роль.
На фиг.1 показано, что также выравнивающие ролики 5а, 6а, перед которыми установлен один направляющий ролик, могут регулироваться по направлению к ленте, так что может меняться величина опускания. Из уровня техники принципиально известна поворотная регулировка, которая обозначена для выравнивающего ролика 5а, а также вертикальная регулировка, которая обозначена для выравнивающего ролика 6а. На фиг.1 можно видеть, что в ходе изменения величины опускания свободная длина ленты F между точкой 9 выхода ленты с выравнивающего ролика до точки 10 набегания ленты на выравнивающий ролик меняется. Свободную длину ленты F можно теперь также при такой обычной регулировке минимизировать, если именно выравнивающий ролик 5а или 6а установить, соответственно, как можно ближе за направляющим роликом 5b или 6b, и если в дальнейшем расстояние А по направлению движения ленты D поддерживать относительно малым. Затем также при обычной регулировке выравнивающих роликов 5а или 6а, согласно фиг.1, свободная длина пути F также остается очень малой, так что образование продольной волнистости предотвращается.
На фиг.2, 3 и 4 показан, соответственно, предпочтительный вариант выполнения, при котором можно менять свободную длину ленты также в большом диапазоне регулировки угла охвата.
Для изменения величины опускания выравнивающие ролики 5а, 6а или 7а, регулируются теперь относительно соответствующего направляющего ролика таким образом, что свободная длина ленты F между точкой 9 выхода ленты с направляющего ролика и точкой 10 набегания ленты на соответствующий выравнивающий ролик остается, по возможности, минимальной, и не превышает предварительно заданного максимального значения. Для этого выравнивающие ролики, т.е. некоторые выравнивающие ролики в ходе изменения величины опускания, главным образом, могут перемещаться по касательной к направляющим роликам или тангенциально относительно направляющих роликов.
Это позволяет предложить различные способы для реализации конструкции. На фиг.2, 3, 4 показаны три различные возможности. Точка 9 выхода ленты, точка 10 набегания ленты и свободная длина ленты F показаны на фиг, 2, 3 и 4 неявно, однако, их можно определить по фиг.1 и по соответствующим пояснениям.
На фиг.2 показаны три варианта регулировки для отдельных выравнивающих роликов.
В зоне первого выравнивающего ролика 5а установки, согласно фиг.2, показана возможность перемещения выравнивающего ролика 5а при поворотной регулировке по дугообразной и в примере выполнения круговой регулируемой траектории 12. В отличие от известной регулируемой траектории, изображенной на фиг.1, регулируемой траектория 12 окружает в предложенной в изобретении форме выполнения, согласно фиг.2, внешнюю поверхность направляющего ролика 5b, который в примере выполнения может быть расположен неподвижно. Посредством такой специальной формы выполнения поворотной регулировки выравнивающий ролик 5а в ходе изменения величины опускания по относительно широкому регулировочному пути перемещается таким образом, что свободная длина ленты F всегда остается минимальной.
Для изображенного на фиг.2 второго выравнивающего ролика 6а этот выравнивающий ролик может перемещаться линейно при линейной регулировке. Однако, в отличие от линейной регулировки, изображенной на фиг.1 для второго ролика, в соответствии с изобретением вертикальная регулировка не выполняется, хотя выравнивающий ролик 6а может линейно перемещаться по направленной под углом относительно направления движения ленты D регулируемой траектории 11. Направляющий ролик 6b, в свою очередь, может быть установлен неподвижно. На фиг.2 показано, что таким способом реализуется, главным образом, тангенциальная регулируемая траектория 11, так что также на относительно широком пути регулировки свободная длина ленты F всегда остается минимальной.
Касательно третьего выравнивающего ролика 7а, согласно фиг.2, можно отметить другую возможность, как в ходе изменений величины опускания можно поддерживать минимальной свободную длина ленты F. Для этого как выравнивающий ролик 7а, так и направляющий ролик 7b могут перемещаться, а именно в различных направлениях.
В то время, как выравнивающий ролик 7а при вертикальной регулировке перемещается поперек направления движения ленты D, соответствующий направляющий ролик 7b перемещается при горизонтальной регулировке вдоль направления движения ленты D и, в дальнейшем, по горизонтали. Посредством комбинированного движения можно также минимизировать свободную длину ленты F.
Посредством представленных на фиг.2 различных возможностей теперь можно постоянно поддерживать свободную длину ленты ниже предельного значения, выше которого между направляющим и выравнивающим роликом образуется продольная волнистость. Описанный «эффект полотенца» в дальнейшем возможно предотвратить, так что в целом можно получить оптимально ровную ленту. Таких результатов удается достичь в особенности в тех случаях, когда силы изгиба отдельных выравнивающих роликов меняются, а для этого меняется величина опускания, т.е. угол охвата ленты вокруг выравнивающего ролика. С помощью предложенных в изобретении выравнивающих установок в дальнейшем можно выровнять ленты различной толщины, ширины и с различными пределами растяжения. На фиг.2 представлены различные возможности регулировки, так что на ней изображена предложенная в изобретении регулировка для всех выравнивающих роликов 5а, 6а и 7а.
Однако на практике, как правило, бывает достаточно, чтобы такая предложенная в изобретении регулировка выравнивающих роликов относительно направляющих роликов была предусмотрена на первом участке установки А1. Для этого имеется ссылка на примеры выполнения согласно фиг.3 и 4.
С другой стороны, на фиг.3 показана выравнивающая установка с четырьмя выравнивающими роликами 5а, 6а, 7а и 8а. По меньшей мере, перед двумя первыми выравнивающими роликами 5а, 6а, соответственно, установлен направляющий ролик 5b или 6b, для которого предусмотрена предложенная в изобретении регулировка. В примере выполнения согласно фиг.3 реализуется описанная наклонная регулировка. В отличие от нее для обоих выравнивающих роликов 7а, 8а на втором участке установки А2 предусмотрена обычная вертикальная регулировка. Как уже пояснялось, возникает проблема образования продольной волнистости перед выравнивающим роликом, в первую очередь, для тех выравнивающих роликов, на которых лента еще заметно пластически удлиняется. Для последних выравнивающих роликов, с помощью которых, осуществляется, главным образом, только частично пластичная коррекция остаточного искривления, эластичная продольная волнистость играет лишь второстепенную роль. В этом отношении в зоне выравнивающих роликов 7а, 8а можно отказаться от предложенных в изобретении направляющих роликов, т.е. от предложенной в изобретении регулировки выравнивающих роликов относительно направляющих роликов. Коррекция остаточного искривления выполняется в дальнейшем посредством, по меньшей мере, обоих выравнивающих роликов 7а и 8а, положение которых регулируется по отдельности. Однако в рамках изобретения указывается, что эти выравнивающие ролики 7а, 8а устанавливаются перед направляющими роликами или после направляющих роликов.
На фиг.4 показан альтернативный вариант выполнения изобретения, в котором за обоими направляющими роликам 5а и 6а, для которых установлены соответствующие направляющие ролики 5b и 6b, установлен целый блок 15 с четырьмя роликами. С помощью такого блока с четырьмя роликами можно провести коррекцию остаточного искривления. Этот блок 15 с четырьмя роликами может иметь неподвижные нижние ролики и регулируемые верхние ролики. Они обозначены на фиг.4.
В остальном на фиг.3 и 4 показаны варианты выполнения, при которых соответствующие направляющие ролики 5b и 6b предусмотрены только перед первыми двумя направляющими роликами 5а, 6а. Однако может оказаться также целесообразным установить соответствующий направляющий ролик 7b перед третьим выравнивающим роликом 7а. Этот вариант выполнения на фиг.3 и 4 не показан. Тем не менее, следует учитывать, что при нескольких расположенных друг за другом выравнивающих роликах, как правило, величина вытяжки от одного выравнивающего ролика до другого выравнивающего ролика постепенно уменьшается, так что проблема в отношении образования продольной волнистости к концу установки становится менее острой.
Изобретение относится к обработке металлов давлением, в частности к способу и установке для выравнивания металлических лент. Лента, находящаяся под действием растягивающего напряжения ниже предела эластичности, попеременно изгибается вокруг выравнивающих роликов и при этом испытывает пластичное растяжение, причем перед одним или несколькими выравнивающими роликами, регулируемыми относительно ленты, соответственно, установлен направляющий ролик, который имеет больший диаметр, чем, соответственно, расположенный за ним выравнивающий ролик. При этом выравнивающий ролик для изменения величины опускания регулируется относительно соответствующего направляющего ролика таким образом, что свободная длина ленты между точкой выхода ленты с направляющего ролика и точкой набегания ленты на соответствующий выравнивающий ролик не превышает предварительно указанное максимальное значение, свыше которого образуется продольная волнистость ленты. При этом расчет установки предпочтительно выполняется таким образом, что в ходе изменения величины опускания, т.е. угла охвата, свободная длина ленты постоянно остается ниже максимального значения на всем диапазоне регулировки. Устраняется продольная волнистость ленты. 2 н. и 24 з.п. ф-лы, 4 ил.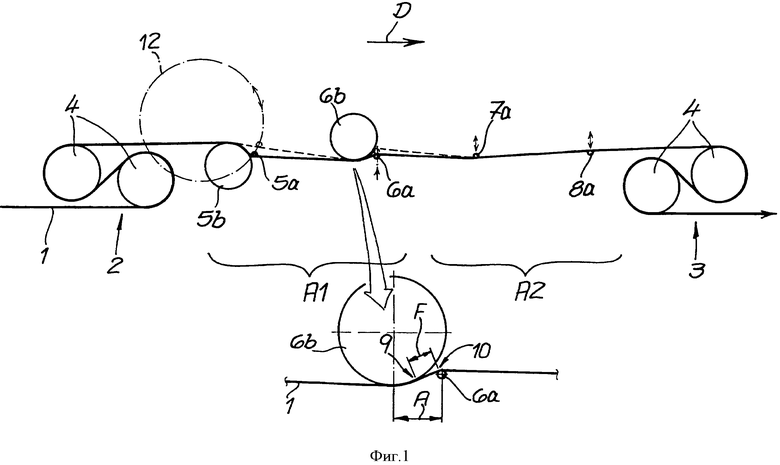
1. Способ выравнивания металлических лент (1) посредством выравнивающей установки с несколькими расположенными друг за другом в направлении движения ленты (D) и находящимися на расстоянии друг от друга в направлении движения ленты (D) выравнивающими роликами (5а, 6а, 7а, 8а), при котором
ленту (1), находящуюся под действием растягивающего напряжения ниже предела эластичности и испытывающую пластичное растяжение, попеременно изгибают вокруг выравнивающих роликов (5а, 6а, 7а, 8а), причем перед одним или несколькими выравнивающими роликами (5а, 6а, 7а), регулируемыми относительно ленты (1), соответственно, установлен направляющий ролик (5b, 6b, 7b), который имеет больший диаметр, чем, соответственно, расположенный за ним выравнивающий ролик, отличающийся тем, что
регулируют изменение величины опускания выравнивающего ролика (5а, 6а, 7а) относительно соответствующего направляющего ролика (5b, 6b, 7b) из условия обеспечения между точкой (9) выхода ленты (1) с направляющего ролика и точкой (10) набегания ленты (1) на соответствующий выравнивающий ролик свободной длины ленты (F), не превышающей предварительно указанное максимальное значение, свыше которого образуется продольная волнистость ленты.
2. Способ по п.1, отличающийся тем, что регулируют величину опускания выравнивающего ролика (5а, 6а, 7а) и, соответственно, угла охвата, из условия обеспечения свободной длины ленты (F), не превышающей максимального значения во всем диапазоне регулировки.
3. Способ по п.1 или 2, отличающийся тем, что регулируют величину опускания выравнивающего ролика (5а, 6а, 7а) относительно соответствующего направляющего ролика (5b, 6b, 7b) из условия обеспечения свободной длины ленты (F) не превышающей максимального значения 8% ширины ленты, предпочтительно 4% ширины ленты.
4. Способ по п.1 или 2, отличающийся тем, что свободная длина ленты (F) не превышает максимальное значение 150 мм, предпочтительно 100 мм, особенно предпочтительно, 70 мм, и предпочтительно на всем диапазоне регулировки выравнивающего ролика.
5. Способ по п.1 или 2, отличающийся тем, что регулируют величину опускания выравнивающего ролика (5а, 6а, 7а) по вертикали или в основном по вертикали относительно направления движения ленты (D), причем расстояние (А) между выравнивающим роликом (5а, 6а, 7а) и направляющим роликом (5b, 6b, 7b) настолько мало, что свободная длина ленты (F) постоянно остается ниже максимального значения на всем диапазоне регулировки и, соответственно, не превышает максимальное значение.
6. Способ по п.1 или 2, отличающийся тем, что выравнивающий ролик (5а, 6а, 7а) в ходе изменения величины опускания перемещают, в основном, по окружности направляющего ролика (5b, 6b, 7b) или тангенциально относительно направляющего ролика (5b, 6b, 7b).
7. Способ по п.6, отличающийся тем, что выравнивающий ролик (5а, 6а, 7а) перемещают при линейной регулировке линейно по регулируемой траектории (11), направленной под углом относительно направления движения ленты (D), предпочтительно относительно неподвижно установленного направляющего ролика (5b, 6b, 7b).
8. Способ по п.6, отличающийся тем, что выравнивающий ролик (5а, 6а, 7а) перемещают при поворотной регулировке по дугообразной, в частности круговой, регулируемой траектории (12), которая окружает внешнюю поверхность предпочтительно неподвижно установленного направляющего ролика (5b, 6b, 7b).
9. Способ по п.6, отличающийся тем, что в ходе изменения величины опускания перемещают выравнивающий ролик (5а, 6а, 7а) и соответствующий направляющий ролик (5b, 6b, 7b).
10. Способ по п.9, отличающийся тем, что выравнивающий ролик (5а, 6а, 7а) перемещают линейно, вертикально относительно направления движения ленты, а направляющий ролик (5b, 6b, 7b) перемещают линейно, горизонтально относительно направления движения ленты.
11. Способ по п.1 или 2, отличающийся тем, что угол охвата ленты вокруг выравнивающего ролика составляет от 2 до 45°, предпочтительно от 3° до 30°.
12. Способ по п.1 или 2, отличающийся тем, что используют одну или несколько комбинаций роликов из, соответственно, одного направляющего ролика (5b, 6b, 7b) и одного выравнивающего ролика (5а, 6а, 7а), причем указанные комбинации роликов располагают на первом участке установки (А1), например, с входной стороны участка установки, на котором выполняют, по меньшей мере, 75% всего пластичного удлинения ленты, предпочтительно, по меньшей мере, 95% всего пластичного удлинения.
13. Способ по п.12, отличающийся тем, что за комбинацией из, соответственно, направляющего ролика (5b, 6b, 7b) и выравнивающего ролика (5а, 6а, 7а) устанавливают один или несколько выравнивающих роликов (7а, 8а), причем последующие выравнивающие ролики (7а, 8а) располагают на втором участке установки (А2), на котором для коррекции остаточных искривлений выполняют до 25%, предпочтительно до 5% всего пластичного удлинения.
14. Выравнивающая установка для выравнивания металлических лент способом по любому из пп.1-13, содержащая несколько расположенных друг за другом в направлении движения ленты (D) и находящимися на расстоянии друг от друга в направлении движения ленты (D) выравнивающих роликов (5а, 6а, 7а, 8а),
для попеременно изгиба лента (1), находящейся под действием растягивающего напряжения ниже предела эластичности и испытывающей пластичное растяжение, вокруг выравнивающих роликов (5а, 6а, 7а, 8а), причем перед одним или несколькими выравнивающими роликами (5а, 6а, 7а, 8а), регулируемыми относительно ленты (1), соответственно, установлен направляющий ролик (5b, 6b, 7b), который имеет больший диаметр, чем, соответственно, расположенный за ним выравнивающий ролик, отличающаяся тем, что для изменения величины опускания выравнивающий ролик (5а, 6а, 7а) выполнен с возможностью регулирования относительно соответствующего направляющего ролика (5b, 6b, 7b) для обеспечения свободной длины ленты (F) между точкой (9) выхода ленты (1) с направляющего ролика и точкой (10) набегания ленты (1) на соответствующий выравнивающий ролик при различных значениях величины опускания, соответственно угла охвата, не превышающей предварительно указанного максимального значения, свыше которого образуется продольная волнистость ленты.
15. Установка по п.14, отличающаяся тем, что для изменения величины опускания выравнивающий ролик (5а, 6а, 7а), выполнен с возможностью регулирования относительно соответствующего направляющего ролика (5b, 6b, 7b) для обеспечения свободной длины ленты (F) постоянно не превышающей максимального значения 8% максимальной ширины ленты, предпочтительно 4% максимальной ширины ленты при различных значениях величины опускания и, соответственно, угла охвата.
16. Установка по п.14 или 15, отличающаяся тем, что расстояние между двумя установленными друг за другом выравнивающими роликами (5а-8а) составляет предпочтительно, по меньшей мере, 30%, особенно предпочтительно, по меньшей мере, 50% максимальной ширины ленты.
17. Установка по п.14 или 15, отличающаяся тем, что диаметр направляющего ролика (5b, 6b, 7b), по меньшей мере, в 5 раз, предпочтительно, по меньшей мере, в 8 раз, в частности, в основном, в 10 раз больше диаметра соответствующим образом расположенного выравнивающего ролика (5а, 6а, 7а).
18. Установка по п.14 или 15, отличающаяся тем, что диаметр выравнивающего ролика (5а, 6а, 7а, 8а) составляет до 70 мм, предпочтительно, до 50 мм, в частности, от 15 мм до 70 мм, предпочтительно от 25 мм до 50 мм.
19. Установка по п.14 или 15, отличающаяся тем, что диаметр направляющего ролика (5b, 6b, 7b) составляет, по меньшей мере, 150 мм, предпочтительно, по меньшей мере, 250 мм, в частности, от 150 мм до 700 мм, предпочтительно от 250 мм до 600 мм.
20. Установка по п.14 или 15, отличающаяся тем, что выравнивающий ролик (5а, 6а, 7а) в ходе изменения величины опускания выполнен с возможностью перемещения, в основном, по окружности направляющего ролика (5b, 6b, 7b) или тангенциально относительно направляющего ролика (5b, 6b, 7b).
21. Установка по п.20, отличающаяся тем, что выравнивающий ролик (5а, 6а, 7а) выполнен с возможностью перемещения при линейной регулировке линейно по регулируемой траектории (11), направленной под углом относительно направления движения ленты (D), предпочтительно относительно неподвижно установленного направляющего ролика (5b, 6b, 7b).
22. Установка по п.20, отличающаяся тем, что выравнивающий ролик (5а, 6а, 7а) выполнен с возможностью перемещения при поворотной регулировке по дугообразной, в частности круговой, регулируемой траектории (12), которая окружает внешнюю поверхность предпочтительно неподвижно установленного направляющего ролика (5b, 6b, 7b).
23. Установка по п.20, отличающаяся тем, что в ходе изменения величины опускания выравнивающий ролик (5а, 6а, 7а) и соответствующий направляющий ролик (5b, 6b, 7b) выполнены с возможностью перемещения, предпочтительно выравнивающий ролик перемещается линейно, вертикально относительно направления движения ленты, а направляющий ролик перемещается линейно, горизонтально относительно направления движения ленты.
24. Установка по п.14 или 15, отличающаяся тем, что использованы одна или несколько комбинаций роликов из одного направляющего ролика (5b, 6b, 7b) и одного выравнивающего ролика (5а, 6а, 7а), причем указанные комбинации роликов расположены на первом участке установки (А1), в частности, с входной стороны участка установки, на котором обеспечивается, по меньшей мере, 75% всего пластичного удлинения ленты, предпочтительно, по меньшей мере, 95% всего пластичного удлинения, причем за комбинацией из направляющего ролика и выравнивающего ролика установлен один или несколько выравнивающих роликов (7а, 8а), причем эти последующие выравнивающие ролики (7а, 8а) расположены на втором участке установки (А2), на котором для коррекции остаточных искривлений производится до 25%, предпочтительно до 5% всего пластичного удлинения.
25. Установка по п.24, отличающаяся тем, что на втором участке установки (А2) для коррекции остаточного искривления установлены, по меньшей мере, два выравнивающих ролика (7а, 8а), предпочтительно выравнивающих ролика, выполненных с возможностью регулировки по отдельности.
26. Установка по п.24, отличающаяся тем, что на втором участке установки (А2) для коррекции остаточного искривления расположен комплект из четырех роликов (15).
| Устройство для правки листового проката растяжением с изгибом | 1977 |
|
SU712173A1 |
| СПОСОБ ПРАВКИ ПРЕИМУЩЕСТВЕННО ТОНКИХ УЗКИХ ПОЛОС И ЛЕНТ | 1996 |
|
RU2112618C1 |
| СПОСОБ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2346773C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ ПРОКАТА | 1999 |
|
RU2177849C2 |

