Изобретение касается способа продления цикла непрерывной отливки при двухвалковом формовании ленты с расположенными в линию валками для стальной ленты, которая прокатывается, по меньшей мере, в одной, предпочтительно в двух следующих друг за другом прокатных клетях прокатного стана со сменными рабочими валками. Далее изобретение касается установки для осуществления этого способа.
Рабочие валки прокатного стана в режиме эксплуатации подвержены, как известно, износу. Поэтому в прокатном производстве требуется регулярно заменять, в частности, рабочие валки прокатных клетей в конечной области толщин ленты, чтобы избегать того, что следы износа ведут к погрешностям на ленте на выходе и, соответственно, создается плохая поверхность ленты.
В обычном прокатном производстве рабочие валки последней прокатной клети заменяются почти через каждые три рабочих часа. При этом замена происходит в прерывистом режиме, т.е. между прокатками.
При новом двухвалковом формовании ленты с расположенными в линию валками температура валков составляет примерно 1000-1200°C, значит, столько же, как в обычном горячем прокатном производстве. Тем не менее, скорость движения ленты составляет только 0,5-2,0 м/сек и, тем самым, гораздо ниже, чем в обычном режиме эксплуатации, при котором прокатывают со скоростями прокатки примерно 20 м/сек. При этом в процессе непрерывной отливки добиваются цикла отливки до 10 часов и больше.
В основе изобретения лежит задача продлить цикл непрерывной отливки при двухвалковом формовании стальной ленты с расположенными в линию валками для стальной ленты.
Эта задача решается согласно изобретению посредством того, что подлежащие замене рабочие валки в прокатном стане во время разливки заменяются под стальной лентой или, соответственно, над ней, а также могут вытаскиваться сбоку из прокатной клети. Таким образом возможно продолжать процесс разливки независимо от процесса прокатки сколь угодно долго, так как цикл отливки не ограничивается ограниченной прочностью поверхности рабочих валков прокатного стана.
Далее изобретение предусматривает, что при двух следующих друг за другом прокатных клетях во время смены валков одной прокатной клети рабочими валками другой, находящейся в работе прокатной клети производится лента большей толщины, чем перед сменой валков, а именно соответственно степени обжатия в этой клети.
Альтернативно этому предусмотрено согласно изобретению, что при двух следующих друг за другом прокатных клетях во время смены валков одной прокатной клети рабочими валками другой, находящейся в работе прокатной клети временно, без перехода, производится лента той же самой толщины, что и перед сменой валков, причем тогда валки работающей клетки принимают на себя общую степень обжатия обеих прокатных клетей. Таким образом, текущая толщина ленты во время процесса смены остается неизменной.
Чтобы избежать отклонений толщины ленты в переходной фазе, изобретение предусматривает, что прежде всего, соответственно, текущая толщина ленты регулируется рабочими валками в находящейся в работе прокатной клети, прежде чем будут ослаблены подлежащие замене рабочие валки.
Чтобы поддерживать работу находящейся в эксплуатации прокатной клети, согласно изобретению предусматривается, что во время смены валков в процессе отливки изменяются существенно влияющие на толщину отливки параметры, такие как скорость разливки, и/или высота уровня ванны, и/или теплоотвод, и/или температура подведенной жидкой стали. Посредством этого можно варьировать толщину отливки согласно потребностям находящейся в работе прокатной клети во время смены валков.
Далее изобретение касается установки для осуществления соответствующего изобретению способа, по меньшей мере, одна прокатная клеть которой, предпочтительно две следующие друг за другом прокатные клети которой снабжены заменяемыми над стальной лентой или, соответственно, под стальной лентой рабочими валками. Чтобы избегать повреждения стальной ленты при смене валков, верхние рабочие валки согласно изобретению снабжены подъемными механизмами, посредством которых они могут подниматься от стальной ленты, а также выдвигаться в сторону.
Для этого согласно изобретению предусмотрено, что рабочие валки могут приподниматься подъемными механизмами, и прокатный стан перед рабочими валками и за ними снабжен подъемными валками для стальной ленты. Целесообразно расположить подъемные валки на свободном конце качающихся рычагов.
Посредством взаимно согласованного приподнимания рабочих валков и стальной ленты между ней и рабочими валками создается промежуточная щель, которая обеспечивает бесконтактное прохождение стальной ленты между подлежащими замене рабочими валками.
При этом в смысле простого принципа действия является преимуществом, если верхний рабочий валок может приподниматься вместе с относящимся к нему опорным валком.
Чтобы облегчить и, соответственно, ускорить процесс замены, изобретение предусматривает, что рабочие валки могут опираться на совместно движущиеся и/или убирающиеся и откидные направляющие.
Если износ сменных рабочих валков разный, то их целесообразно заменять по отдельности. В других случаях предпочтительно заменять оба рабочих валка парами одновременно. В этом случае изобретение предусматривает, что подлежащие замене рабочие валки снабжены общим устройством для их вытаскивания.
Изобретение подробнее разъясняется ниже на примере выполнения со ссылками на чертежи. Они показывают:
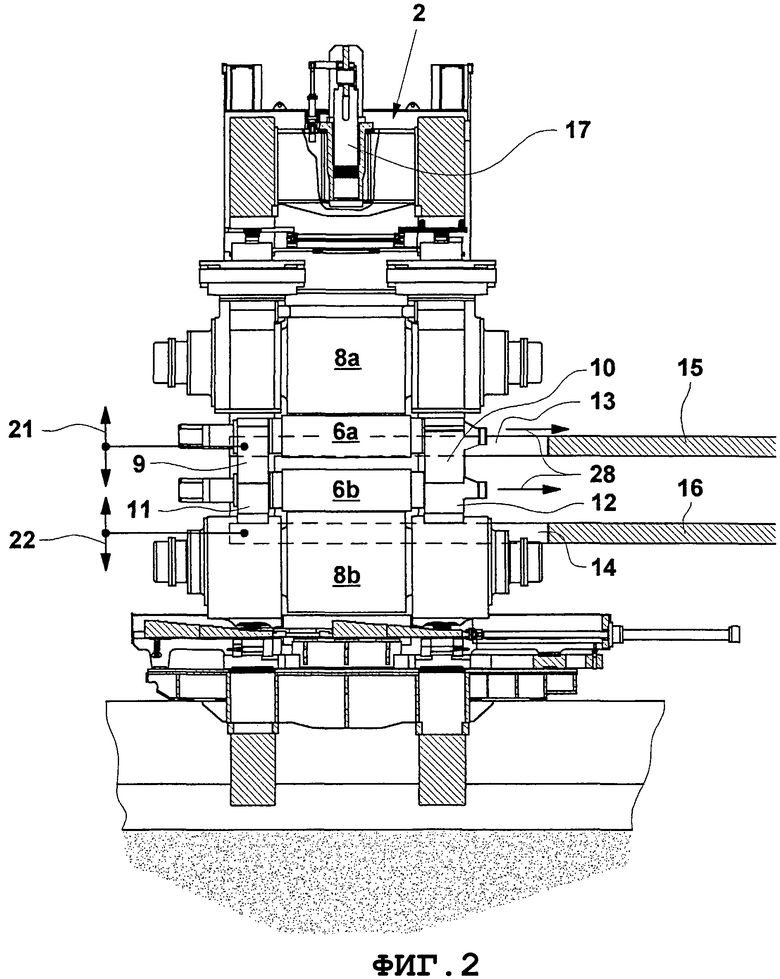
фиг.1 - прокатный стан двухвалкового литейно-прокатного агрегата с линейным прокатным станом, вид сбоку,
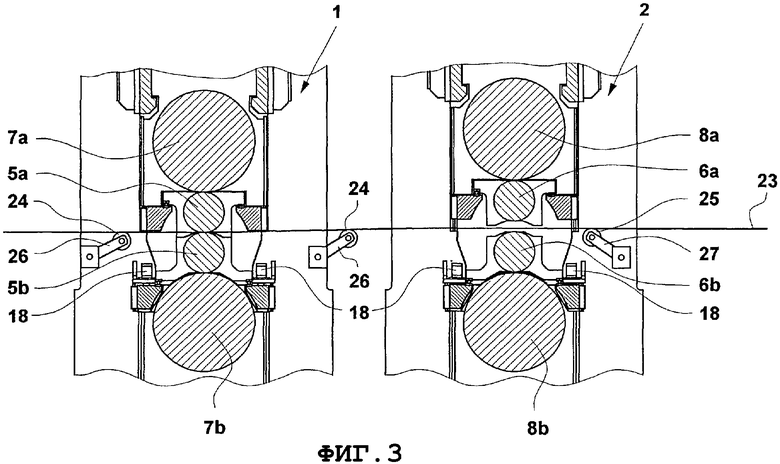
фиг.2 - прокатный стан по фиг.1, представленный в разрезе вдоль линии II-II на фиг.1, и
фиг.3 - фрагмент III по фиг.1 с вариантом выполнения подъемных валков для стальной ленты, представлено схематически.
Представленный на фиг.1 и 2 прокатный стан состоит из двух следующих друг за другом прокатных клетей 1 и 2, оборудованных каждая рамой 3 и, соответственно, 4, а также парой рабочих валков 5a, 5b прокатного стана и, соответственно, 6a, 6b с опорными валками 7a, 7b и, соответственно, 8a, 8b. Обе прокатных клети выполнены идентично. Поэтому для простоты в последующем описывается подробно только прокатная клеть 2.
Рабочие валки 6a, 6b этой клети установлены в подшипниках на корпусах подшипников 9, 10 и соответственно 11, 12, которые укреплены на направляющих носителях 13 и, соответственно, 14. В продолжение этих носителей расположены еще одни направляющие 15, 16 для приема рабочих валков 6a и 6b при замене валков.
Направляющие носители 13, 14 и опирающиеся таким образом на них рабочие валки 6a и, соответственно, 6b могут приподниматься посредством гидравлических подъемных механизмов 17, которые могут действовать на несущие корпуса 19 и, соответственно, 20 направляющих носителей 13, 14 вместе с рабочими валками 6a и, соответственно, 6b. Направление их подъема обозначено на фиг.2 позициями 21, 22.
Стальная лента 23, которая изготовляется в непредставленном двухвалковом литейно-прокатном агрегате, проходит через прокатные клети 1 и 2, опираясь на гидравлически приподнимаемые подъемные валки 24, 25, которые размещены перед рабочими валками 5a, 5b и, соответственно, 6a, 6b прокатных клетей 1 и 2 и за ними. В варианте согласно фиг.3 подъемные валки 24, 25 расположены на свободных концах качающихся рычагов 26 и, соответственно, 27.
К рабочим валкам 6a, 6b присоединено не представленное здесь устройство для совместного вытаскивания валков из зоны прокатного участка. Направление их движения обозначено на фиг.2 позицией 28.
Для замены рабочих валков 6a и 6b прокатной клети 2 будет, прежде всего, настроена с помощью рабочих валков 5a, 5b прокатной клети 1, соответственно, текущая толщина ленты, а именно прежде чем будет ослаблена заменяемая пара рабочих валков 6a, 6b. Этим образом действий достигают того, что в прокатной клети 1 временно, без перехода дальше будет производиться та же самая толщина ленты, что и раньше обеими прокатными клетями 1 и 2 вместе, причем тогда прокатная клеть 1 принимает на себя суммарную степень обжатия обеих прокатных клетей.
Затем направляющие носители 13 и 14 с рабочими валками 6a, 6b приподнимаются посредством подъемных механизмов 17. Одновременно с этим также приподнимается стальная лента 23 посредством подъемных валков 24, 25.
При этом уровень подъема рабочих валков и стальной ленты рассчитывается так, что после их приподнимания - над стальной лентой и ниже нее - между ней и рабочими валками образуется промежуточная щель. За счет этого обеспечивается, чтобы при замене рабочих валков они не вызывали повреждения поверхности ленты.
В рамках изобретения также возможно сразу выполнять подъемные механизмы 17 так, что они могут действовать непосредственно на направляющие носители 13, 14 рабочих валков 6a, 6b. В этом случае верхний рабочий валок 6a приподнимается вместе с относящимся к нему опорным валком 8a, в то время как нижний рабочий валок 6b может приподниматься в одиночку.
После приподнимания рабочих валков 6a и 6b они совместно вытаскиваются в направлении стрелки 28 на направляющих носителях 13, 14 и присоединяющихся к ним направляющих 15, 16 из зоны прокатного участка и вывозятся в ремонтный цех. Чтобы облегчить этот процесс, направляющие 15, 16 могут вывозиться совместно с рабочими валками. Они могут также, по мере надобности, убираться или откидываться.
Установка новых рабочих валков происходит аналогично, только в обратном порядке.
Само собой разумеется, в рамках изобретения также возможно заменять рабочие валки 6a, 6b в отдельности, причем в этом случае каждый рабочий валок может иметь собственное устройство для его вытаскивания.
Также при замене рабочих валков можно поступать так, что во время замены валков производится большая толщина ленты рабочими валками находящейся в работе прокатной клети, а именно - соответственно степени обжатия этой прокатной клети. За счет этого упрощается управление прокатным станом во время процесса замены валков.
Описанный способ, само собой разумеется, также применим для замены рабочих валков 5a, 5b прокатной клети 1, а также в прокатных станах больше чем с двумя следующими друг за другом прокатными клетями.
Изобретение предназначено для увеличения производительности литейно-прокатного агрегата при непрерывной отливке и двухвалковом формовании ленты расположенными в линию валками. Стальную ленту прокатывают в двух следующих друг за другом прокатных клетях прокатного стана со сменными рабочими валками. Возможность осуществления процесса разливки независимо от смены валков обеспечивается за счет того, что рабочие валки одной прокатной клети во время разливки заменяют под стальной лентой или, соответственно, над ней. В установке для осуществления способа рабочие валки могут подниматься посредством подъемных механизмов от стальной ленты, чтобы не повреждать ленту при их замене, а стальная лента - поддерживаться подъемными валками, расположенными на концах качающихся рычагов. 2 н. и 21 з.п. ф-лы, 3 ил.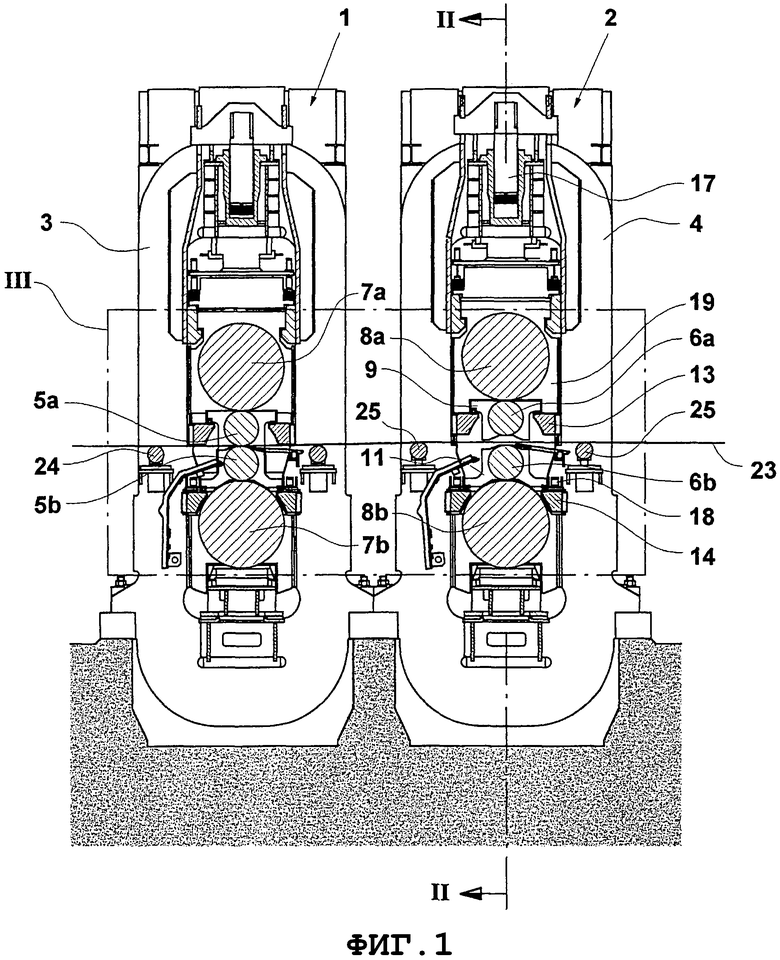
| Способ получения ароматических эфиров хлоркарбоновой кислот | 1977 |
|
SU707908A1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ НЕПРЕРЫВНО ОТЛИВАЕМЫХ ЗАГОТОВОК И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1248110A1 |
| СПОСОБ ПЕРЕВАЛКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ ЛИНЕЙНОГО ПРОКАТНОГО СТАНА И РАБОЧАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006304C1 |

